
On the Development of a Release Mechanism for a Split Hopkinson Tension and Compression Bar



Abstract
:1. Introduction
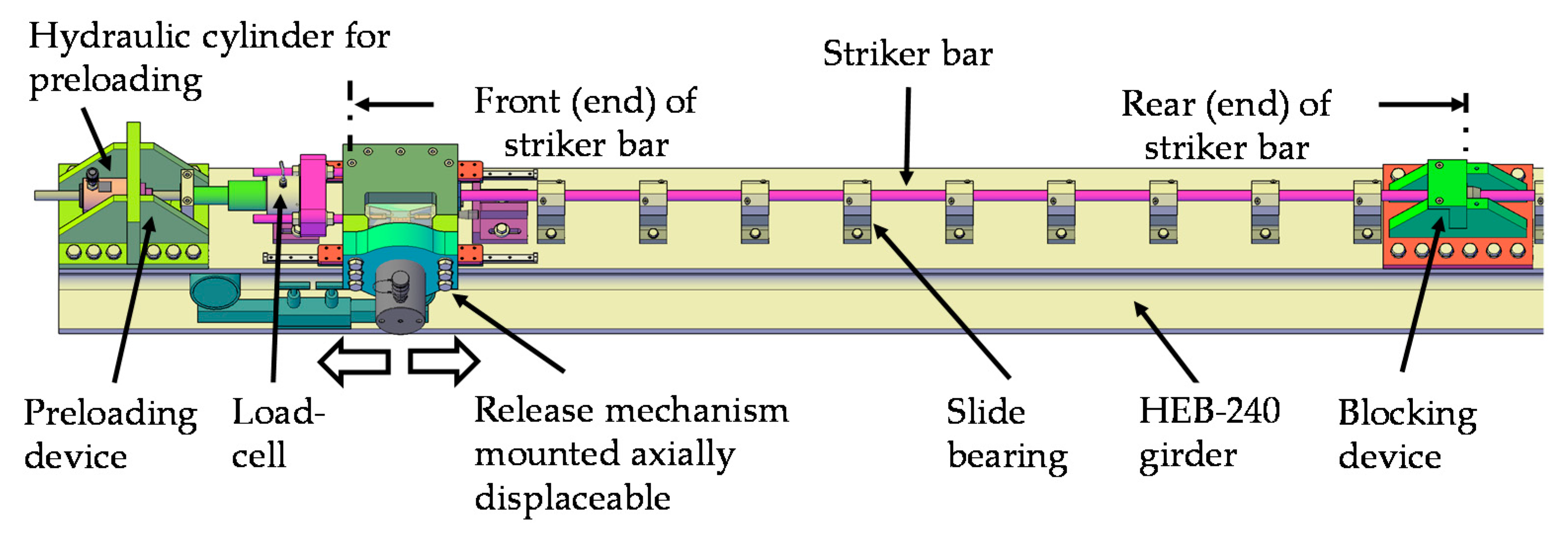
Split Hopkinson Test Bench
2. Materials and Methods
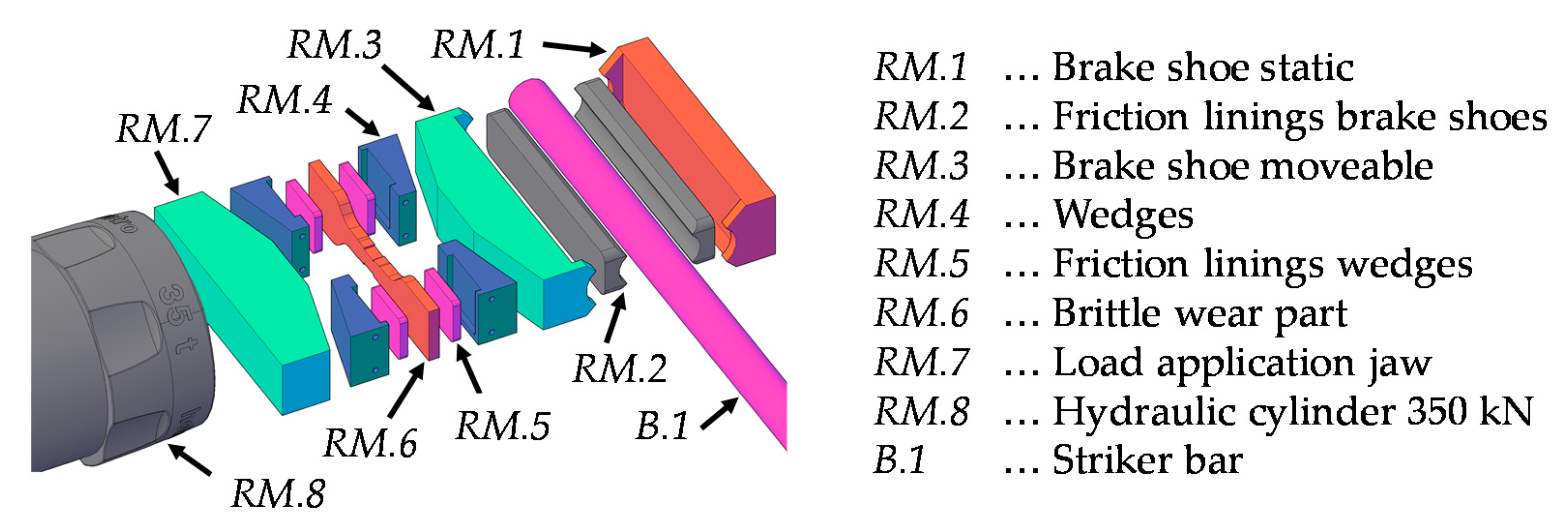
2.1. Release Mechanism
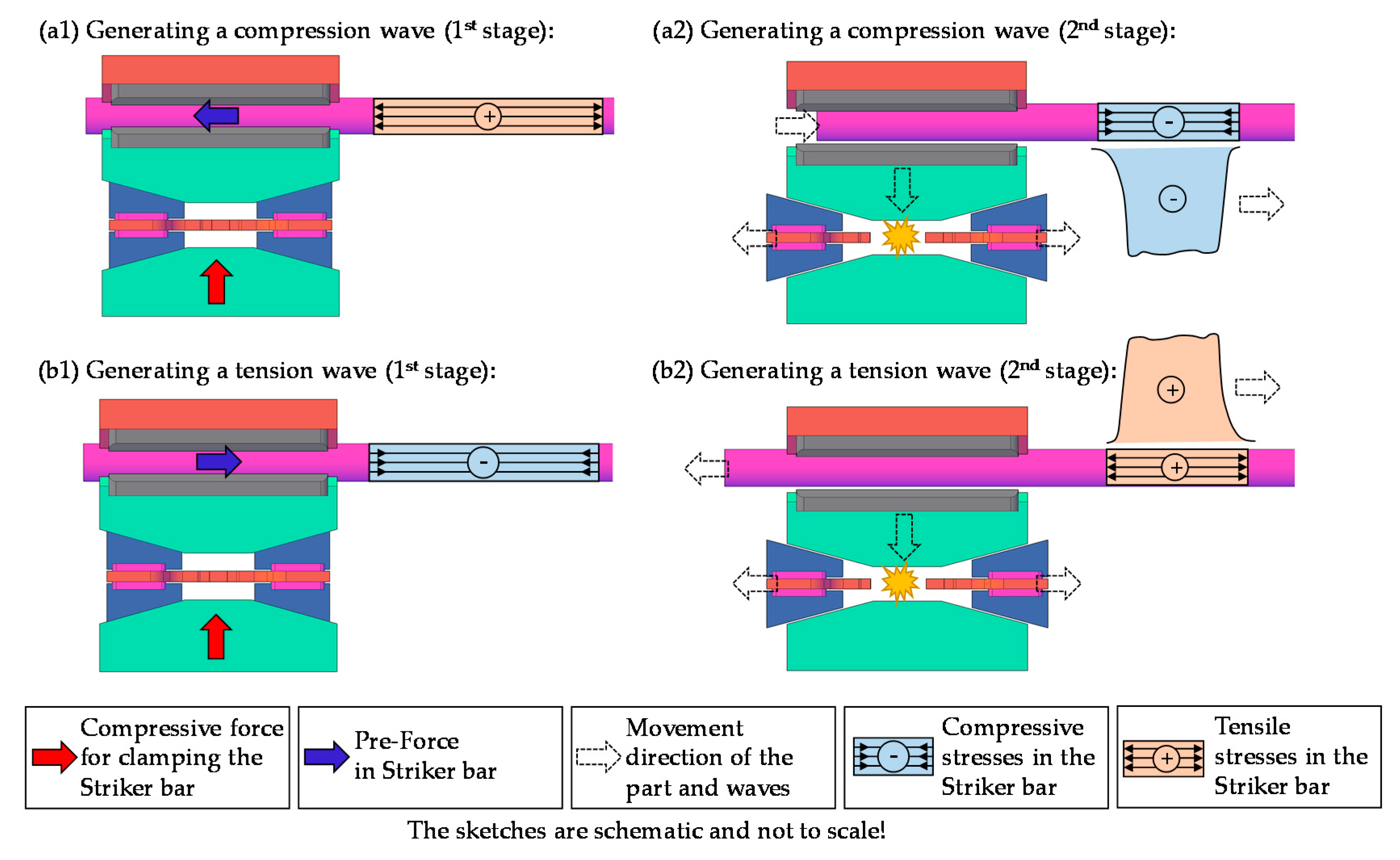
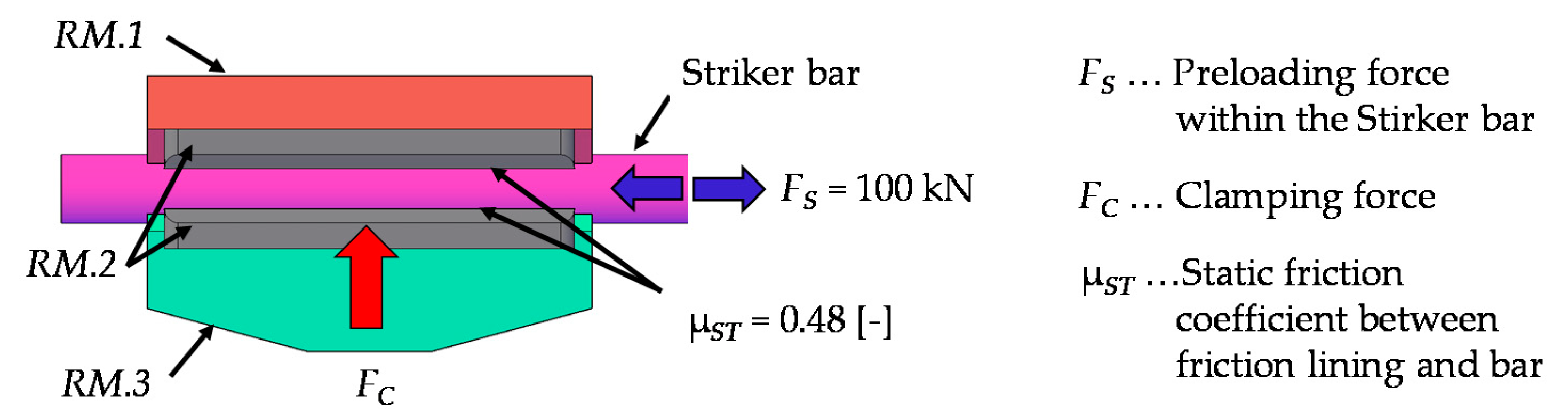
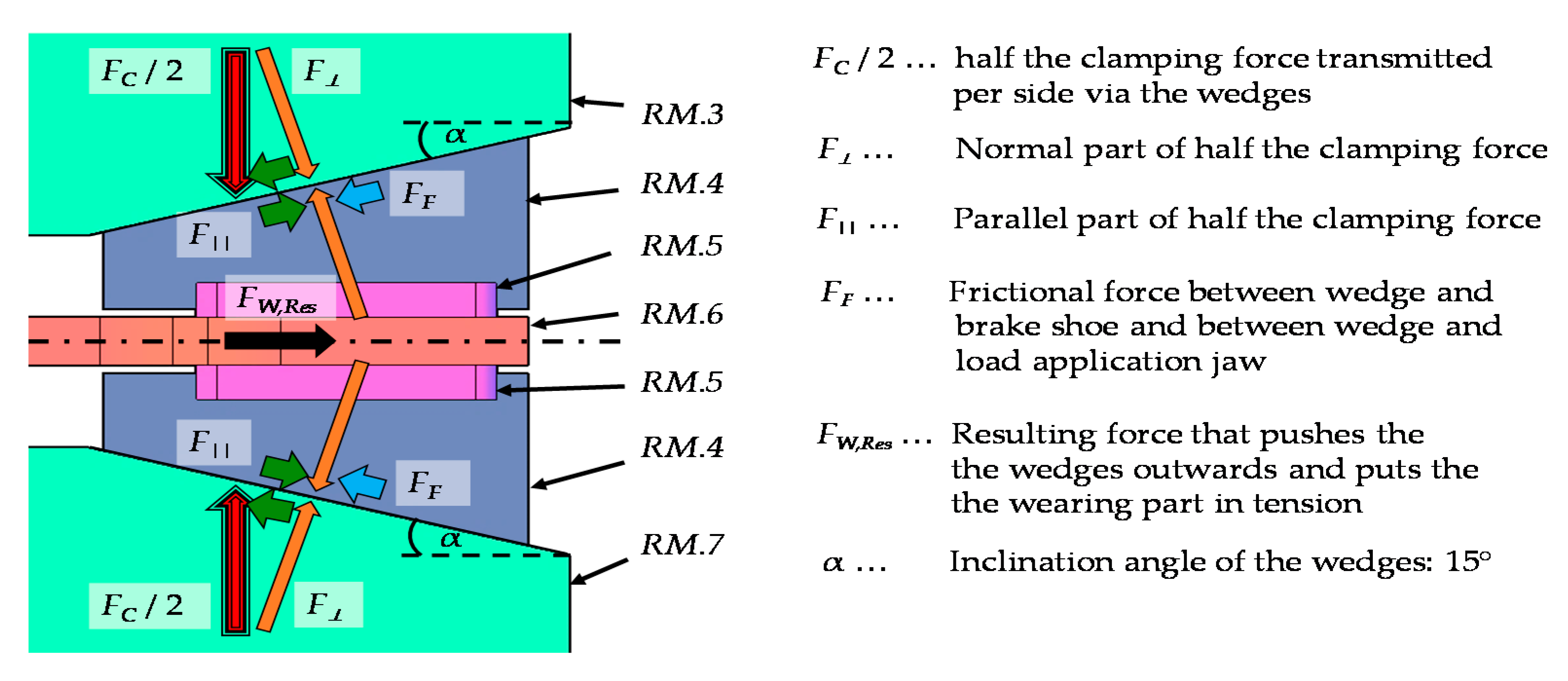
2.2. Boundary Conditions and Force Flows in the Release Mechanism
2.3. Material Selection
- A low toughness to ensure brittle and abrupt failure.
- A sufficient resistance against a tensile load of 7.9 kN, acting in axial-direction, as well as against the compressive clamping forces of up to 350 kN acting in thickness-direction.
- A low scattering of the mechanical properties of the wear part in order to achieve a failure in the specified force corridor. Besides the wear part itself, there must also be a buffer for the scattering of the coefficient of sliding friction (μSL) between the wedges (RM.4) and the surrounding components (RM.3 and RM.7).
- A material and production price which is economically justifiable, since a high number of wear parts is required, which, in turn, affects the test costs.
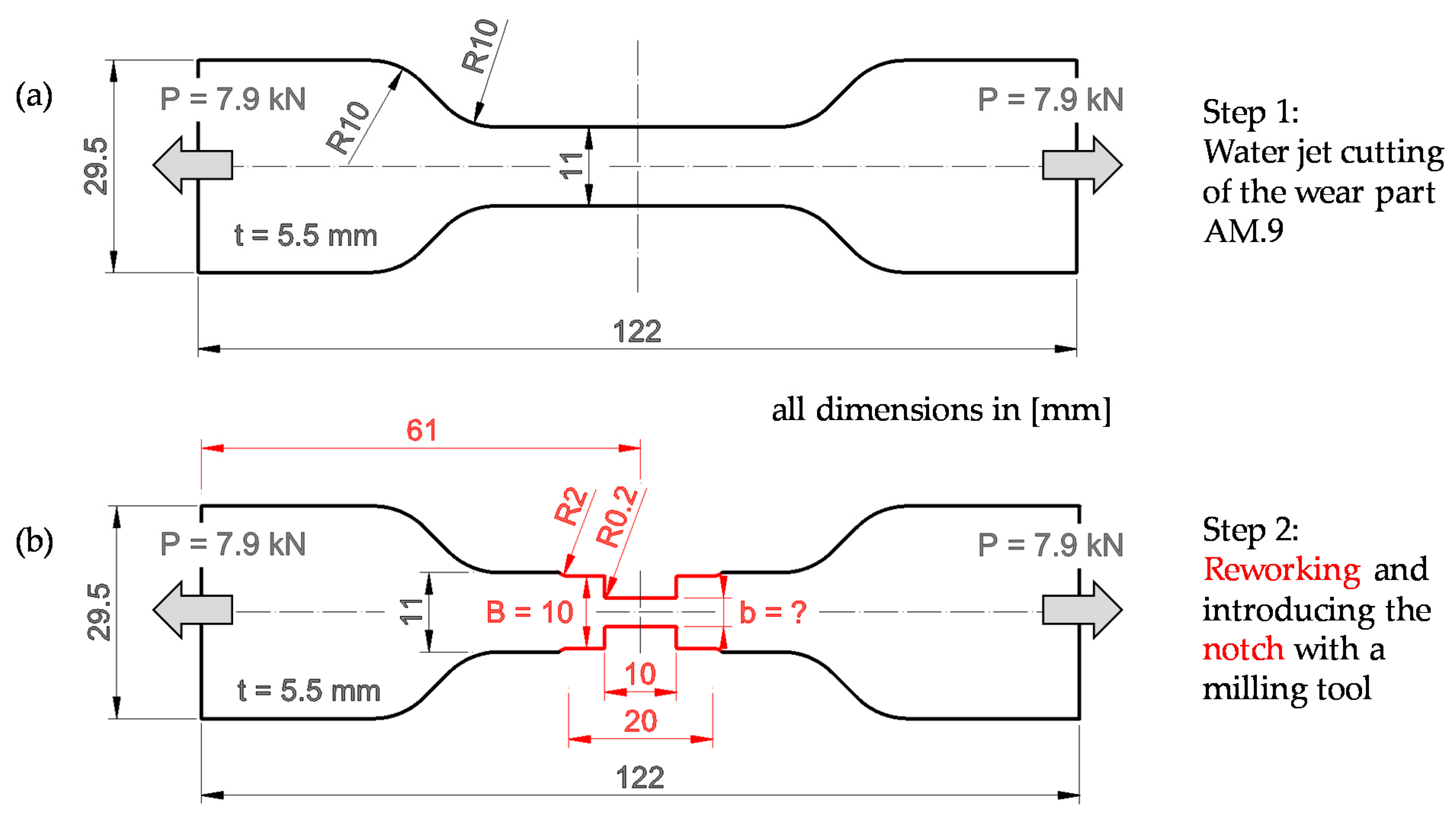
2.4. Geometry Definition
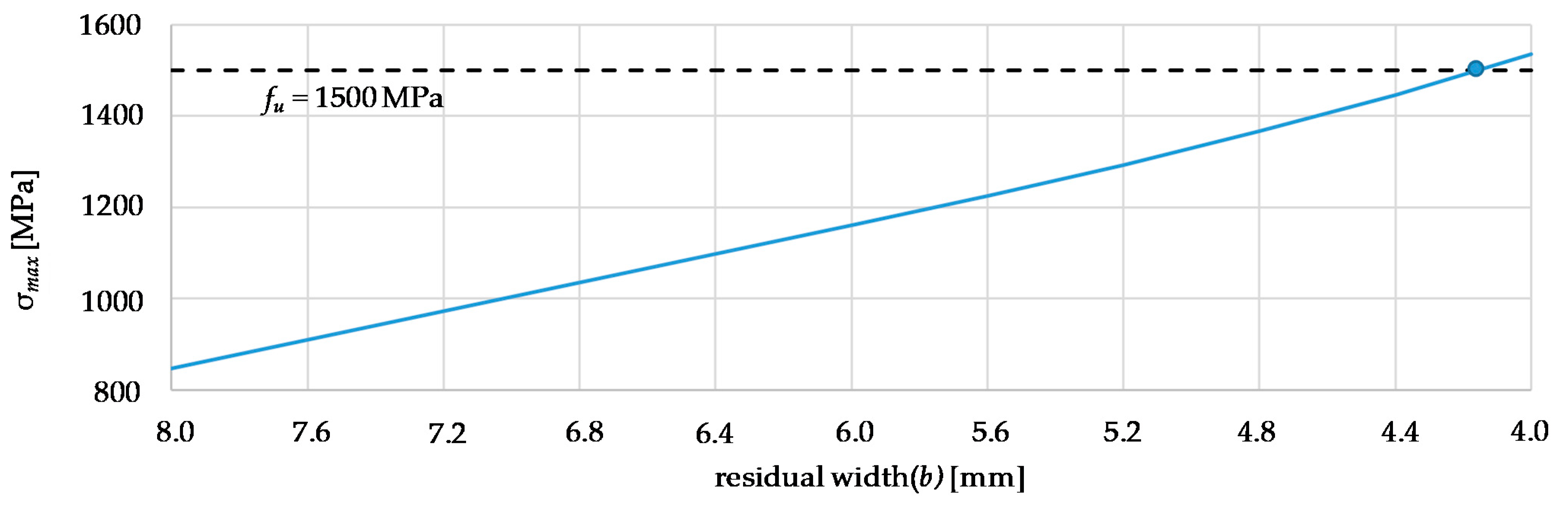
2.5. Calculation of the Notch Depth Using the Nominal Stress Concept
2.6. Numerical Study on the Influence of the Trigger Duration in the Release Mechanism
2.7. Experimental Validation of the Analytical Calculations and Numerical Simulation Results
- Ensuring a reliable transfer of the required minimum clamping force (FC,min) of 105 kN to the striker bar.
- Ensuring a reliable activation of the release mechanism within the specified clamping force corridor of 105 kN to 350 kN.
- Ensuring a sufficiently fast release of the stored elastic energy within the striker bar.
- Observation of the clamping force build up until the failure of the wear part is reached.
- Analyzation of the wear part and its fracture surfaces after the test has been carried out.
3. Results and Discussions
- All wear parts transferred the required minimum clamping force (FC,min) of 105 kN to the striker bar in a reliable manner.
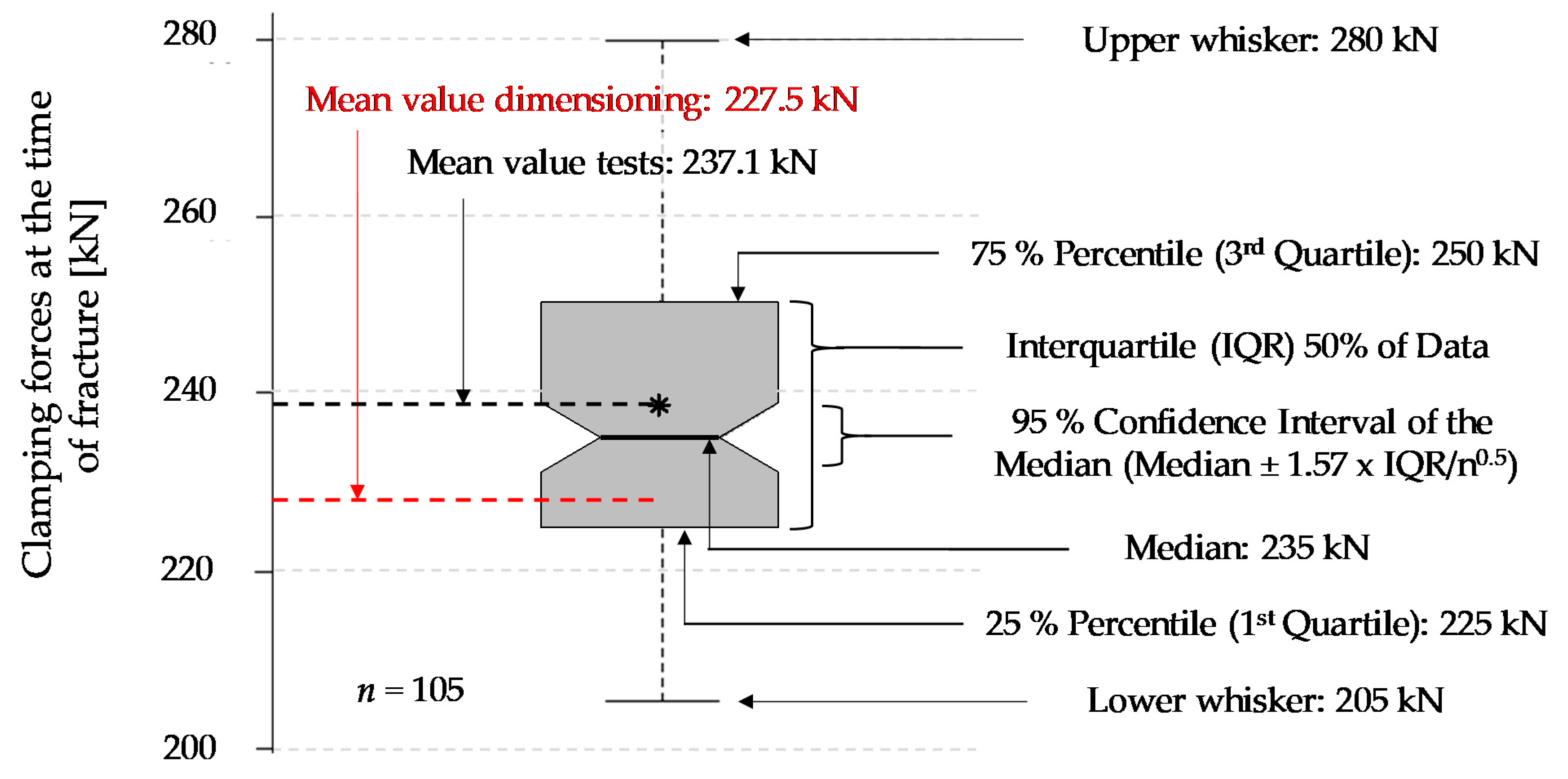
- The failure of all wear parts tested (n = 105) occurred within the specified clamping force corridor. The obtained failure loads ranged from 205 kN to 280 kN with a mean value of 237.1 kN and a coefficient of variation of 6.1%. In comparison, the design clamping force (FC) for the nominal stress concept was 227.5 kN. The results are shown as boxplot in Figure 10.
- The evaluation of the release duration was based on the achievable incoming pulse shapes in the incident bar. Four different pre-loading scenarios were distinguished. On the one hand, a moderate pre-loading of 30 kN (see Figure 11) and on the other hand, a relatively high pre-loading of 74 kN (see Figure 12). Both pre-loading levels were simulated and tested for the compression as well as the tensile scenario. In case of the 30 kN pre-loading levels, the experimentally determined pulses most closely resembled a simulated time-to-full-release of 0.50 ms. This leads to a rising time of roughly 0.21 ms for the tensile and compression pulse, which is less than half the trigger duration. The pulse shape still sufficiently approximates an ideal rectangular pulse, even though the edges are clearly inclined and rounded.For the variants with 74 kN pre-load, the experimental pulses were best comparable with the simulated time-to-full-release of 0.25 ms. This results in a nice square pulse with much steeper edges and less rounding. The rising time is roughly half the time-to-full-release, namely 0.11 ms. At this point, the strain plateau was almost reached, and there is only a slight decrease up to the maximum strain level. The highest occurring strains are almost identical for all simulated and the experimental pulses.For the given release mechanism, the rising times are in the order of 0.11 ms to 0.21 ms. Mancini et al. [9] mentions rising times of conventional Split Hopkinson bars that can be as short as 0.05 ms. The mechanical release of their study achieved rising times between 0.06 ms and 0.12 ms, depending on the heat treatment condition of the wear part. An overview study on Torsional Split Hopkinson bars, conducted by Yu et al. [14], showed that pulse rising times can be in a relatively wide range, starting from less than 0.01 ms up to 0.35 ms, depending on the release system. With regard to the initial incoming pulse shape, it is not possible to draw a sharp line as to when this is no longer suitable for dynamic characterisations, as this is also strongly dependent on the test specimen. In general, it can be stated that the brittle failing wear parts provide sufficiently abrupt trigger durations for most measurement tasks by contributing to the generation of an approximate rectangular pulse. Due to the reason that this work deals with the development and evaluation of the release mechanism and not with the whole characterisation process, only the incoming pulses were shown. However, an example of an entire material characterisation task, using the present test bench, is given in Werling et al. [21].
- The clamping force was monotonically increasing over the entire loading cycle and reached its maximum at the time of sudden failure. This suggests that there is no or hardly any necking in the wear part and, therefore, it also suggests a rather brittle material behaviour.
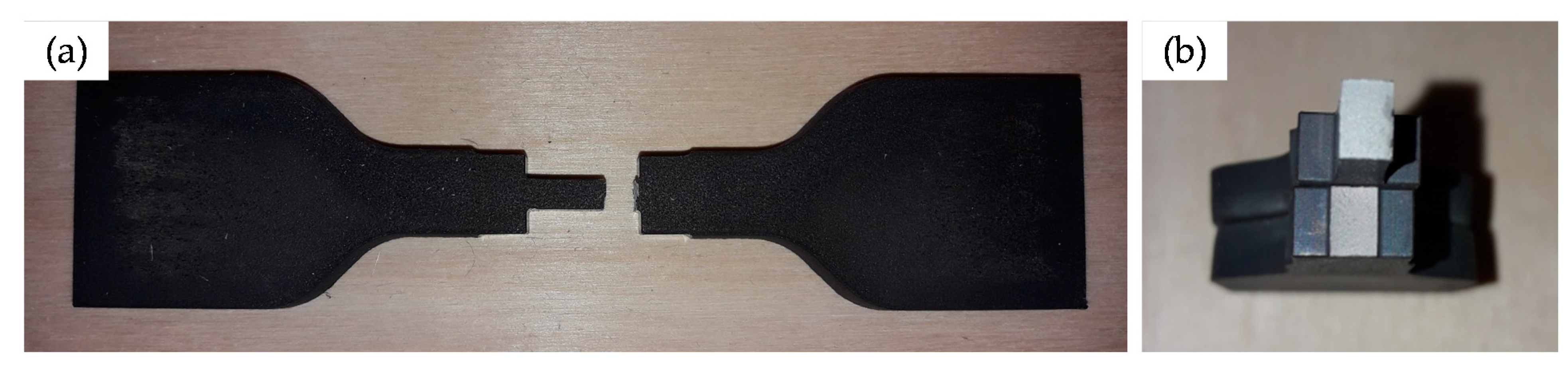
- The observation described in point 4 is also reflected in the exemplary wear part sample (Figure 13). The notch base was measured before and after the test with a digital sliding gauge (resolution ± 0.01 mm). No significant difference was found between the original and the final cross-section in the fracture area. This also indicates that there is no or hardly any necking.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, W.; Song, B. Split Hopkinson (Kolsky) Bar, Design, Testing and Applications; Springer Science+Business Media LLC: Berlin, Germany, 2011; ISBN 978-1-4419-7981-0. [Google Scholar]
- Sunny, G.; Yuan, F.; Prakash, V.; Lewandowski, J. Design of inserts for split Hopkinson pressure bar testing of low strain-to-failure materials. Soc. Exp. Mech. 2008, 49, 479–490. [Google Scholar] [CrossRef]
- Church, P.; Cornish, R.; Cullis, I.; Gould, P.; Lewtas, I. Using the split Hopkinson pressure bar to validate material models. Philos. Trans. A Math. Phys. Eng. Sci. 2014, 372, 20130294. [Google Scholar] [CrossRef]
- Song, B.; Chen, W. Split Hopkinson pressure bar techniques for characterizing soft materials. Lat. Am. J. Solids Struct. 2005, 2, 113–152. [Google Scholar]
- Bragov, A.M.; Lomunov, A.K. Methodological aspects of studying dynamic material properties using the Kolsky method. Int. J. Impact Eng. 1995, 16, 321–330. [Google Scholar] [CrossRef]
- Meenken, T. Charakterisierung Niederimpedanter Werkstoffe unter Dynamischen Lasten; Institut für Kurzzeitdynamik Ernst-Mach-Institut: Freiburg im Breisgau, Germany, 2007; ISBN 978-3-8167-7522-5. (In German) [Google Scholar]
- Baranowski, P.; Gieleta, R.; Malachowski, J.; Damaziak, K.; Mazurkiewicz, L. Split Hopkinson pressure bar impulse experimental measurement with numerical validation. Metrol. Meas. Syst. 2014, 21, 47–58. [Google Scholar] [CrossRef]
- Nutkani, M.B.; Abid, M.; Pasha, R.A.; Dar, U.A. Indigenous design and development of split Hopkinson pressure bar (SHPB) test setup for characterization of materials at high strain rates. IOP Conf. Ser. Mater. Sci. Eng. 2018, 899, 012018. [Google Scholar] [CrossRef]
- Mancini, E.; Sasso, M.; Rossi, M.; Chiappini, G.; Newaz, G.; Amodio, D. Design of an innovative system for wave generation in direct tension–compression split Hopkinson bar. J. Dyn. Behav. Mater. 2015, 1, 201–213. [Google Scholar] [CrossRef]
- Li, S.H.; Zhu, W.C.; Niu, L.L.; Dai, F. Constant strain rate uniaxial compression of green sandstone during SHPB tests driven by pendulum hammer. Hindawi Shock. Vib. 2017, 2017, 2619081. [Google Scholar] [CrossRef]
- Leung, M.Y.; Yu, T.-X. Dynamic characterization of micro-scaled samples using the Hopkinson tensile bar technique. J. Strain Anal. Eng. Des. 2008, 43, 595–607. [Google Scholar] [CrossRef]
- Baranowski, P.; Malachowski, J.; Gieleta, R.; Damaziak, K.; Mazurkiewicz, L.; Kolodziejczyk, D. Numerical study for determination of pulse shaping design variables in SHPB apparatus. Bull. Pol. Acad. Sci. Tech. Sci. 2013, 61. [Google Scholar] [CrossRef]
- Acosta, J.F. Numerical and Experimental Studies on the Use of Split Hopkinson Pressure Bar for High Strain Rate Tension Testing. Ph.D. Thesis, Department of Aerospace Engineering, Graduate School of Wichita State University, Wichita, KS, USA, 2012. [Google Scholar]
- Yu, X.; Chen, L.; Fang, Q.; Jiang, X.; Zhou, Y. A Review of the torsional split Hopkinson bar. Adv. Civ. Eng. 2018, 2018, 2719741. [Google Scholar] [CrossRef]
- Albertini, C.; Montagnani, M. Study of the true tensile stress-strain diagram of plain concrete with real size aggregate; need for and design of a large Hopkinson bar bundle. J. Phys. IV Proc. EDP Sci. 1994, 4, C8-113–C8-118. [Google Scholar] [CrossRef]
- Albertini, C.; Cadoni, E.; Solomos, G. Advances in the Hopkinson bar testing of irradiated/non-irradiated nuclear materials and large specimens. Phil. Trans. R. Soc. A 2014, 372, 20130197. [Google Scholar] [CrossRef] [PubMed]
- Voestalpine BÖHLER Edelstahl GmbH & Co KG. Plastic Mould Steel, Böhler M340 Isoplast. Available online: https://www.bohler-edelstahl.com/en/products/m340/ (accessed on 31 May 2021).
- Voestalpine BÖHLER Edelstahl GmbH & Co KG: Knife Steels. Available online: https://www.bohler-bleche.com/en/products/n680/ (accessed on 31 May 2021).
- Steinhilper, W.; Sauer, B. Konstruktionselemente des Maschinenbaus 1, Grundlagen der Berechnung und Gestaltung von Maschinenelementen; Springer: Berlin/Heidelberg, Germany, 2006; ISBN 13: 978-3-540-22033-6. (In German) [Google Scholar]
- Livermore Software Technology (LST). An Ansys Company. LS-Dyna R13 Keyword User’s Manual Volume II Material Models. Livermore, 2021. Available online: https://www.dynasupport.com/manuals/ls-dyna-manuals/ls-dyna_manual_volume_ii_r13.pdf/view (accessed on 17 November 2021).
- Werling, T.; Baumann, G.; Feist, F.; Sinz, W.; Ellersdorfer, C. On the dynamic electro-mechanical failure behaviour of automotive high-voltage busbars using a split Hopkinson pressure bar. Materials 2021, 14, 6320. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Advantages | Disadvantages | Ref. | |
|---|---|---|---|---|
| Direct impact loading | via pendulum | - Relatively short pulse rising time | - Conversion from tension to compression mode is rather elaborate | Li et al. [10], |
| - Relatively easy to reproduce certain pulse levels | - Rather bulky design | Leung and Yu [11] | ||
| via gas gun | - Relatively short pulse rising time | - Difficult to reproduce certain pulse levels | Nutkani et al. [8], | |
| Baranowski et al. [12], | ||||
| - Relatively compact design | - Conversion from tension to compression mode is rather elaborate | Acosta [13] | ||
| Explosive | - Extremely short pulse rising time | - Difficult to reproduce certain pulse levels | Chen and Song [1], | |
| Loading | - Relatively compact design | - Conversion from tension to compression mode is rather elaborate | Yu et al. [14] * | |
| Electromagnetic loading | - Relatively compact design | - Relatively long pulse rising time | Yu et al. [14] * | |
| Flywheel | - Relatively compact design | - Relatively long pulse rising time | Yu et al. [14] * | |
| Pre-loaded striker bar | Wear part is carrying pre-load | - Relatively short pulse rising time | - Scattering of the wear part influences the preloading level of the striker bar | Mancini et al. [9], |
| - Easy to combine tension and compression loading in a single test bench | - Various different wear parts are needed to realize individual pre-loading levels | |||
| Wear part is carrying break load | - Easy to combine tension and compression loading in a single test bench | - Due to the inertia of the parts in the release mechanism a longer pulse rising time is expected | Albertini and Montagnani [15], | |
| - Pre-loading level in the striker bar is not influenced by the material scattering of the wear part | Albertini et al. [16], | |||
| - One wear part variant is enough to realize every pre-loading level | Present study | |||
| Part Number | Material | Purpose |
|---|---|---|
| B.1 | EN AW 7075 Al | Storage of elastic energy and shock wave formation |
| RM.1 | CK 45 steel | Clamping of the striker bar and load distribution to the housing |
| RM.2 | custom made composite | Increasing the friction coefficient between striker bar and clamping mechanism |
| RM.3 | CK 45 steel | Clamping and load distribution to the striker bar |
| RM.4 | CK 45 steel | Load transmission and fixation of the wear part |
| RM.5 | custom made composite | Increasing the friction coefficient between wedges and wear part |
| RM.6 | N 680 steel | Ensuring the transmission of a minimum clamping force and a fast release of the energy in the striker bar |
| RM.7 | CK 45 steel | Load distribution from the Hydraulic cylinder to the rest of the clamping mechanism |
| RM.8 | - | Generation of the necessary clamping force |
| Part Number | Mean Forces at Release | Maximum Forces at Release |
|---|---|---|
| B.1 | - | +/− 100 kN |
| RM.1 | −227.5 kN | −350 kN |
| RM.2 | −227.5 kN | −350 kN |
| RM.3 | −227.5 kN | −350 kN |
| RM.4 | −113.8 kN (per side) | −175 kN (per side) |
| RM.5 | −113.8 kN (per side) | −175 kN (per side) |
| RM.6 | +7.9 kN | +12.2 kN |
| RM.7 | −227.5 kN | −350 kN |
| RM.8 | −227.5 kN | −350 kN |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baumann, G.; Niederkofler, D.; Ellersdorfer, C.; Feist, F. On the Development of a Release Mechanism for a Split Hopkinson Tension and Compression Bar. Materials 2021, 14, 7609. https://doi.org/10.3390/ma14247609
Baumann G, Niederkofler D, Ellersdorfer C, Feist F. On the Development of a Release Mechanism for a Split Hopkinson Tension and Compression Bar. Materials. 2021; 14(24):7609. https://doi.org/10.3390/ma14247609
Chicago/Turabian StyleBaumann, Georg, Dominik Niederkofler, Christian Ellersdorfer, and Florian Feist. 2021. "On the Development of a Release Mechanism for a Split Hopkinson Tension and Compression Bar" Materials 14, no. 24: 7609. https://doi.org/10.3390/ma14247609
APA StyleBaumann, G., Niederkofler, D., Ellersdorfer, C., & Feist, F. (2021). On the Development of a Release Mechanism for a Split Hopkinson Tension and Compression Bar. Materials, 14(24), 7609. https://doi.org/10.3390/ma14247609