
Preparation and Properties of a Sulphoaluminate Magnesium-Potassium Phosphate Green Cementitious Composite Material from Industrial Solid Wastes

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Experimental Instruments and Testing Methods
2.1.1. Experimental Instruments
2.1.2. Testing Methods
- A.
- Initial setting time
- B.
- Specimen preparation and compressive strength
- C.
- Thermal gravity–differential thermal gravity (TG-DTG) analysis
- D.
- XRD analysis
- E.
- Microstructure and morphology
2.2. Materials
2.3. Experimental Methods
- (1)
- Raw mix preparation
- (a)
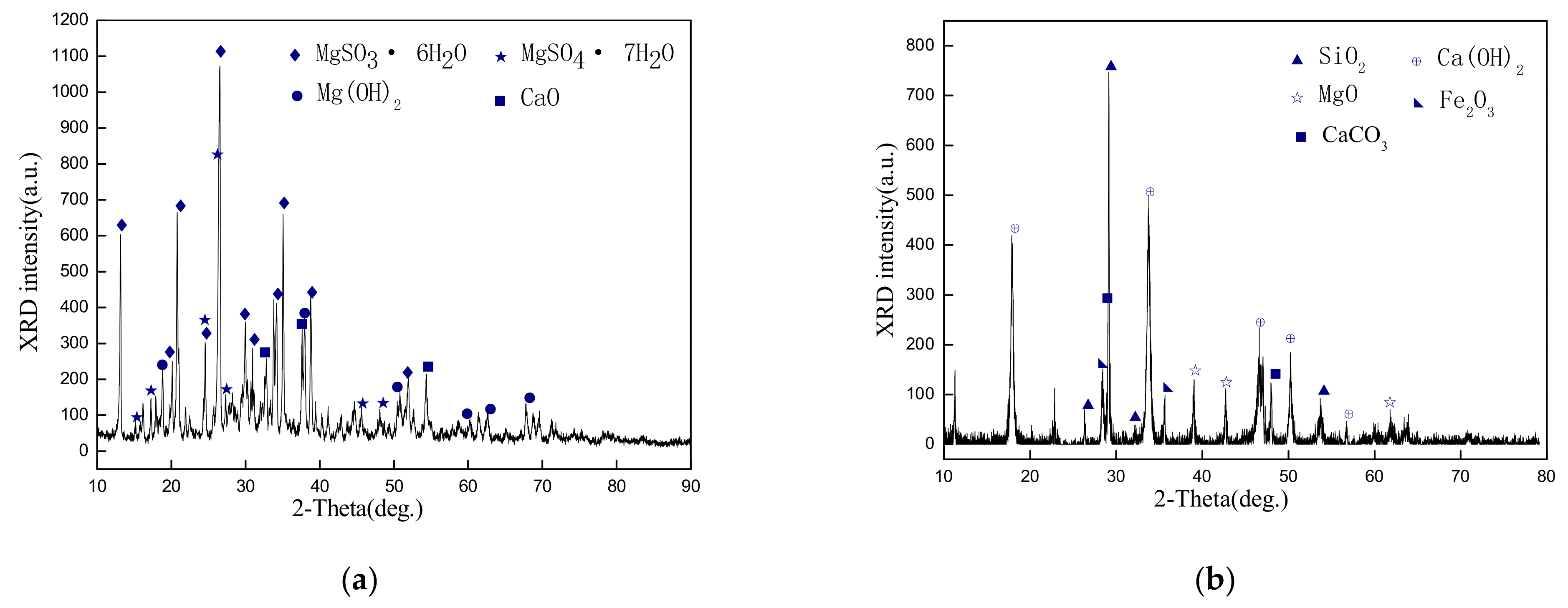
- Calcium sulfate, magnesium oxide, and calcium oxide formed through the solid-state reactions of magnesium desulfurized slag and carbide slag [20].
- (b)
- Calcium oxide, aluminium oxide, and calcium sulfate transformed into the ye’elimite phase.3CaO + 3Al2O3 + CaSO4 → 3CaO·3Al2O3·CaSO4
- (c)
- Magnesium oxide transformed into dead-burnt magnesium oxide [21].MgO→dead-burnt MgO
- (2)
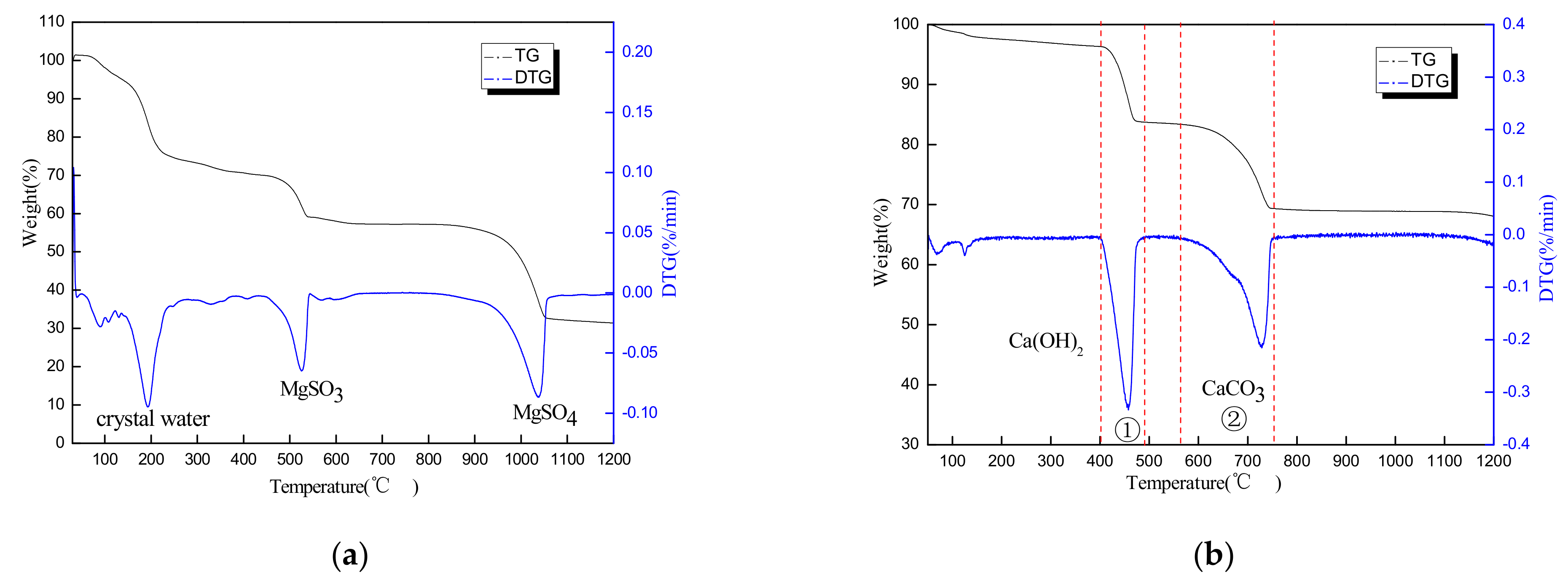
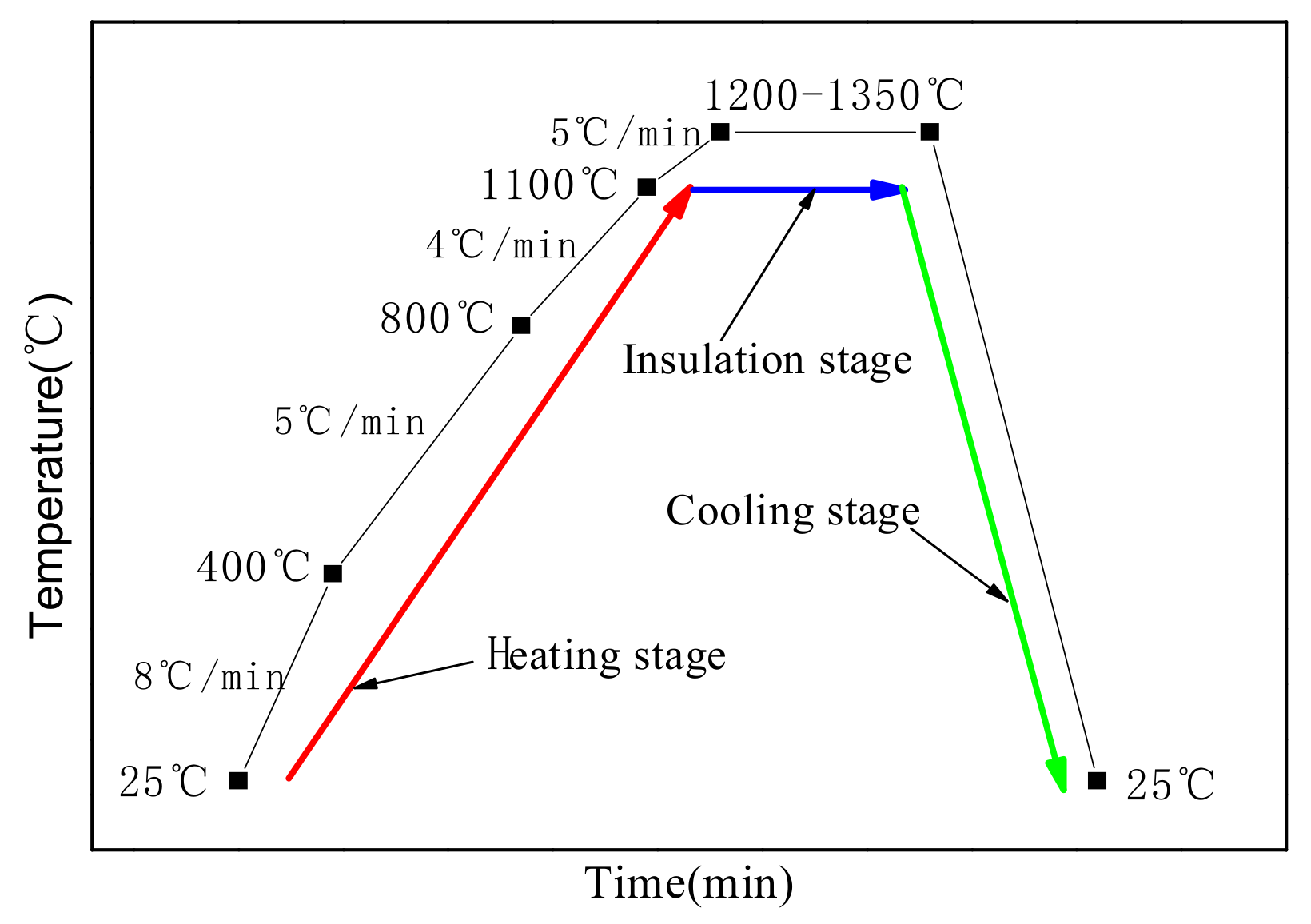
- According to the raw mixes in Table 2, a raw material block was prepared by mixing the raw materials and breaking, grinding, pressing, and drying the block. The dried raw material samples were calcined under electrical resistance, and the calcination temperature curve is shown in Figure 3. Mineral phases of the raw materials lost crystalline water below 400 °C, and, hence, the temperature increment was 8 °C/min. The decomposition reaction of calcium hydroxide and magnesium sulfite hexahydrate occurred from 400 to 800 °C and the temperature increment was set at 5 °C/min to achieve a complete reaction. The decomposition reaction of calcium carbonate and magnesium sulfate occurred, and the transient phase of calcium sulfate and gehlenite formed, at 800–1100 °C; hence, the rate of temperature increase was 4 °C/min. When the temperature exceeded 1100 °C, the calcined temperature increased from room temperature to the set point temperature and 3CaO·3Al2O3·CaSO4 and dead-burnt MgO formed. The temperature increment was 5 °C/min and the final temperature was maintained for 30 min. After calcination, the samples were taken out of the furnace and allowed to cool naturally to room temperature in air.
- (3)
- Secondary mixing method
- (4)
- Grinding and molding
3. Results and Discussion
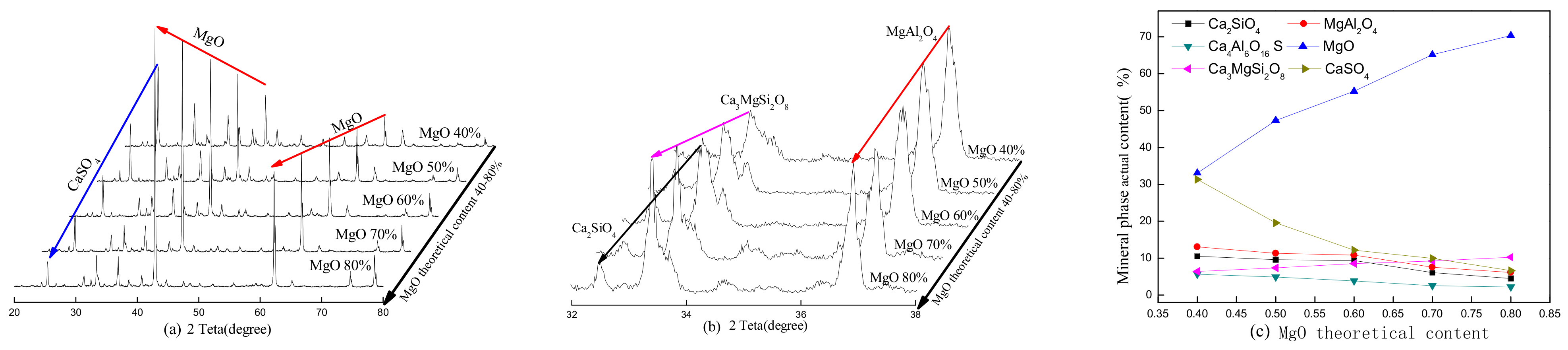
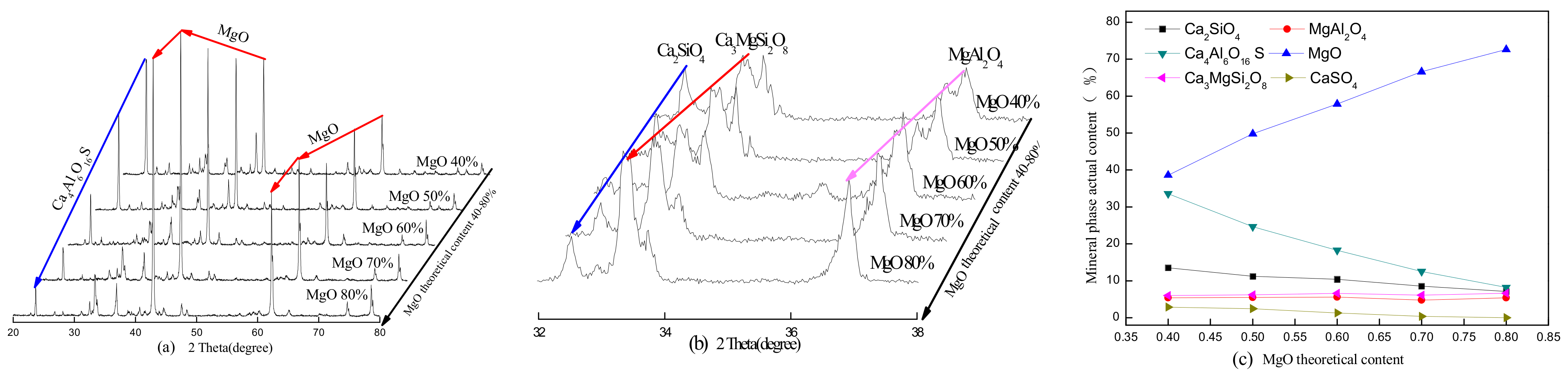
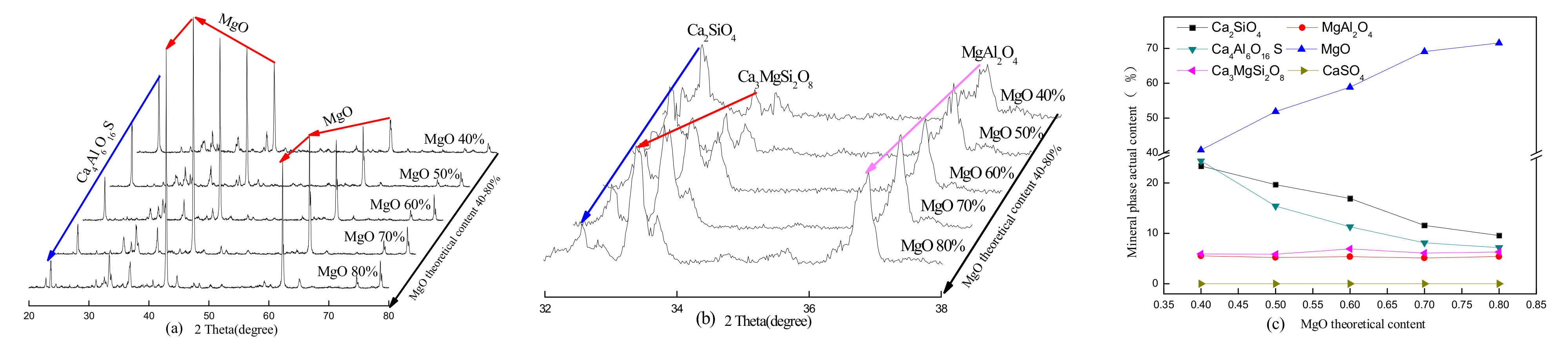
3.1. Mineralogical Composition of the SAC-MKPC Clinker
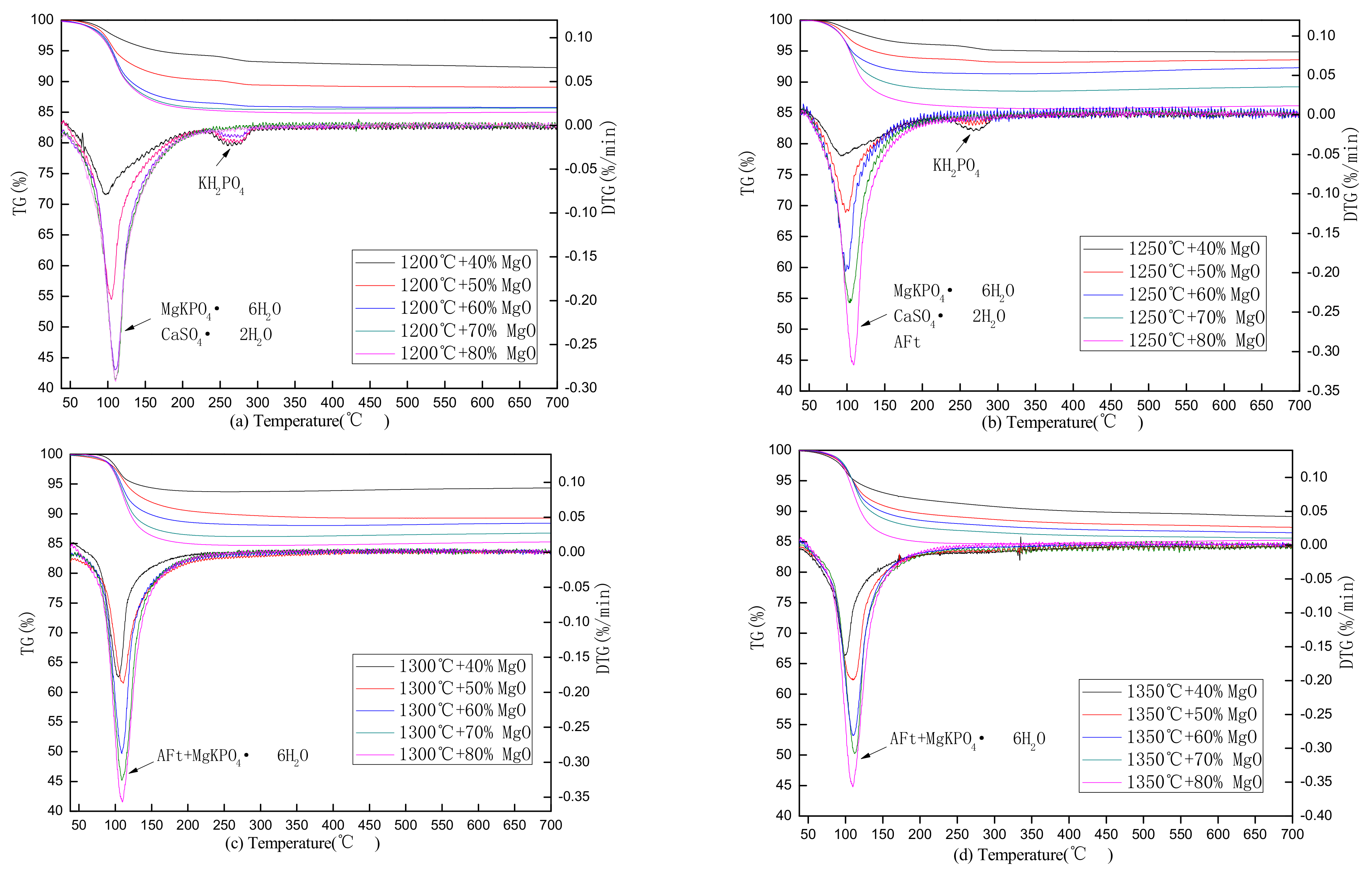
3.2. Analysis of Hydration Products
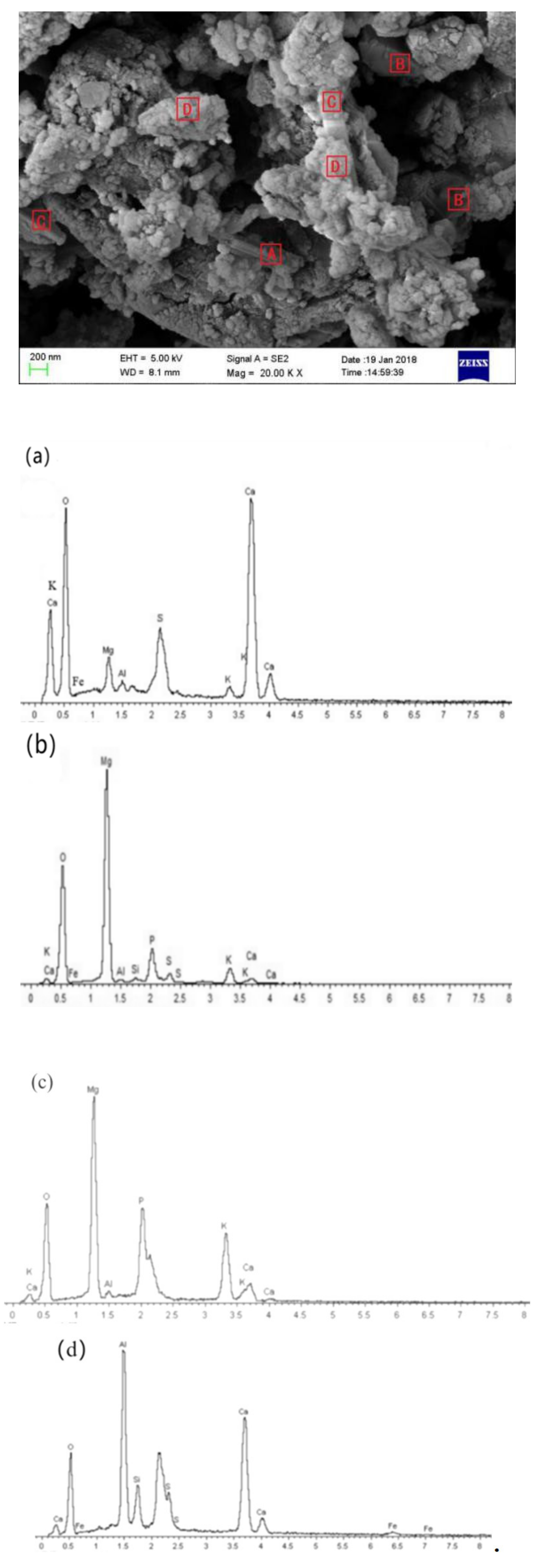
3.3. SEM-EDS Analysis
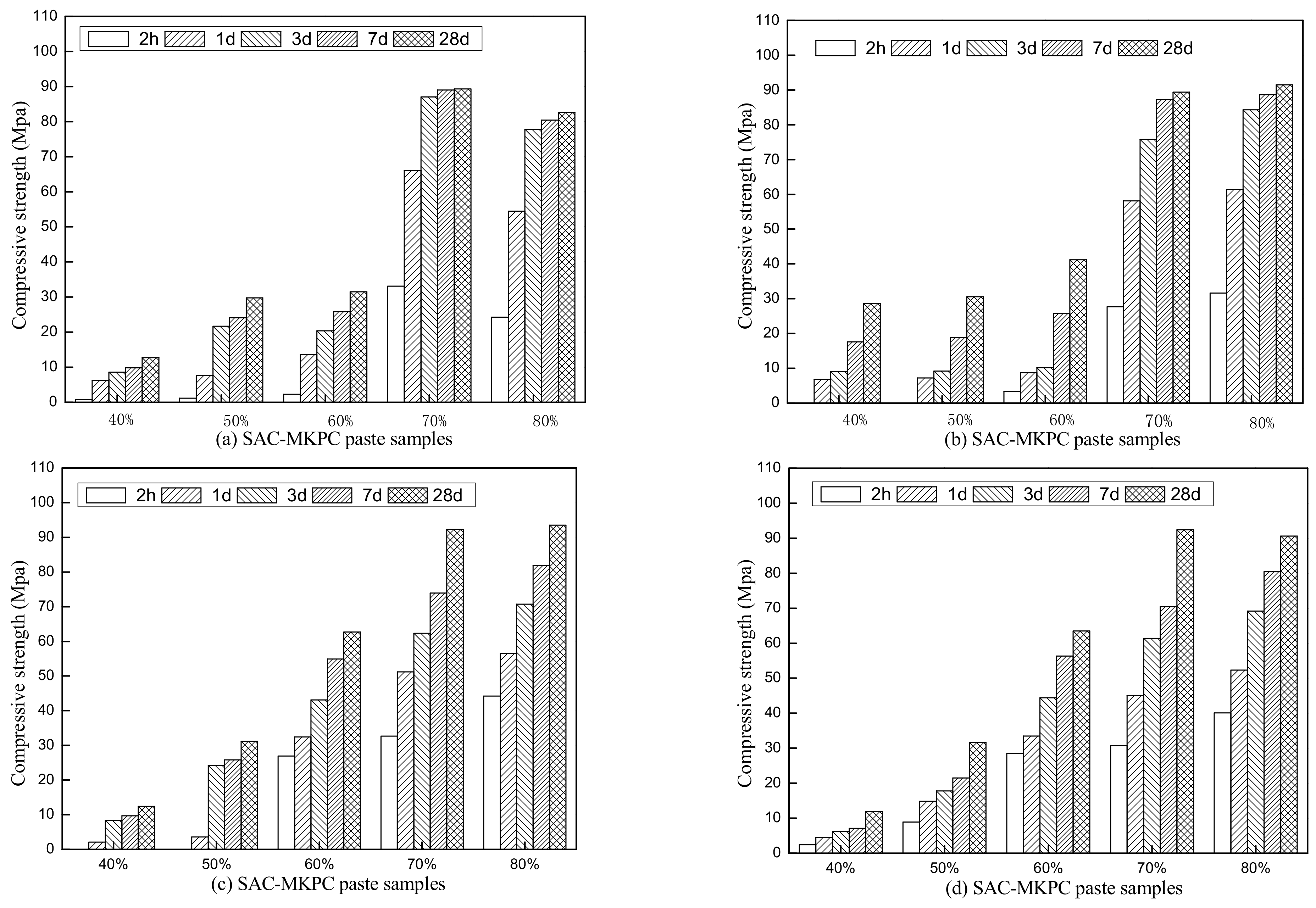
3.4. Mechanical Properties of the SAC-MKPC Paste
3.5. Water Resistance of the SAC-MKPC Paste
3.6. Reaction Pathways of Mineral Formation
4. Conclusions
- (1)
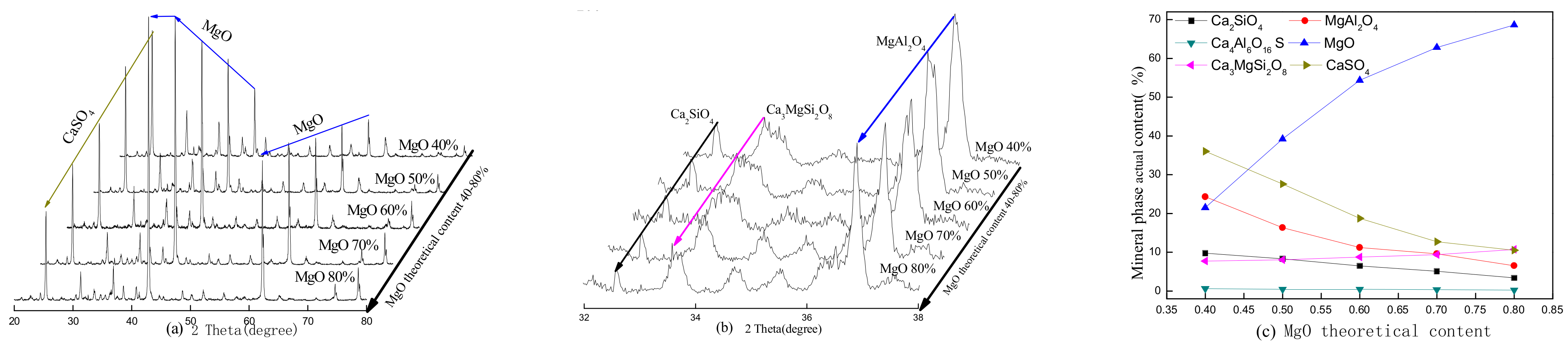
- The expected main mineral phases (MgO, ye’elimite, and Ca2SiO4) formed in the SAC-MKPC clinker, and the calcination temperature of the main mineral phases formed was between 1250 °C and 1350 °C.
- (2)
- The SAC-MKPC had better strength behavior when the calcination temperature was ~1300 °C, the theoretical MgO content was 60–70%, and the M/P was 5 and 7. The best compressive strength reached 35.2, 70.9, 84.1, 87.7, and 101.6 MPa at 2 h, 1 d, 3 d, 7 d, and 28 d of hydration, respectively.
- (3)
- The XRD analysis of the hydration products of the SAC-MKPC composite indicated that K-struvite and ettringite coexisted. The SEM micrographs also showed that the mutual adhesion of the FAt and K-struvite crystals led to the formation of a very dense structure. The dense structure provided the SAC-MKPC with excellent water resistance. This novel preparation method could use industrial solid wastes as raw materials to prepare SAC-MKPC cementitious composite materials of high value.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Arunabh, M.; Kamalesh, K.S. Recovery of valuable products from hazardous aluminum dross: A review. Resour. Conserv. Recy. 2018, 130, 95–108. [Google Scholar]
- Nai, C.X.; Tang, M.Q.; Liu, Y.Q.; Xu, Y. Potentially contamination and health risk to shallow groundwater caused by closed industrial solid waste landfills: Site reclamation evaluation strategies. J. Clean. Prod. 2021, 286, 125402. [Google Scholar] [CrossRef]
- Hosein, N.; Masoomeh, M. Estimating the compressive strength of eco-friendly concrete incorporating recycled coarse aggregate using neuro-fuzzy approach. J. Clean. Prod. 2020, 265, 121886. [Google Scholar]
- Weng, Y.W.; Ruan, S.Q.; Li, M.Y.; Mo, L.W. Feasibility study on sustainable magnesium potassium phosphate cement paste for 3D printing. Constr. Build. Mater. 2019, 221, 595–603. [Google Scholar] [CrossRef]
- Li, J.; Zhang, W.; Cao, Y. Laboratory evaluation of magnesium phosphate cement paste and mortar for rapid repair of cement concrete pavement. Constr. Build. Mater. 2014, 58, 122–128. [Google Scholar] [CrossRef]
- Li, J.; Zhang, W.; Monteiro, P.J. Mechanical properties of struvite-K: A high-pressure X-ray diffraction study. Cem. Concr. Res. 2020, 136, 106171. [Google Scholar] [CrossRef]
- Xu, B.W.; Ma, H.Y.; Shao, H.Y.; Li, Z.J. Influence of fly ash on compressive strength and micro-characteristics of magnesium potassium phosphate cement mortars. Cem. Concr. Res. 2017, 99, 86–94. [Google Scholar] [CrossRef]
- Zheng, D.D.; Wang, C.Q.; Sun, C.J.; Lin, X.J. Effect of the combination of fly ash and silica fume on water resistance of Magnesium–Potassium Phosphate Cement. Constr. Build. Mater. 2016, 106, 415–421. [Google Scholar] [CrossRef]
- Wang, Q.; Yu, C.J.; Yang, J.M.; Chong, L.L. Influence of nickel slag powders on properties of magnesium potassium phosphate cement paste. Constr. Build. Mater. 2019, 205, 668–678. [Google Scholar] [CrossRef]
- Lu, X.; Chen, B. Experimental study of magnesium phosphate cements modified by metakaolin. Constr. Build. Mater. 2016, 123, 719–726. [Google Scholar] [CrossRef]
- Tan, Y.S.; Yu, H.F.; Li, Y.; Bi, W.L. The effect of slag on the properties of magnesium potassium phosphate cement. Constr. Build. Mater. 2016, 126, 313–320. [Google Scholar] [CrossRef]
- Li, G.X.; Zhang, J.J.; Zhang, G. Mechanical property and water stability of the novel SAC-MKPC blended system. Constr. Build. Mater. 2017, 136, 99–107. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, H.S.; Li, X.Y.; Zhu, Z.G. Hydration behavior of magnesium potassium phosphate cement and stability analysis of its hydration products through thermodynamic modeling. Cem. Concr. Res. 2017, 98, 101–110. [Google Scholar] [CrossRef]
- Qiao, F. Reaction Mechanisms of Magnesium Potassium Phosphate Cement and its Application. PhD Thesis, Hong Kong University of Science and Technology, Hong Kong, China, 2010. [Google Scholar]
- Ren, C.Z.; Wang, W.L.; Wu, S.; Yao, Y.G. Preparation of sulphoaluminate-magnesium potassium phosphate cementitious composite material under low-temperature. Constr. Build. Mater. 2019, 202, 246–253. [Google Scholar] [CrossRef]
- National Standard of the People’s Republic of China. Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement; P GBT1346-2011; The Standardization Administration of China: Beijing, China.
- Wu, S.; Yao, X.L.; Ren, C.Z.; Yao, Y.G. Recycling phosphor-gypsum as a sole calcium oxide source in calcium sulfoaluminate cement and its environmental effects. J. Environ. Manag. 2020, 271, 110986. [Google Scholar] [CrossRef]
- Li, W.T.; Yi, Y.L. Use of carbide slag from acetylene industry for activation of ground granulated blast-furnace slag. Constr. Build. Mater. 2020, 238, 611–713. [Google Scholar] [CrossRef]
- Kou, R.; Guo, M.Z.; Han, L.; Li, J.S.; Li, B.; Chu, H.Q. Recycling sediment, calcium carbide slag and ground granulated blast-furnace slag into novel and sustainable cementitious binder for production of eco-friendly mortar. Constr. Build. Mater. 2021, 305, 124772. [Google Scholar] [CrossRef]
- Benjamin, D.; Galloway, E.S.; Bihter, P. Binding of SO3 to fly ash components: CaO, MgO, Na2O and K2O. Fuel 2015, 145, 79–83. [Google Scholar]
- Aphan, M.E.; Merwe, V.D.; Strydom, C.A. The effect of calcining conditions on the rehydration of dead burnt magnesium oxide using magnesium acetate as a hydrating agent. J. Therm. Anal. Calorim. 2005, 80, 659–662. [Google Scholar]
- Li, Y.; Sun, J.; Chen, B. Experimental study of magnesia and M/P ratio influencing properties of magnesium phosphate cement. Constr. Build. Mater. 2014, 65, 177–183. [Google Scholar] [CrossRef]
- Xu, B.; Ma, H.; Li, Z. Influence of magnesia-to-phosphate molar ratio on microstructures, mechanical properties and thermal conductivity of magnesium potassium phosphate cement paste with large water-to-solid ratio. Cem. Concr. Res. 2015, 68, 1–9. [Google Scholar] [CrossRef]
- Ma, H.; Xu, B.; Liu, J.; Pei, H.; Li, Z. Effects of water content, magnesia-to-phosphate molar ratio and age on pore structure, strength and permeability of magnesium potassium phosphate cement paste. Mater. Des. 2014, 64, 497–502. [Google Scholar] [CrossRef]
- Qiao, F.; Chau, C.K.; Li, Z. Property evaluation of magnesium phosphate cement mortar as patch repair material. Constr. Build. Mater. 2010, 24, 695–700. [Google Scholar] [CrossRef]
- Li, Y.; Chen, B. Factors that affect the properties of magnesium phosphate cement. Constr. Build. Mater. 2013, 47, 977–983. [Google Scholar] [CrossRef]
- Tan, H.B.; Li, M.G.; He, X.Y.; Su, Y. Effect of wet grinded lithium slag on compressive strength and hydration of sulphoaluminate cement system. Constr. Build. Mater. 2020, 10, 465–472. [Google Scholar] [CrossRef]
- Tang, H.; Qian, J.S.; Ji, Z.W.; Dai, X.B.; Li, Z. The protective effect of magnesium phosphate cement on steel corrosion. Constr. Build. Mater. 2020, 255, 422–431. [Google Scholar] [CrossRef]
- National Standard of the People’s Republic of China. Code for Acceptance of Constructional Quality of Concrete Structures; P GB 50204-2002; The Standardization Administration of China: Beijing, China.
- Rouzic, M.L.; Chaussadent, T.; Stefan, L.; Saollio, M. On the influence of Mg/P ratio on the properties and durability of magnesium potassium phosphate cement pastes. Cem. Concr. Res. 2017, 96, 27–41. [Google Scholar] [CrossRef]
- Pera, J.; Ambroise, J. New applications of calcium sulfoaluminate cement. Cem. Concr. Res. 2004, 34, 671–676. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.X.; He, T.S. Effects of sulphoaluminate cement on the strength and water stability of magnesium potassium phosphate cement. Constr. Build. Mater. 2017, 132, 335–342. [Google Scholar] [CrossRef]
- Liu, Y.; Fu, H.F.; Zhang, H.; Sun, F.L. Microstructure, hardness, and shear behavior of the as-soldered SnBi–SAC composite solder pastes. J. Mater. Sci. 2017, 28, 113–120. [Google Scholar] [CrossRef]
- Chau, C.K.; Qiao, F.; Li, Z.J. Microstructure of magnesium potassium phosphate cement. Constr. Build. Mater. 2011, 25, 2911–2917. [Google Scholar] [CrossRef]
- Ma, H.; Xu, B.W.; Li, Z.J. Magnesium potassium phosphate cement paste: Degree of reaction, porosity and pore structure. Cem. Concr. Res. 2014, 65, 96–104. [Google Scholar] [CrossRef]
- Li, D.X.; Li, P.X.; Feng, C.H. Research on water resistance of magnesium phosphate cement. J. Build. Mater. 2009, 12, 505–510. [Google Scholar]
- Mao, M.; Wang, Z.; Jia, X.W. Researching on water resistance improvement of magnesium phosphate cement. Non-Met. Mines 2019, 35, 1–3. [Google Scholar]
- Chong, L.L.; Yang, J.M.; Shi, C.J. Effect of curing regime on water resistance of magnesium-potassium phosphate cement. Constr. Build. Mater. 2017, 151, 43–51. [Google Scholar] [CrossRef]
- Ding, Z.; Dong, B.; Xing, F.; Han, N.; Li, Z. Cementing mechanism of potassium phosphate based magnesium phosphate cement. Ceram. Int. 2012, 38, 6281–6288. [Google Scholar] [CrossRef]
- Liao, W.Y.; Ma, H.Y.; Sun, H.F.; Huang, Y.; Wang, Y.C. Potential large-volume beneficial use of low-grade fly ash in magnesia-phosphate cement based materials. Fuel 2017, 209, 490–497. [Google Scholar] [CrossRef]
- Liu, N.; Chen, B. Experimental research on magnesium phosphate cements containing alumina. Constr. Build. Mater. 2016, 121, 354–360. [Google Scholar] [CrossRef]
- Glasser, F.P.; Zhang, L. High-performance cement matrices based on calcium sulfoaluminate-belite compositions. Cem. Concr. Res. 2001, 31, 1881–1886. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Guo, H. Preparation and study of light transmitting properties of sulfoaluminate cement-based materials. Mater. Des. 2015, 83, 185–192. [Google Scholar] [CrossRef]
- Li, G.X.; Zhang, J.J.; Song, Z.P.; Shi, C.; Zhang, A. Improvement of workability and early strength of calcium sulphoaluminate cement at various temperature by chemical admixtures. Constr. Build. Mater. 2018, 60, 427–439. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Experimental Instruments | Manufacturer/Model | Country |
|---|---|---|---|
| Raw Material Preparation Equipment | Electronic balance | Shanghai Yueping Scientific Instrument Co., Ltd.; FA2004B | China |
| Disc refiner | Nanjing University Instrument Plant; QM-3SP04 | China | |
| Sample pulverizer | Shanghai Shuli Yiqi Yibiao Co., Ltd.; GJ100-1A | China | |
| Hot air oven | Shandong Luda Experiment Instrument Co., Ltd.; DHG-9053 | China | |
| Clinker Calcination and Molding Equipment | Standard sieve | Shandong Luda Experiment Instrument Co., Ltd.; 200 mesh | China |
| Box resistance furnace | Hennan Jianxi Experiment Instrument Co., Ltd.; KSL-1600X | China | |
| Steel mold | Shandong Luda Experiment Instrument Co., Ltd.; 20 mm × 20 mm × 20 mm | China | |
| Cement shaker | Shandong Luda Experiment Instrument Co., Ltd.; 60 times/min | China | |
| Standard curing box | Shandong Luda Experiment Instrument Co., Ltd.; YH40B | China | |
| Cement mortar vibration table | Shandong Luda Experiment Instrument Co., Ltd.; 170 mm × 110 mm × 300 mm | China | |
| Analysis Equipment | Automatic pressure measurement testing machine | Shandong Luda Experiment Instrument Co., Ltd.; DYH-300 B | China |
| Automatic setting time tester | Jian Yan Hua Ce (Hangzhou) Science & Technology Co., Ltd. | China | |
| SEM-EDS | Fei Electron Microscope Co., Ltd.; Quanta200; | Netherlands | |
| X-ray diffraction | Europe Italy Boris Pastemak Co., Ltd.; Europe | Germany | |
| X-ray fluorescence | USA Thermal Scientific Co., Ltd.; D8-Advance | America | |
| TG-DTG | NETZSCH STA 409 PC/PG Thermal Analyzer |
| MgO | Al2O3 | SiO2 | SO3 | CaO | Fe2O3 | TiO2 | R2O a | LOI b | SAM c | |
|---|---|---|---|---|---|---|---|---|---|---|
| Carbide Slag | 0.34 | 1.33 | 1.41 | 1.24 | 75.05 | 0.25 | 0.03 | 0.21 | 20.14 | KH2PO4 (99%, Aladdin) |
| Aluminum Slag | 4.87 | 70.79 | 9.65 | 0.41 | 1.95 | 4.11 | 0.49 | 3.51 | 4.22 | |
| Coal Gangue | 2.55 | 20.16 | 61.62 | 1.95 | 2.27 | 3.28 | 1.24 | 0.71 | 6.22 | |
| MDS | 31.46 | 1.21 | 1.03 | 58.15 | 1.26 | 0.31 | 0.12 | 0.23 | 6.23 |
| Sample | Coal Gangue/g | Aluminum Slag/g | MDS/g | Carbide Slag/g | Calcination Temperature/°C | Holding Time/Min | Temperature Interval/°C | MgO Theoretical Content/wt% |
|---|---|---|---|---|---|---|---|---|
| A | 1.22 | 14.33 | 63.74 | 20.71 | 1200–1350 | 30 min | 50 | 40% |
| B | 0.75 | 8.63 | 76.73 | 13.89 | 1200–1350 | 30 min | 50 | 50% |
| C | 0.43 | 5.09 | 84.86 | 9.62 | 1200–1350 | 30 min | 50 | 60% |
| D | 0.23 | 2.71 | 90.43 | 6.63 | 1200–1350 | 30 min | 50 | 70% |
| E | 0.15 | 1.67 | 93.07 | 5.11 | 1200–1350 | 30 min | 50 | 80% |
| F | 0 | 0 | 100 | 0 | 1200–1350 | 30 min | 50 | 100% |
| Sample | Al2O3 | Fe2O3 | CaO | SO3 | MgO | K2O | SiO2 | Water | KDP | Gypsum |
|---|---|---|---|---|---|---|---|---|---|---|
| 1200–40% | 12.19 | 1.18 | 31.23 | 24.07 | 25.06 | 0.19 | 5.69 | 29.4 | 17.03 | 3.73 |
| 1200–50% | 8.65 | 1.22 | 25.29 | 18.72 | 40.87 | 0.11 | 4.85 | 29.6 | 27.79 | 2.94 |
| 1200–60% | 5.32 | 1.36 | 20.08 | 14.22 | 54.36 | 0.06 | 4.35 | 29.7 | 36.96 | 2.26 |
| 1200–70% | 3.05 | 1.61 | 16.08 | 12.48 | 62.68 | 0.03 | 3.88 | 29.8 | 42.62 | 1.85 |
| 1200–80% | 2.05 | 1.64 | 13.58 | 10.05 | 68.03 | 0.06 | 4.42 | 29.9 | 46.23 | 1.59 |
| 1250–40% | 13.37 | 1.18 | 29.83 | 25.24 | 24.81 | 0.13 | 5.01 | 29.4 | 16.87 | 3.73 |
| 1250–50% | 11.98 | 1.38 | 24.95 | 15.77 | 40.42 | 0.14 | 4.96 | 29.6 | 27.48 | 2.95 |
| 1250–60% | 8.78 | 1.59 | 20.43 | 10.13 | 52.84 | 0.08 | 5.72 | 29.7 | 35.93 | 2.33 |
| 1250–70% | 3.81 | 1.63 | 15.25 | 7.76 | 66.45 | 0.04 | 4.85 | 29.8 | 45.18 | 1.66 |
| 1250–80% | 2.82 | 1.76 | 12.55 | 4.45 | 73.54 | 0.08 | 4.61 | 29.9 | 50.01 | 1.31 |
| 1300–40% | 25.18 | 1.26 | 32.13 | 8.89 | 24.66 | 0.21 | 6.93 | 29.4 | 16.77 | 3.73 |
| 1300–50% | 19.85 | 1.54 | 28.81 | 6.73 | 34.69 | 0.17 | 7.6 | 29.6 | 23.59 | 3.23 |
| 1300–60% | 14.24 | 2.39 | 22.96 | 4.73 | 46.33 | 0.23 | 8.46 | 29.7 | 27.78 | 2.65 |
| 1300–70% | 7.75 | 2.48 | 20.79 | 5.78 | 54.56 | 0.07 | 8.26 | 29.8 | 37.11 | 2.25 |
| 1300–80% | 4.48 | 2.55 | 16.52 | 1.81 | 66.14 | 0.05 | 8.24 | 29.9 | 44.98 | 1.68 |
| 1350–40% | 26.13 | 1.42 | 35.00 | 4.76 | 23.85 | 0.13 | 8.17 | 29.4 | 16.22 | 3.78 |
| 1350–50% | 19.24 | 1.63 | 30.49 | 3.26 | 36.01 | 0.08 | 8.81 | 29.6 | 24.48 | 3.17 |
| 1350–60% | 14.46 | 1.72 | 23.82 | 3.89 | 47.03 | 0.13 | 8.58 | 29.7 | 31.97 | 2.63 |
| 1350–70% | 7.17 | 2.18 | 19.19 | 3.84 | 58.57 | 0.07 | 8.68 | 29.8 | 41.19 | 2.05 |
| 1350–80% | 7.99 | 2.97 | 15.48 | 2.14 | 62.67 | 0.16 | 8.04 | 29.9 | 42.86 | 1.84 |
| Sample | 1200–40% | 1200–50% | 1200–60% | 1200–70% | 1200–80% |
|---|---|---|---|---|---|
| TPWL, °C | 98 | 102.5 | 106 | 107.5 | 108 |
| WL30–200 °C, wt.% | 5.51 | 9.48 | 13.16 | 14.04 | 14.31 |
| WL200–700 °C, wt.% | 2.24 | 1.45 | 1.08 | 0.87 | 0.68 |
| Sample | 1250–40% | 1250–50% | 1250–60% | 1250–70% | 1250–80% |
| TPWL,°C | 92.5 | 97.5 | 101.5 | 105 | 108 |
| WL30–200 °C, wt.% | 4.87 | 7.16 | 8.45 | 11.02 | 13.59 |
| WL200–700 °C, wt.% | 2.15 | 1.09 | 0.75 | 0.45 | 0.25 |
| Sample | 1300–40% | 1300–50% | 1300–60% | 1300–70% | 1300–80% |
| TPWL,°C | 103 | 105 | 106.5 | 107.5 | 108 |
| WL30–200 °C, wt.% | 6.19 | 9.49 | 11.41 | 13.55 | 14.99 |
| WL200–700 °C, wt.% | 1.54 | 1.24 | 0.86 | 0.53 | 0.46 |
| Sample | 1350–40% | 1350–50% | 1350–60% | 1350–70% | 1350–80% |
| TPWL, °C | 102 | 104 | 106 | 107 | 108 |
| WL30–200 °C, wt.% | 8.02 | 10.33 | 11.18 | 12.63 | 14.61 |
| WL200–700 °C, wt.% | 1.43 | 1.13 | 0.74 | 0.58 | 0.41 |
| Element | A | B | C | D | ||||
|---|---|---|---|---|---|---|---|---|
| at% | m.r. | at% | m.r. | at% | m.r. | at% | m.r. | |
| C | 1.51 | 2.88 | - | - | - | - | 0.58 | 1.10 |
| O | 43.83 | 62.68 | 49.17 | 61.94 | 43.34 | 3.26 | 42.23 | 60.02 |
| Al | 3.28 | 2.78 | 0.48 | 0.36 | 0.95 | 0.76 | 18.88 | 15.91 |
| Si | - | - | 0.54 | 0.39 | - | - | 2.24 | 1.74 |
| S | 17.32 | 12.36 | 1.99 | 1.25 | - | - | 2.03 | 1.44 |
| Ca | 31.09 | 17.75 | 1.61 | 0.81 | 4.47 | 2.42 | 29.01 | 16.49 |
| Fe | 2.34 | 0.96 | 0.19 | 0.07 | - | - | 1.97 | 0.81 |
| Mg | 0.63 | 0.59 | 33.25 | 27.57 | 19.61 | 15.07 | - | - |
| P | - | - | 7.69 | 5.00 | 13.41 | 11.99 | 3.09 | 2.51 |
| K | - | - | 5.09 | 2.63 | 18.22 | 11.00 | - | - |
| M/P | Theoretical MgO Content | Air Curing for 28 d (F/MPa) | Water Curing for 28 d (f/MPa) | Strength Retention Rate (K) |
|---|---|---|---|---|
| 3/1 | 100% | 53.9 | 32.9 | 0.61 |
| 80% | 67.5 | 43.8 | 0.65 | |
| 70% | 64.6 | 50.4 | 0.78 | |
| 60% | 48.3 | 46.9 | 0.97 | |
| 5/1 | 100% | 81.5 | 55.4 | 0.68 |
| 80% | 91.4 | 76.5 | 0.83 | |
| 70% | 89.5 | 92.2 | 1.03 | |
| 60% | 53.5 | 57.8 | 1.08 | |
| 7/1 | 100% | 83.5 | 60.1 | 0.72 |
| 80% | 92.6 | 86.1 | 0.93 | |
| 70% | 90.7 | 101.6 | 1.12 | |
| 60% | 55.2 | 64.6 | 1.17 | |
| 9/1 | 100% | 42.2 | 24.5 | 0.58 |
| 80% | 31.5 | 19.2 | 0.61 | |
| 70% | 25.2 | 24.7 | 0.98 | |
| 60% | 12.4 | 12.9 | 1.04 | |
| SAC | - | 68.7 | 76.95 | 1.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, C.; Wang, W.; Hua, D.; Wu, S.; Yao, Y. Preparation and Properties of a Sulphoaluminate Magnesium-Potassium Phosphate Green Cementitious Composite Material from Industrial Solid Wastes. Materials 2021, 14, 7340. https://doi.org/10.3390/ma14237340
Ren C, Wang W, Hua D, Wu S, Yao Y. Preparation and Properties of a Sulphoaluminate Magnesium-Potassium Phosphate Green Cementitious Composite Material from Industrial Solid Wastes. Materials. 2021; 14(23):7340. https://doi.org/10.3390/ma14237340
Chicago/Turabian StyleRen, Changzai, Wenlong Wang, Dongliang Hua, Shuang Wu, and Yonggang Yao. 2021. "Preparation and Properties of a Sulphoaluminate Magnesium-Potassium Phosphate Green Cementitious Composite Material from Industrial Solid Wastes" Materials 14, no. 23: 7340. https://doi.org/10.3390/ma14237340
APA StyleRen, C., Wang, W., Hua, D., Wu, S., & Yao, Y. (2021). Preparation and Properties of a Sulphoaluminate Magnesium-Potassium Phosphate Green Cementitious Composite Material from Industrial Solid Wastes. Materials, 14(23), 7340. https://doi.org/10.3390/ma14237340