
Determination of Friction Performance of High Friction Surface Treatment Based on Alternative Macrotexture Metric


Abstract
:1. Background
2. Materials and Installation
2.1. Materials
2.2. Installation
3. Methods and Field Testing
3.1. Surface Texture
3.2. Field Testing
4. Data Processing
4.1. Data Pre-Processing
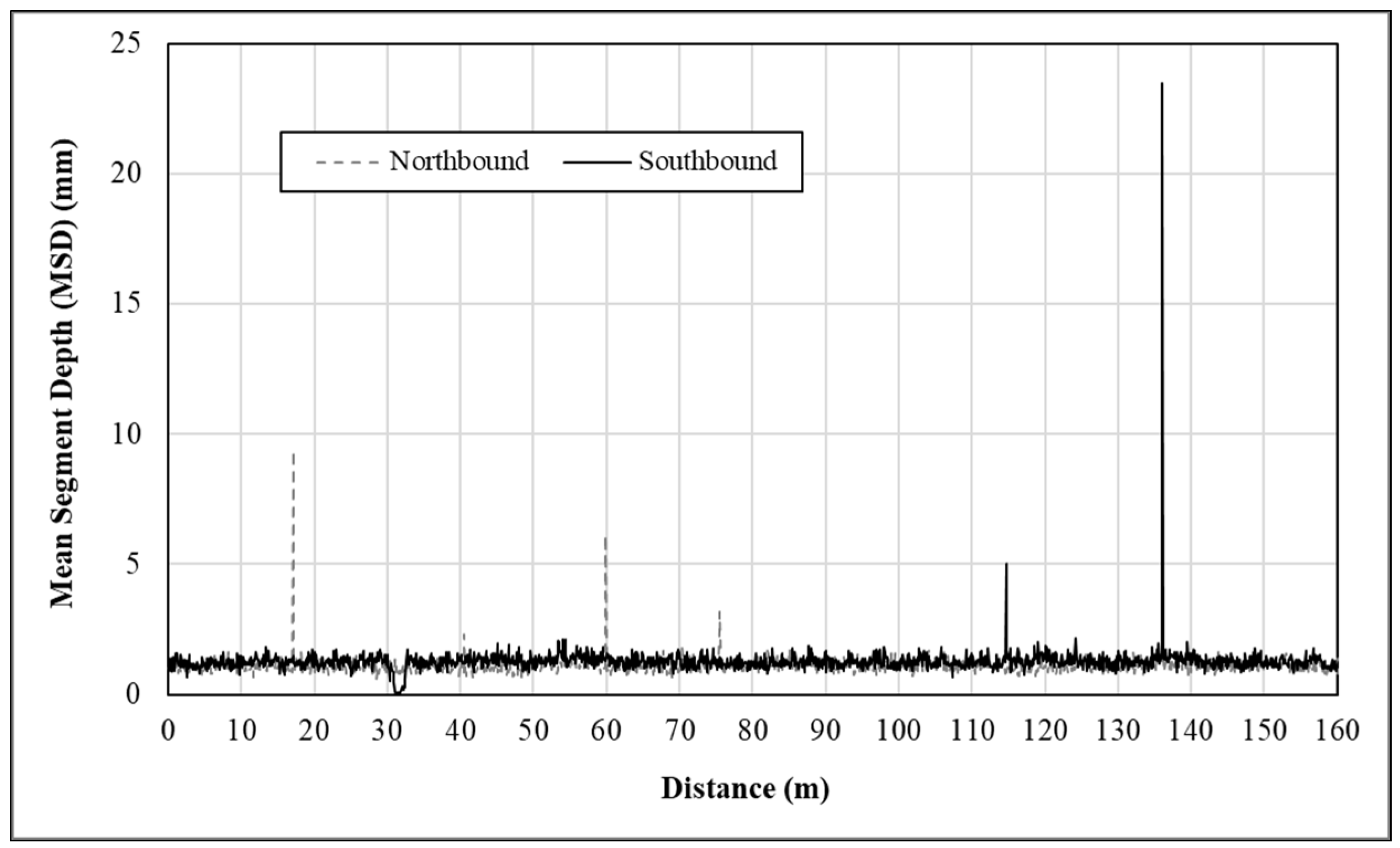
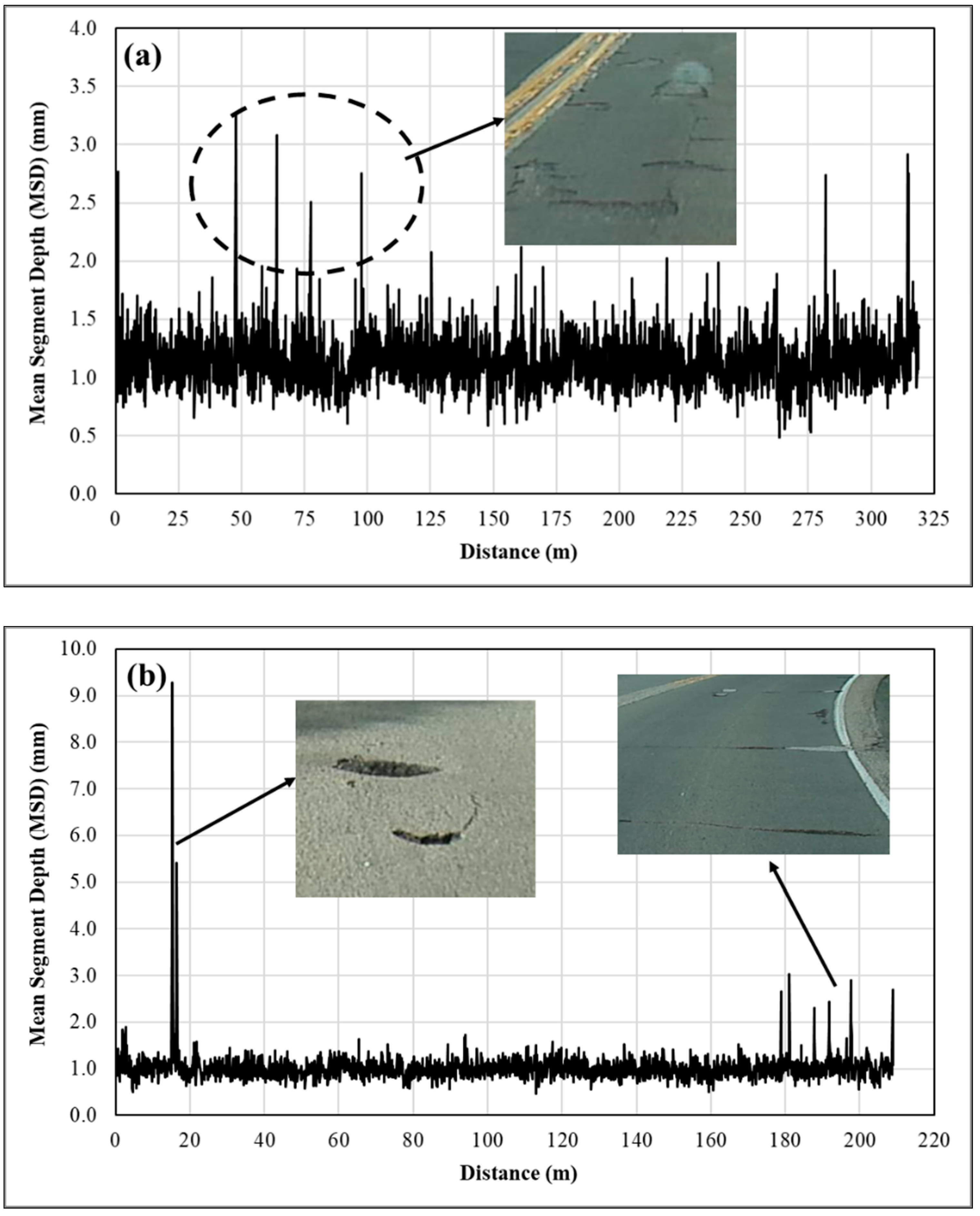
4.2. Effect of Distress Spikes
5. Results and Discussion
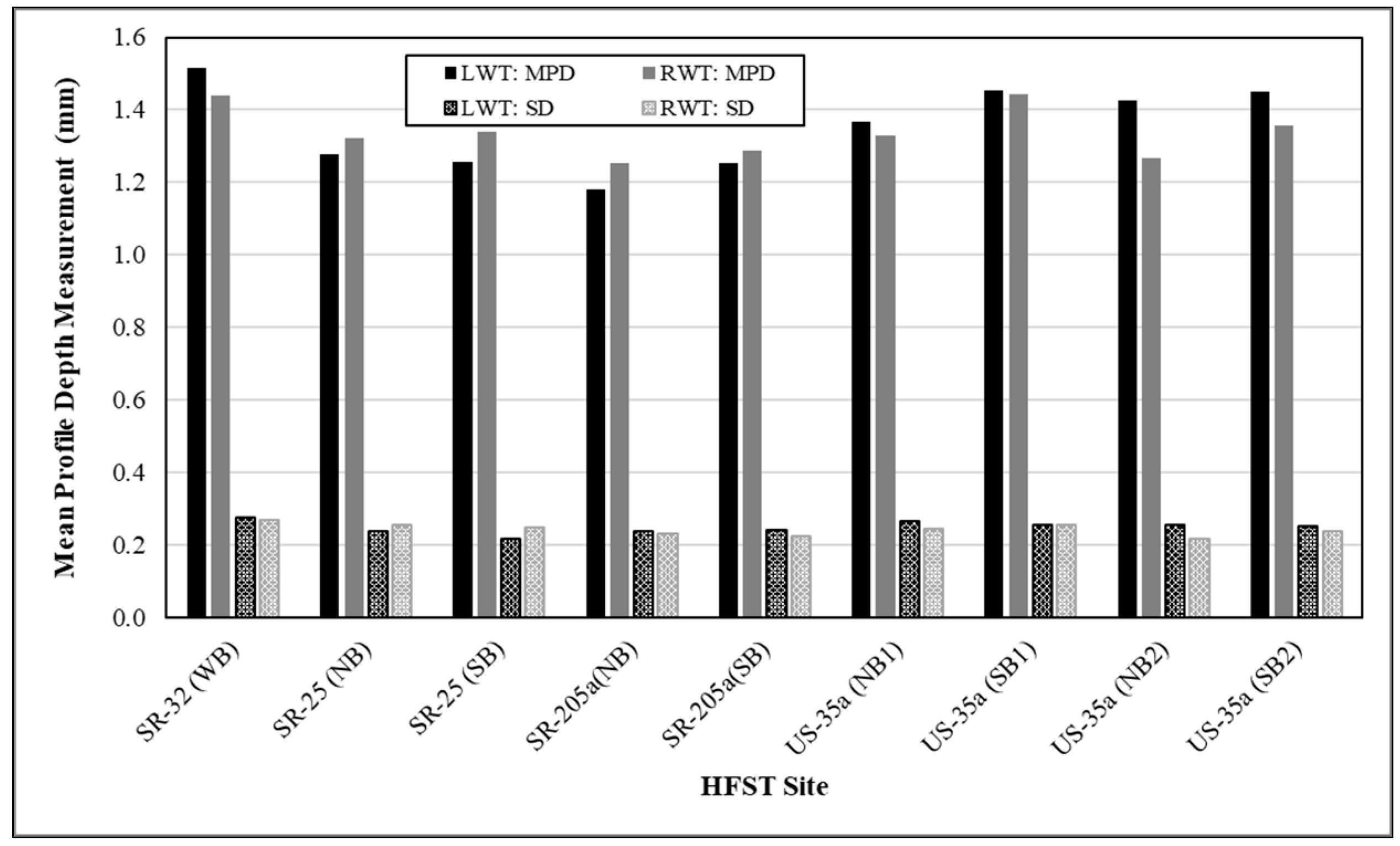
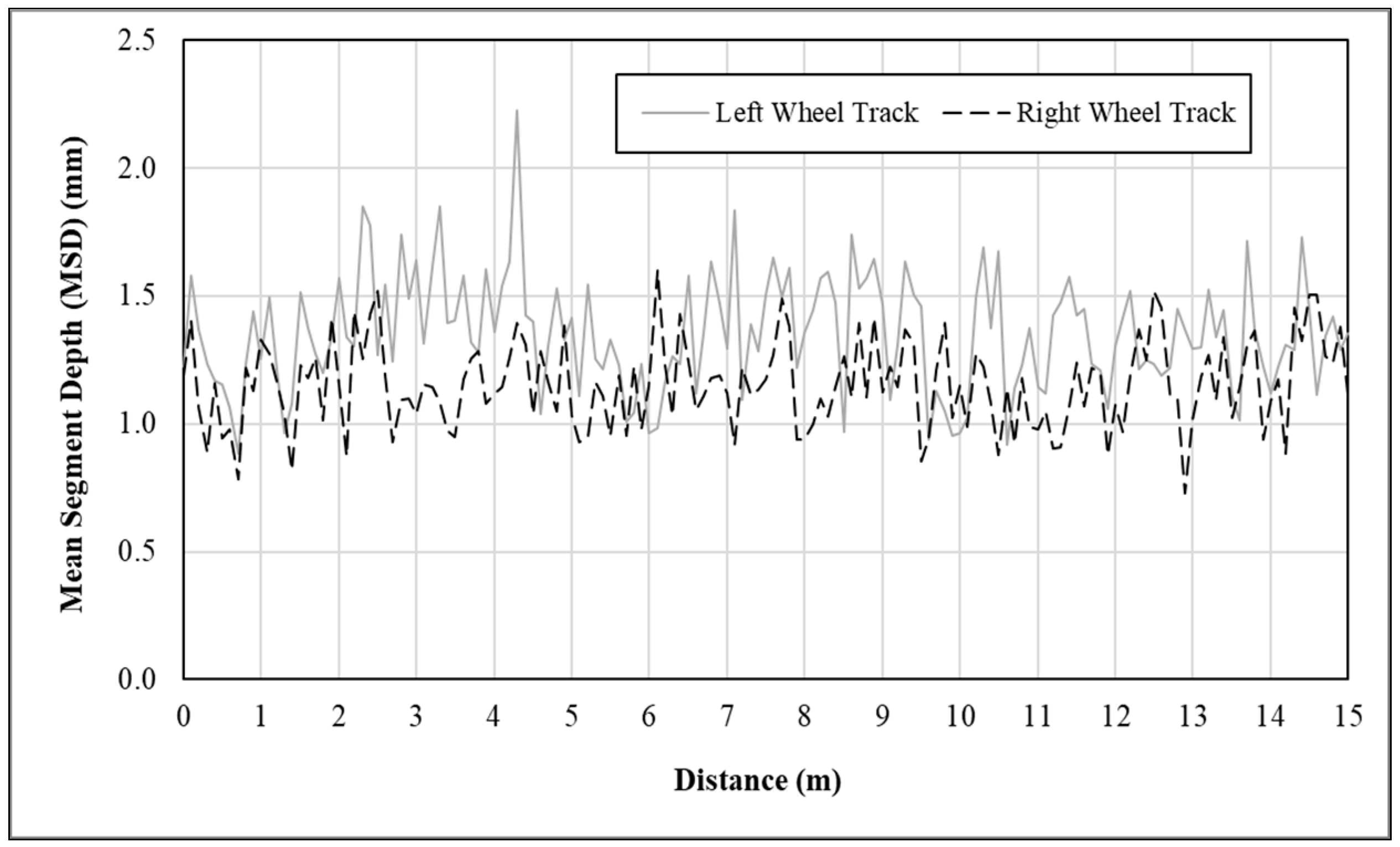
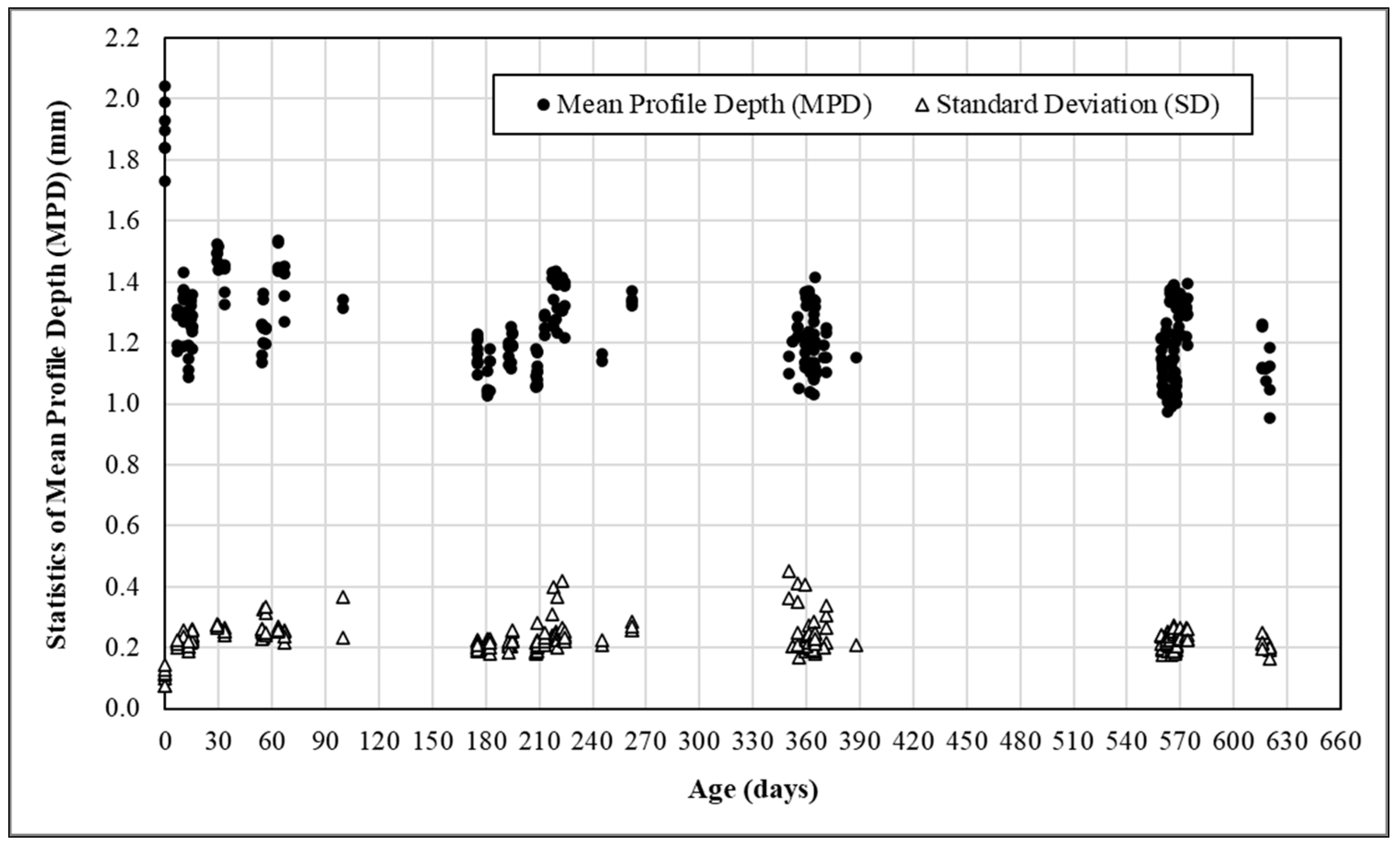
5.1. Variations of MPD Measurements
5.2. Expected MPD Value
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| M | Overall mean profile depth of texture calculated from all high friction surface treatment (HFST) sites |
| mi | Mean profile depth of texture at the ith HFST site |
| MPD | Texture mean profile depth for an entire test section |
| MPDi | Expected mean profile depth of texture at the ith HFST site, i.e., E(mi) |
| MSDi | Mean segment depth of texture in both wheel tracks over the ith 100-mm long segment |
| N | Number of 100-mm long segments in an entire test section |
| n | Number of HFST sites |
| SDi | Standard deviation of mean profile depth of texture at the ith HFST site |
References
- Li, S.; Noureldin, S.; Jiang, Y.; Sun, Y. Evaluation of Pavement Surface Friction Treatments; Joint Transportation Research Program: West Lafayette, IN, USA, 2012. [Google Scholar]
- Federal Highway Administration (FHWA). High Friction Surface Treatment—Everyday Counts. Available online: http://www.fhwa.dot.gov/everydaycounts/edctwo/2012/friction.cfm (accessed on 1 February 2018).
- American Traffic Safety Services Association. Safety Opportunities in High Friction Surfacing; ATSSA: Fredericksburg, VA, USA, 2013. [Google Scholar]
- American Association of State and Highway Transportation Officials. Standard Specification for High Friction Surface Treatment for Asphalt and Concrete Pavements Using Calcined Bauxite; AASHTO: Washington, DC, USA, 2019. [Google Scholar]
- Indiana Department of Transportation (INDOT). High Friction Surface Treatment. Available online: https://erms.indot.in.gov/viewdocs/Results.aspx (accessed on 17 June 2020).
- Bruno, J. HFST Initiatives by INDOT: In-House Project Design, Special Provision Specification, and Initial Test Results, 105th ed.; Purdue Road School: West Lafayette, IN, USA, 6 March 2019. [Google Scholar]
- Atkinson, J.; Clark, J.; Ercisli, S. High Friction Surface Treatment Curve Selection and Installation Guide; U.S. Department of Transportation: Washington, DC, USA, 2016.
- Li, S.; Xiong, R.; Yu, D.; Zhao, G.; Cong, P.; Jiang, Y. Friction Surface Treatment Selection: Aggregate Properties, Surface Characteristics, Alternative Treatments, and Safety Effects; Joint Transportation Research Program Publication: West Lafayette, IN, USA, 2017. [Google Scholar]
- Li, S.; Cong, P.; Yu, D.; Xiong, R.; Jiang, Y. Laboratory and field evaluation of single layer and double layer high friction surface treatments. Transp. Res. Rec. 2019, 2673, 552–561. [Google Scholar] [CrossRef]
- Merritt, D.K.; Lyon, C.A.; Persaud, B.N. Evaluation of Pavement Safety Performance; Turner-Fairbank Highway Research Center: McLean, VA, USA, 2015. [Google Scholar]
- ASTM. Test Method for Skid Resistance of Paved Surfaces Using a Full-Scale Tire; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Test Method for Measuring Surface Frictional Properties Using the Dynamic Friction Tester; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM. Standard Test Method for Measuring Surface Frictional Properties Using the British Pendulum Tester; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Henry, J.J. NCHRP Synthesis 291: Evaluation of Pavement Friction Characteristics; Transportation Research Board: Washington, DC, USA, 2000. [Google Scholar]
- ASTM. Standard Specification for Standard Rib Tire for Pavement Skid-Resistance Tests; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Specification for Standard Smooth Tire for Pavement Skid-Resistance Tests; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Li, S.; Noureldin, S.; Zhu, K. Upgrading the INDOT Pavement Friction Testing Program; Joint Transportation Research Program: West Lafayette, IN, USA, 2004. [Google Scholar]
- U.S. Department of Transportation. High Friction Surface Treatment (HFST) Quick Reference. Available online: https://www.fhwa.dot.gov/publications/research/safety/highfriction/High-Friction-Surface-Treatment-final.pdf (accessed on 17 June 2020).
- Permanent International Association of Road Congress (PIARC). Optimization of Pavement Surface Characteristics; PIARC Technical Committee on Surface Characteristics: Brussels, Belgium, 1987. [Google Scholar]
- Gallaway, B.M.; Rose, J.G. Macrotexture, Friction, Cross Slope and Wheel Track Depression Measurements on 41 Typical Texas Highway Pavements; Texas Transportation Institute: College Station, TX, USA, 1970. [Google Scholar]
- Flintsch, G.W.; de León, E.; McGhee, K.K.; AI-Qadi, I.L. Pavement surface macrotexture measurement and applications. Transp. Res. Rec. 2003, 1860, 168–177. [Google Scholar] [CrossRef]
- Li, S.; Noureldin, S.; Zhu, K. Safety Enhancement of the INDOT Network Pavement Friction Testing Program: Macrotexture and Microtexture Testing Using Laser Sensors; Joint Transportation Research Program: West Lafayette, IN, USA, 2010. [Google Scholar]
- Zuniga-Garcia, N.; Prozzi, J.A. Contribution of Micro- and Macro-Texture for Predicting Friction on Pavement Surfaces; Michigan State University: Okemos, MI, USA, 2016. [Google Scholar]
- Li, S.; Harris, D.; Wells, T. Surface texture and friction characteristics of diamond-ground concrete and asphalt pavements. J. Traffic Transp. Eng. 2016, 3, 475–482. [Google Scholar] [CrossRef] [Green Version]
- ASTM. Standard Practice for Calculating Pavement Macrotexture Mean Profile Depth; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- NDRC. Ferrous Metallurgy Industry Standard YB/T 5179-2005: Bauxite Clinker; National Development and Reform Commission: Beijing, China, 2005. (In Chinese)
- ASTM. Standard Specification for Epoxy-Resin-Base Bonding Systems for Concrete; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Test Method for Apparent Viscosity of Adhesives Having Shear-Rate-Dependent Flow Properties Using Rotational Viscometry; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. Standard Test Methods for Drying, Curing, or Film Formation of Organic Coatings; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. Standard Test Method for Compressive Properties of Rigid Plastics; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Test Method for Rubber Property—Durometer Hardness; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ASTM. Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Wei, F.; Xing, M.; Li, S.; Shan, J.; Guan, B. Physical and mechanical properties of epoxy–bauxite mortar of high-friction surface treatment. J. Mater. Civ. Eng. 2020, 32, 04020146. [Google Scholar] [CrossRef]
- Yu, D.; Xiong, R.; Li, S.; Cong, P.; Jiang, Y. Laboratory evaluation of critical properties and attributes of calcined bauxite and steel slag aggregates for pavement friction surfacing. J. Mater. Civ. Eng. 2019, 31, 04019155. [Google Scholar] [CrossRef]
- ASTM. Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. Standard Practice for the Accelerated Polishing of Aggregates Using the British Wheel; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. Standard Test Method for Resistance of Coarse Aggregate to Degradation by Abrasion in the Micro-Deval Apparatus; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- British Standards Institution (BSI). Tests for Mechanical and Physical Properties of Aggregates—Determination of the Polished Stone Value; BSI: London, UK, 2009. [Google Scholar]
- Kummer, H.W. Unified Theory of Rubber and Tire Friction; Engineering Research Bulletin B-94; Pennsylvania State University: State College, PA, USA, 1966. [Google Scholar]
- ASTM. Standard Test Method for Measuring Pavement Macrotexture Depth Using a Volumetric Technique; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM. Standard Test Method for Measuring Pavement Macrotexture Properties Using the Circular Track Meter; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Zhao, G.; Li, S.; Jiang, Y.; Lee, J. Quality Assurance Procedures for Chip Seal Operations Using Macrotexture Metrics; Joint Transportation Research Program: West Lafayette, IN, USA, 2018. [Google Scholar]
- Ames Engineering. Software Version 6.0: User Manual; Ames Engineering: Ames, IA, USA, 2015. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Test Result | Test Method |
|---|---|---|
| Viscosity | 14.2 Poise | ASTM D2556 [29] |
| Gel Time | 19 min | ASTM C881 |
| Cure Rate | 150 min | ASTM D1640 [30] |
| Ultimate Tensile Strength | 19.9 MPa | ASTM D638 [31] |
| Elongation at Break | 50.9% | ASTM D638 |
| Durometer Hardness | 65 | ASTM D2240 [32] |
| Compressive Strength (3 h) | 45.7 MPa | ASTM D695 [33] |
| Adhesive Strength, (24 h) | 5.4 MPa | ASTM D4541 [34] |
| Water Absorption, (24 h) | 0.11% | ASTM D570 [35] |
| Property | Result | Test Method |
|---|---|---|
| Al2O3 | 86.9% | ASTM C311 [37] |
| Micro-Deval Abrasion | 5.2% | ASTM D6928 [38] |
| PV-10 | 59.1 | ASTM D3319 [39] |
| Aggregate Grading | Mass % Passing | |
| No. 6 (3.35 mm) | 95–100% | 95% |
| No. 16 (1.18 mm) | 0–5% | 5% |
| No. | Road | Existing Pavement | AADT | Truck (%) | Surface Preparation | Temperature (°C) | Epoxy Resin (L/m2) a | Calcined Bauxite (kg/m2) b |
|---|---|---|---|---|---|---|---|---|
| 1 | SR-32 | New HMA | 9679 | 5% | Shotblasting | 16–29 | 1.95 | 8.31 |
| 2 | US-35a | Chip Seal | 2886 | 20% | Vacuum Sweeping | 17–29 | 1.80 | 10.48 |
| 3 | US-35b | Chip Seal | 2886 | 20% | 18–32 | 2.09 | 11.29 | |
| 4 | SR-25 | Chip Seal | 4282 | 10% | −1–11 | 1.83 | 7.70 | |
| 5 | SR-62a | Chip Seal | 2754 | 7% | 21–31 | 1.72 | 7.34 | |
| 6 | SR-62b | Chip Seal | 2282 | 8% | 21–32 | 1.71 | 6.92 | |
| 7 | SR-62c | Chip Seal | 2176 | 8% | 20–32 | 1.65 | 7.11 | |
| 8 | SR-62d | Chip Seal | 2367 | 7% | 22–32 | 1.81 | 7.03 | |
| 9 | SR-237 | Chip Seal | 685 | 5% | 3–12 | 1.86 | 7.27 | |
| 10 | US-24a | Chip Seal | 5205 | 20% | Scarification Milling | 2–11 | 1.80 | 9.48 |
| 11 | US-24b | Chip Seal | 5205 | 20% | 2–11 | 1.84 | 8.53 | |
| 12 | SR-14 | Chip Seal | 3675 | 18% | −3–11 | 1.97 | 11.30 | |
| 13 | SR-23 | Chip Seal | 5460 | 17% | 4–11 | 2.07 | 8.46 | |
| 14 | SR-43 | Chip Seal | 2043 | 18% | 2–14 | 2.31 | 9.17 | |
| 15 | SR-56 | Chip Seal | 133 | 16% | 22–31 | 1.79 | 7.10 | |
| 16 | SR-65 | Chip Seal | 3207 | 9% | 22–31 | 1.65 | 6.50 | |
| 17 | SR-205a | Chip Seal | 3641 | 4% | 2–16 | 2.07 | 10.44 | |
| 18 | SR-205b | Chip Seal | 3641 | 4% | 2–16 | 1.96 | 10.48 | |
| 19 | SR-257 | Chip Seal | 527 | 33% | 3–13 | 1.75 | 8.12 | |
| 20 | SR-446 | Chip Seal | 1705 | 17% | 2–14 | 2.00 | 8.92 | |
| 21 | SR-450 | Chip Seal | 888 | 3% | 4–17 | 2.42 | 9.60 |
| HFST Site | SR-62a | US-24b | SR-23 | |||
|---|---|---|---|---|---|---|
| Before | After | Before | After | Before | After | |
| Mean (mm) | 1.194 | 1.191 | 1.210 | 1.202 | 1.012 | 0.997 |
| SD a (mm) | 0.230 | 0.215 | 0.195 | 0.161 | 0.308 | 0.186 |
| COV b (%) | 19.3 | 18.1 | 16.1 | 13.4 | 30.5 | 18.7 |
| Range (mm) | 0.580–3.748 | 0.491–3.258 | 0.462–9.280 | |||
| (a) Pearson Correlation | ||||
|---|---|---|---|---|
| Variable | AADT | Truck | Age | Radius |
| Coefficient (r) | −0.280 | −0.249 | −0.413 | −0.016 |
| p-Value | 0.000 | 0.000 | 0.000 | 0.789 |
| (b) Spearman rank correlation | ||||
| Variable | AADT | Truck | Age | Radius |
| Coefficient (r) | −0.410 | −0.233 | −0.329 | −0.176 |
| p-Value | 0.000 | 0.000 | 0.000 | 0.003 |
| Age | N | EV a (mm) | SD b (mm) | COV c | Lower Bound (mm) | Upper Bound (mm) |
|---|---|---|---|---|---|---|
| New | 6 | 1.905 | 0.047 | 2.5 | 1.868 | 1.943 |
| 1 Month | 18 | 1.444 | 0.061 | 4.2 | 1.415 | 1.472 |
| 2 Months | 12 | 1.242 | 0.078 | 6.3 | 1.198 | 1.286 |
| 6 Months | 72 | 1.222 | 0.028 | 2.3 | 1.215 | 1.228 |
| 12 Months | 60 | 1.194 | 0.032 | 2.7 | 1.186 | 1.202 |
| 18 Months | 80 | 1.181 | 0.025 | 2.1 | 1.175 | 1.186 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, H.; Wei, F.; Wang, C.; Li, S.; Shan, J. Determination of Friction Performance of High Friction Surface Treatment Based on Alternative Macrotexture Metric. Materials 2021, 14, 6895. https://doi.org/10.3390/ma14226895
Zhao H, Wei F, Wang C, Li S, Shan J. Determination of Friction Performance of High Friction Surface Treatment Based on Alternative Macrotexture Metric. Materials. 2021; 14(22):6895. https://doi.org/10.3390/ma14226895
Chicago/Turabian StyleZhao, Hua, Fulu Wei, Ce Wang, Shuo Li, and Jie Shan. 2021. "Determination of Friction Performance of High Friction Surface Treatment Based on Alternative Macrotexture Metric" Materials 14, no. 22: 6895. https://doi.org/10.3390/ma14226895
APA StyleZhao, H., Wei, F., Wang, C., Li, S., & Shan, J. (2021). Determination of Friction Performance of High Friction Surface Treatment Based on Alternative Macrotexture Metric. Materials, 14(22), 6895. https://doi.org/10.3390/ma14226895