
Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding


 ,
,
Abstract
:1. Introduction
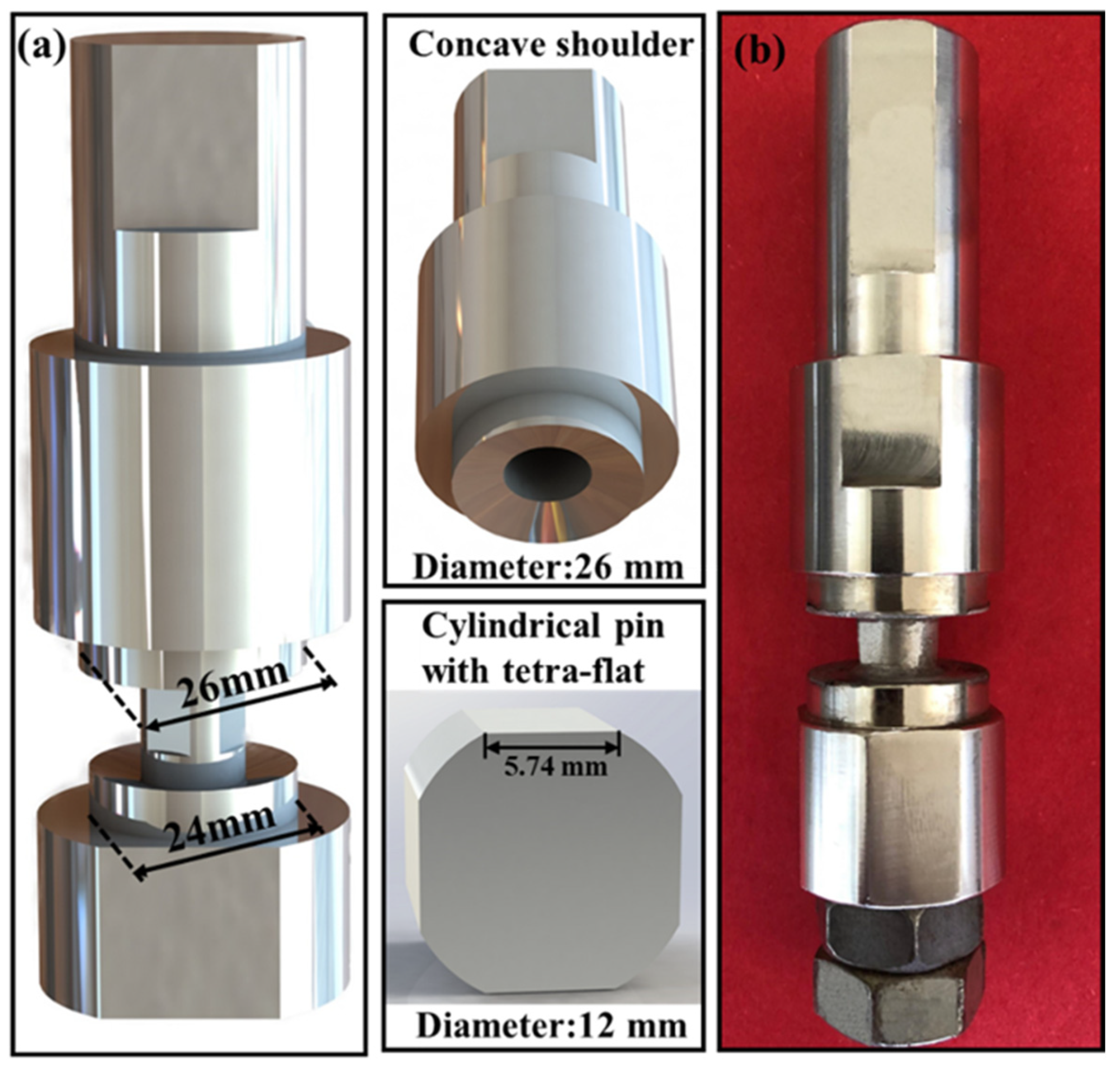
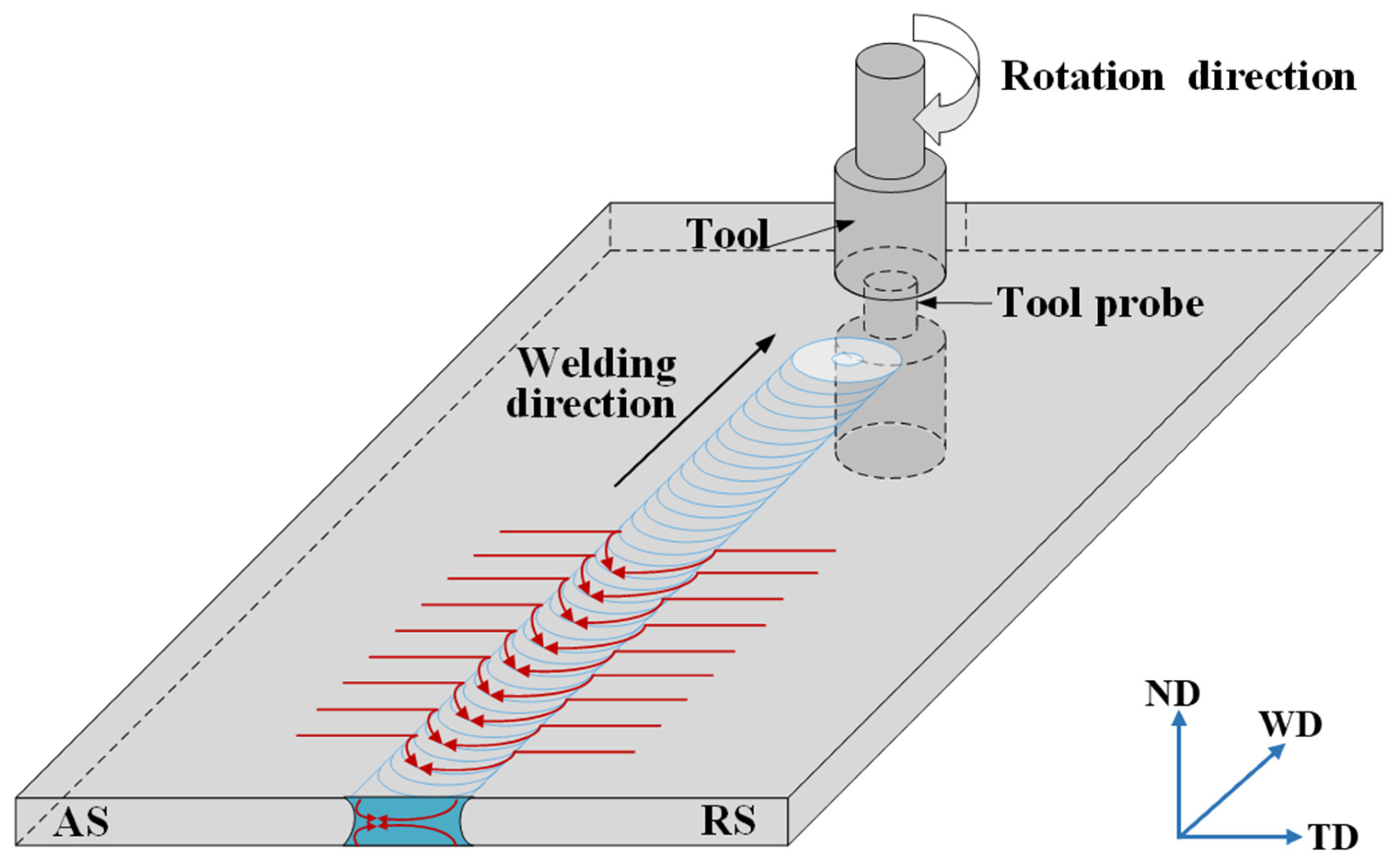
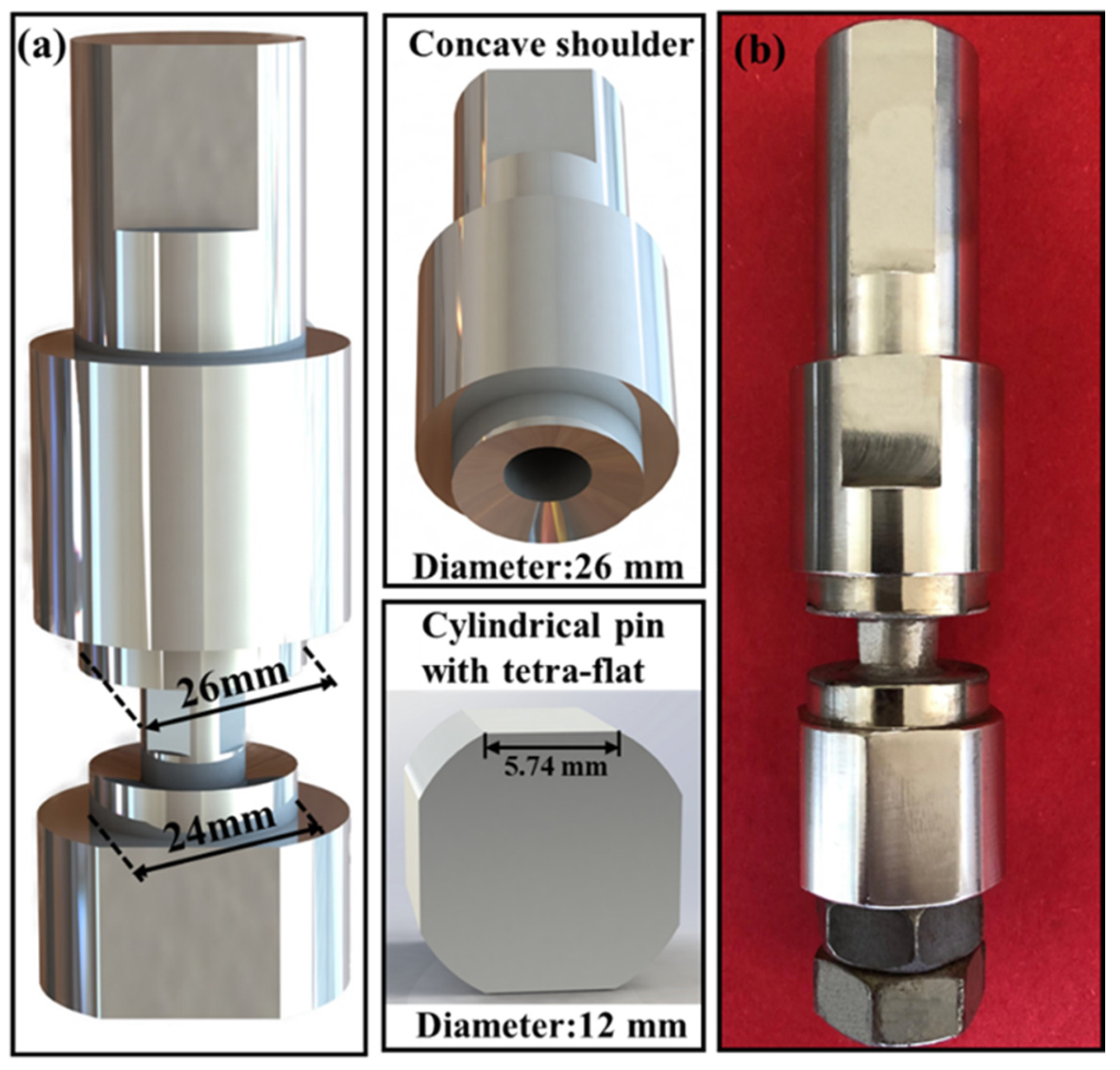
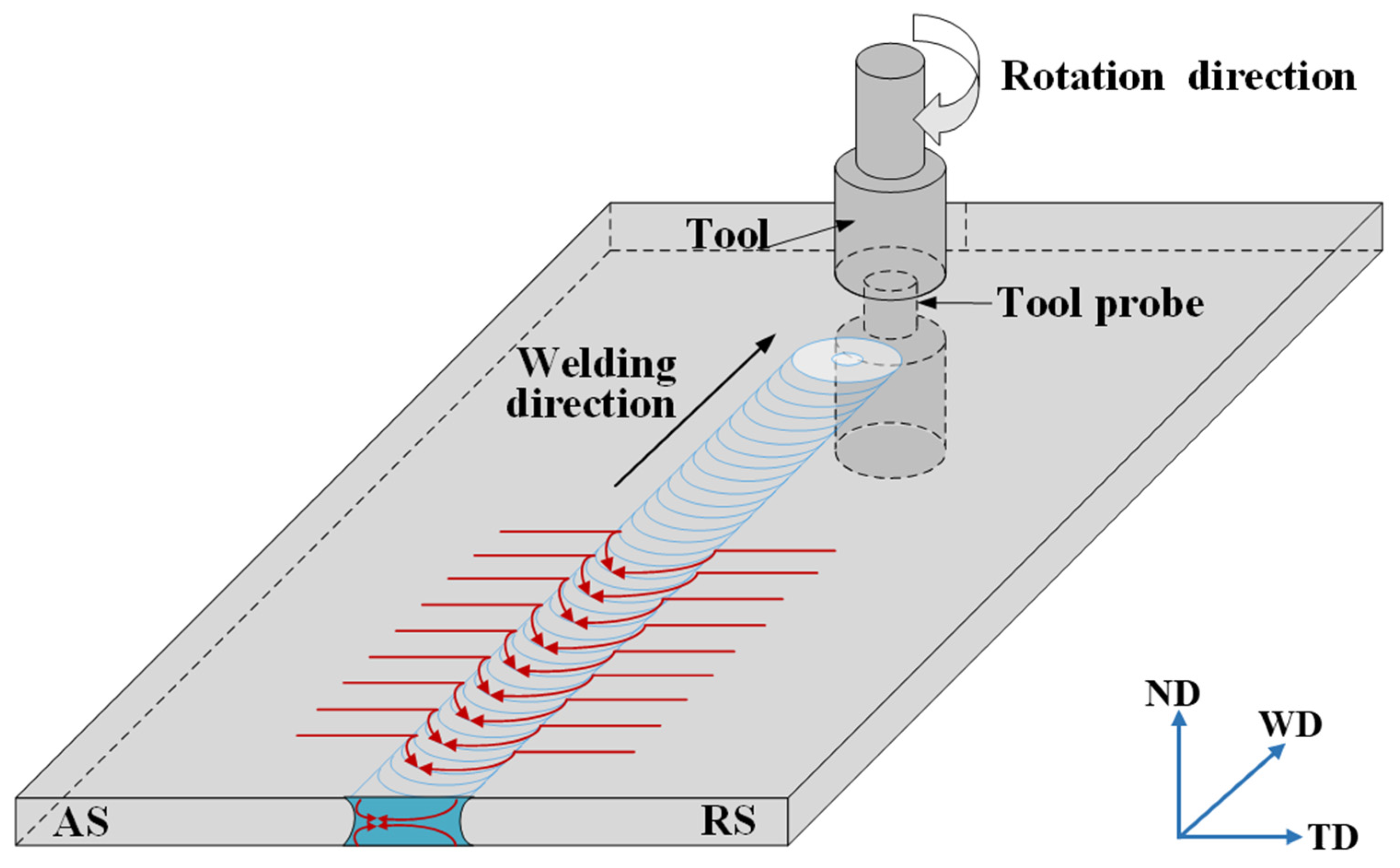
2. Experimental Procedure
3. Results and Discussion
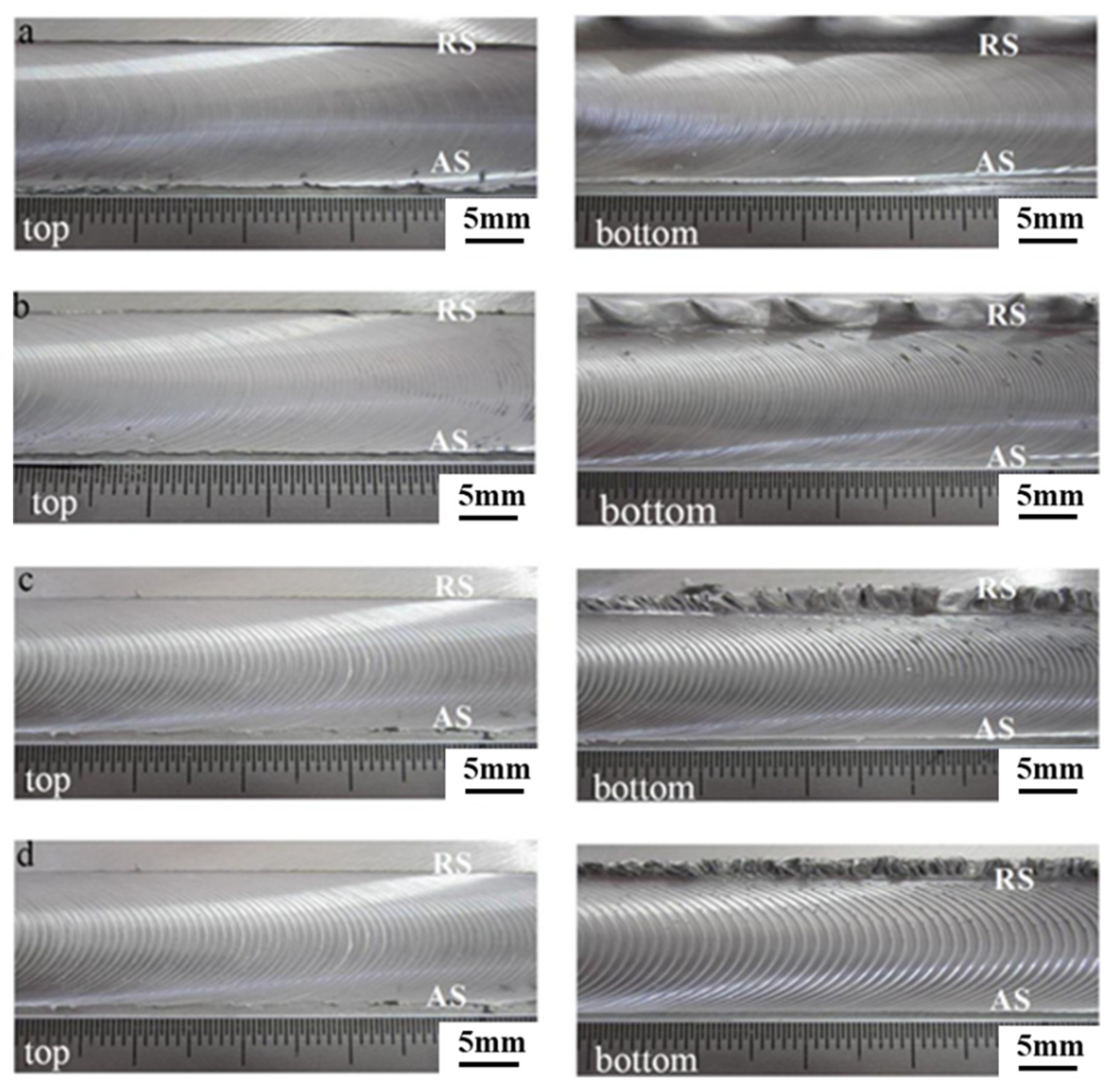
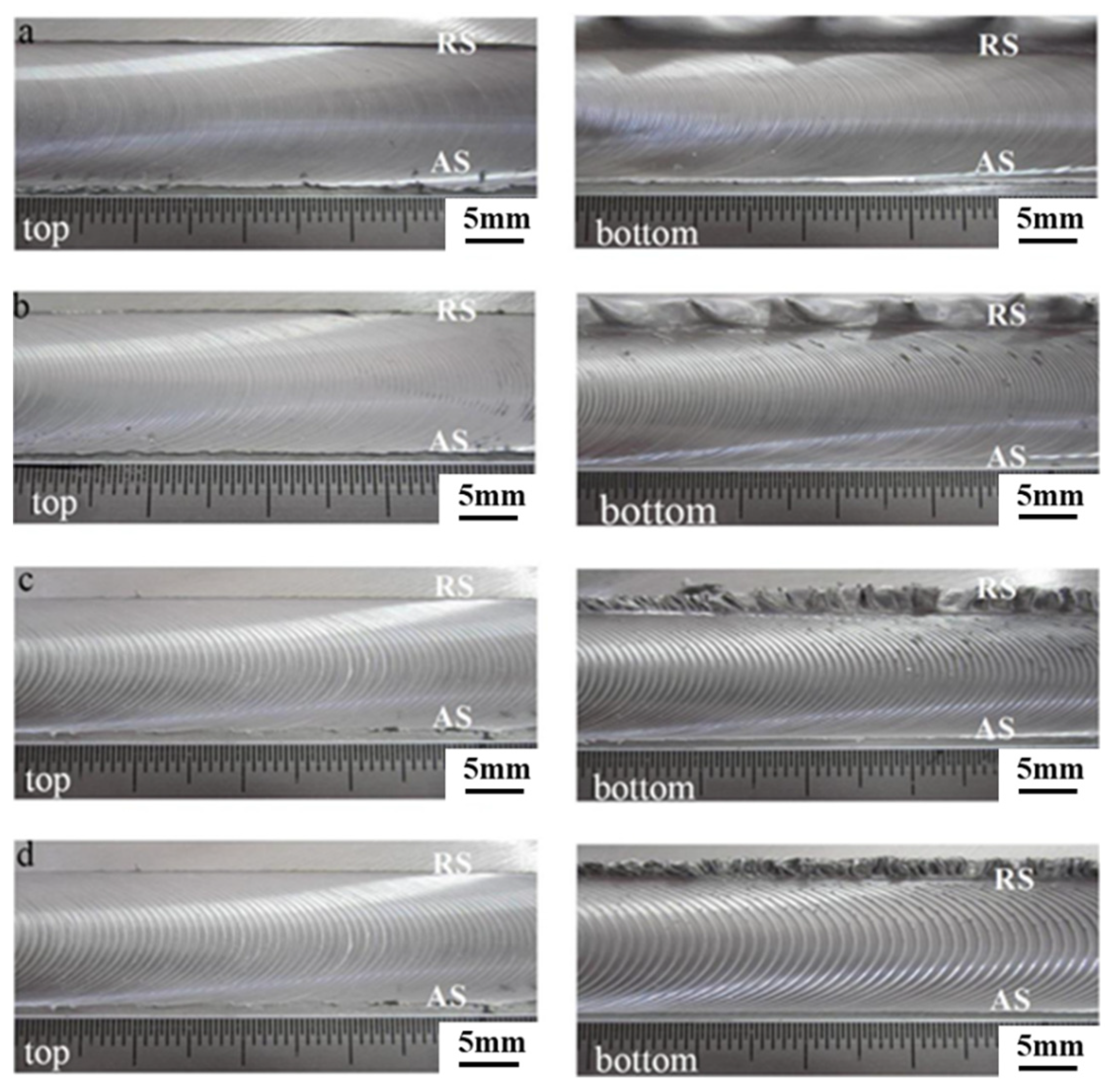
3.1. The Surface Appearance of the Welded Joint
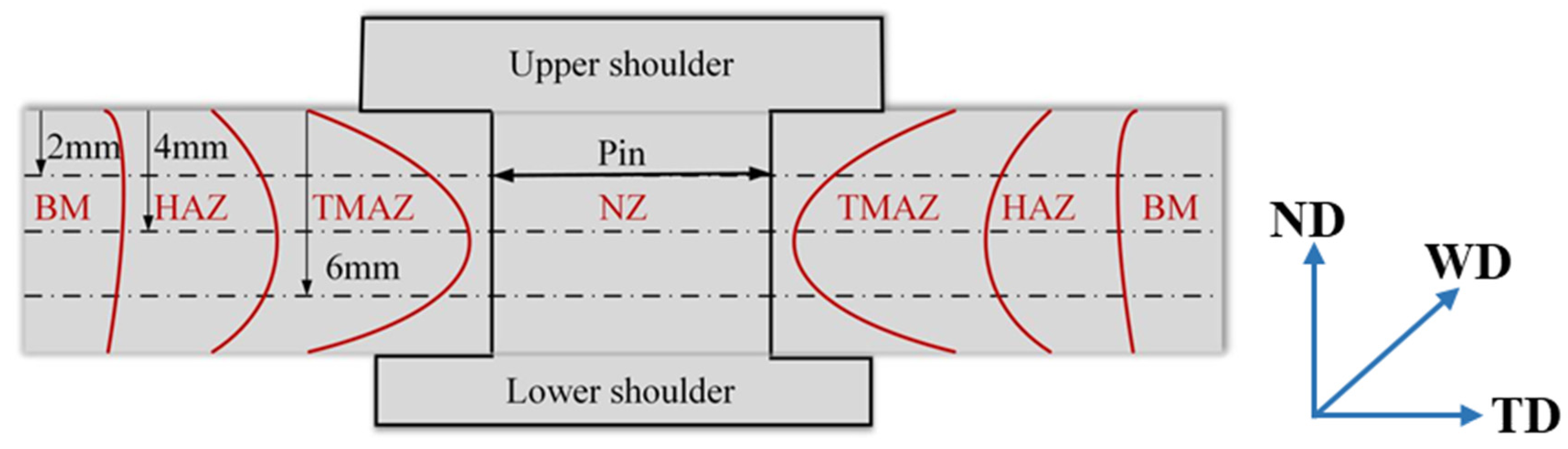
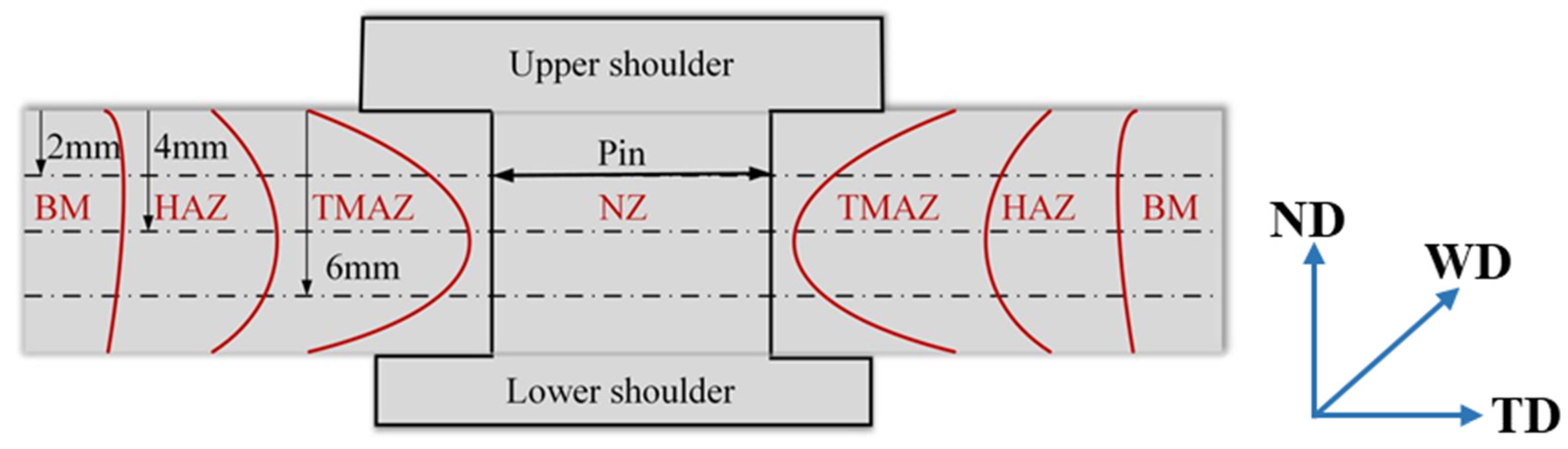
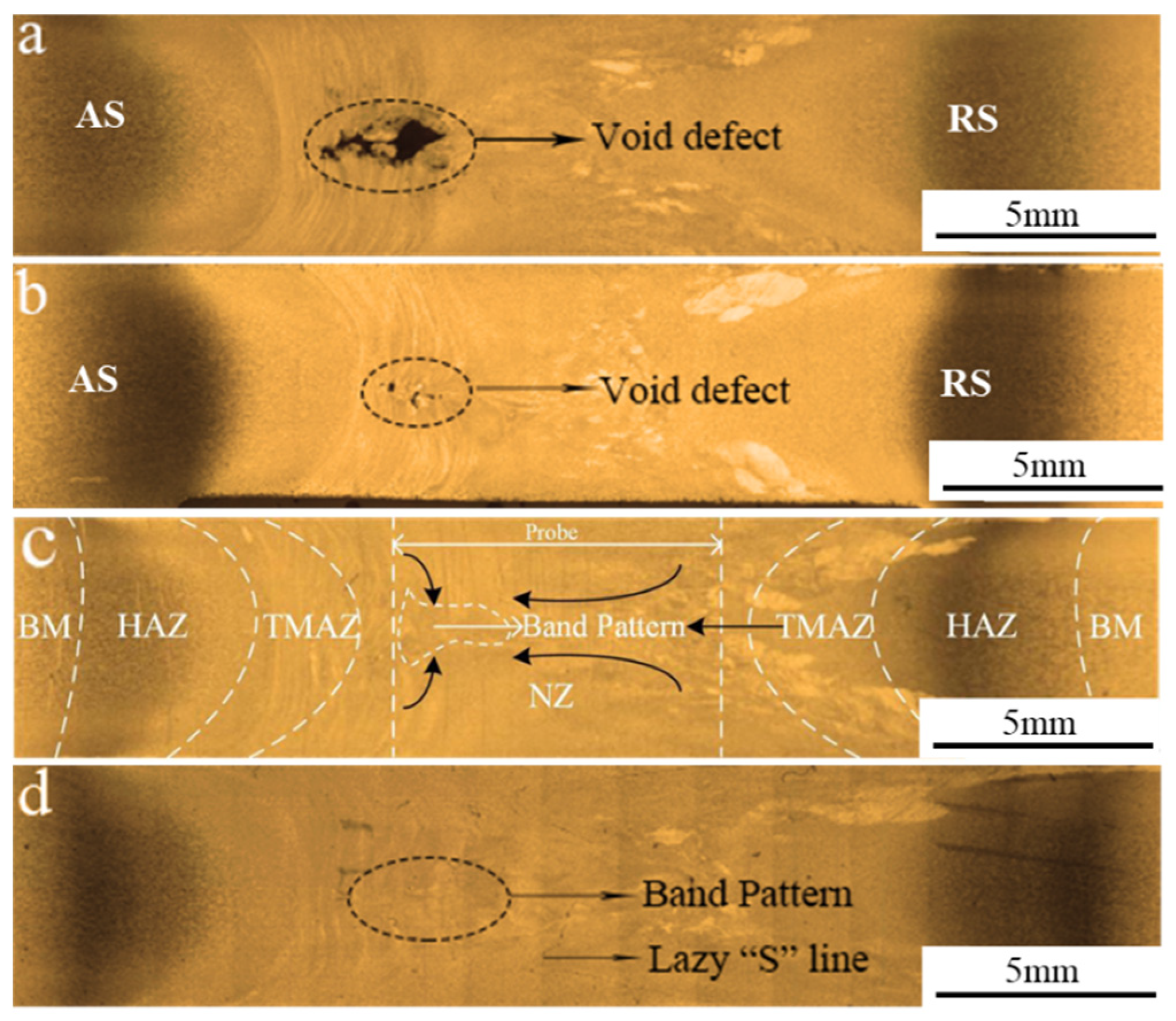
3.2. The Cross-Sectioned Appearance of the Welded Joint
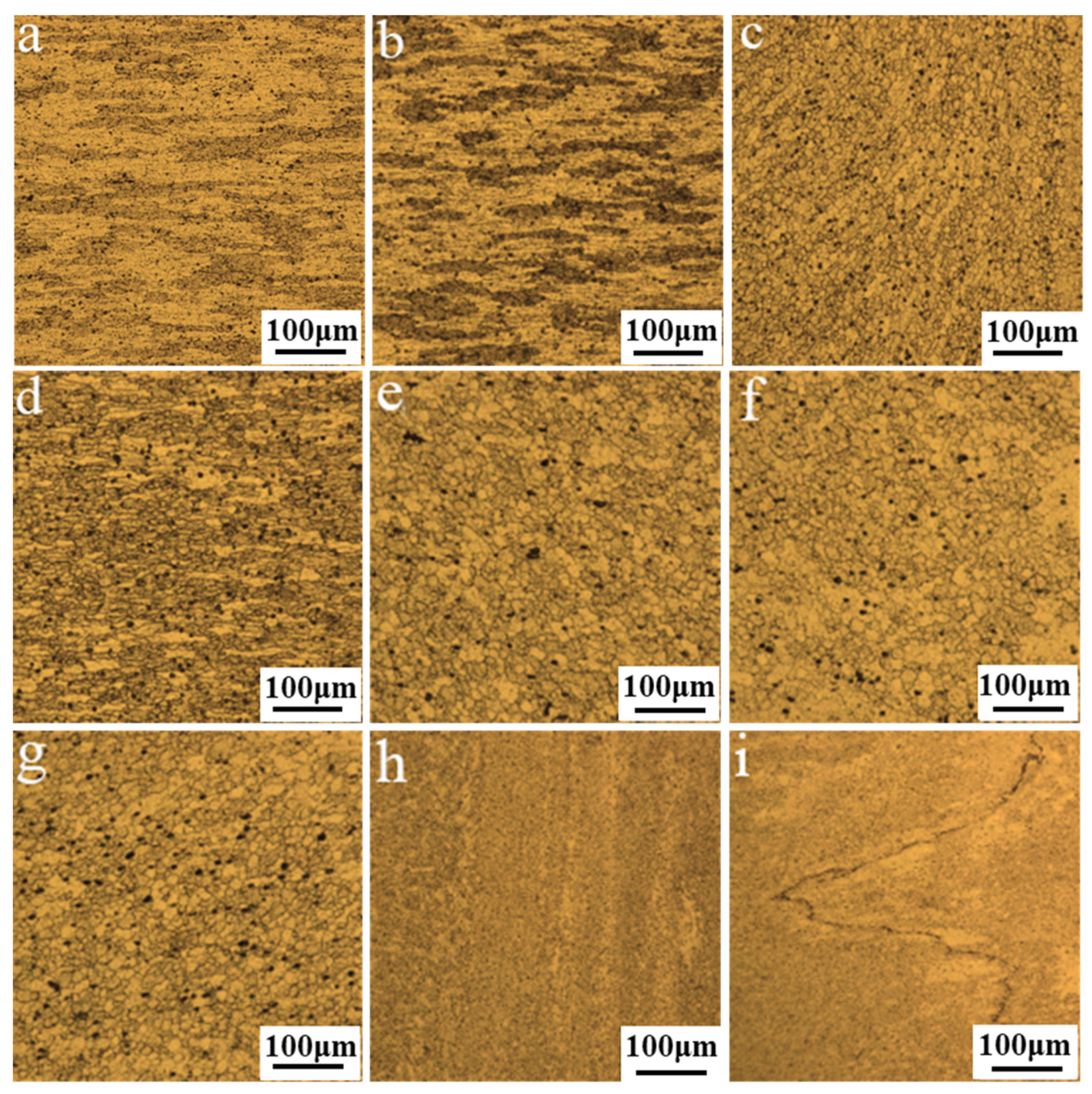
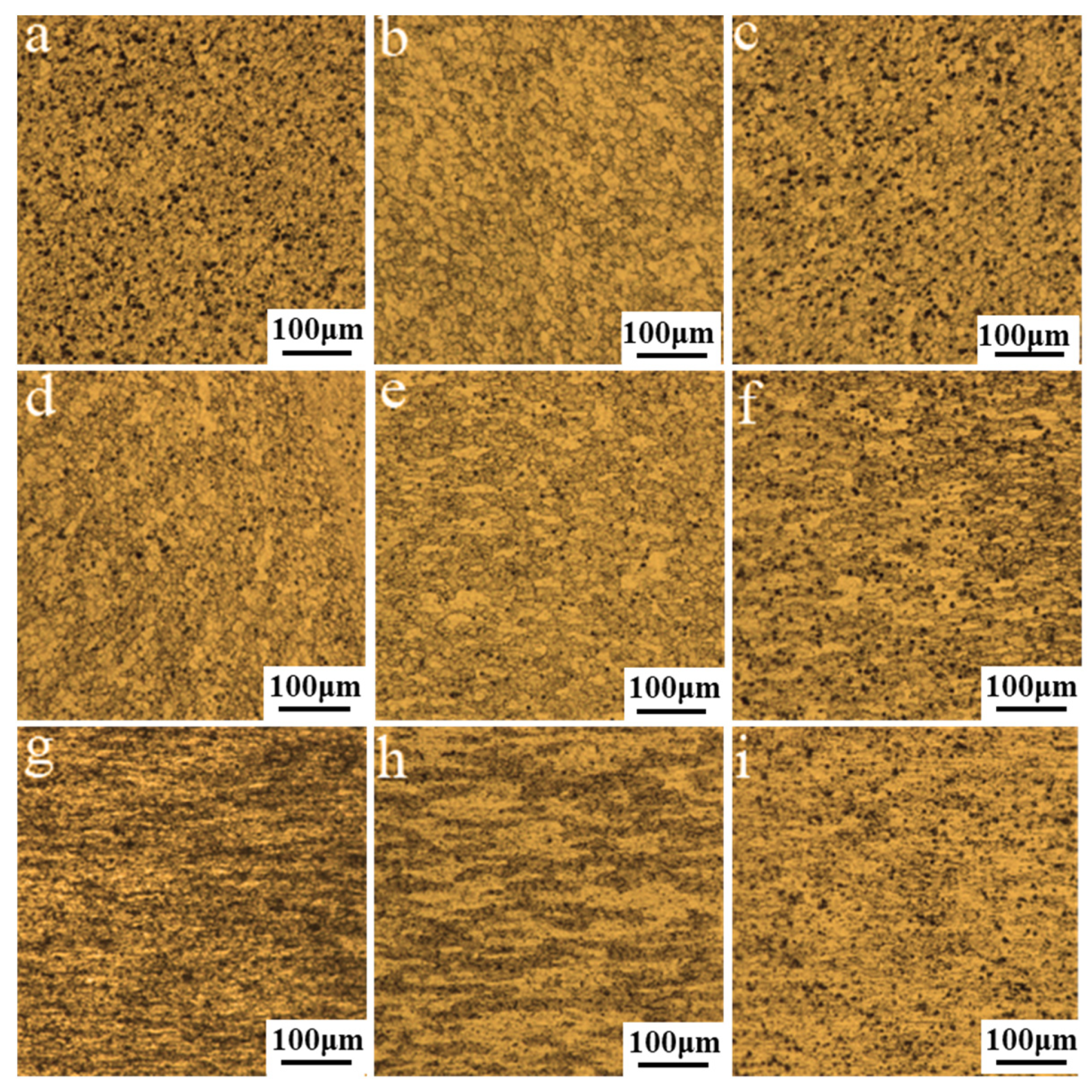
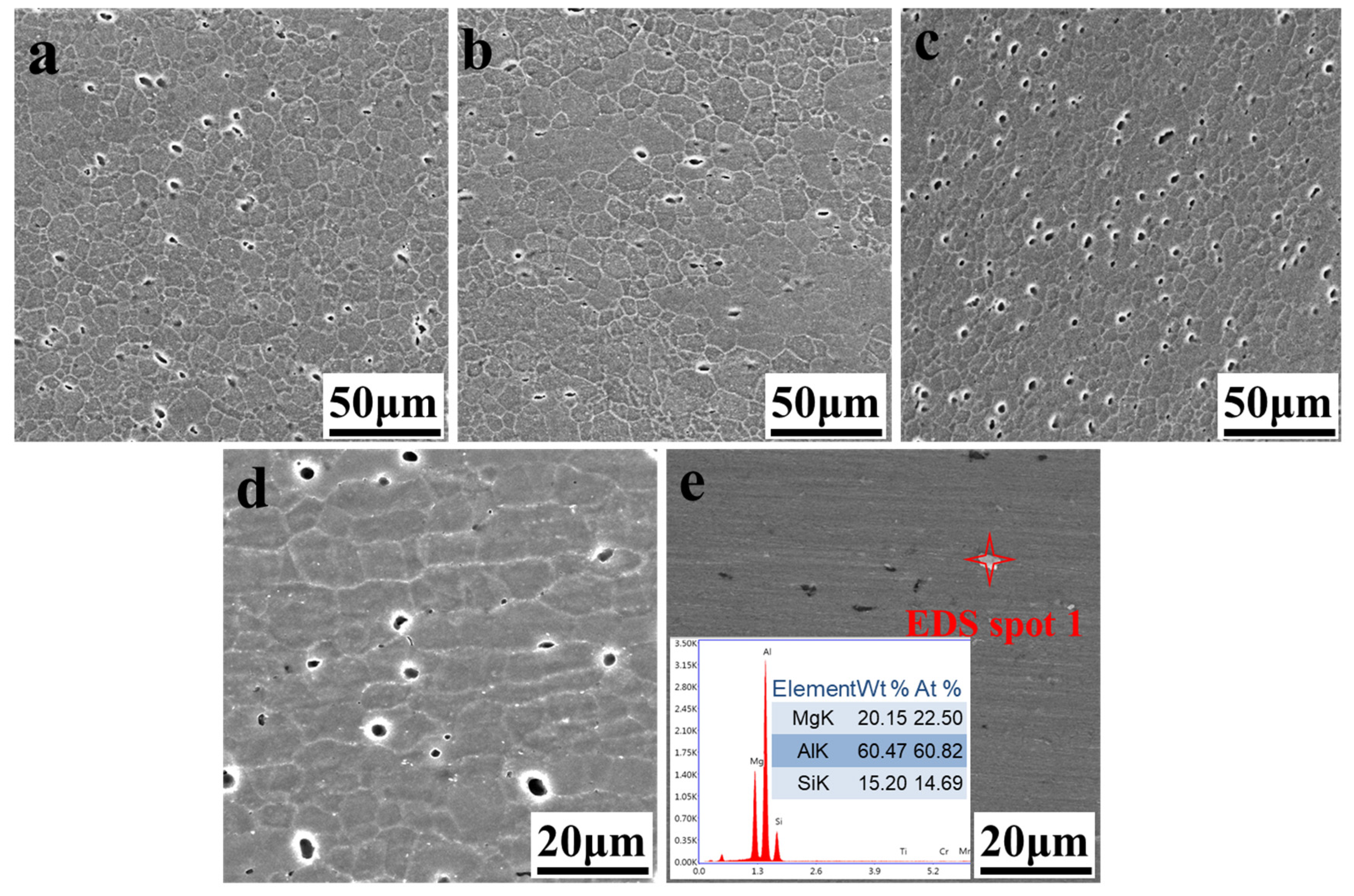
3.3. Microstructure in the Typical Areas of the Joint
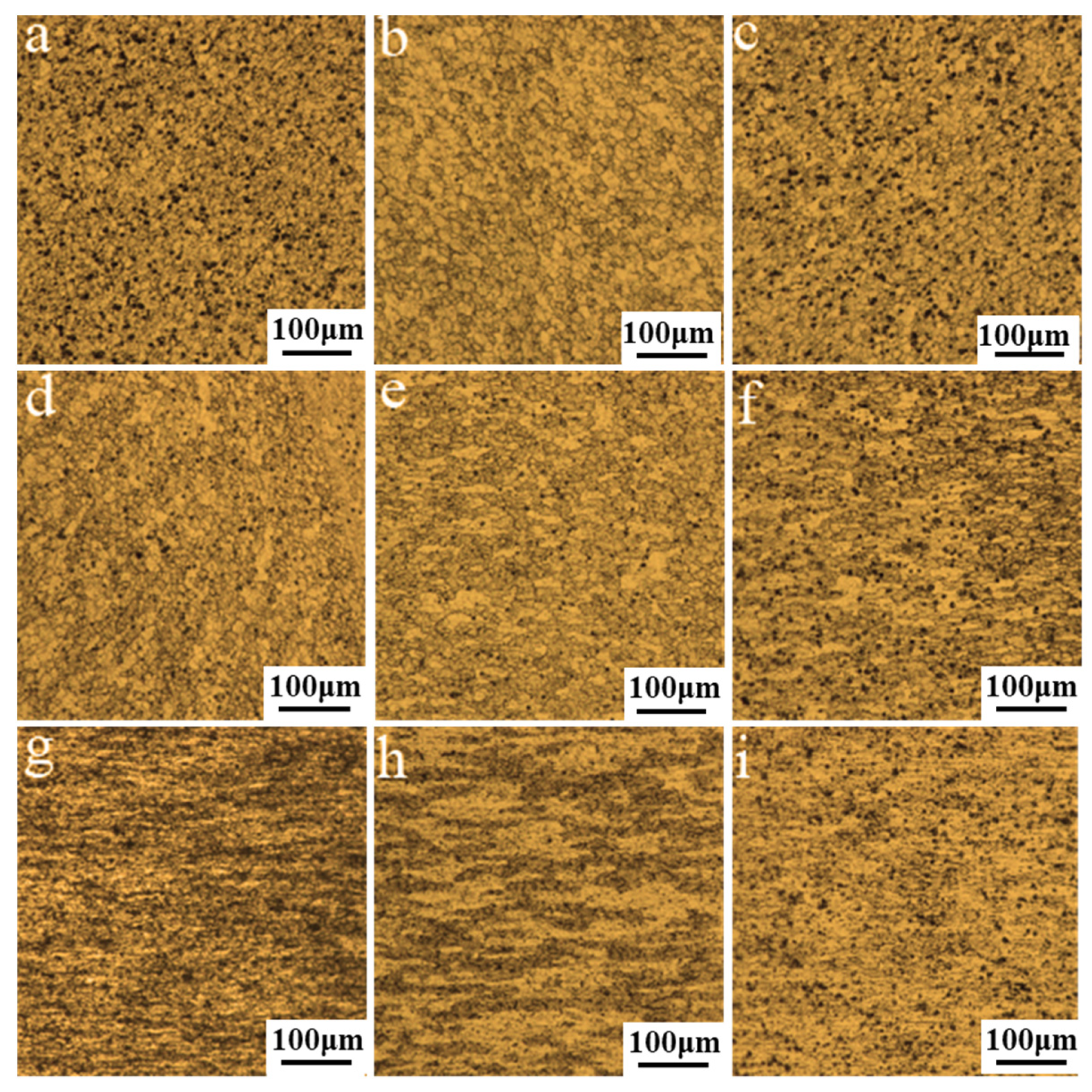
3.4. Effect of the Welding Speed on the Microstructure
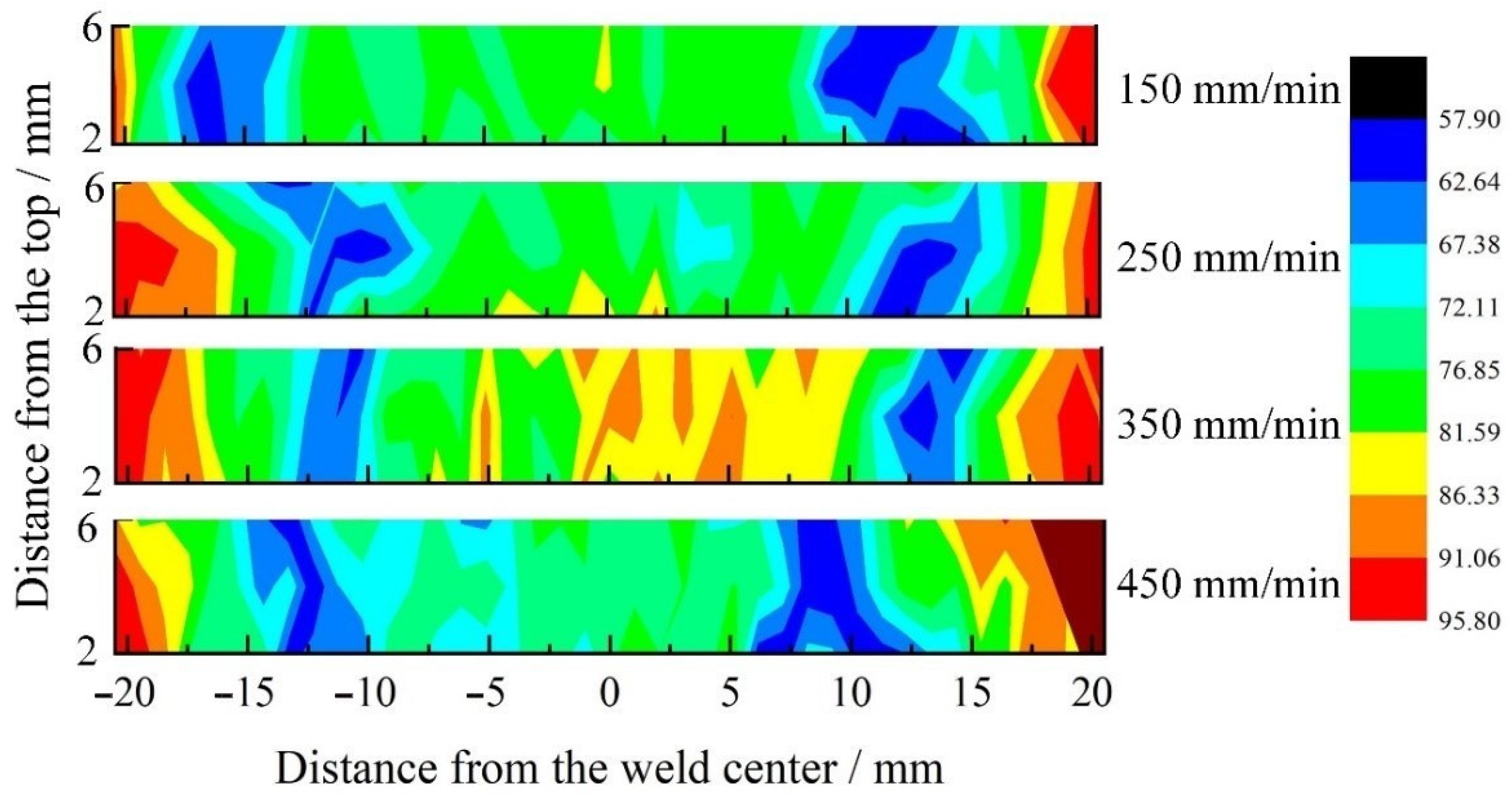
3.5. Microhardness Distribution across the Joint
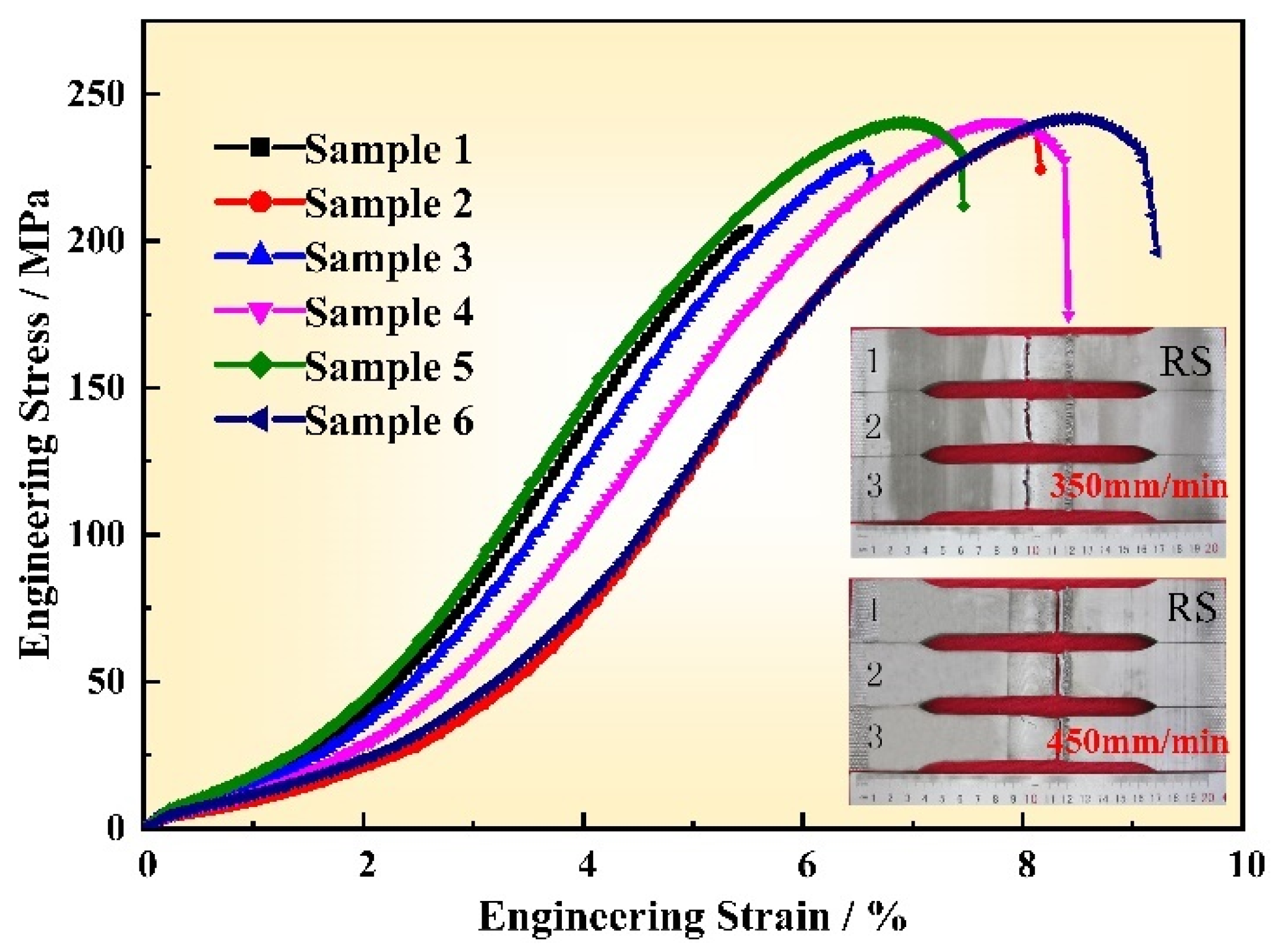
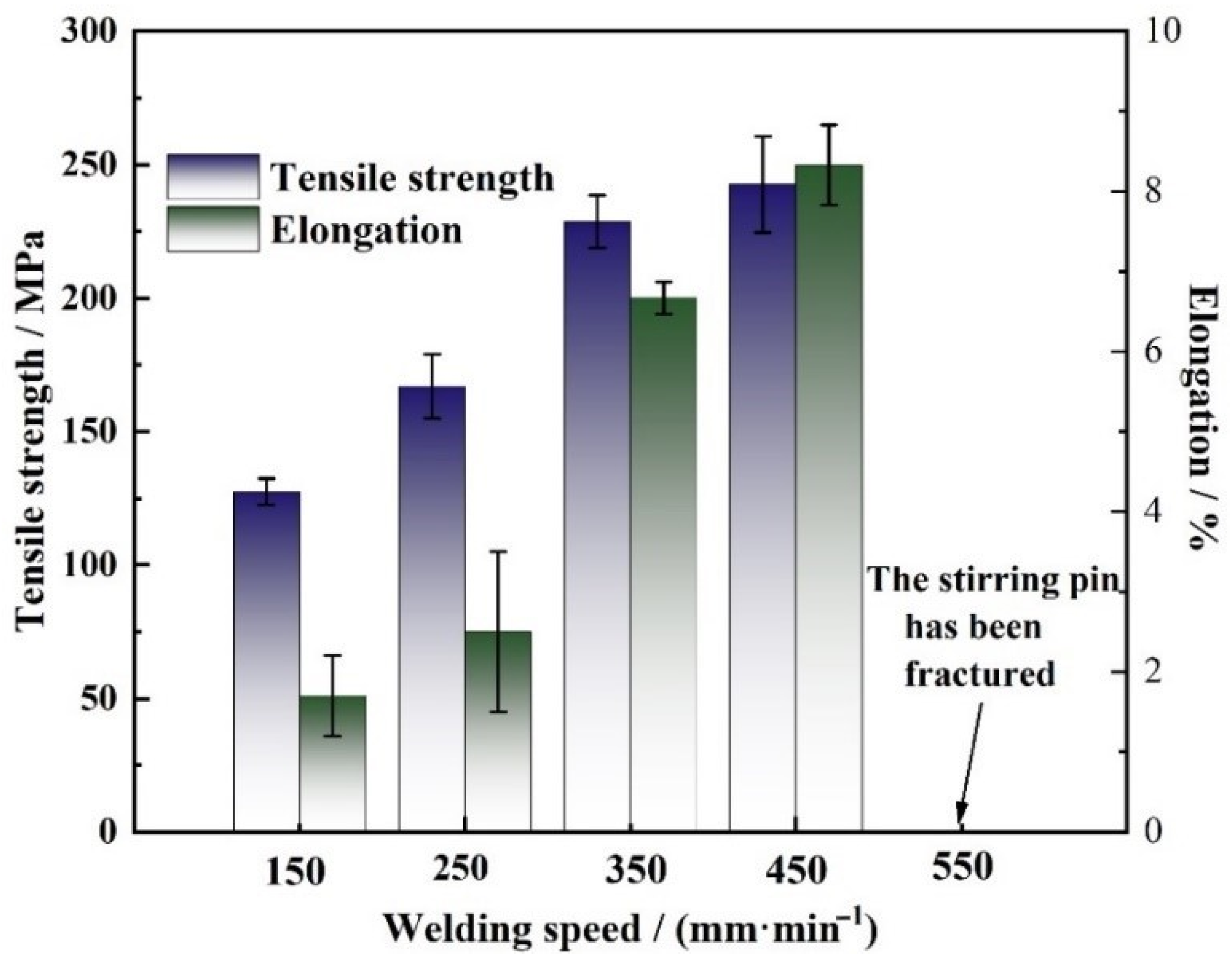
3.6. Tensile Properties of the Joint
4. Conclusions
- Under all the experimental parameters, the upper and lower surfaces were smooth without micro-defects observed. The appearance of flash could be avoided with the increasing welding speed. The joint with maximal strength efficiency was obtained at the welding speed of 450 mm/min and rotation speed of 400 rpm.
- The dumbbell-shaped cross-section of the joint was composed of four varied areas: the NZ, the TMAZ, the HAZ and the BM. The microstructure in the NZ was refined DRXed equiaxed grains, and the grains were further refined as the welding speed increased. Dynamic recovery occurred in the deformed microstructure of the TMAZ, the size of grains decreasing with the increasing welding speed. The coarser grains were elongated in the HAZ with the decrease in the grains size as the welding speed increased.
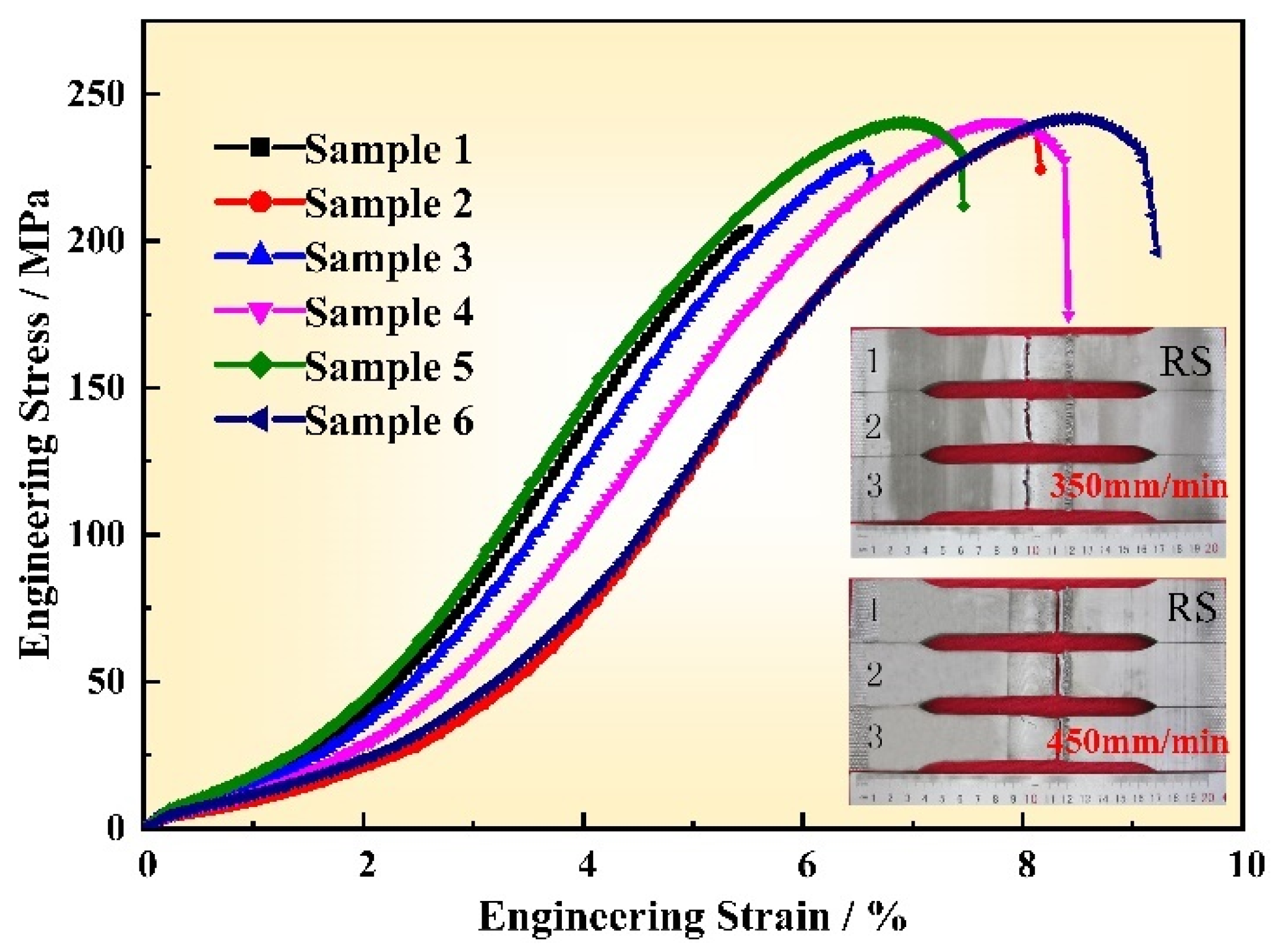
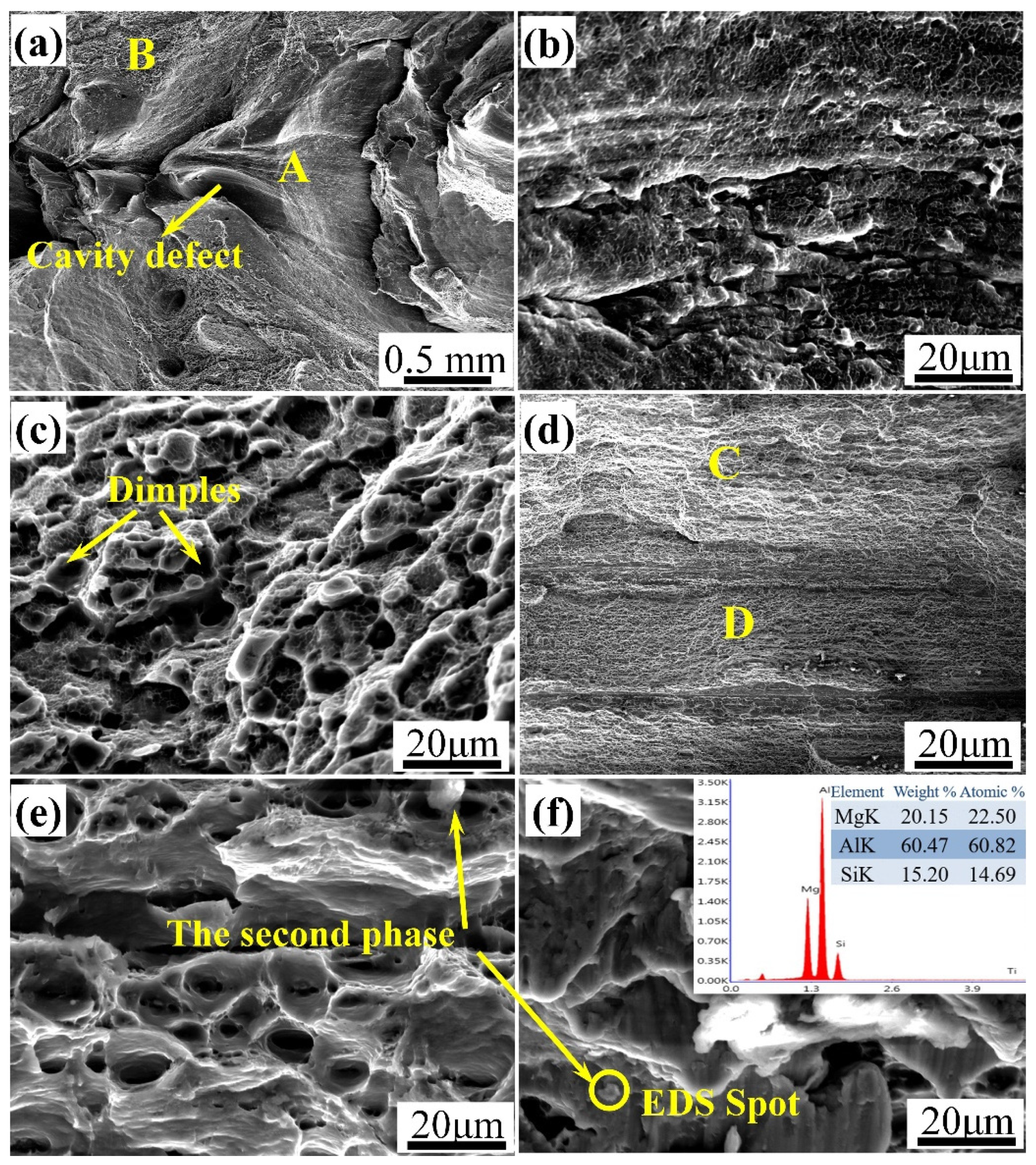
- The softening effect occurred in the SRFSWed joint, and the microhardness distribution exhibited a typical “W” pattern. The softened area of the joint was narrowed and the lowest microhardness value increased by increasing the welding speed. Tensile test indicated that the tensile property was worse when induced by the cavity defect with the fracture surfaces exhibiting mixed fracture characteristics, as the welding speed was lower. With the welding speed increasing to 450 mm/min, the corresponding tensile strength and elongation were reached to the maximum values of 242.6 MPa and 8.3%, respectively, and the fracture analysis presented a typical ductile fracture mode.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Cam, G.; Koçak, M. Progress in joining of advanced materials Part II: Joining of metal matrix composites and joining of other advanced materials. Sci. Technol. Weld. Join. 1998, 3, 159–175. [Google Scholar] [CrossRef]
- Pakdil, M.; Çam, G.; Koçak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056 Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Mao, Y.; Yang, P.; Ke, L.; Xu, Y.; Chen, Y. Microstructure Evolution and Recrystallization Behavior of Friction Stir Welded Thick Al–Mg–Zn–Cu alloys: Influence of Pin Centerline Deviation. Acta Metall. Sin-Engl. 2021, 1–12. [Google Scholar] [CrossRef]
- Haque, R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review. Arch. Civ. Mech. Eng. 2018, 18, 83–93. [Google Scholar] [CrossRef]
- Mucha, J.; Kaščák, Ľ.; Witkowski, W. Research on the Influence of the AW 5754 Aluminum Alloy State Condition and Sheet Arrangements with AW 6082 Aluminum Alloy on the Forming Process and Strength of the ClinchRivet Joints. Materials 2021, 14, 2980. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Proverbio, E.; Di Bella, G.; Borsellino, C. Durability on alternate immersion test of self-piercing riveting aluminium joint. Mater. Des. 2013, 46, 849–856. [Google Scholar] [CrossRef]
- Thomas, M.W.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Welding. U.S. Patent 9125978.8, 6 December 1991. [Google Scholar]
- Mishra, R.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2010, 50, 1–78. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2020, 115, 100706. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Wang, F.; Jiang, Y.; Ma, X.; Wan, L.; Huang, Y. Insight on corrosion behavior of friction stir welded AA2219/AA2195 joints in astronautical engineering. Corros. Sci. 2021, 192, 109800. [Google Scholar] [CrossRef]
- Horton, K.R. Microhardness, Strength and Strain Field Characterization of Self-Reacting Friction Stir and Plug Welds of Dissimilar Aluminum Alloys. Ph.D. Thesis, Alabama University, Tuscaloosa, AL, USA, 2011. [Google Scholar]
- Taylor, D.E. Effects of Processing Parameters on the Embrittlement of Self-Reacting Friction Stir Welds. Master’s Thesis, Louisiana State University, Baton Rouge, LA, USA, 2009. [Google Scholar]
- Zhou, L.; Li, G.H.; Zha, G.D.; Shu, F.Y.; Liu, H.J.; Feng, J.C. Effect of rotation speed on microstructure and mechanical properties of bobbin tool friction stir welded AZ61 magnesium alloy. Sci. Technol. Weld. Join. 2018, 23, 596–605. [Google Scholar] [CrossRef]
- Yang, Q.; Xiao, B.; Ma, Z.; Chen, R. Achieving high strain rate superplasticity in Mg–Zn–Y–Zr alloy produced by friction stir processing. Scr. Mater. 2011, 65, 335–338. [Google Scholar] [CrossRef]
- Arbegast, W.J. A flow-partitioned deformation zone model for defect formation during friction stir welding. Scr. Mater. 2008, 58, 372–376. [Google Scholar] [CrossRef] [Green Version]
- Threadgill, P.L.; Ahmed, M.; Martin, J.P.; Perrett, J.G.; Wynne, B.P. The Use of Bobbin Tools for Friction Stir Welding of Aluminium Alloys. Mater. Sci. Forum 2010, 638–642, 1179–1184. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Trueba, L.; Torres, M.A.; Johannes, L.B.; Rybicki, D. Process optimization in the self-reacting friction stir welding of aluminum 6061-T6. Int. J. Mater. Form. 2017, 11, 559–570. [Google Scholar] [CrossRef]
- Skinner, M.; Edwards, R. Improvements to the FSW Process Using the Self-Reacting Technology. Mater. Sci. Forum 2003, 426–432, 2849–2854. [Google Scholar] [CrossRef]
- Chen, J.; Ueji, R.; Fujii, H. Double-sided friction-stir welding of magnesium alloy with concave–convex tools for texture control. Mater. Des. 2015, 76, 181–189. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; Seleman, M.M.E.-S.; Hajlaoui, K.; Ataya, S.; Latief, F.H.; El-Nikhaily, A.E. Bobbin Tool Friction Stir Welding of Aluminum Thick Lap Joints: Effect of Process Parameters on Temperature Distribution and Joints’ Properties. Materials 2021, 14, 4585. [Google Scholar] [CrossRef]
- Thomas, W.M.; Wiesner, C.S. Recent developments of FSW technologies: Evaluation of root defects, composite refractory tools for steel joining and one-pass welding of thick sections using self-reacting bobbin tools. In Proceedings of the 8th International Symposium on Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008. [Google Scholar]
- Liu, H.; Hou, J.; Guo, H. Effect of welding speed on microstructure and mechanical properties of self-reacting friction stir welded 6061-T6 aluminum alloy. Mater. Des. 2013, 50, 872–878. [Google Scholar] [CrossRef]
- Sued, M.; Pons, D.; Lavroff, J.; Wong, E.-H. Design features for bobbin friction stir welding tools: Development of a conceptual model linking the underlying physics to the production process. Mater. Des. 2014, 54, 632–643. [Google Scholar] [CrossRef]
- Çelik, S.; Tolun, F. Effect of double-sided friction stir welding on the mechanical and microstructural characteristics of AA5754 aluminium alloy. Mater. Test. 2021, 63, 829–835. [Google Scholar] [CrossRef]
- Wang, F.; Li, W.; Shen, J.; Hu, S.; dos Santos, J. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al–Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef] [Green Version]
- Vaca, G.R.G.; Hurtado, L.S.; Reyes, C.S. Ablación láser de recubrimientos de politetrafluoretileno (PTFE) aplicados sobre sustratos EN AW-5251. Rev. Met. 2014, 50, e027. [Google Scholar] [CrossRef] [Green Version]
- GB/T228-2002. Tensile Test Method on Welded Joints; Standardization Administration of the People’s Republic of China: Beijing, China, 2002. [Google Scholar]
- Wang, D.Y.; Feng, J.C. Process model of arc corrugation on friction stir weld. Trans. China Weld Inst. 2004, 24, 42–44. [Google Scholar]
- Ott, R.; Blue, C.; Santella, M.; Blau, P. The influence of a heat treatment on the tribological performance of a high wear resistant high Si Al–Si alloy weld overlay. Wear 2001, 251, 868–874. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y.; Guo, W.; Lv, S.; Feng, J. Mechanical Properties and Microstructure of 6082-T6 Aluminum Alloy Joints by Self-support Friction Stir Welding. J. Mater. Sci. Technol. 2014, 30, 1243–1250. [Google Scholar] [CrossRef]
- Attallah, M.M.; Davis, C.L.; Strangwood, M. Microstructure-microhardness relationships in friction stir welded AA5251. J. Mater. Sci. 2007, 42, 7299–7306. [Google Scholar] [CrossRef]
- Etter, A.; Baudin, T.; Fredj, N.; Penelle, R. Recrystallization mechanisms in 5251 H14 and 5251 O aluminum friction stir welds. Mater. Sci. Eng. A 2007, 445–446, 94–99. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition/wt% | ||||||||
|---|---|---|---|---|---|---|---|---|
| Al | Ti | Mg | Si | Fe | Zn | Cu | Mn | Cr |
| Bal. | 0.01 | 1.9 | 0.15 | 0.4 | 0.3 | 0.1 | 0.5 | 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, S.; Zhou, L.; Sun, G.; Zhao, H.; Chu, X.; Li, G.; Zhao, H. Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding. Materials 2021, 14, 6178. https://doi.org/10.3390/ma14206178
Gao S, Zhou L, Sun G, Zhao H, Chu X, Li G, Zhao H. Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding. Materials. 2021; 14(20):6178. https://doi.org/10.3390/ma14206178
Chicago/Turabian StyleGao, Shikang, Li Zhou, Guangda Sun, Huihui Zhao, Xiaolong Chu, Gaohui Li, and Hongyun Zhao. 2021. "Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding" Materials 14, no. 20: 6178. https://doi.org/10.3390/ma14206178
APA StyleGao, S., Zhou, L., Sun, G., Zhao, H., Chu, X., Li, G., & Zhao, H. (2021). Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding. Materials, 14(20), 6178. https://doi.org/10.3390/ma14206178