
Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr–1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires


 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
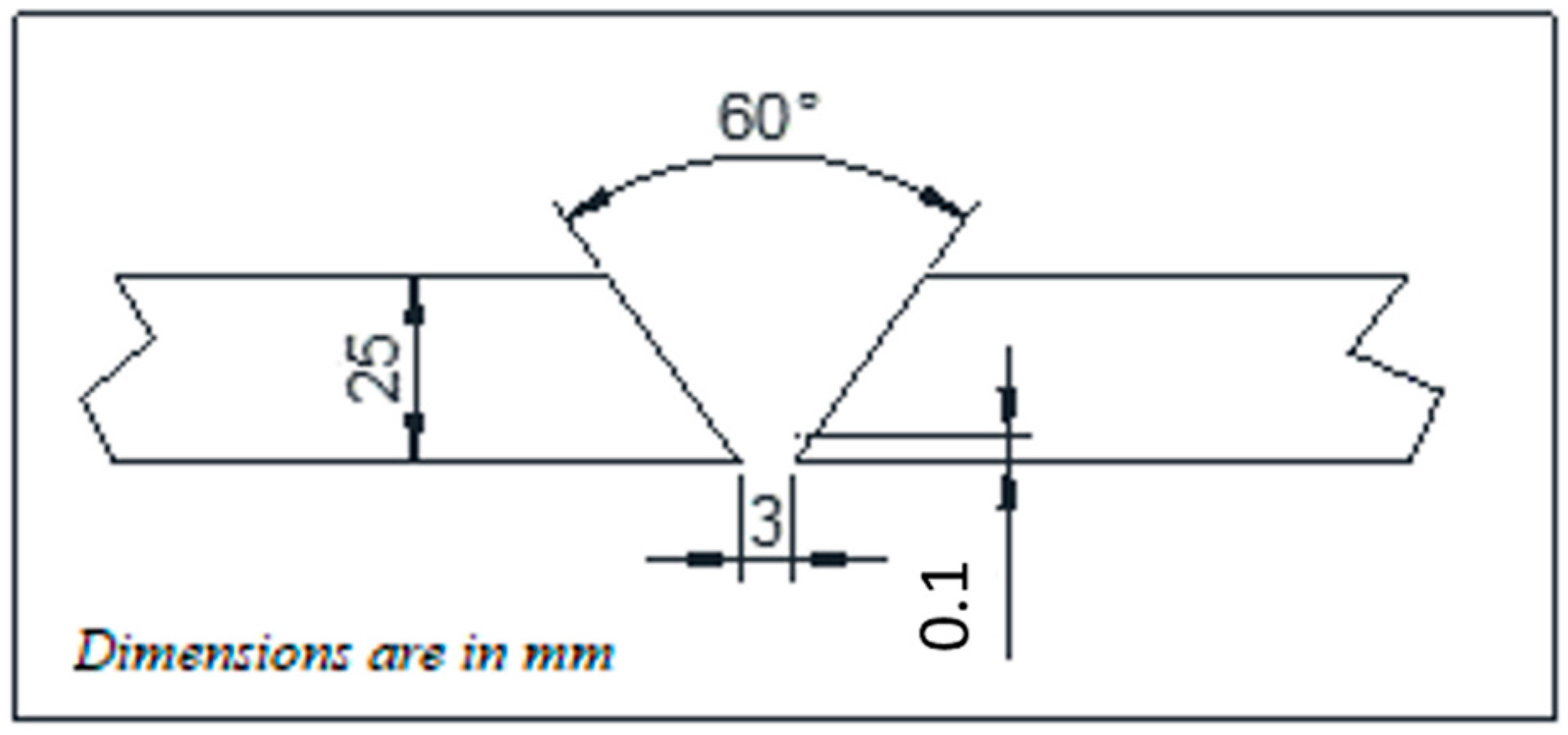
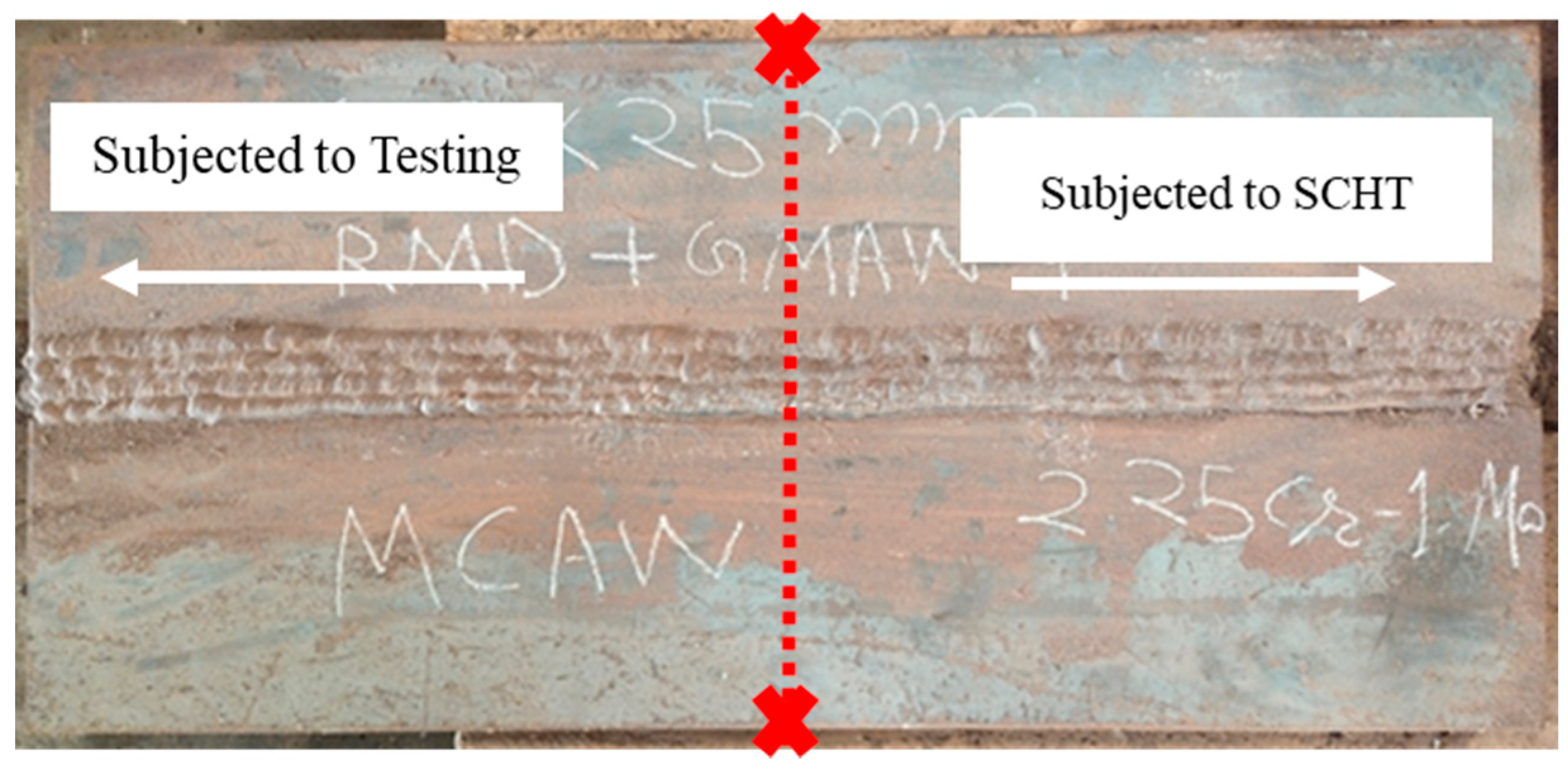
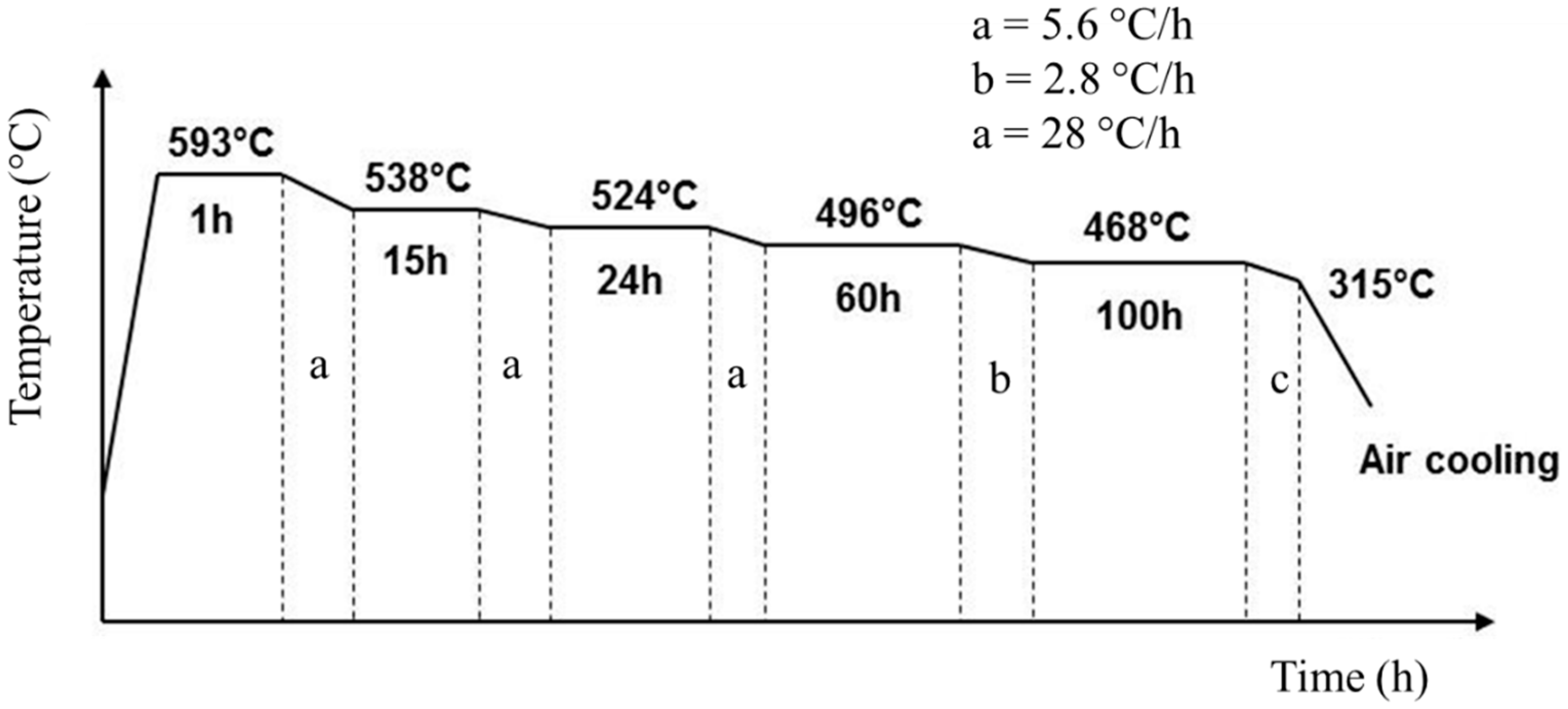
2. Materials and Methods
3. Results and Discussion
3.1. Macrostructure Analysis
3.2. Examining Temper Embrittlement Susceptibility
3.3. Microstructural Analysis
3.4. Toughness and DBTT Values
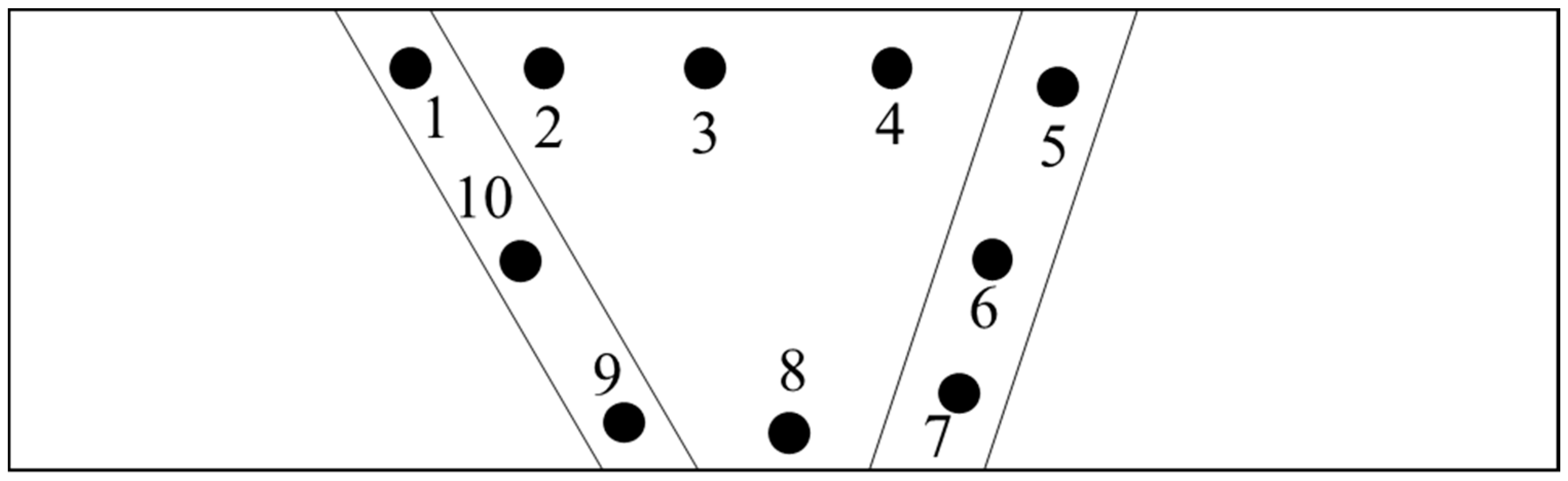
3.5. Hardness Variation
4. Conclusions
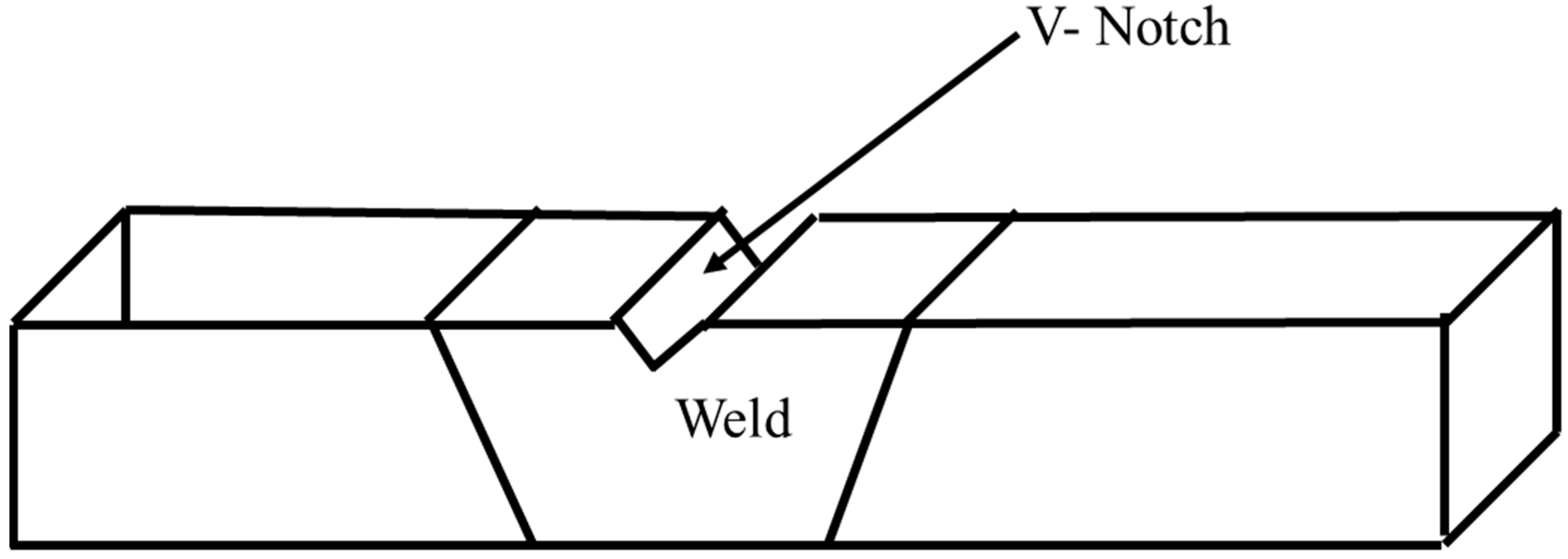
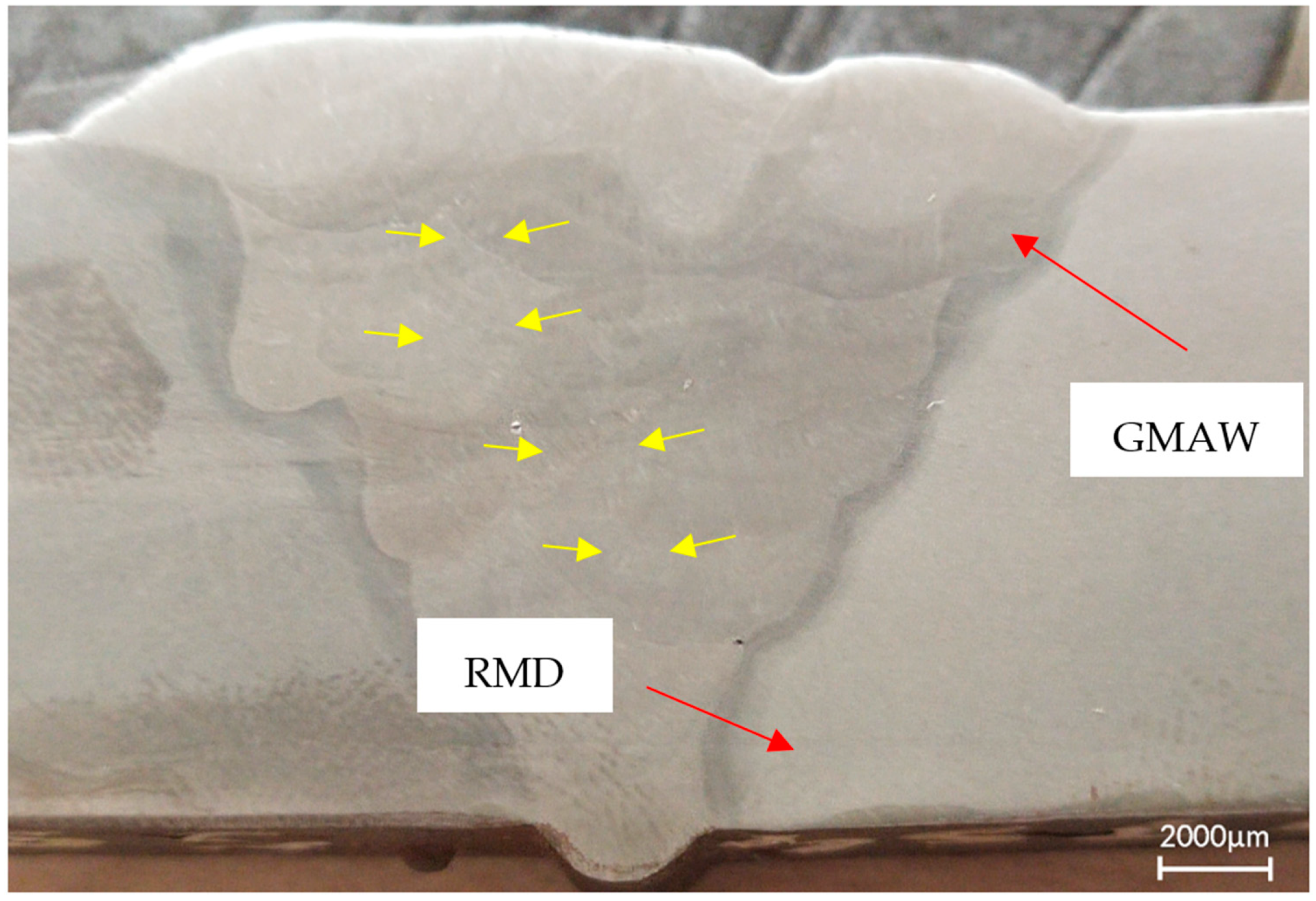
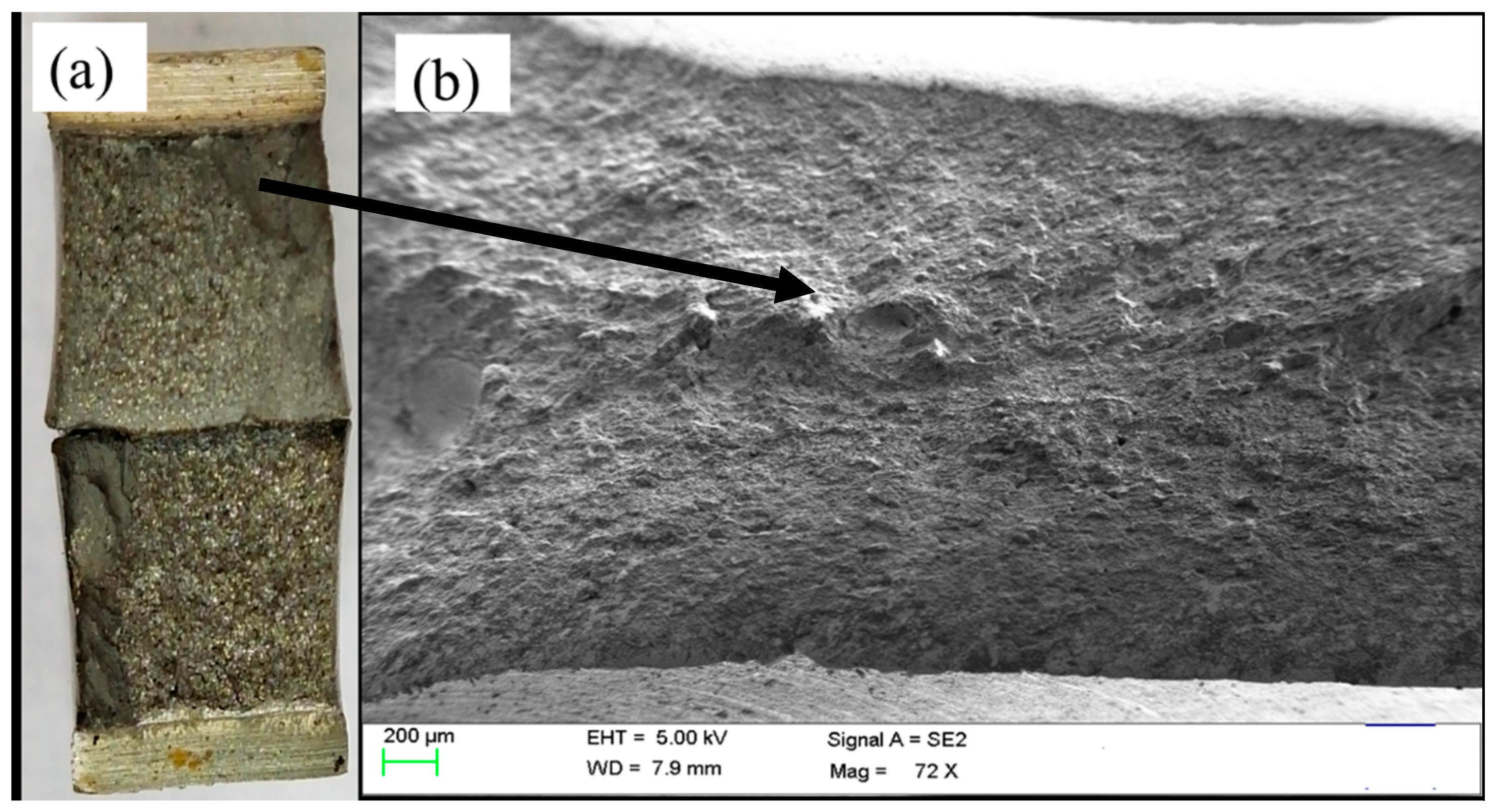
- The weld macrostructures indicated a sound fusion without any evident defects such as lack of fusion or porosity. This established the weld parameters for the hybrid welding of 2.25 Cr–1.0 Mo using RMD and GMAW with metal-cored wires;
- Bruscato X-factor values of 15.4 indicated marginal chances of temper embrittlement. This was owing to the presence of a higher amount of impurity elements in the metal-cored wires;
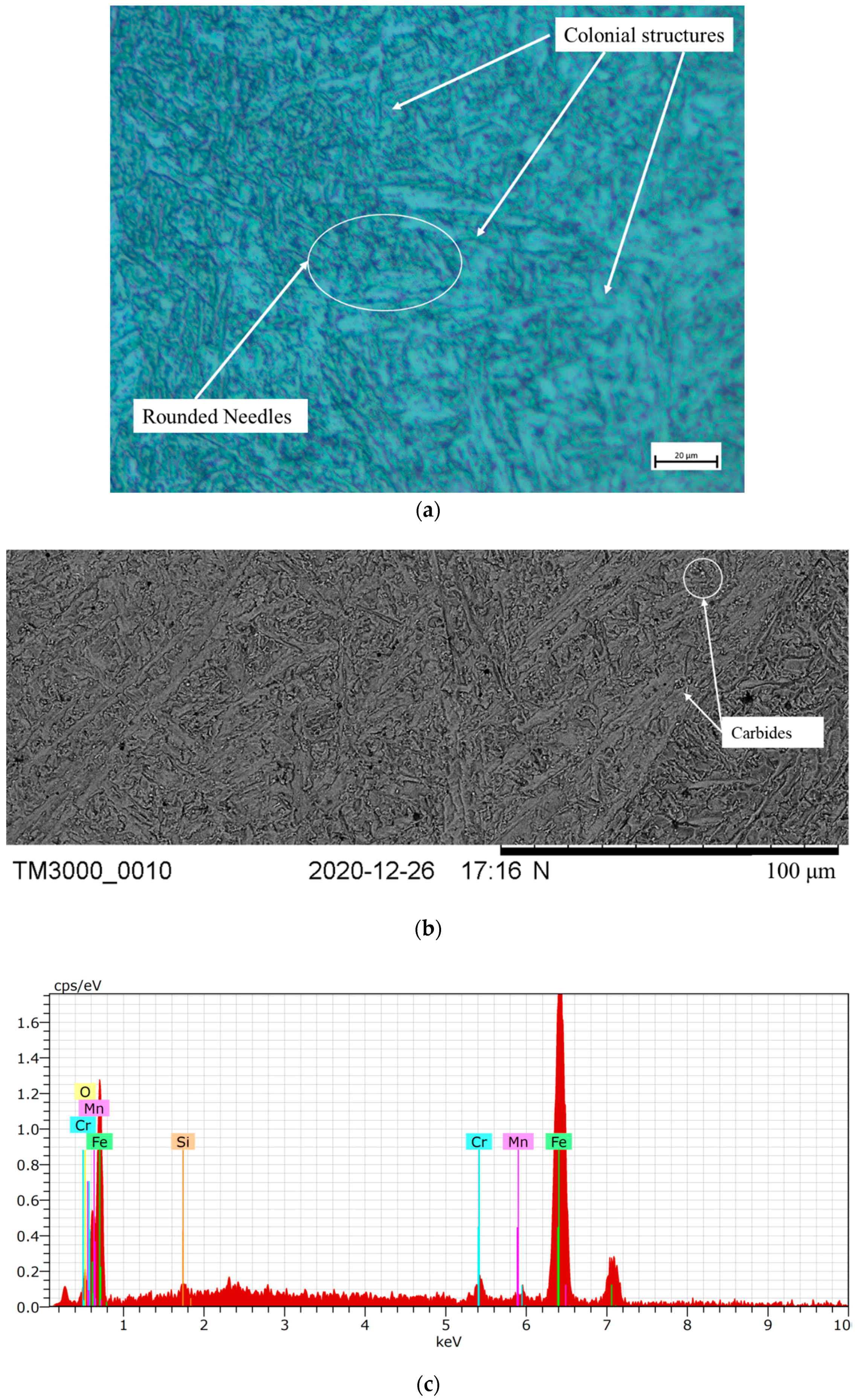
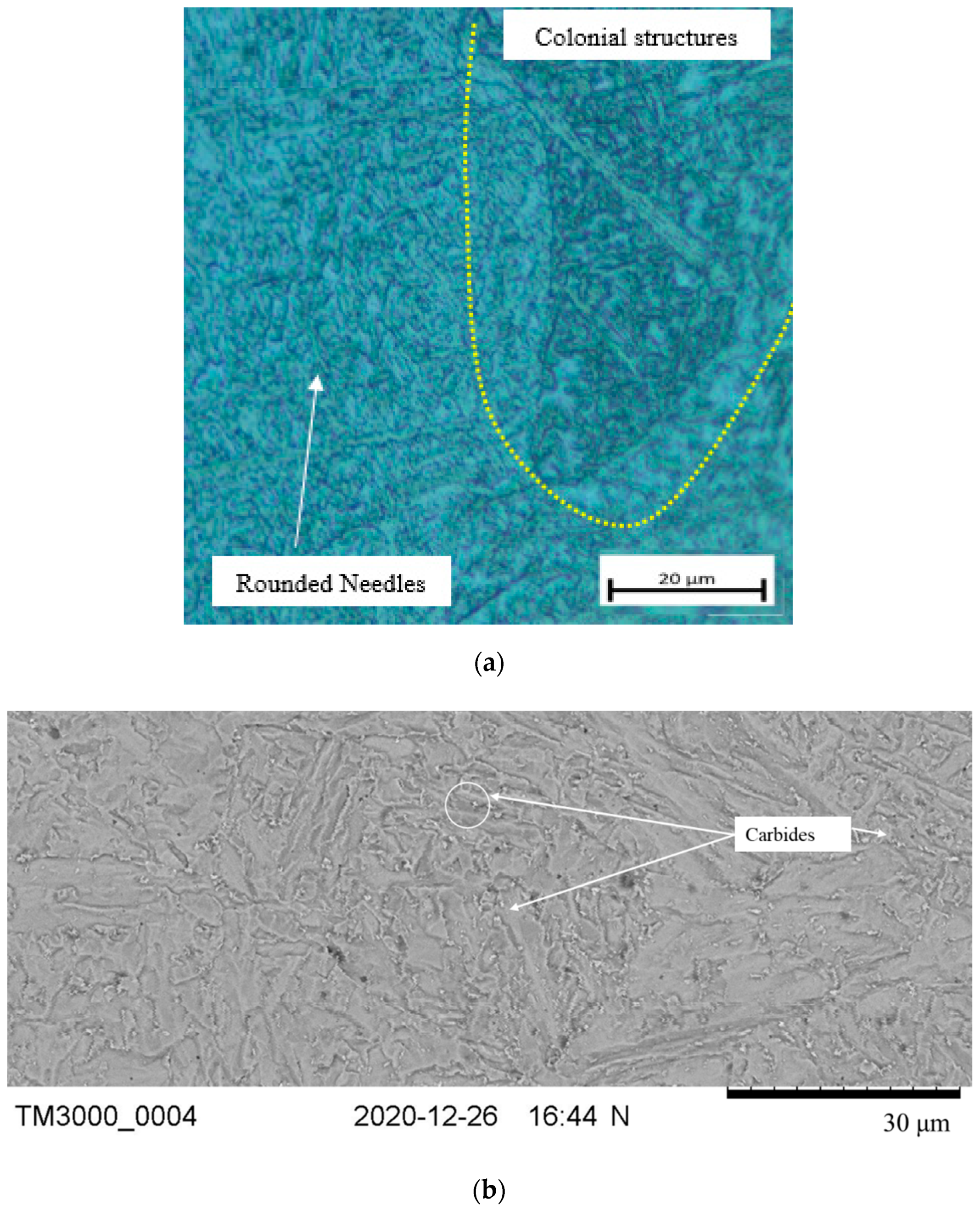
- The weld microstructures showed evident colonial structures indicating a tempered martensitic structure with optimum hardness and requisite impact toughness;
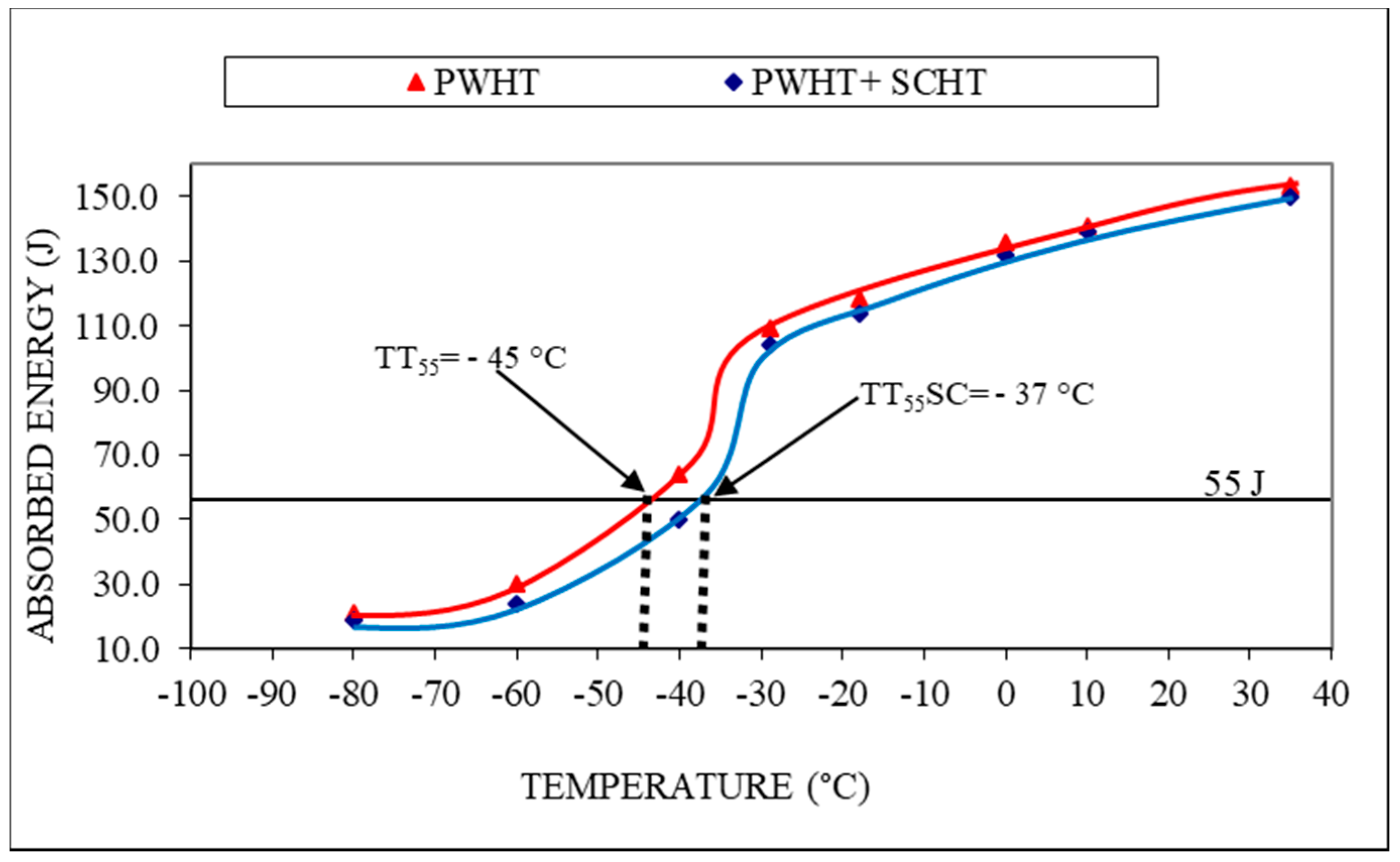
- The impact toughness values of the weldment after PWHT and SCHT were found nearly similar, eliminating the chances of detrimental effects of SCHT;
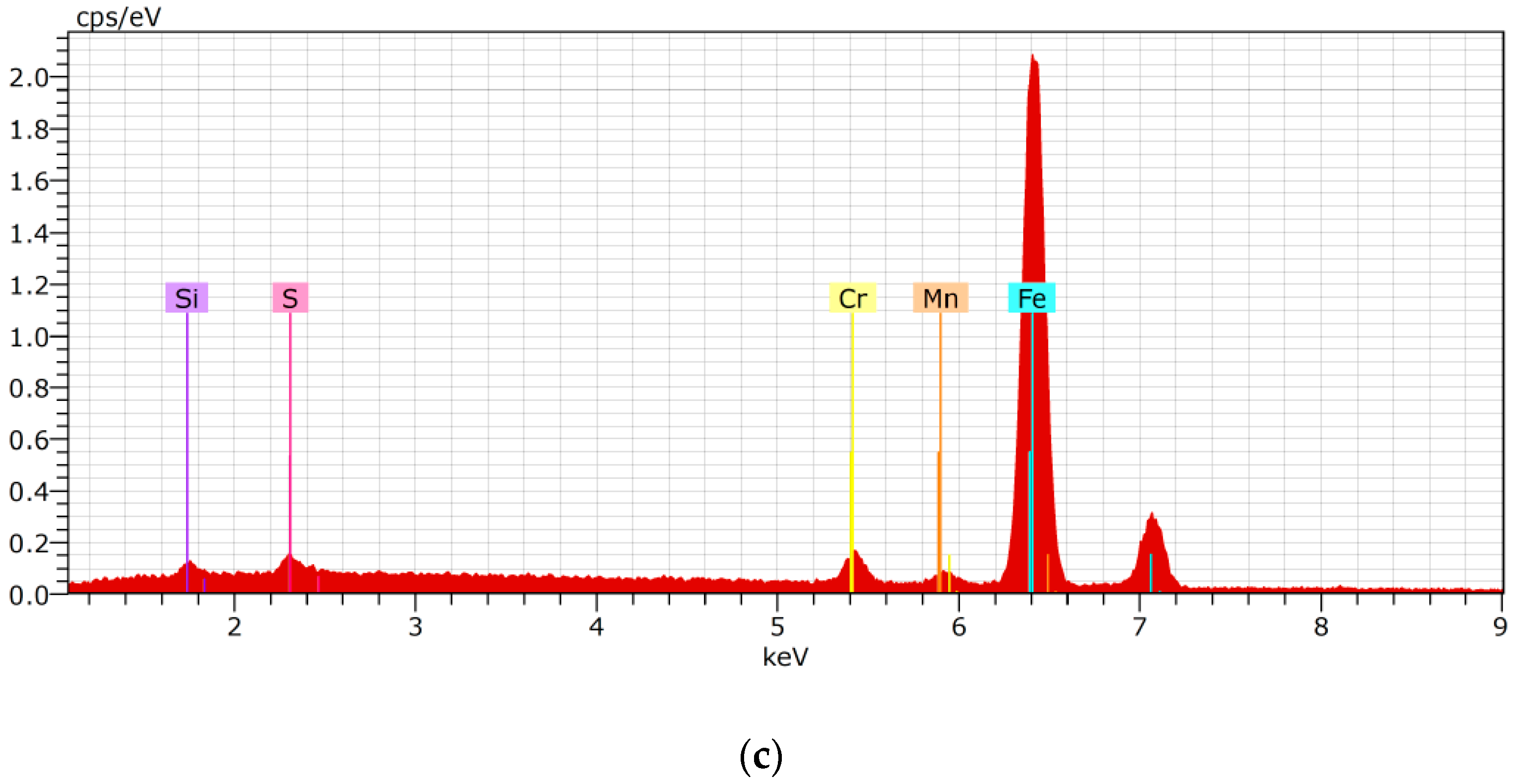
- The EDX analysis indicated the presence of sulfur near the grain boundaries which might have been segregated due to SCHT. This also justifies the slightly higher X factor and it can be proposed from the study that the temper embrittlement phenomenon had might just be triggered due to a single SCHT;
- The DBTT curves indicted that the transition temperatures value was −37° C for the SCHT weldment which is well below the room temperature which hints at the safe operation of the equipment;
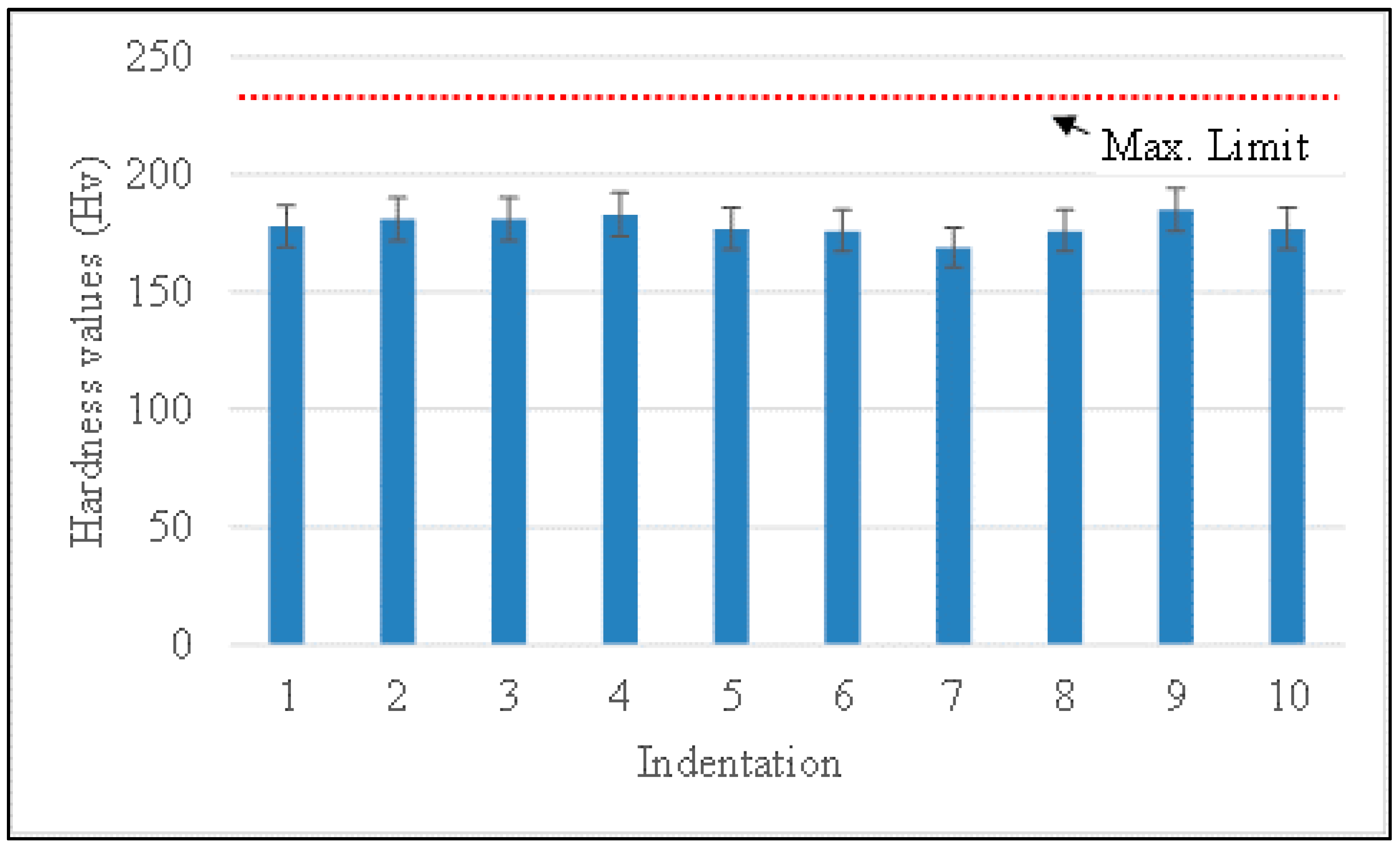
- The hardness variations across the weldment including HAZ were found to be fairly equal and their values were well below the acceptable values;
- The study introduces the prospect of using metal-cored wires for extreme service conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| API | American Petroleum Institute |
| ASTM | American Society of Testing of Materials |
| Cr–Mo | Chrome–molybdenum steels |
| DBTT | Ductile-to-brittle transition temperature |
| EDX | Energy dispersive X-ray |
| FCAW | Flux-cored arc welding |
| GMAW | Gas metal arc welding |
| HAZ | Heat-affected zone |
| MCAW | Metal-cored arc welding |
| PWHT | Post-weld heat treatment |
| RMD | Regulated metal deposition |
| SCHT | Step cooling heat treatment |
| SEM | Scanning electron microscopy |
| SMAW | Shielded metal arc welding |
References
- Wang, W.; Zhao, W.; Qu, J. Effect of Heat Treatment on Microstructure and Mechanical Properties of 2.25Cr-1Mo Steel. Steel Res. Int. 2013, 84, 178–183. [Google Scholar] [CrossRef]
- Yu, J.; McMahon, C.J. The effects of composition and carbide precipitation on temper embrittlement of 2.25 Cr-1 Mo steel: Part I. Effects of P and Sn. Met. Mater. Trans. A 1980, 11, 277–289. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Vasudevan, M. Studies on A-TIG welding of 2.25Cr-1Mo (P22) steel. J. Manuf. Process. 2015, 18, 55–59. [Google Scholar] [CrossRef]
- Prasad Rao, I.; Colaço, F.H.G.; Sarfraz, S.; Pimenov, D.Y.; Gupta, M.K.; Pintaude, G. Investigations on quality characteristics in gas tungsten arc welding process using artificial neural network integrated with genetic algorithm. Int. J. Adv. Manuf. Technol. 2021, 113, 3569–3583. [Google Scholar] [CrossRef]
- Honma, Y.; Kayano, R. Study of Embrittlement of the 2.25Cr-1Mo-V Steel Weld Metal by Hydrogen Charge and High Pressure Hydrogen Gas Environment. Procedia Eng. 2015, 130, 571–582. [Google Scholar] [CrossRef]
- Suzuki, M.; Fukaya, K.; Oku, T. Effect of applied stress on temper embrittlement of 21/4Cr-1Mo steel. Transact. Iron Steel Inst. Jpn. 1982, 22, 862–868. [Google Scholar] [CrossRef]
- Vora, J.J.; Badheka, V.J. Improved Penetration with the Use of Oxide Fluxes in Activated TIG Welding of Low Activation Ferritic/Martensitic Steel. Trans. Indian Inst. Met. 2016, 69, 1755–1764. [Google Scholar] [CrossRef]
- Arora, H.; Kumar, V.; Prakash, C.; Pimenov, D.; Singh, M.; Vasudev, H.; Singh, V. Analysis of Sensitization in Austenitic Stainless Steel-Welded Joint. In Advances in Metrology and Measurement of Engineering Surfaces; Prakash, C., Krolczyk, G., Singh, S., Pramanik, A., Eds.; Springer: Singapore, 2021; pp. 13–23. [Google Scholar] [CrossRef]
- Buscemi, C.D.; Jack, B.L.; Skogsberg, J.W.; Erwin, W.E. Temper embrittlement in 2-1/4 Cr-1 Mo steels after 75,000-hour isothermal aging. J. Eng. Mater. Technol. 1991, 113, 329–335. [Google Scholar] [CrossRef]
- Taniguchi, G.; Yamashita, K.; Otsu, M.; Nako, H.; Sakata, M. A study on the development of creep rupture and temper embrittlement properties in 2 1/4 Cr-1Mo-V steel weld metal. Weld. World 2015, 59, 785–796. [Google Scholar] [CrossRef]
- King, B.L.; Wigmore, G. Temper embrittlement in a 3-pct Cr-Mo turbine disc steel. Met. Mater. Trans. A 1976, 7, 1761–1767. [Google Scholar] [CrossRef]
- Brykov, M.N.; Petryshynets, I.; Džupon, M.; Kalinin, Y.A.; Efremenko, V.G.; Makarenko, N.A.; Pimenov, D.Y.; Kováč, F. Microstructure and Properties of Heat Affected Zone in High-Carbon Steel after Welding with Fast Cooling in Water. Materials 2020, 13, 5059. [Google Scholar] [CrossRef]
- LOW, J.; Stein, D.F.; Turkalo, A.M.; Laforce, R.P. Alloy and impurity effects on temper brittleness of steel. Trans. Met. Soc. AIME 1968, 242, 14–24. [Google Scholar]
- Roberti, R.; Faccoli, M. On the step cooling treatment for the assessment of temper embrittlement susceptibility of heavy forgings in superclean steels. Metals 2016, 6, 239. [Google Scholar] [CrossRef]
- Rubio-Ramirez, C.; Giarollo, D.F.; Mazzaferro, J.E.; Mazzaferro, C.P. Prediction of angular distortion due GMAW process of thin-sheets Hardox 450® steel by numerical model and artificial neural network. J. Manuf. Process. 2021, 68, 1202–1213. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Zha, X.-Q.; Gao, L.-Q.; Hei, P.-H.; Ren, Y.-F. Influence of Shielding Gas on Microstructure and Properties of GMAW DSS2205 Welded Joints. Materials 2021, 14, 2671. [Google Scholar] [CrossRef] [PubMed]
- Yang, K.; Wang, F.; Duan, D.; Zhang, T.; Luo, C.; Cressault, Y.; Yu, Z.; Yang, L.; Li, H. Experimental Investigation of Integrated Circular Triple-Wire Pulse GMAW of Q960E High-Strength Steel for Construction Machinery. Materials 2021, 14, 375. [Google Scholar] [CrossRef] [PubMed]
- Mičian, M.; Winczek, J.; Gucwa, M.; Koňár, R.; Málek, M.; Postawa, P. Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence. Materials 2020, 13, 5666. [Google Scholar] [CrossRef]
- Prajapati, P.; Badheka, V.J.; Mehta, K.P. Hybridization of filler wire in multi-pass gas metal arc welding of SA516 Gr70 carbon steel. Mater. Manuf. Process. 2018, 33, 315–322. [Google Scholar] [CrossRef]
- Czupryński, A. Comparison of properties of hard faced layers made by a metal-core-covered tubular electrode with a special chemical composition. Materials 2020, 13, 5445. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Shi, Y.-H.; Shen, X.-Q.; Wang, Z.-M. Microstructure, Pitting Corrosion Resistance and Impact Toughness of Duplex Stainless Steel Underwater Dry Hyperbaric Flux-Cored Arc Welds. Materials 2017, 10, 1443. [Google Scholar] [CrossRef]
- Li, C.; Muneharua, K.; Takao, S.; Kouji, H. Fiber laser-GMA hybrid welding of commercially pure titanium. Mater. Des. 2009, 30, 109–114. [Google Scholar] [CrossRef]
- Zielińska, S.; Musioł, K.; Dzierżęga, K.; Pellerin, S.; Valensi, F.; De Izarra, C.; Briand, F. Investigations of GMAW plasma by optical emission spectroscopy. Plasma Sources Sci. Technol. 2007, 16, 832–838. [Google Scholar] [CrossRef]
- Song, G.; Liu, L.; Wang, P. Overlap welding of magnesium AZ31B sheets using laser-arc hybrid process. Mater. Sci. Eng. A 2006, 429, 312–319. [Google Scholar] [CrossRef]
- Olsen, F.O. Hybrid Laser-Arc Welding; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Prajapati, P.; Badheka, V.J.; Mehta, K. An outlook on comparison of hybrid welds of different root pass and filler pass of FCAW and GMAW with classical welds of similar root pass and filler pass. Sadhana 2018, 43, 75. [Google Scholar] [CrossRef]
- Prajapati, P.; Badheka, V.J. Hybrid Approach of Flux-Cored Root Pass with Subsequent Pass of Metal-Cored or Solid Wire in Multifiller Gas Metal Arc Welding. Metallogr. Microstruct. Anal. 2017, 6, 553–560. [Google Scholar] [CrossRef]
- Prajapati, P.; Badheka, V.J. Investigation on various welding consumables on properties of carbon steel material in gas metal arc welding under constant voltage mode. Sadhana 2017, 42, 1751–1761. [Google Scholar] [CrossRef]
- Das, S.; Vora, J.J.; Patel, V.; Li, W.; Andersson, J.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Experimental Investigation on welding of 2.25 Cr-1.0 Mo steel with Regulated Metal Deposition and GMAW technique incorporating metal-cored wires. J. Mater. Res. Technol. 2021, 15, 1007–1016. [Google Scholar] [CrossRef]
- Prajapati, V.; Vora, J.J.; Das, S.; Abhishek, K. Experimental studies of Regulated Metal Deposition (RMD™) on ASTM A387 (11) steel: Study of parametric influence and welding performance optimization. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 78. [Google Scholar] [CrossRef]
- Prajapati, V.; Dinbandhu; Vora, J.J.; Das, S.; Abhishek, K. Study of parametric influence and welding performance optimization during regulated metal deposition (RMD™) using grey integrated with fuzzy taguchi approach. J. Manuf. Process. 2020, 54, 286–300. [Google Scholar] [CrossRef]
- Das, S.; Vora, J.J.; Patel, V. Regulated Metal Deposition (RMDTM) Technique for Welding Applications: An Advanced Gas Metal Arc Welding Process. In Advances in Welding Technologies for Process Development; Vora, J., Badheka, V.J., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 23–32. [Google Scholar]
- Davim, J.P.; Gupta, K. Advances in Gas Metal Arc Welding Process: Modifications in Short-Circuiting Transfer Mode. In Advanced Welding and Deforming; Elsevier: Amsterdam, The Netherlands, 2021; pp. 67–104. [Google Scholar]
- Arabi, H.; Mirdamadi, S.; Abdolmaleki, A. API Publication Standard No. 959 API Publication Standard No. 959, 1982. ISIJ Int. 2007, 47, 1363–1367. [Google Scholar] [CrossRef][Green Version]
- Wang, L.; Cheng, X.; Peng, H.; Zhao, P.W.; Cai, Z. Effect of tempering temperature on hydrogen embrittlement in V-containing low alloy high strength steel. Mater. Lett. 2021, 302, 130327. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Z.; He, X.; Qiao, S.; Xie, C. Effect of microstructure on the impact toughness and temper embrittlement of SA508Gr.4N steel for advanced pressure vessel materials. Sci. Rep. 2018, 8, 207. [Google Scholar] [CrossRef] [PubMed]
- Depover, T.; Verbeken, K. The detrimental effect of hydrogen at dislocations on the hydrogen embrittlement susceptibility of Fe-CX alloys: An experimental proof of the HELP mechanism. Int. J. Hydrog. Energy 2018, 43, 3050–3061. [Google Scholar] [CrossRef]
- Vora, J.J.; Badheka, V.J. Experimental investigation on microstructure and mechanical properties of activated TIG welded reduced activation ferritic/martensitic steel joints. J. Manuf. Processes 2017, 25, 85–93. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Abbasi, S.M. Effect of vacuum degree in VIM furnace on mechanical properties of Ni–Fe–Cr based alloy. Transact. Nonferr. Metals Soc. China 2012, 22, 2124–2130. [Google Scholar] [CrossRef]
- Masoud, M.; Safyari, M. Effect of Work-Hardening Mechanisms in Asymmetrically Cyclic-Loaded Austenitic Stainless Steels on Low-Cycle and High-Cycle Fatigue Behavior. Steel Res. Int. 2021, 92, 2000242. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content (% wt.) | Megafil 237M | Base metal 2.25 Cr–1.0 Mo |
|---|---|---|
| C | 0.07 | 0.10 |
| Mn | 1.0 | 0.45 |
| P | 0.015 | 0.025 |
| S | 0.015 | 0.025 |
| Si | 0.3 | 0.50 |
| Cr | 2.3 | 2.25 |
| Mo | 1.1 | 1.00 |
| Parameter | RMD | GMAW |
|---|---|---|
| Current (A) | 114–126 | 130–165 |
| Voltage (V) | 15–16 | 20–23 |
| Feed speed of wire (in/min) | 120 | 180–215 |
| Welding Time (sec) | 337 | 190–310 |
| Travel speed (mm/min) | 106 | 120–190 |
| Heat input (kJ/mm) | 1.05 | 1.18–1.60 |
| Shielding gas | 90% Ar–10% CO2 | 90% Ar–10% CO2 |
| Gas flow rate (lpm) | 18–20 | 18–20 |
| Position | Manual (1G) | Manual (1G) |
| Testing | PWHT | SCHT |
|---|---|---|
| Macrostructure | ✓ | ------- |
| Chemical analysis | ------- | ✓ |
| Impact toughness | ✓ | ✓ |
| Microstructure | ✓ | ✓ |
| Hardness | ------- | ✓ |
| Element | C | S | P | Mn | Si | Cr | Ni | Mo | Cu | V | Sb | Sn | Ar |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Result (ppm) | 730 | 130 | 130 | 9550 | 4960 | 23,600 | 180 | 10,100 | 990 | 120 | 20 | 30 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, S.; Vora, J.; Patel, V.; Andersson, J.; Pimenov, D.Y.; Giasin, K. Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr–1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires. Materials 2021, 14, 6033. https://doi.org/10.3390/ma14206033
Das S, Vora J, Patel V, Andersson J, Pimenov DY, Giasin K. Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr–1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires. Materials. 2021; 14(20):6033. https://doi.org/10.3390/ma14206033
Chicago/Turabian StyleDas, Subhash, Jay Vora, Vivek Patel, Joel Andersson, Danil Yurievich Pimenov, and Khaled Giasin. 2021. "Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr–1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires" Materials 14, no. 20: 6033. https://doi.org/10.3390/ma14206033
APA StyleDas, S., Vora, J., Patel, V., Andersson, J., Pimenov, D. Y., & Giasin, K. (2021). Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr–1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires. Materials, 14(20), 6033. https://doi.org/10.3390/ma14206033