
Influence of Austempering of As-Cast Medium Carbon High-Silicon Steel on Wear Resistance





Abstract
:1. Introduction
2. Materials and Methods
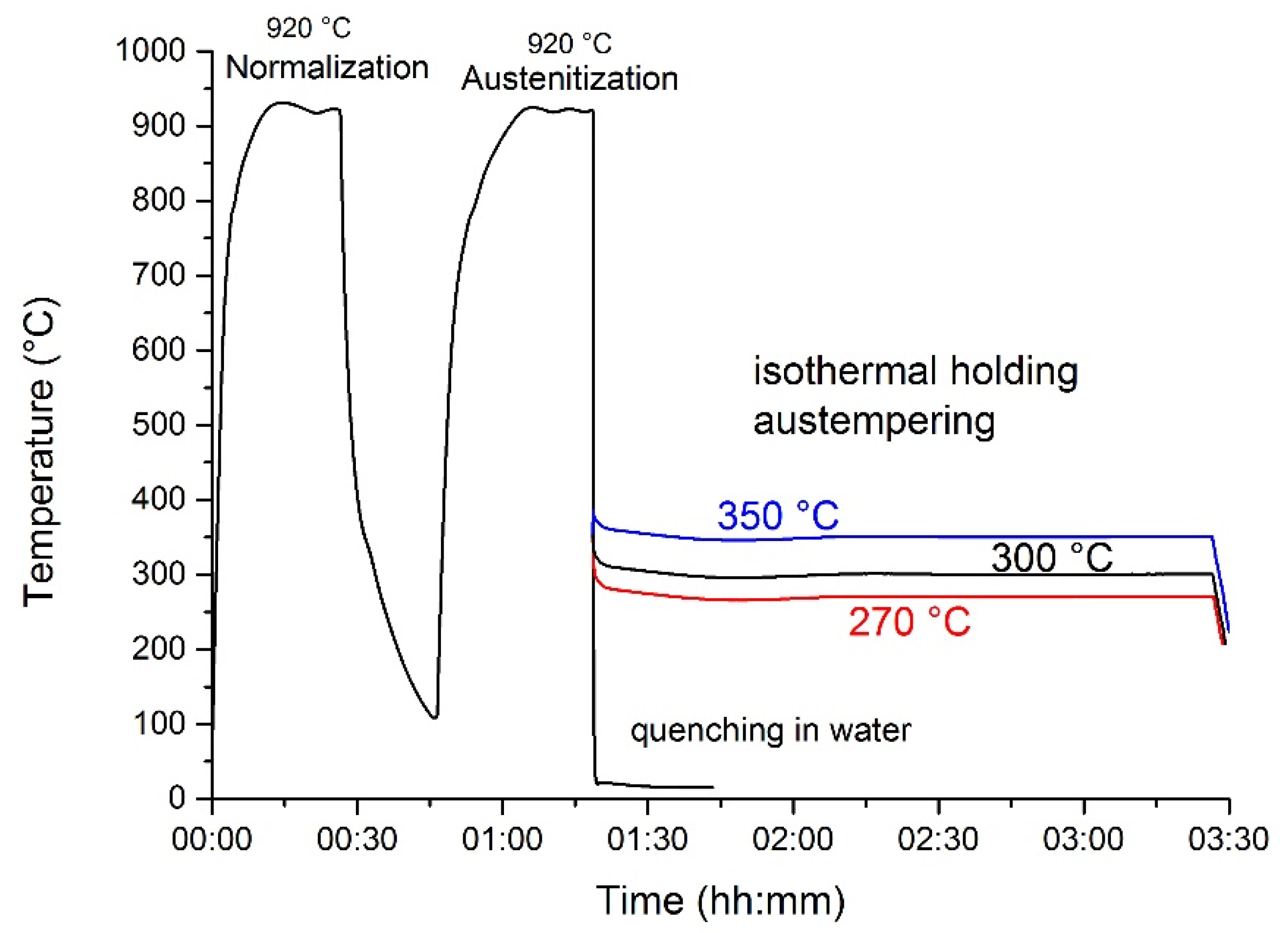
2.1. Material and Heat Treatment
2.2. Characterization
2.3. Hardness and Impact Toughness
2.4. Tribological Testing
3. Results
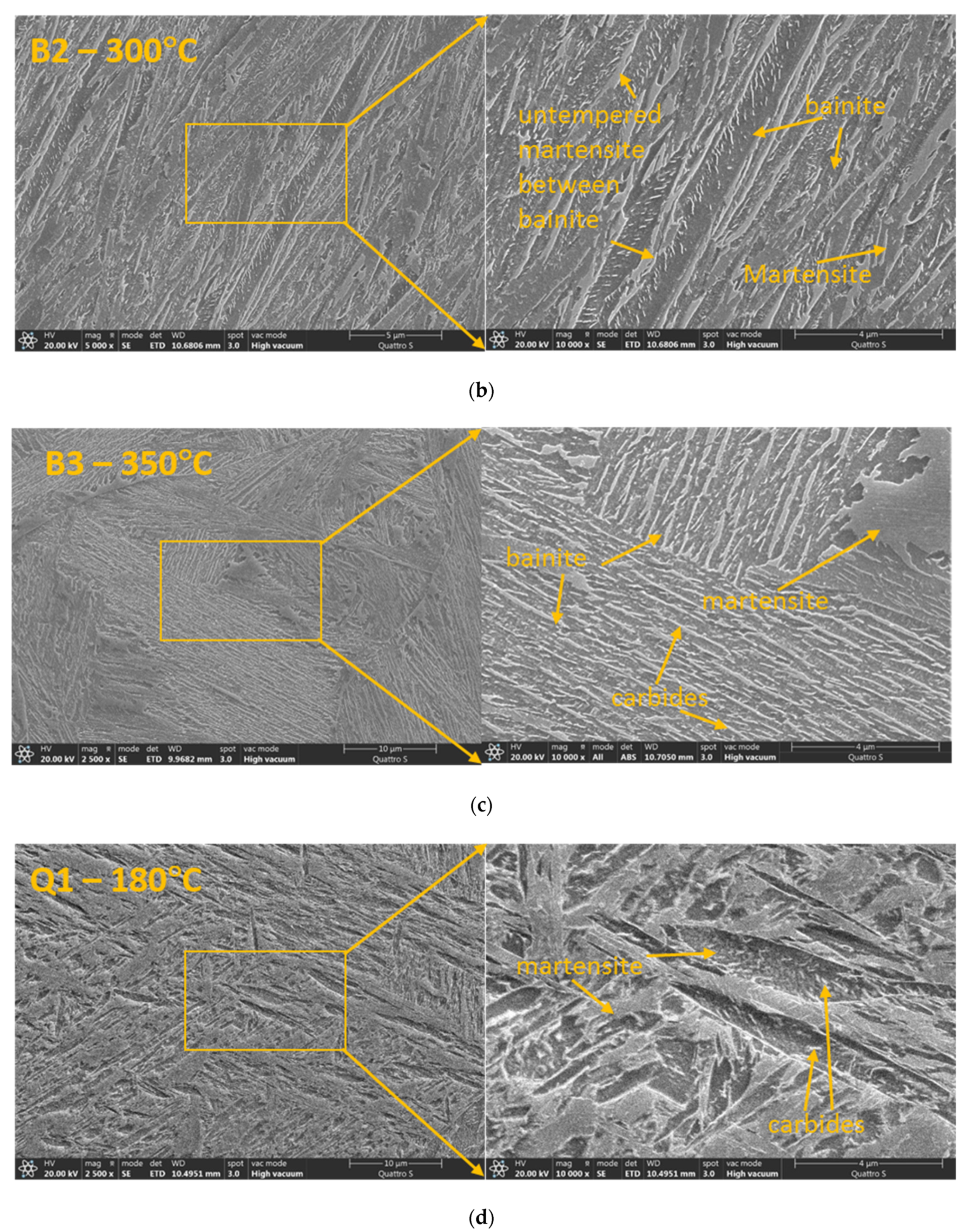
3.1. Microstructure
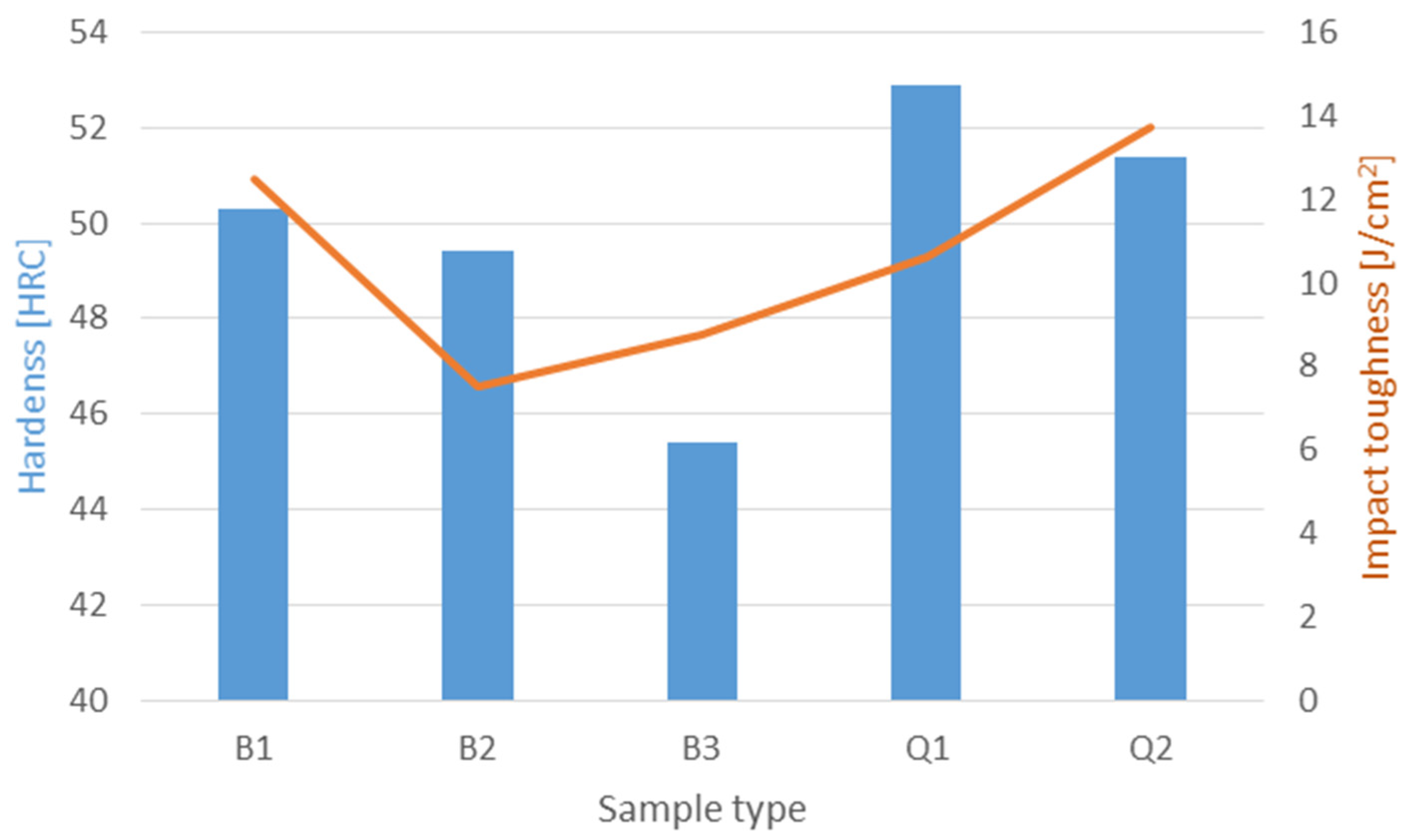
3.2. Hardness and Impact Toughness
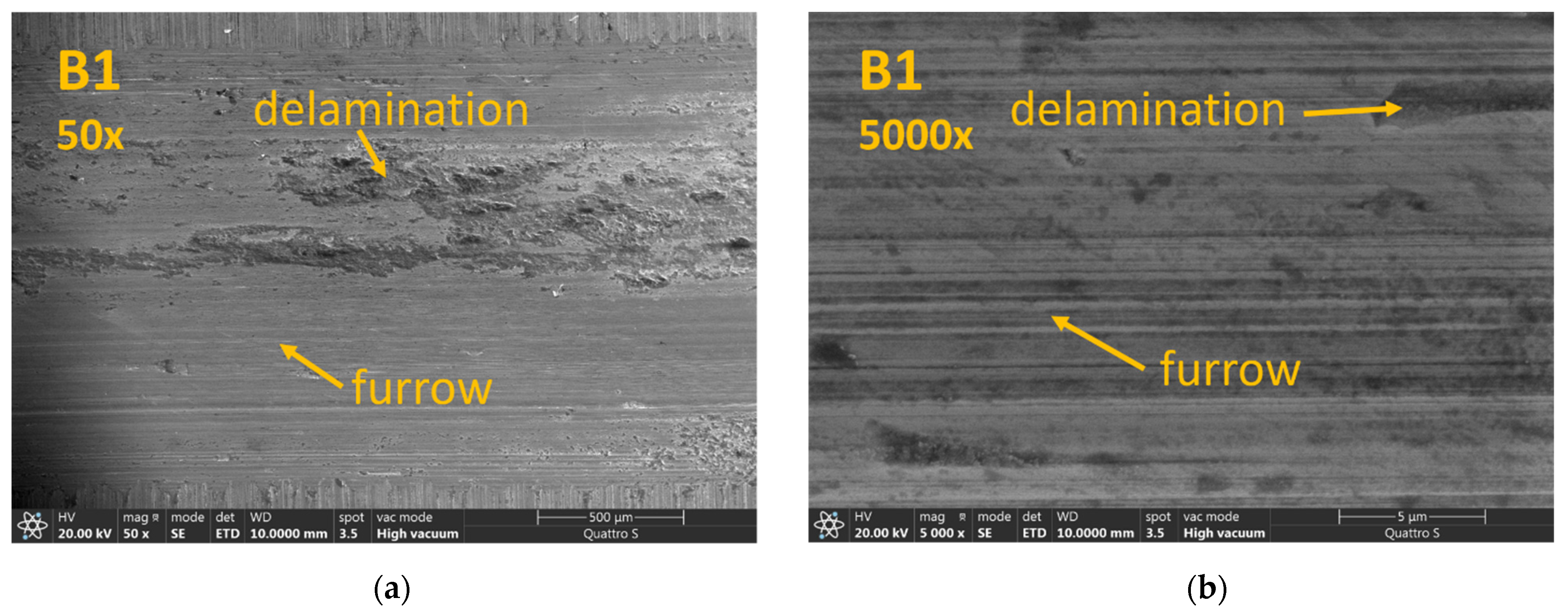
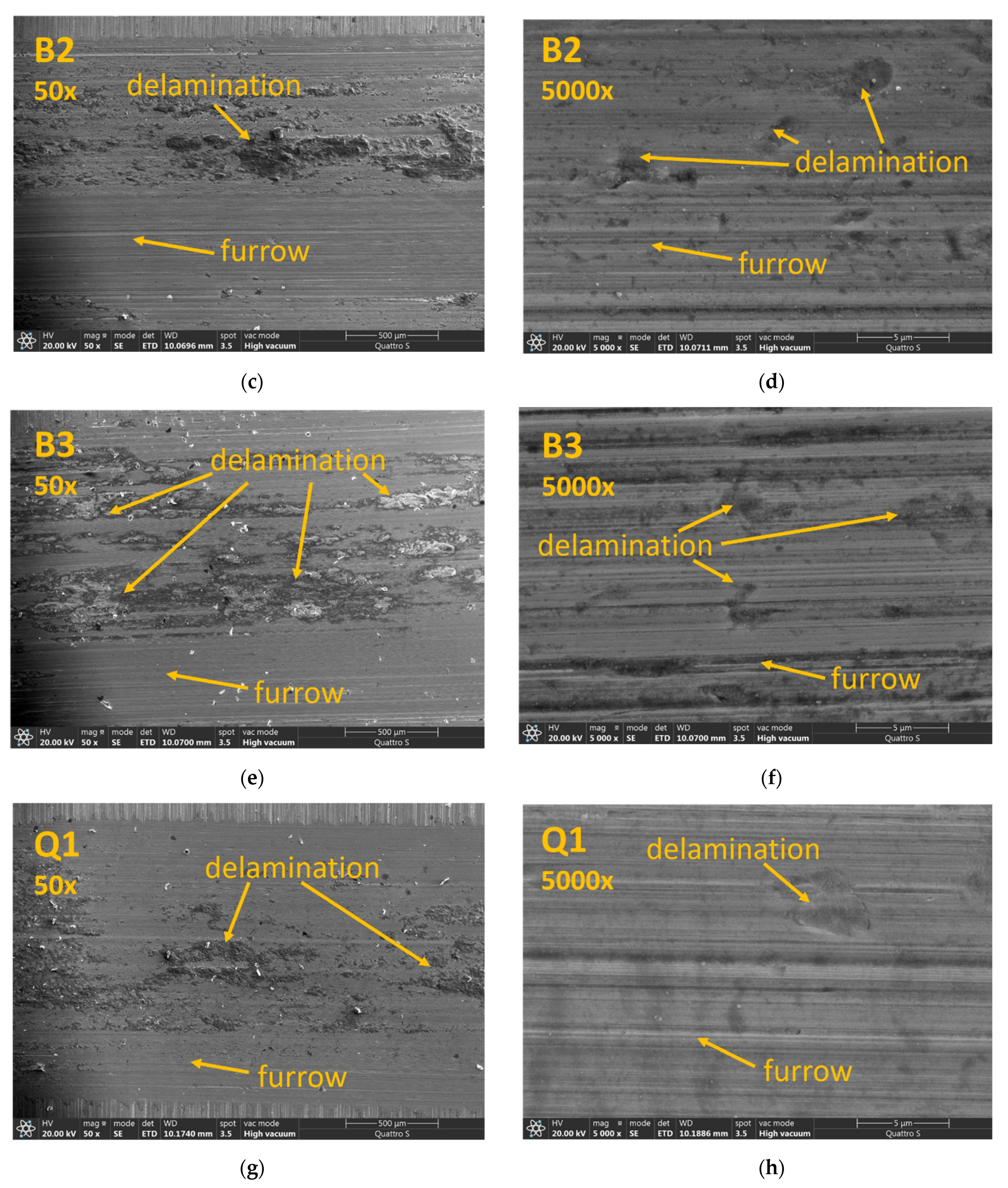
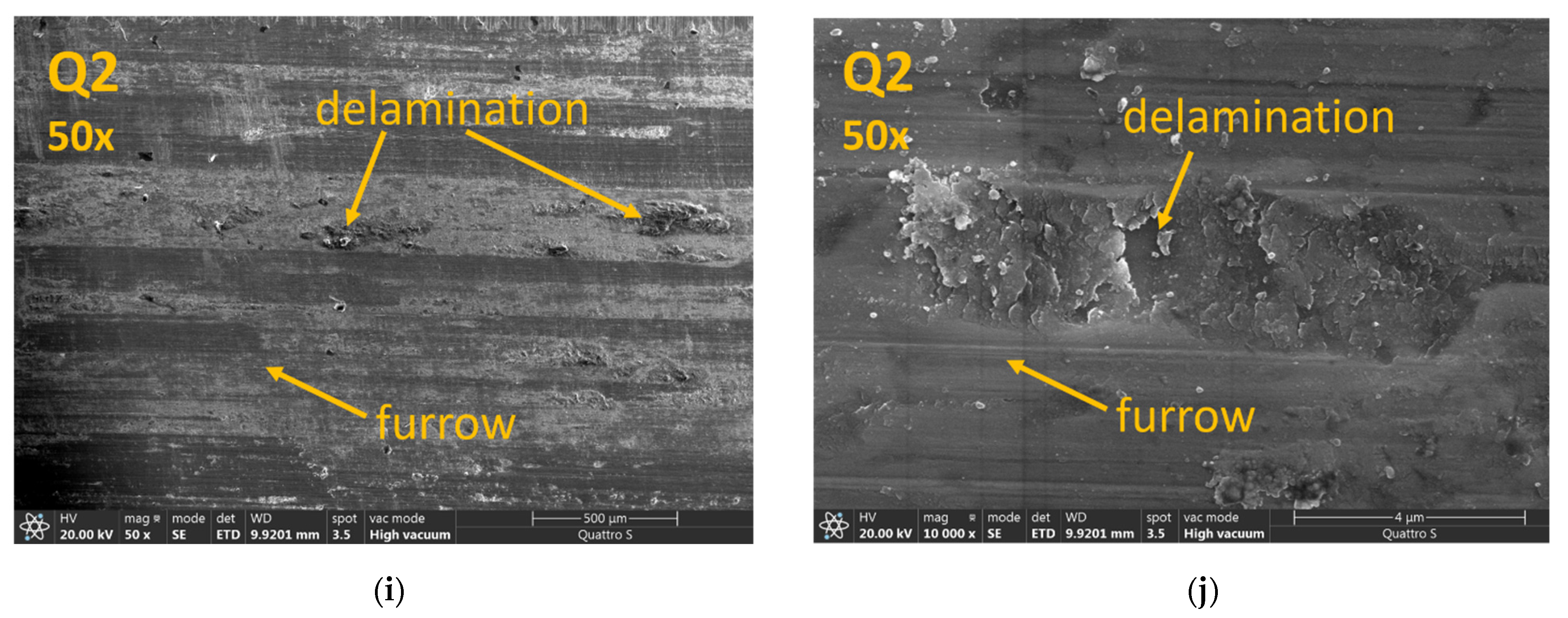
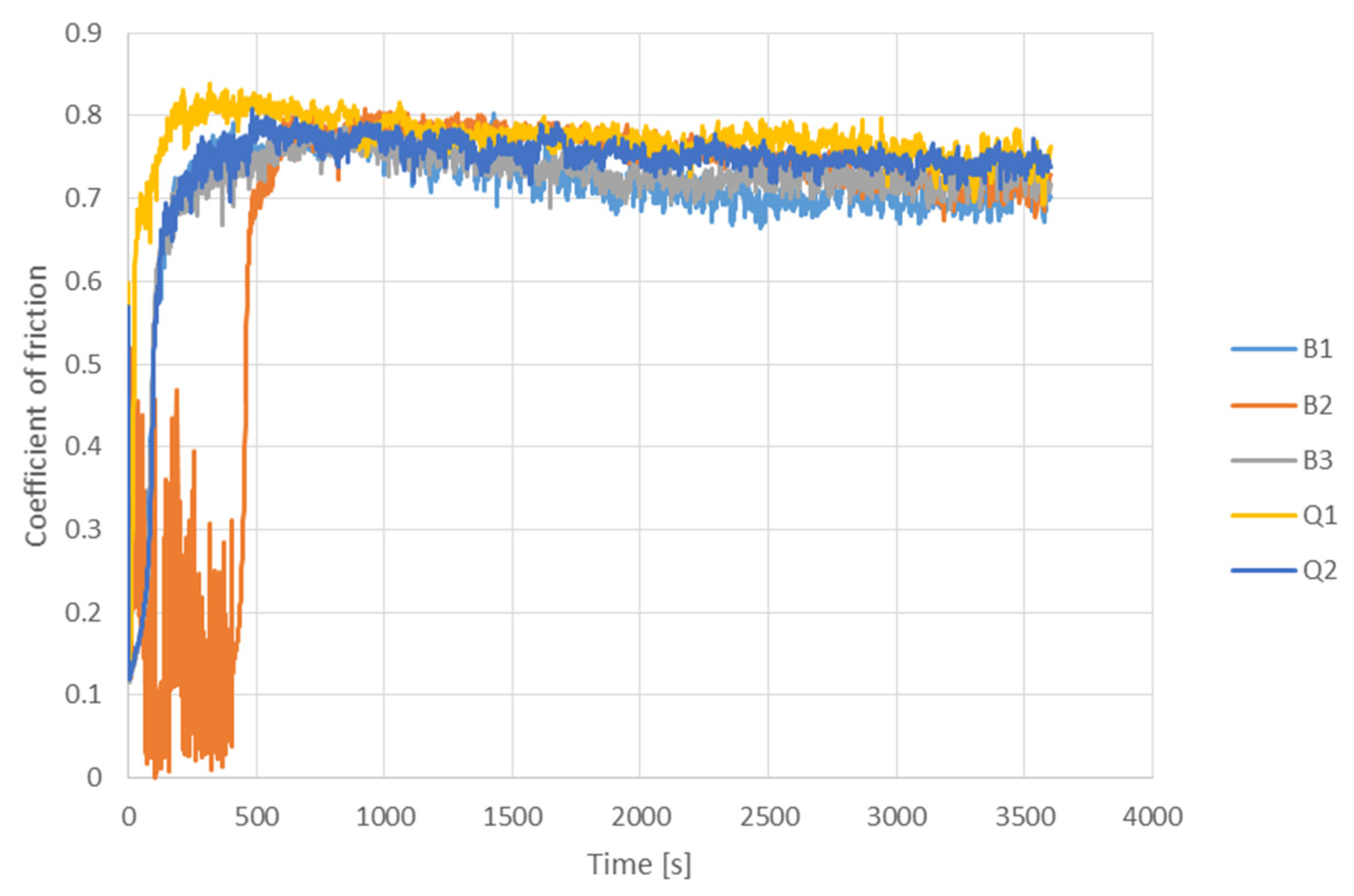
3.3. Tribological Testing
4. Conclusions
- In general, austempering resulted in lower hardness values when compared to classic quenching heat treatment (Q1 and Q2) with improved impact toughness when holding was performed under Ms for B1 taken as modified austempering step compared to other two austempering steps performed above Ms (B2 and B3).
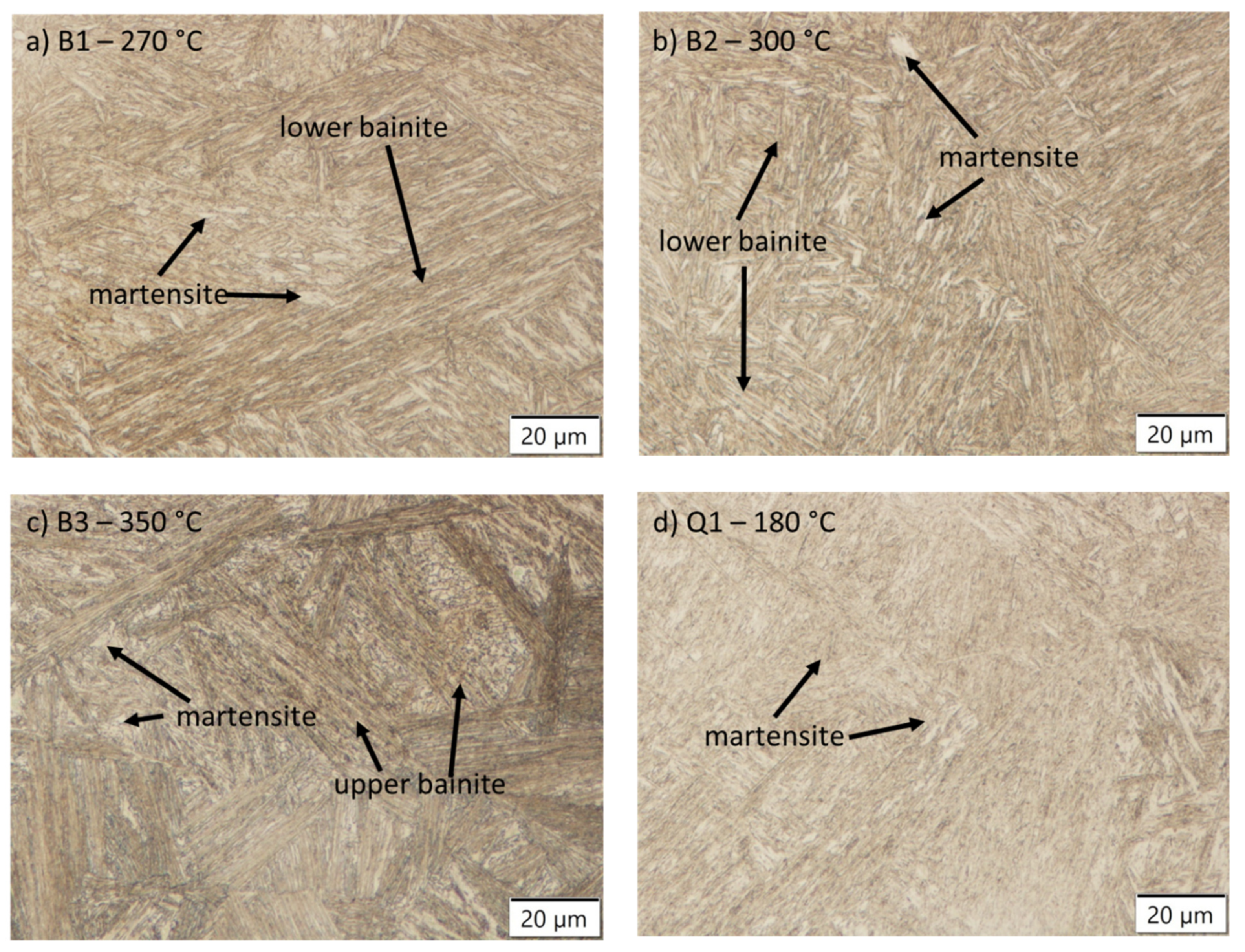
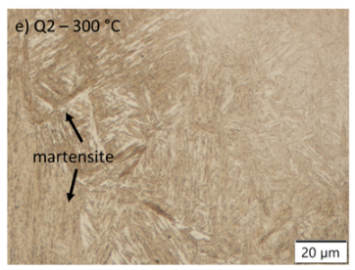
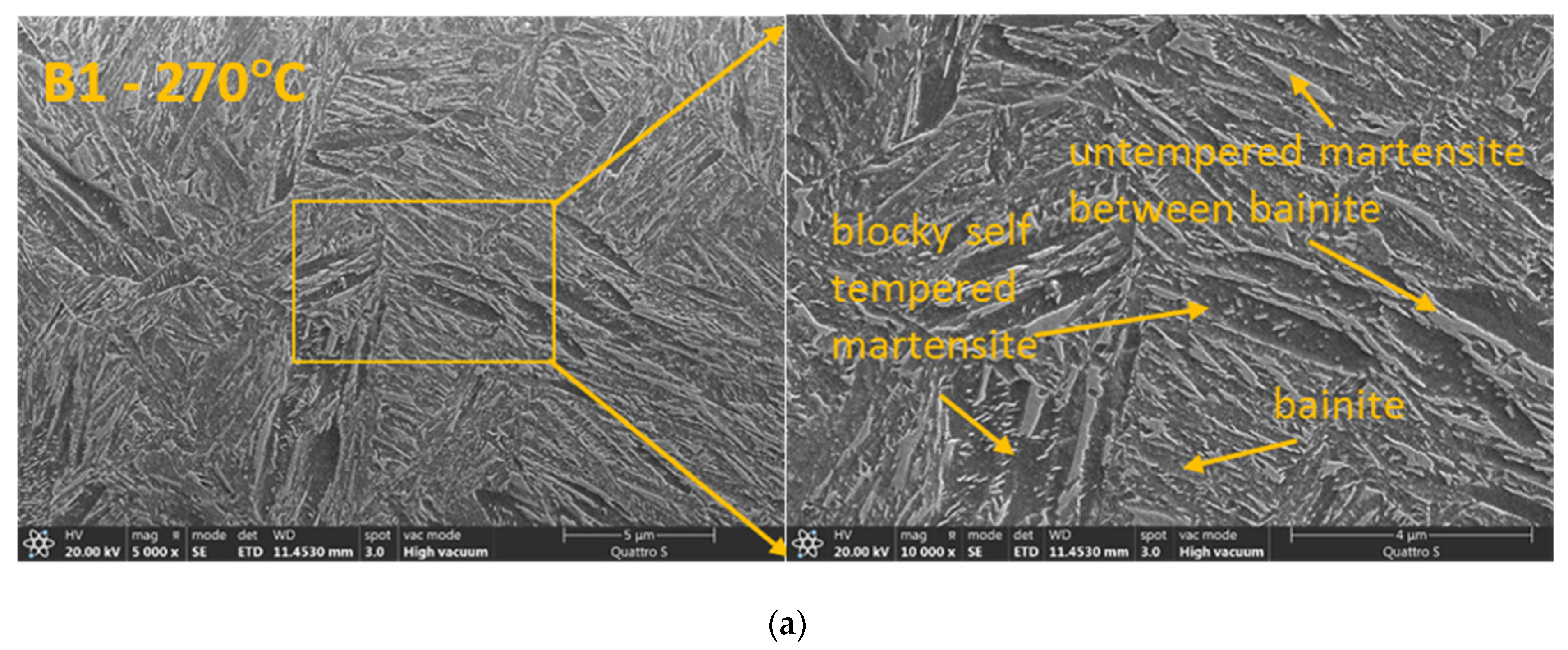
- Modified austempering (B1) at 270 °C (below the martensite start temperature of 295 °C) resulted in the formation of mostly lower bainite and self-tempered martensite that gave good and comparable wear resistance to quenched and low temperature tempered (180 °C) sample Q1. The tempering of blocky martensite islands that form during austempering is crucial for higher wear resistance.
- Austempering where finer lower bainite was obtained resulted in higher hardness and impact toughness than where coarse upper bainite was obtained.
- Raising the austempering temperature to 300 or 350 °C had an obvious negative effect on the measured wear rate.
- Austempering the sample B1 at 270 °C achieved a comparable wear rate at lower hardness and improved toughness compared to quenched sample Q1 produced by classical water quench and tempering.
- Austempering the sample B3 at 350 °C resulted in overall decrease in wear and mechanical properties compared to lower temperature austemperings and quenching and low temperature tempered state.
- Comparable wear rate on samples produced by different thermal steps (B2, B3 and Q2) reveals that hardness is not a stable indicator of wear performance in as-cast wear resistant steels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Jeong, H.; Choi, S.; Lee, S.; Jeon, S. Rock Cutting Simulation of Point Attack Picks Using the Smooth Particle Hydrodynamics Technique and the Cumulative Damage Model. Appl. Sci. 2020, 10, 5314. [Google Scholar] [CrossRef]
- Kujundžić, T.; Klanfar, M.; Korman, T.; Briševac, Z. Influence of Crushed Rock Properties on the Productivity of a Hydraulic Excavator. Appl. Sci. 2021, 11, 2345. [Google Scholar] [CrossRef]
- Zhai, W.; Bai, L.; Zhou, R.; Fan, X.; Kang, G.; Liu, Y.; Zhou, K. Recent Progress on Wear-Resistant Materials: Designs, Properties, and Applications. Adv. Sci. 2021, 8, 2003739. [Google Scholar] [CrossRef]
- Wei, S.Z.; Xu, L.J. Review on research progress of steel and iron wear-resistant materials. Acta Metall. Sin. 2020, 56, 523–538. [Google Scholar] [CrossRef]
- Skela, B.; Sedlaček, M.; Kafexhiu, F.; Podgornik, B. Influence of Microstructure and Mechanical Properties of Hot-work Tool Steel on Wear Resistance Subjected to High-stress Wear Conditions. Tribol. Lett. 2020, 68, 58. [Google Scholar] [CrossRef]
- Akram, M.; Soliman, M.; Palkowski, H. Nano-Bainitic Steels: Acceleration of Transformation by High Aluminum Addition and Its Effect on Their Mechanical Properties. Metals 2021, 11, 1210. [Google Scholar] [CrossRef]
- Hernandez-Duran, E.; Corallo, L.; Ros-Yanez, T.; Castro-Cerda, F.; Petrov, R.H. The Effect of Different Annealing Strategies on the Microstructure Development and Mechanical Response of Austempered Steels. Metals 2021, 11, 1041. [Google Scholar] [CrossRef]
- Christian, J.W. Physical Properties of Martensite and Bainite; Spec. Rep. 93; Iron Steel Inst.: London, UK, 1965; pp. 1–19. [Google Scholar]
- Zhao, L.; Qian, L.; Zhou, Q.; Li, D.; Wang, T.; Jia, Z.; Zhang, F.; Meng, J. The combining effects of ausforming and below-Ms or above-Ms austempering on the transformation kinetics, microstructure and mechanical properties of low-carbon bainitic steel. Mater. Des. 2019, 183, 108123. [Google Scholar] [CrossRef]
- Sharma, S.; Sangal, S.; Mondal, K. Development of New High-Strength Carbide-Free Bainitic Steels. Metall. Mater. Trans. A 2011, 42, 3921–3933. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Singh, A. Toughness dependence of nano-bainite on phase fraction and morphology. Mater. Sci. Eng. A 2018, 729, 439–443. [Google Scholar] [CrossRef]
- Franceschi, M.; Pezzato, L.; Settimi, A.G.; Gennari, C.; Pigato, M.; Polyakova, M.; Konstantinov, D.; Brunelli, K.; Dabalà, M. Effect of Different Austempering Heat Treatments on Corrosion Properties of High Silicon Steel. Materials 2021, 14, 288. [Google Scholar] [CrossRef] [PubMed]
- Caballero, F.G.; García-mateo, C.; Capdevila, C.; de Andrés, C.G. Advanced Ultrahigh Strength Bainitic Steels. Mater. Manuf. Process. 2007, 22, 502–506. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.; Boucard, E.; Sourmail, T.; Martín, D.S.; Gey, N.; Rivera-Díaz-del-Castillo, P.E.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Zhang, C.; Li, S.; Fu, H.; Lin, Y. Microstructure evolution and wear resistance of high silicon bainitic steel after austempering. J. Mater. Res. Technol. 2020, 9, 4826–4839. [Google Scholar] [CrossRef]
- Sourmail, T.; Caballero, F.G.; Garcia-Mateo, C.; Smanio, V.; Ziegler, C.; Kuntz, M.; Elvira, R.; Leiro, A.; Vuorinen, E.; Teeri, T. Evaluation of potential of high Si high C steel nanostructured bainite for wear and fatigue applications. Mater. Sci. Technol. 2013, 29, 1166–1173. [Google Scholar] [CrossRef]
- Yao, Z.; Liu, M.; Hu, H.; Tian, J.; Xu, G. Microstructure and Wear Properties of a Bainite/Martensite Multi-phase Wear Resistant Steel. ISIJ Int. 2021, 61, 434–441. [Google Scholar] [CrossRef]
- Zhao, J.; Lv, B.; Zhang, F.; Yang, Z.; Qian, L.; Chen, C.; Long, X. Effects of austempering temperature on bainitic microstructure and mechanical properties of a high-C high-Si steel. Mater. Sci. Eng. A 2019, 742, 179–189. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition–property approach Part 1. Met. Sci. 1983, 17, 411–419. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition–property approach Part 2. Met. Sci. 1983, 17, 420–425. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; Chao, J.; de Andrés, C.G. Theoretical design and advanced microstruc-ture in super high strength steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | P | S | Mn | Cr + Mo | Al | Ni | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.32 | 2.0 | 0.016 | 0.006 | 1.58 | 0.99 | ≤0.01 | 0.14 | 0.006 | rest |
| Normalization Temperature | Austenitization | Tempering | Isothermal Holding in the Salt Bath | |
|---|---|---|---|---|
| B1 | 920 °C, 15 min, air | 900 °C, 15 min | / | 270 °C, 2 h |
| B2 | 920 °C, 15 min, air | 900 °C, 15 min | / | 300 °C, 2 h |
| B3 | 920 °C, 15 min, air | 900 °C, 15 min | / | 350 °C, 2 h |
| Q1 | 920 °C, 15 min, air | 900 °C, 15 min, room temperature water | 180 °C, 2 h | / |
| Q2 | 920 °C, 15 min, air | 900 °C, 15 min, room temperature water | 300 °C, 0.5 h | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedlaček, M.; Klančnik, G.; Nagode, A.; Burja, J. Influence of Austempering of As-Cast Medium Carbon High-Silicon Steel on Wear Resistance. Materials 2021, 14, 7518. https://doi.org/10.3390/ma14247518
Sedlaček M, Klančnik G, Nagode A, Burja J. Influence of Austempering of As-Cast Medium Carbon High-Silicon Steel on Wear Resistance. Materials. 2021; 14(24):7518. https://doi.org/10.3390/ma14247518
Chicago/Turabian StyleSedlaček, Marko, Grega Klančnik, Aleš Nagode, and Jaka Burja. 2021. "Influence of Austempering of As-Cast Medium Carbon High-Silicon Steel on Wear Resistance" Materials 14, no. 24: 7518. https://doi.org/10.3390/ma14247518
APA StyleSedlaček, M., Klančnik, G., Nagode, A., & Burja, J. (2021). Influence of Austempering of As-Cast Medium Carbon High-Silicon Steel on Wear Resistance. Materials, 14(24), 7518. https://doi.org/10.3390/ma14247518