3. Results
The following section describes the results. For easy readability, the test series are named after the corresponding parameters for each experiment (
Table 2), omitting the respective units starting with the layer height, followed by the drying point, and the IR heater PAV, e.g., 100;1;3.4 for the parameter set h = 100 µm; Drying Point 1; IR heater PAV = 3.4 V.
3.1. Analysis of In-Process Temperature Curves
A uniform distribution of heat within the sample is crucial for stress-free drying. Overall, ensuring minimal variations in temperature within the process is considered important to most additive manufacturing processes and affects the properties of the resulting parts. For the slurry-based 3D printing technology, the impact of temperature and moisture within the layer compound is assumed to be correlating and superimposing simultaneously.
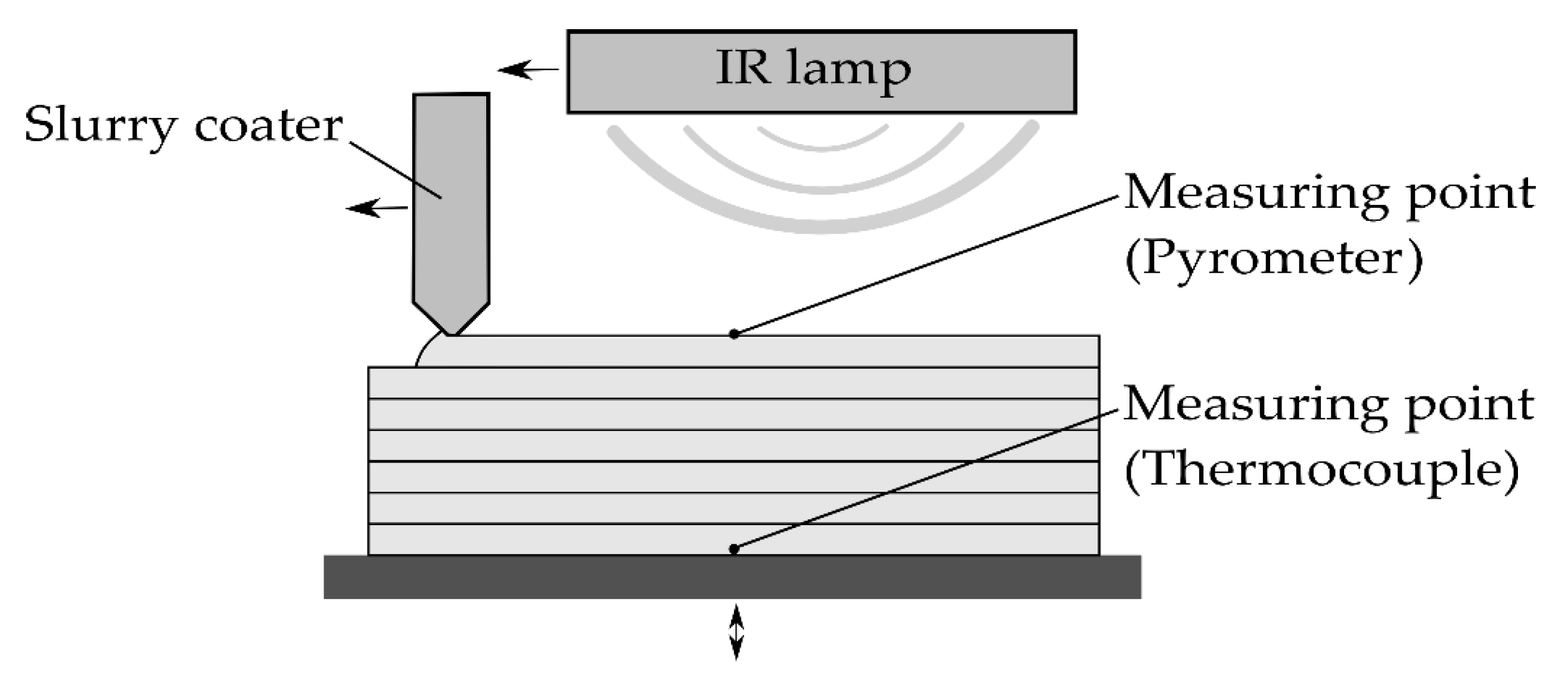
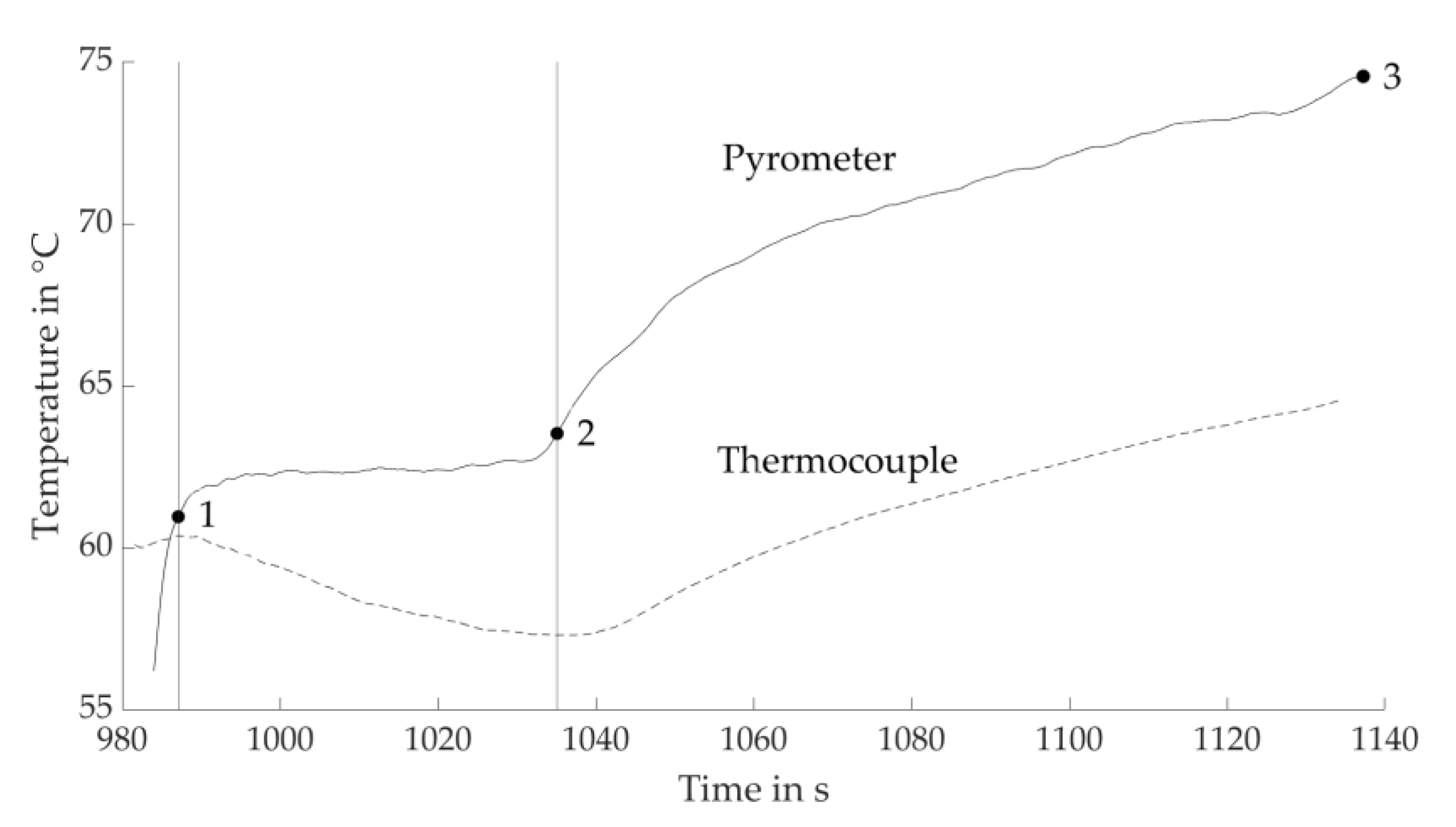
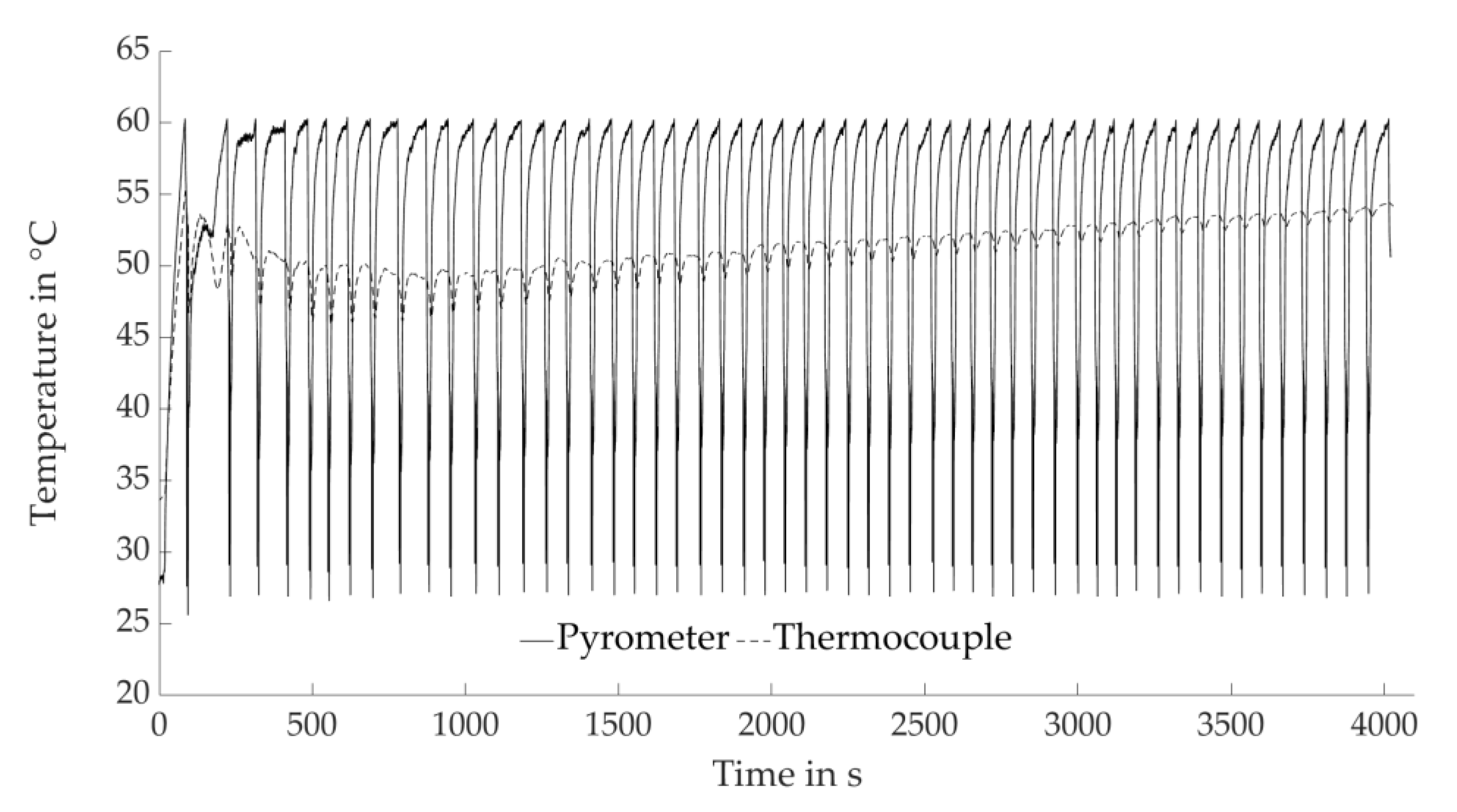
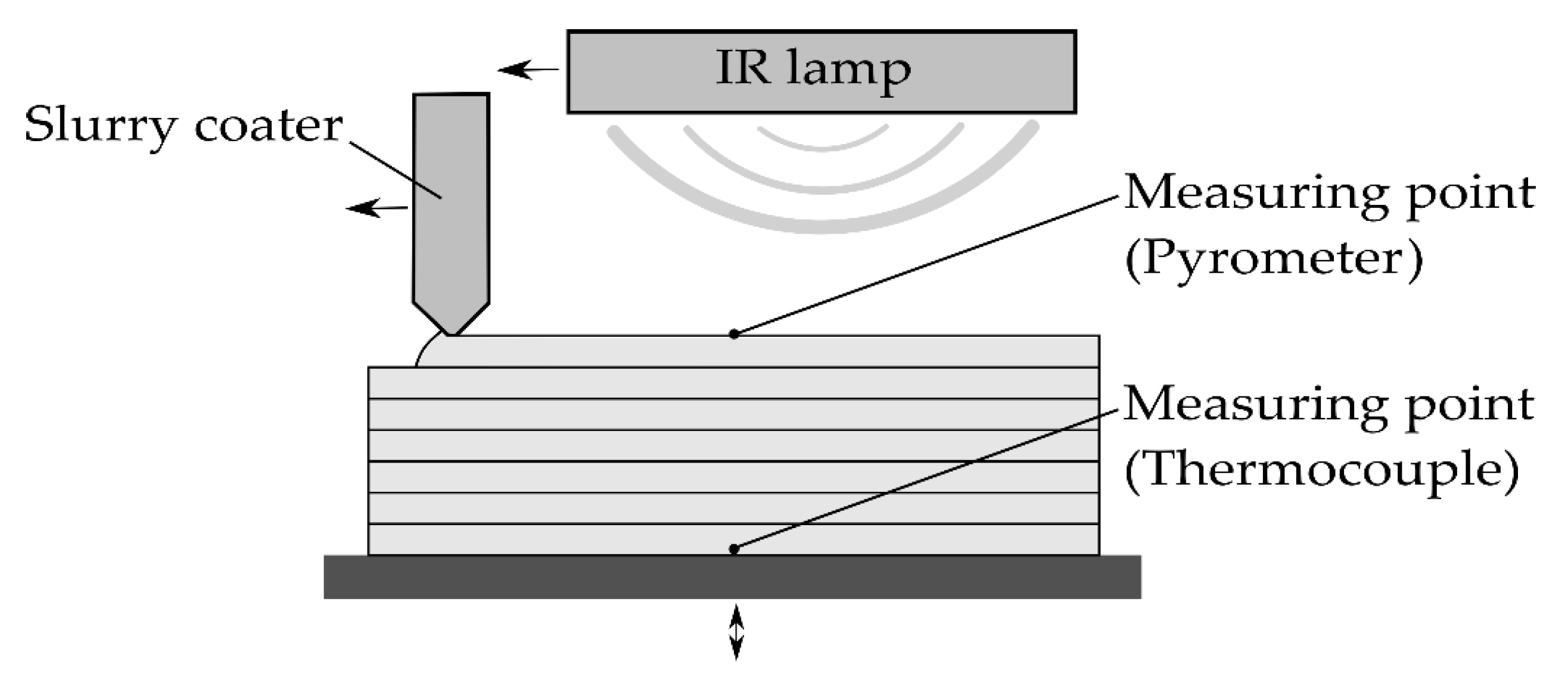
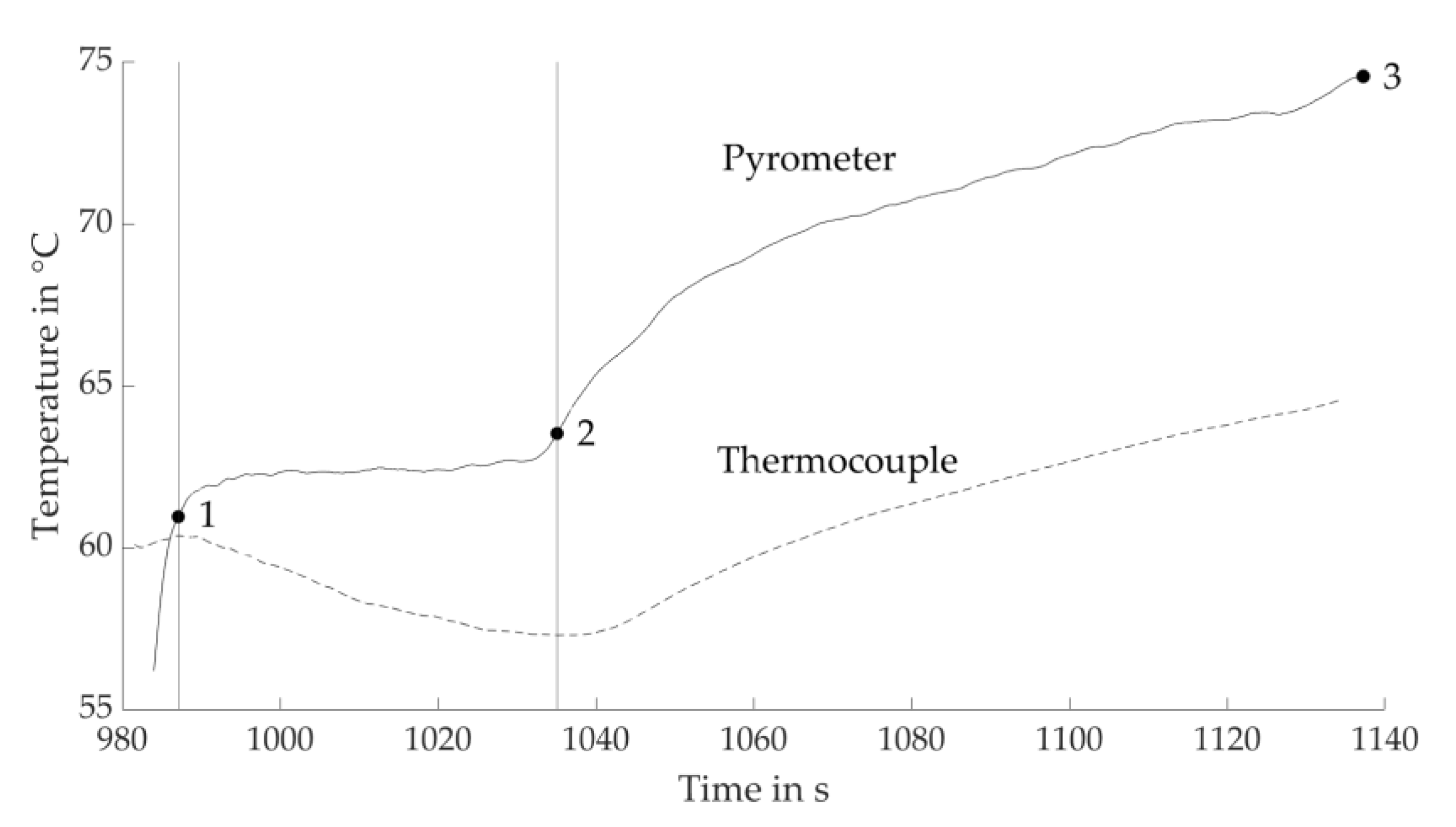
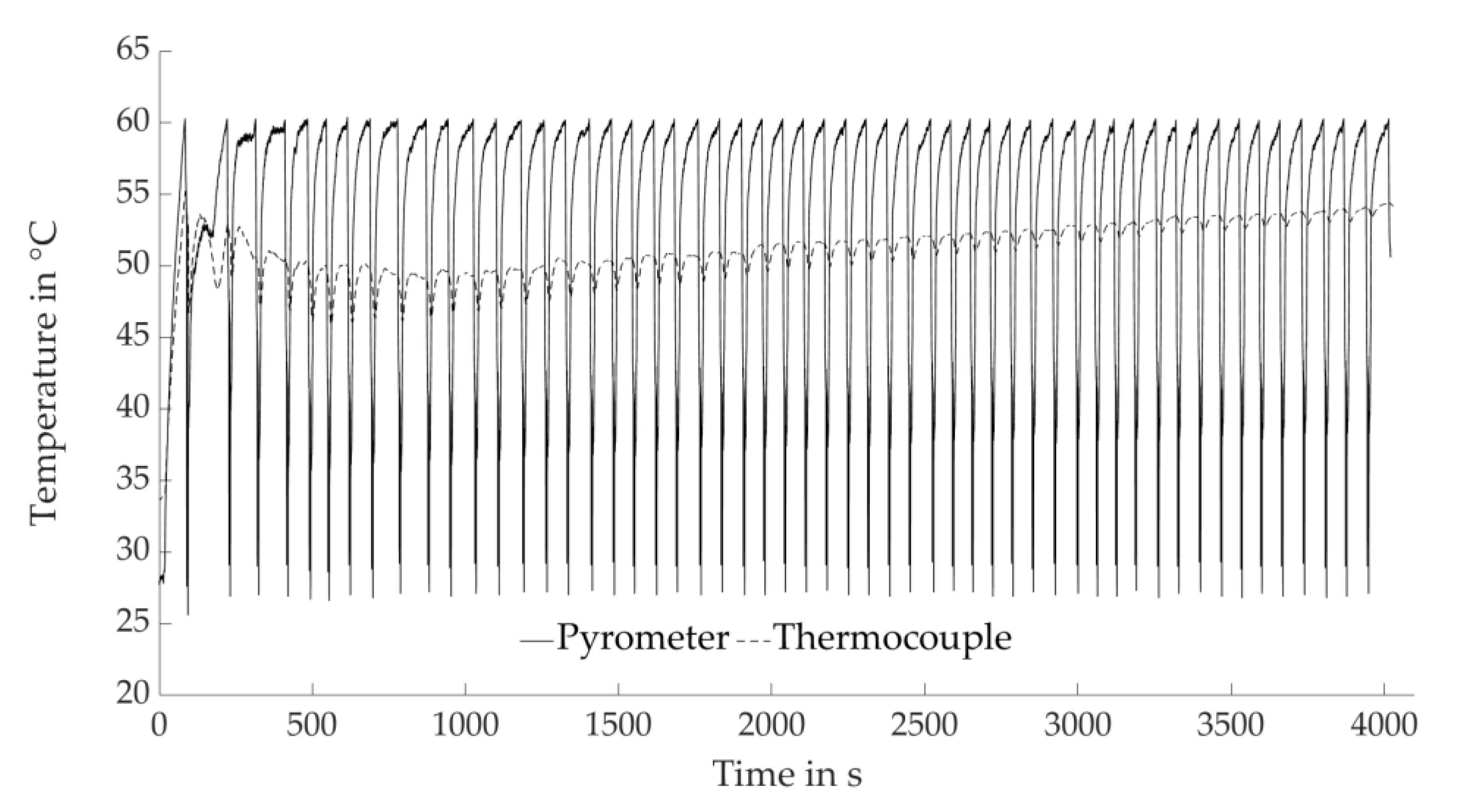
Figure 5 shows a typical temperature profile recorded within the process. The pyrometer signal actively impinges on the process, in particular the drying periods, by delivering digital values of the controlled variable that is queried during the drying step of each individual layer. In contrast, the thermocouple cast into the undermost layer monitors the actual temperature profile within the layer compound.
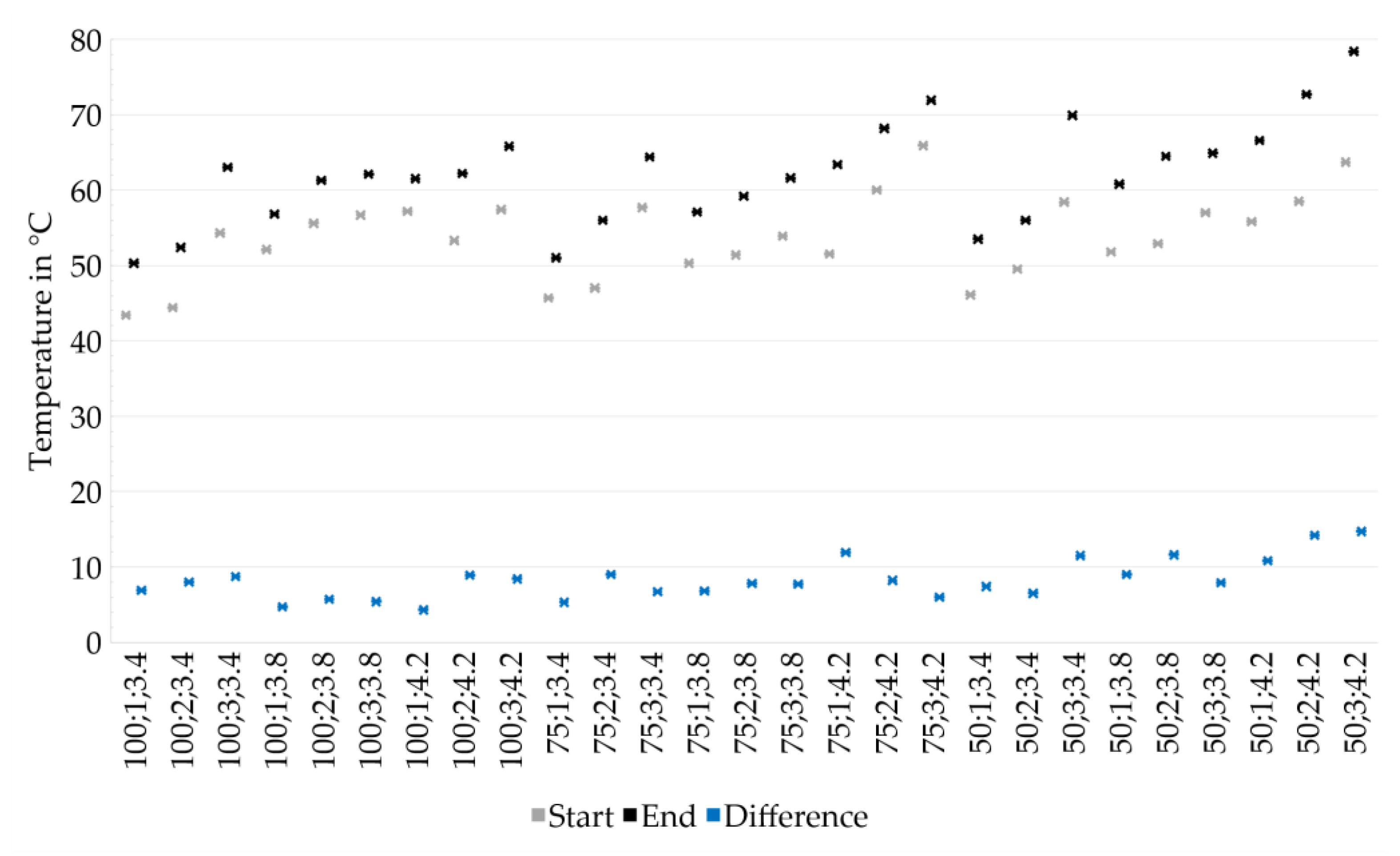
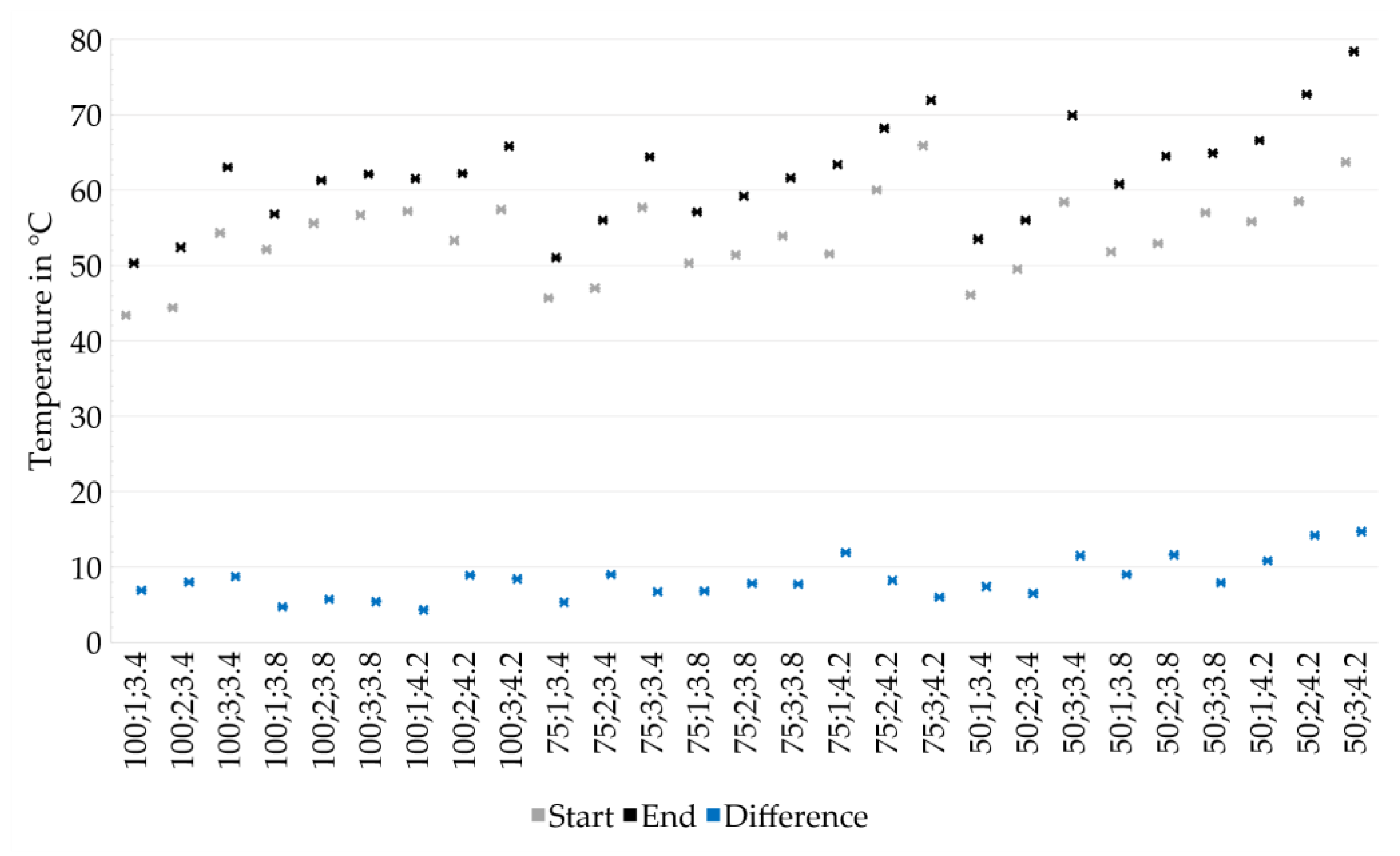
Figure 6 outlines the temperatures measured by thermocouple at the respective Layer 5 (corresponding to “Start”), compared to those acquired at the bottom layer when applying the last layer to each sample for different experiments. At higher drying intensities, increased absolute temperatures are determined. Additionally, longer drying periods result in higher temperatures. The attained absolute temperatures increase with lower layer heights, following the same trend for each layer height. While the temperatures at the uppermost layers differ between 53.5 and 78.4 °C at a layer height of 50 µm, they vary between 50.3 and 65.8 °C for the layer height of 100 µm and between 51.0 and 71.9 °C for the layer height of 75 µm. The decreasing absolute temperature for thicker layers is assigned to an increased amount of water being applied, which may result in a higher volume of liquid not being evaporated directly but soaked up by the underlying layers and cooling the sample. The test series with PAV = 3.4 V and Drying Point 3 are identified as outliers in
Figure 6, showing noticeably higher absolute temperatures. This is contributed to an experience-based selection of the Drying Points 3. At low drying intensities, the material is expected to be more tolerant regarding excessive drying since stresses are reduced.
All test series result in specimens, indicating that an appropriate process window for further investigations has been found, using the parameter sets as depicted in
Table 2. The method of defining the drying points, as described in
Section 2, is thus considered to be suitable. Nevertheless, there is potential for optimization regarding an increased uniformity of absolute temperatures during the layering process, which is assumed to further improve the overall quality of built parts.
3.2. Physical Properties
To analyze the physical properties, it is crucial to be aware of an inhomogeneity within each layer compound corresponding to one experiment. Regarding the process of applying slurry on demand, the start-up area is critical for defects. Eight specimens extracted from the middle to the rear part of each sample are used to analyze the achieved densities. Subsequently, five respective specimens of each experiment are analyzed in four-point bending tests. The number of samples n is noted in the diagrams’ subtitles. The results are checked for significance using pairwise multiple comparisons [
22].
The specimens for Drying Point 3 are found to be highly fragile. Therefore, only a few specimens are free of major defects prior to sintering. The respective experiments are excluded in the following subchapters analyzing density and bending strength. Instead, a microscopic analysis will provide a closer look at the microstructure.
All specimens are sintered and ground to the required dimensions prior to analysis.
3.2.1. Density
Analysis of the densities of the sintered specimens allows the prediction of beneficial parameter sets in slurry-based 3D printing. Density is considered to be a crucial property in forming processes of ceramics. High green densities are known to positively affect the sintered density as well as the shrinkage ratio [
23]. However, high densities are accompanied by reduced permeability. Drying bodies of reduced permeability, in turn, are expected to be more vulnerable to stresses during drying [
19] and might thus be critical for the overall process.
Herein, the density in the sintered stage is investigated since the particles of the layer compounds are not bound by a binding agent but only agglomerated during drying. The specimens thus gain sufficient strength for handling by sintering only.
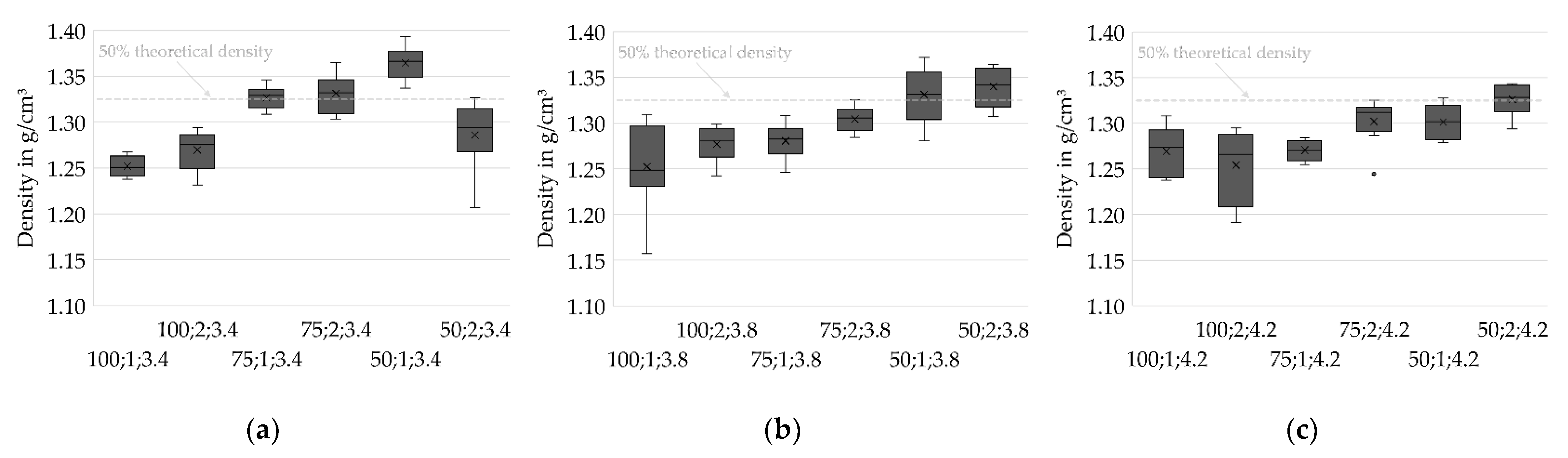
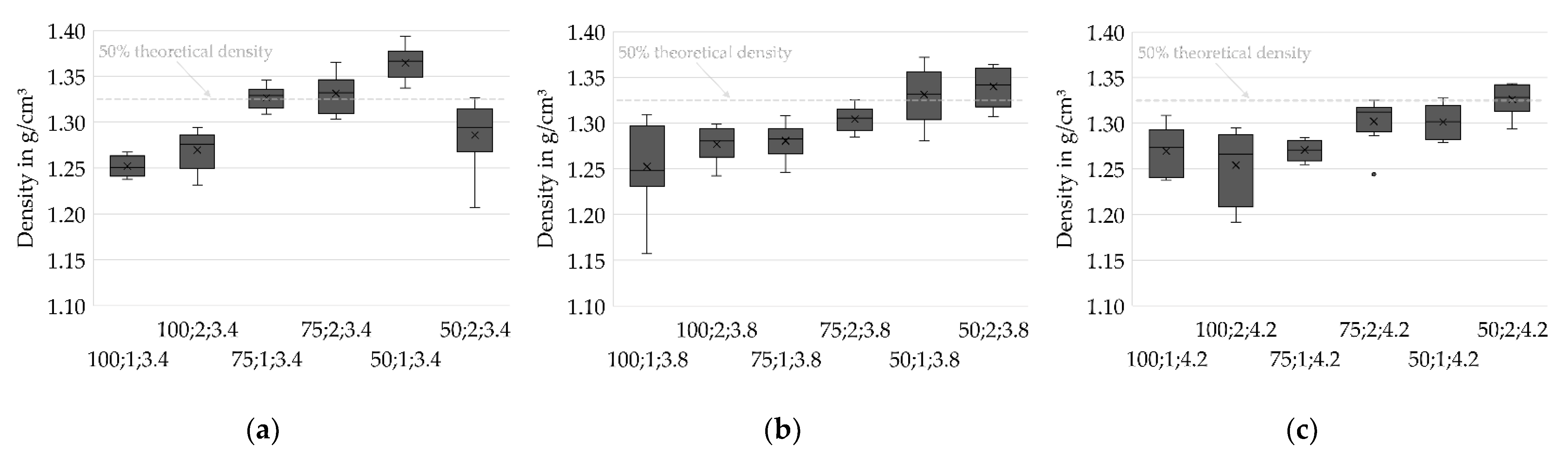
Figure 7 shows the density distributions for varied values of IR PAV and indicates higher densities at Drying Point 2 compared to Drying Point 1. For most of the test series, lower layer thicknesses positively impact the density of the specimen. However, one remarkable deviating test series (50;2;3.4) stands out. The cause of this unexpected behavior is unknown and might be related to an untraceable deviation in the fabrication process since an in-process temperature profile strongly differing from the ordinary course, depicted in
Figure 5, was found. Further investigations are required to identify whether the behavior is systematic.
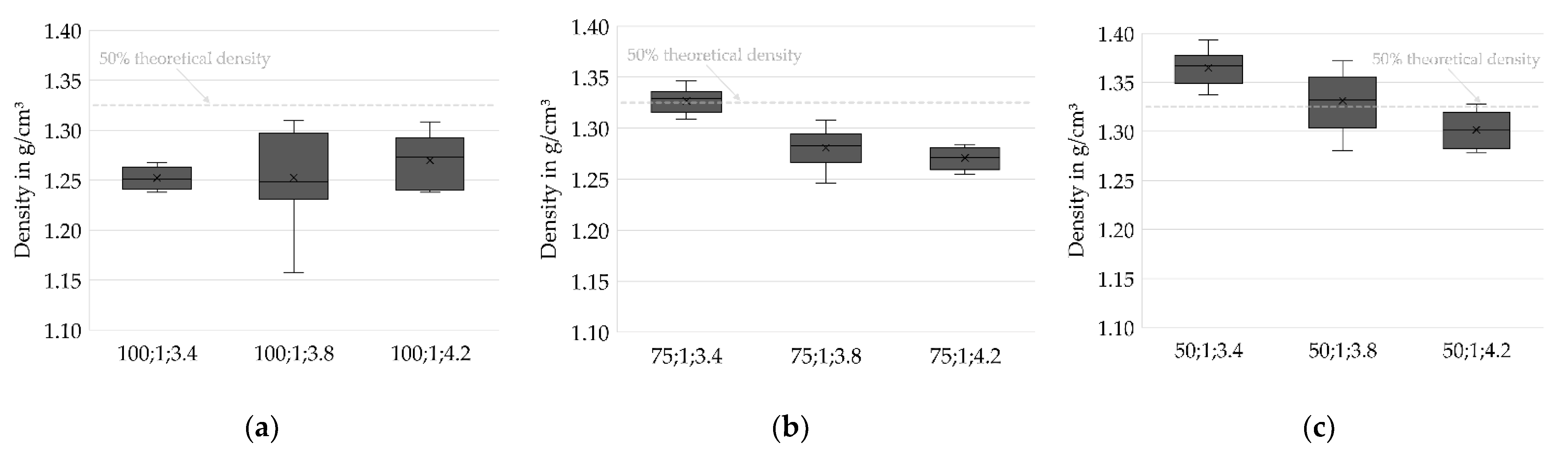
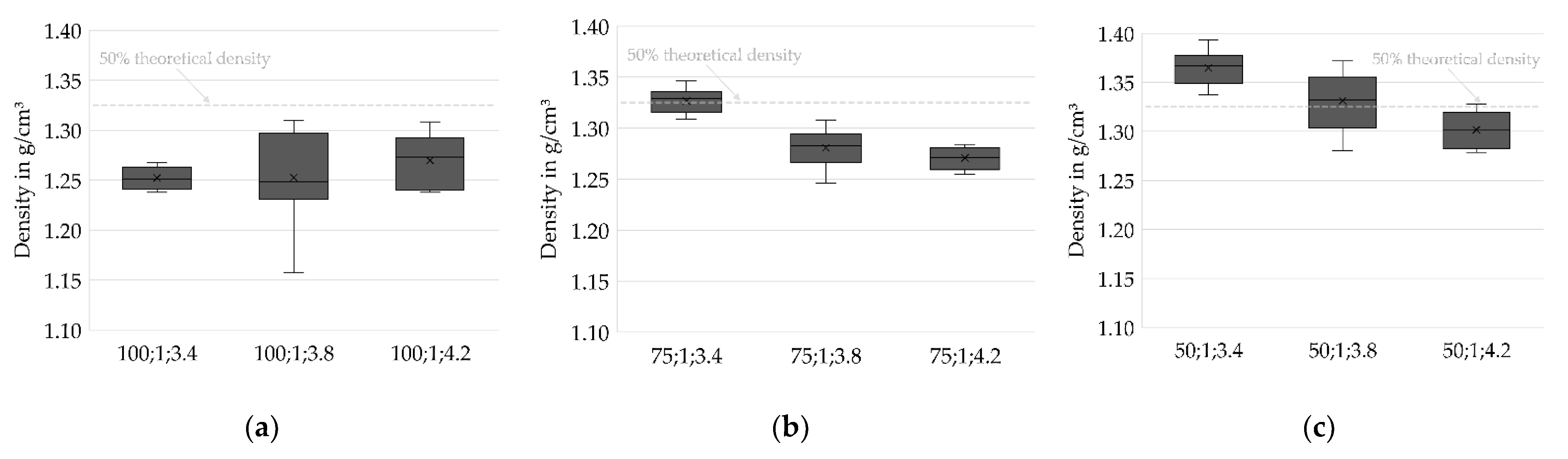
Additionally,
Figure 8 shows that higher densities are achieved at low PAVs of the IR heater. At h = 100 µm, where the lowest densities occur in general, no trend can be identified. However, the results from h = 50 µm and h = 75 µm clearly suggest low heating intensities and therefore slow drying rates being beneficial for achieving high densities. The reason might be a reduced level of stress for a slow and therefore increasingly homogenous drying, as well as an increased amount of water that is soaked into the layers underneath instead of evaporating immediately on the surface, leading to an increased green packing density caused by particle rearrangement and capillary forces.
A statistical two-sample location test [
22] is utilized to confirm the hypotheses stated above and to assess the statistical significance of the results. The significance level α is set to 0.05.
A total of 62.5% of the mean density values acquired for layer height h = 100 µm are found to differ significantly from those for the lower layer heights. Furthermore, 47.6% of the mean densities for Drying Point 1 can be significantly distinguished from those for Drying Point 2. A total of 45.8% of the mean densities measured for PAV = 3.4 V are significantly distinguishable from the higher IR heater intensities. The statistics indicate an overlap of data for the test series. However, the overall average percentage of significance between all samples equals 41.1%. This supports the hypothesis of a causal relationship as stated above.
3.2.2. Four-Point Bending Strength
Analyzing the strength of brittle materials is a highly challenging task, since statistically distributed flaws usually initiate fractures within brittle material. Strength is dependent on the size of the major flaw as well as the size of specimen, since flaws are more likely to appear in large specimens. Therefore, the strength of ceramics must be described with statistics [
24]. A detailed and proofed statistic on bending strength distributions cannot be provided in this study, since it demands an increased number of samples for every test series. However, the bending strength distributions will give a first guidance on process-related contributing factors.
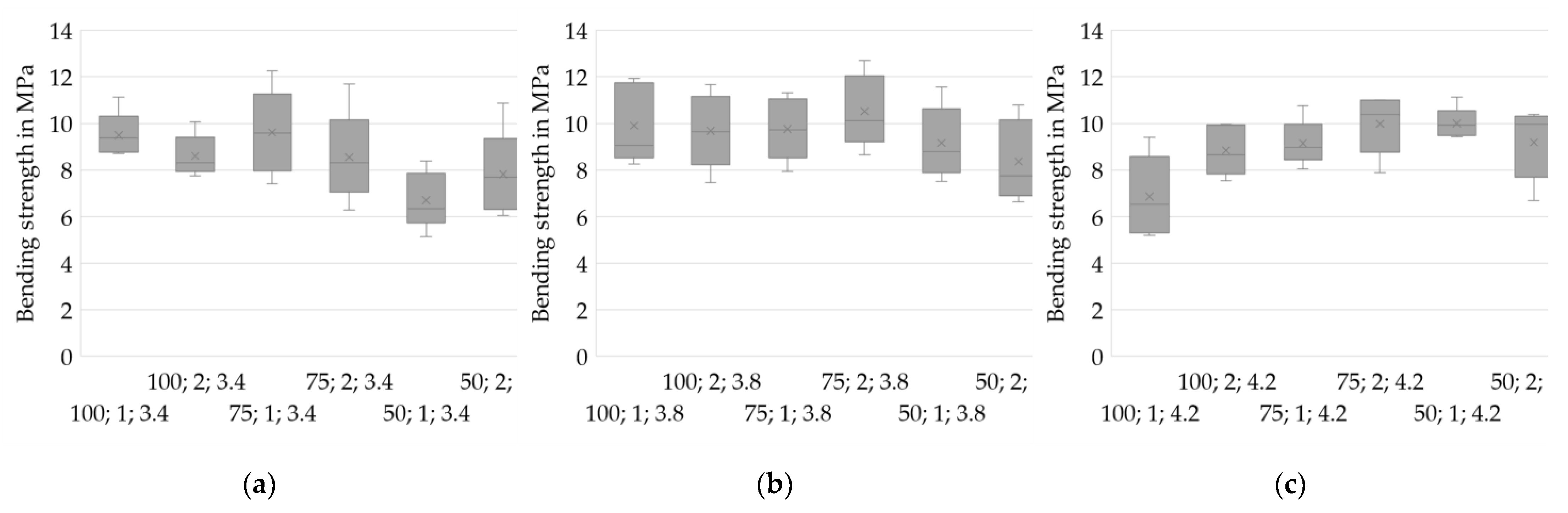
Figure 9 depicts the bending strengths for different drying intensities. While (a) (PAV = 3.4 V) shows rather low strengths at low layer heights, (c) indicates the opposite effect with PAV = 4.2 V. This effect may result from an enhanced compatibility of low layer heights with high drying intensities and of high layer heights with low drying intensities, regarding stress-free drying.
Neglecting the series with layer heights of 50 µm, longer drying periods (Drying Point 2) seems to positively affect the specimens when using higher intensities, whereas again the opposite is suggested at PAV = 3.4 V.
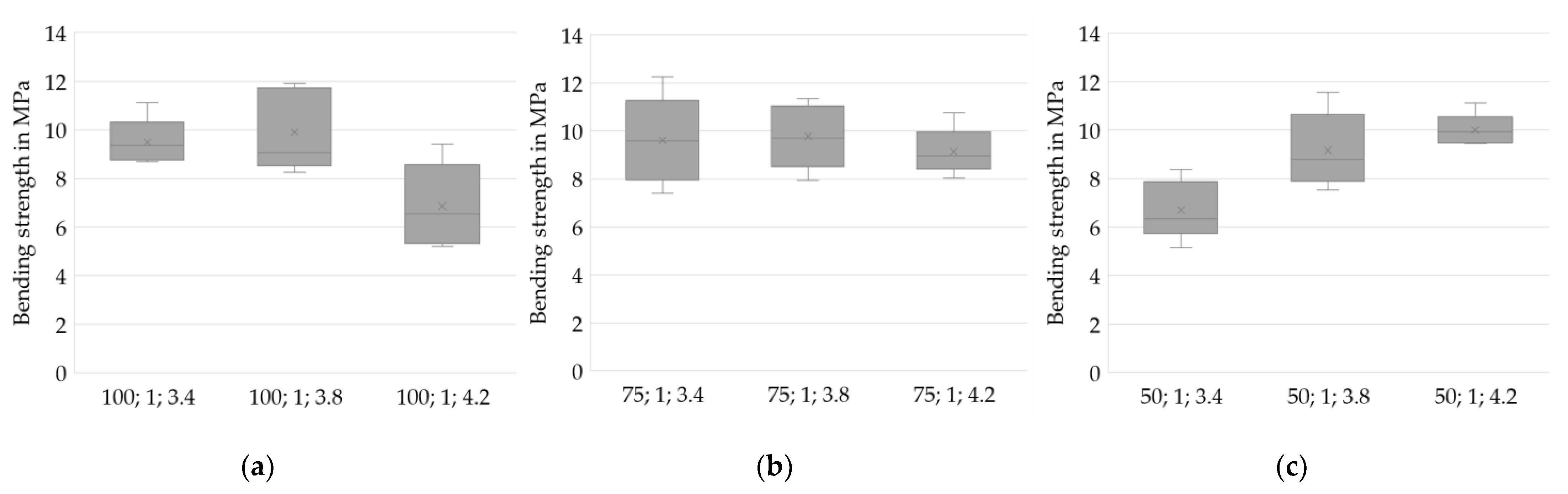
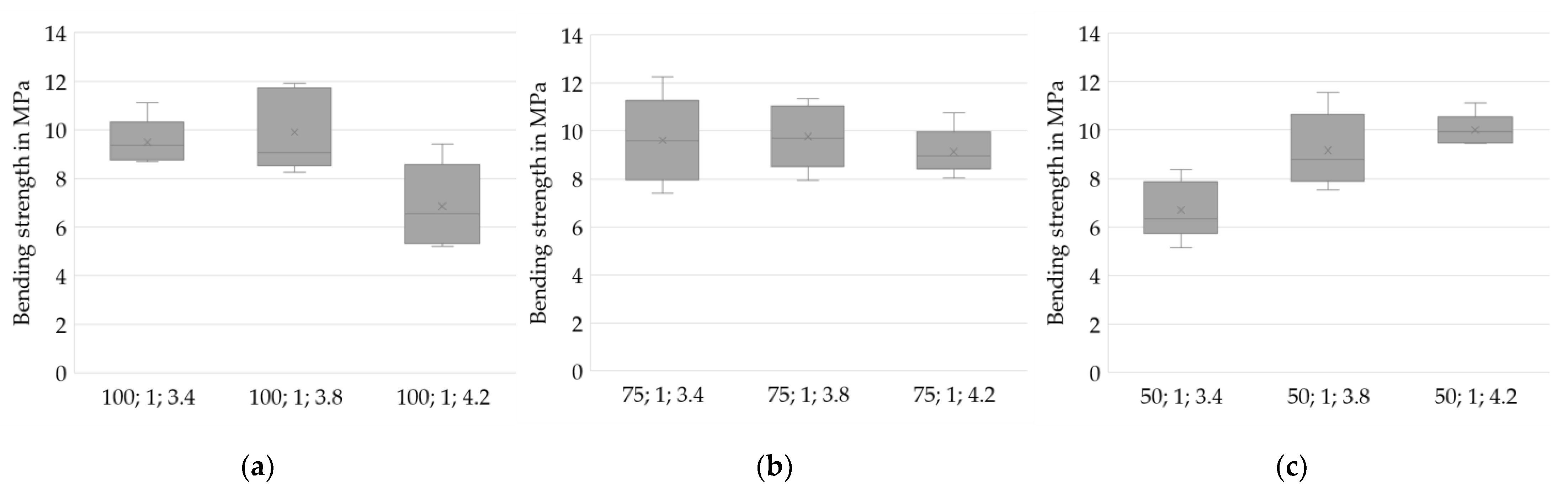
In
Figure 10, the respective bending strengths are depicted regarding the layer heights at Drying Point 1.
Figure 10 indicates that lower drying intensities might be beneficial for higher layer thicknesses (a) and disadvantageous for lower layer thicknesses (c). An increased formation of stresses at higher drying rates for large layer heights than for thin films and the high absolute volume of water being rapidly evaporated might be the reason for a creation of major defects.
The statistical test shows only two test series differing significantly at α = 0.05. The series 75;2;3.8 differs significantly from 50;1;4.2 as well as from 100;1;3.4. Therefore, no statistically relevant conclusions can be derived for the bending strength results. However, the comparison gives only hints on process parameters tending to provoke flaws in the used setup. A higher number of specimens is necessary to verify the results. Regardless of the PAV setting, four-point bending strengths of ~10 MPa were achieved. The magnitude of bending strengths complies with the results of three-point bending tests while developing the sintering process [
9]. In further investigations and industrial application, an adjustment of the physical properties in the sintering process is proposed to achieve the respective desired properties. At the same time, an optimization of the 3D printing process regarding an economic build-up rate is suggested. High drying intensities result in high build-up rates and are therefore favorable in economic terms.
3.2.3. Microscopy
Previous investigations showed that the layer height reaches the preset value at Layers 10–15 for layer heights of 50 to 100 µm. Herein, no samples are analyzed below Layer 15. As mentioned above, the samples of Drying Point 3 did not show sufficient handling strength to be analyzed for density and bending strength.
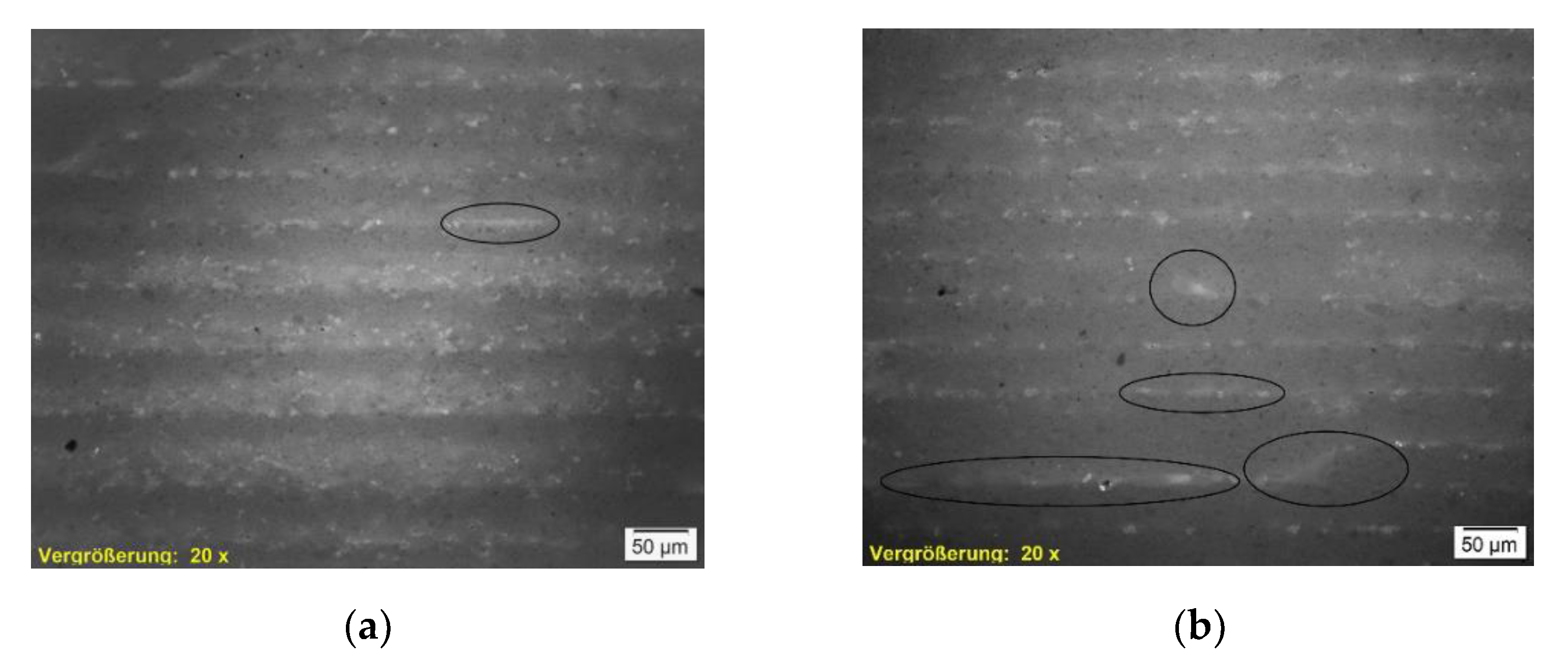
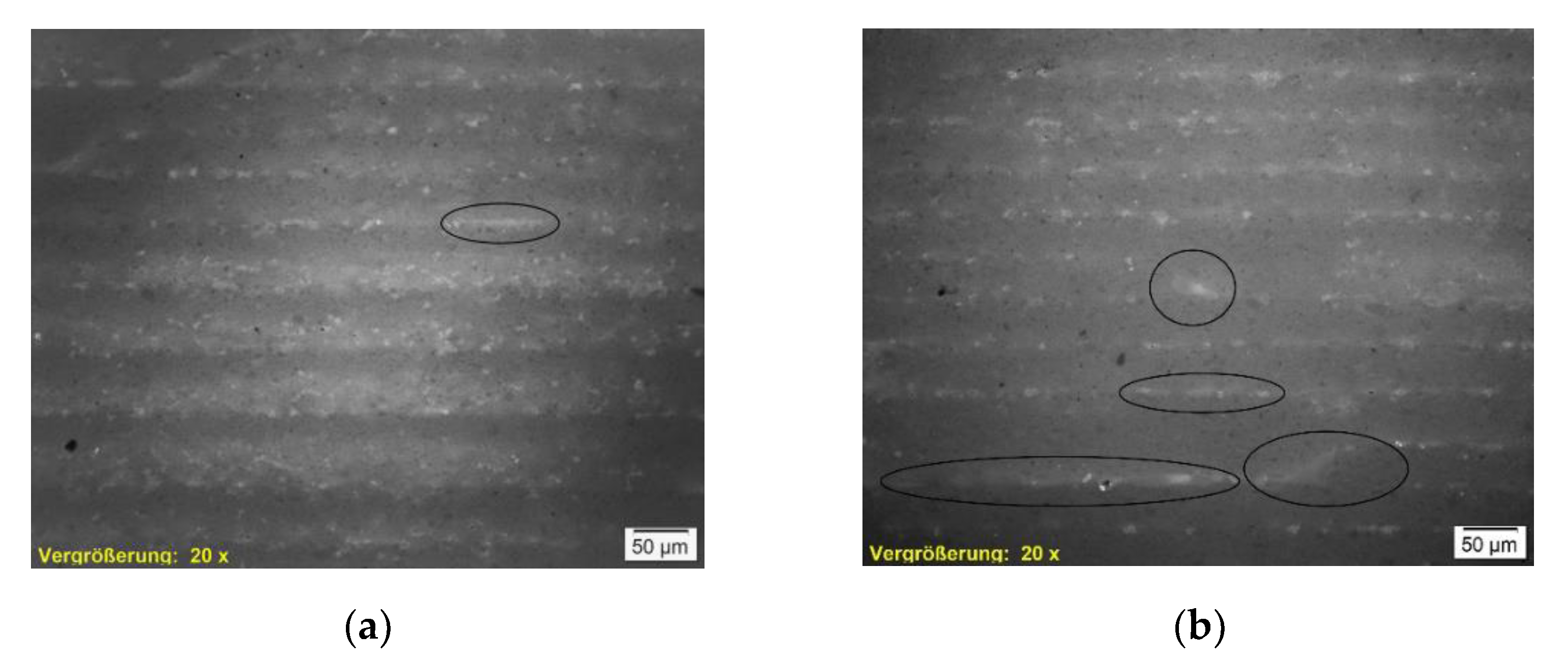
Figure 11 presents a comparison of two specimens of the same layer height and drying intensity, but different drying points. Major flaws are visible for Drying Point 3 in (b) compared to Drying Point 1 (a). Nevertheless, (b) exhibits a smaller proportion of porosity, indicating an overall increased density.
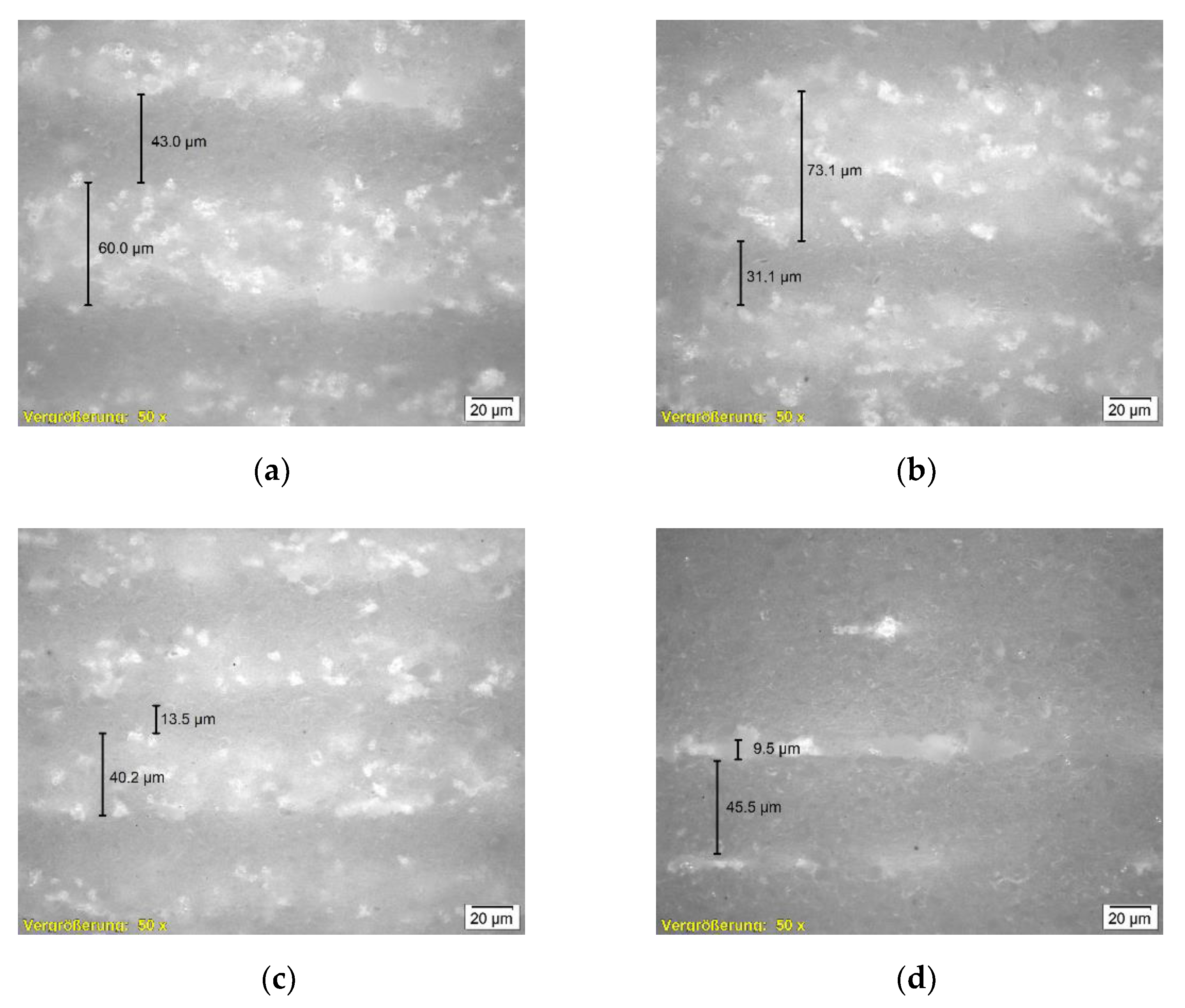
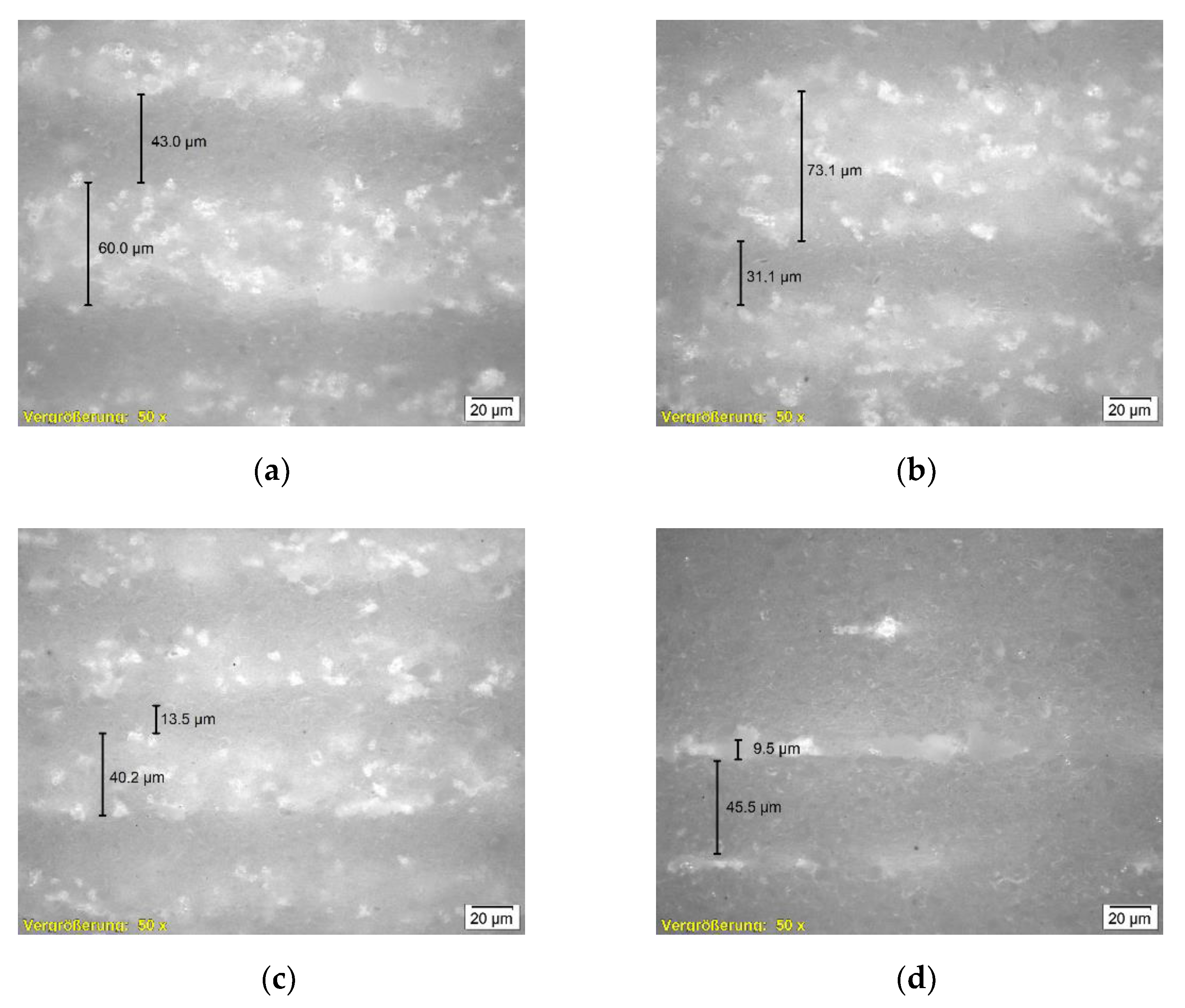
Figure 12 allows a closer look at those areas. The images of the samples depicted in (a), (b), and (c) show approximately similar proportions (~30% dense, darker areas/~70% porous, brighter areas) of two phases representing one layer. In contrast, a highly dense structure pervaded by a thin layer of accumulated pores can be observed in (d). From fracture mechanics, it is known that notches smaller than the intrinsic defects (looking at porous ceramics represented by the pores) are not decisive. Therefore, a critical size of non-damaging notches for porous materials is discussed in the literature [
25]. The flaws and accumulated pores detected in
Figure 11b and
Figure 12d are suspected of being critical in conjunction with the overall relatively dense structure. Further investigation focusing on these observations and the respective results of density and bending strength is suggested.
The layers of increased density are assigned to the near-surface area. The direct contact with radiation and convective heat is assumed to cause excessive drying within this area, resulting in local compression during shrinkage of each layer. The specimen shown in
Figure 12d was produced at absolute temperatures of ~60–80 °C (measured at the undermost layer). A more intense densification is apparent in approximately 90% of the layer. Dependent on requirements in application, it might be a conceivable solution to configure the microstructure as needed in the respective casting core or even region of the casting core.
3.3. Surface Roughness
The surface roughness of the specimens is analyzed on top of the uppermost layers and perpendicular to the coating direction for further hints on beneficial parameters for slurry-based 3D printing.
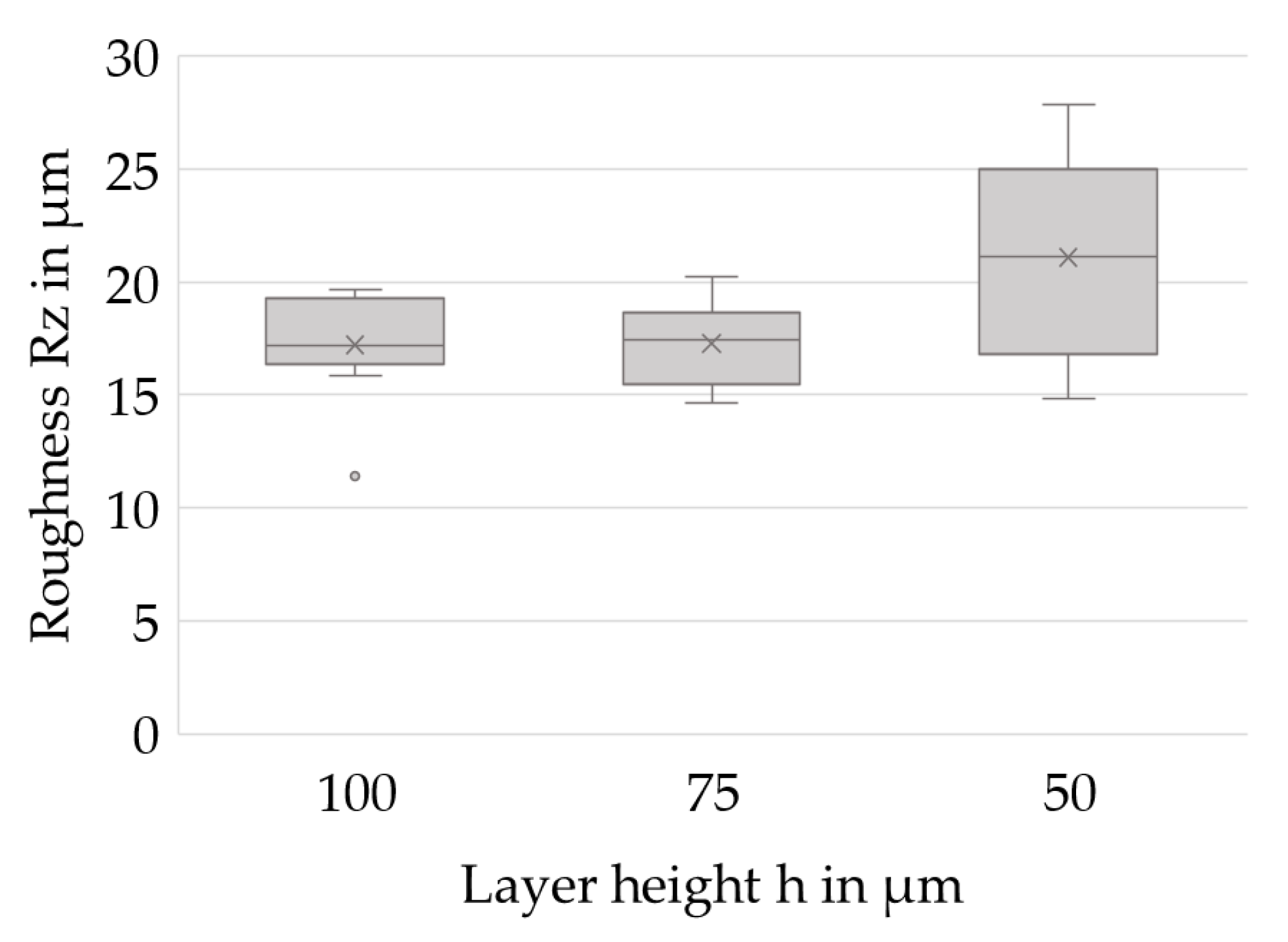
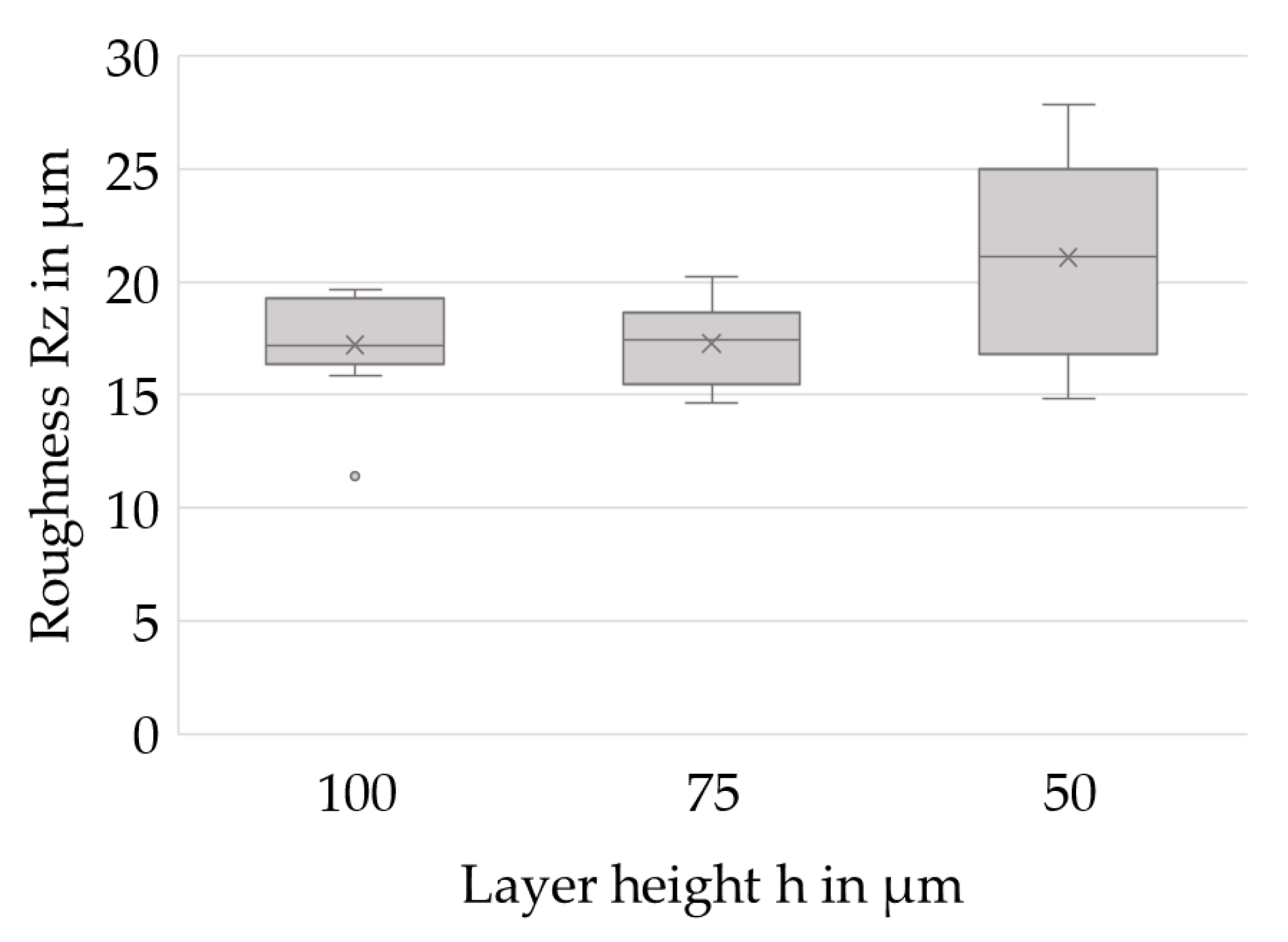
Figure 13 shows the average roughness depths
Rz for the investigated layer heights and points out a constant level of roughness for layer heights of 100 and 75 µm, while increased roughness values become visible at h = 50 µm. However, no significant differences between the test series are determined using the multiple comparison procedure. The increased roughness values within this study are assumed to indicate an inhomogeneous coating process at layer heights of 50 µm, since repetitive flaws are considered to cause major irregularities on the surface.
4. Discussion
Drying periods between Drying Points 1 and 2 are found to be suitable for slurry-based 3D printing at different parameter sets in this study. Excessive drying until Drying Point 3, which is assigned to the second falling rate period of drying and therefore causes evaporation inside the porous body, has been found to be unfavorable regarding the mechanical properties since major flaws are likely to occur. In porous materials, notches smaller than the intrinsic defects are considered to be non-damaging [
25]. Regular porosities within the specimens are considered to be intrinsic defects. The microstructure of the specimens with Drying Point 3 indicates an overall increased density, corresponding to the respective top areas of each layer for other specimens. The densified microstructure is assumed to result in reduced permeability. Moreover, rapid evaporation is expected to occur while making contact with a lower layer that was heated excessively to Drying Point 3. Therefore, an increase in drying stresses due to high drying rates and low permeabilities, as stated in [
19], is expected to result in cracks and residual stresses. Assuming material behavior in accordance with the fundamentals in fracture mechanics stated in [
25], the mentioned effects of densification and flaw creation may both contribute to the vulnerability of the Drying Point 3 specimens. Further investigations may focus on material and process parameters provoking and preventing flaws to realize highly densified structures without major defects that might be beneficial for certain applications. Approaches might include developing processible slurries of enhanced solid fractions or modifying the drying method.
In general, micrographs showed a densification at the respective near-surface areas of each layer and porosities at the contact with the layer below. Since the near-surface areas are directly exposed to radiation, densification caused by shrinkage is suggested to be a reasonable explanation. Zocca et al. [
3] state that due to the free settling of particles, no interface between the individual layers becomes obvious in slurry-based 3D printing. In this study, an interface between the layers was detected for every specimen. Densification of the layer in direct contact with the soaking previous layer, due to rearrangement of particles and capillary forces, was not detected. Future investigations involving binder application are needed to provide evidence that no particles from the freshly applied layer are soaked deeper into the top of the previously cast layer by capillary forces using the slurry material and setup described herein.
Evaluating the density distributions, specimens of lower layer thicknesses exhibit increased densities. Moreover, higher densities are determined at Drying Point 2 compared to Drying Point 1. These findings coincide with the previously stated theory of densification at near-surface areas. However, deeper analysis is required for more evidence.
Overall, layer thicknesses below 100 µm show enhanced properties. Low IR radiation is recommended regarding density, while specimens at h = 50 µm exhibit improved bending strengths at a higher IR intensity. Since flaws and their sizes are decisive in fracture mechanics of brittle materials [
25], it is assumed that these are more likely to occur for the test series, resulting in low bending strength. Therefore, specimens containing flaws caused by irregular coating or internal stresses are expected to show low bending strengths, especially at higher densities. However, comprehensive statistics are needed for a reliable statement on favorable parameter sets.
The surface qualities are expected to meet the requirements for investment casting since all gathered data show an average roughness depth Rz of <30 µm in plane. The test series at h = 50 µm exhibit comparatively poor surface qualities that are attributed to irregularities caused by the setup for coating on demand. As a consequence, adjustments to the process sequence will be made in order to further optimize the process.
Overall, it can be stated that a process window applicable for 3D printing of sinterable casting cores has been identified. Bending strengths between ~8 and 11 MPa as well as densities between ~1.25 and 1.35 g/cm³, corresponding to theoretical densities around 50%, have been achieved at a layer height of 75 µm. Furthermore, these specimens showed a mean roughness depth Rz of 17.5 µm and are thus generally suitable for applications in investment casting.
In contrast to conventional 3D printing material systems for casting applications, binder-related effects such as adhesion to the powder or storage stability are of less importance and not studied herein. Since the binder medium is used only to outline the geometry and constitute a sufficient green strength for handling, the final strength is adjustable by appropriate sintering parameters. However, further research activities involving the whole process chain will lead to more comprehensive process knowledge.
5. Conclusions
This article comprises a study of slurry-based fabrication of ceramic layer compounds. A material system suitable for applications in casting technology was used [
9]. The study focused on the characterization of specimens fabricated at different parameter sets related to drying, by altering the drying periods and intensities as well as the layer heights. A process window for fabricating sinterable casting cores conceivable for application in the casting industry has been identified. Bending strengths of ~8 and 11 MPa, a theoretical density of ~50%, and mean roughness depths of ~17.5 µm were achieved with layer heights of 75 µm. The process parameters investigated are shown to be beneficial for layer thicknesses lower than 100 µm. The results also indicated that higher densities are be achieved when drying until the first falling rate period. However, further extensive investigations are suggested to provide statistical evidence for the new findings and clear correlations between the process parameters and the physical properties of slurry–cast layer compounds.
In addition, a new method for process control for slurry-based additive manufacturing technologies focusing on drying parameters has been presented and its suitability has been shown.
Specified requirements for the application in casting technology will influence the further focus on developments, since both porous and highly densified casting cores may be beneficial depending on the respective application and decoring process.
Overall, slurry-based 3D printing of sinterable casting cores shows high potential for casting applications. Temperature-stable high-strength casting cores are achievable at surface qualities approaching those required for investment casting applications while using well-established and scalable binder jetting systems.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}