
Tensile Properties and Damping Capacity of Cold-Rolled Fe-20Mn-12Cr-3Ni-3Si Damping Alloy

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- In this alloy, martensitic transformations occurred by cold rolling, including surface relief with a specific orientation. As the cold rolling degree increased, the volume fractions of ε-martensite and austenite (γ) increased and decreased, respectively, in this alloy. α′-martensite started gradually forming at the cold rolling degree with 15% and increased to 6% at the maximum cold rolling degree in this alloy. The difference in volume fraction may be caused by the high austenite stability as a result of adding alloying elements, such as Mn and Ni, which reduces the stacking fault energy.
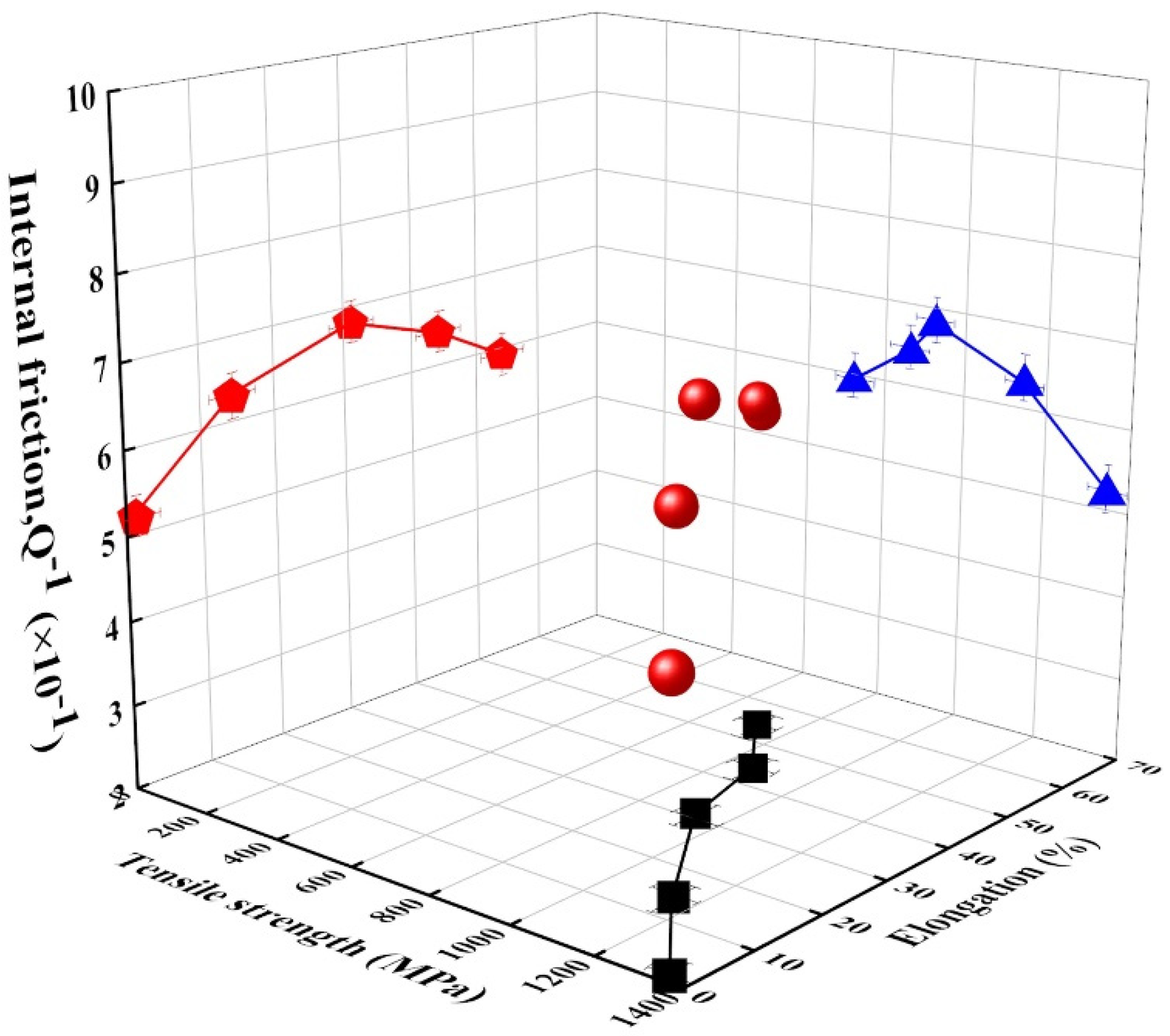
- The tensile strength and elongation increase and decrease as the volume fraction of martensite increases due to the increase in the cold rolling degree. The damping capacity increases to a certain degree and then decreases since dislocations generated during the cold rolling degrees > 30% obstruct the movement of ε-related damping sources in this alloy.
- In the high-strength area, the damping capacity tends to decrease because it is difficult to dissipate vibration energy into thermal energy. On the other hand, in the low-strength area, the increased volume fraction of ε-martensite is attributed to the increase in the damping source associated with stacking faults in ε-martensite and the interface between austenite and ε martensite. Accordingly, the damping capacity increases until it culminates and decreases as the tensile strength and elongation increase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Gain, A.K.; Zhang, L. Effec of Ag nanoparticles on microstructure, damping property and hardness of low melting point eutectic tin-bismuth solder. J. Mater. Sci. Mater. Electron. 2017, 28, 15718–15730. [Google Scholar] [CrossRef]
- Chang, H.; Wu, S.K. Low-frequency damping properties of eutectic Sn-Bi and In-Sn solders. Scr. Mater. 2011, 64, 757–760. [Google Scholar] [CrossRef]
- Zhang, R.J.; Perez, E.J. Documentation of damping capacity of metallic, ceramic and metal-matrix composite materials. J. Mater. Sci. 1993, 28, 2395–2404. [Google Scholar] [CrossRef]
- Zacky, V.F.; Parker, E.R.; Fahr, D.; Busch, R. The enhancement of ductility in high-strength steels. Trans. Am. Soc. Met. 1967, 60, 252–259. [Google Scholar]
- James, D.W. High damping metals for engineering applications. Mater. Sci. Eng. 1969, 4, 1–8. [Google Scholar] [CrossRef]
- Tomota, Y.; Strum, M.; Morris, J.W. Microstructural dependence of Fe high Mn tensile behavior. Metall. Mater. Trans. 1986, 17, 537–547. [Google Scholar] [CrossRef]
- Son, D.W.; Kim, J.H.; Kim, I.S.; Miyahara, K.; Kang, C.Y. Effect of ε-Martensite on the Damping Capacity of Austenitic Stainless Steel. J. Kor. Inst. Met. Mater. 2004, 42, 621–625. [Google Scholar]
- Sugimoto, K. Basic and applied research on high-damping alloys for application to noise control. Met. Inst. Sci. Ind. Res. 1978, 35, 31–44. [Google Scholar]
- Jun, J.H.; Choi, C.S. Strain amplitude dependence of the damping capacity in Fe-17%Mn alloy. Scr. Mater. 1998, 38, 543–549. [Google Scholar] [CrossRef]
- Lee, Y.K.; Baik, S.H.; Kim, J.C.; Choi, C.S. Effects of amount of ε martensite, carbon content and cold working on damping capacity of an Fe-17% Mn martensitic alloy. J. Alloys Compd. 2003, 355, 10–16. [Google Scholar] [CrossRef]
- Jee, K.K.; Jang, W.Y.; Baik, S.H.; Shin, M.C. Damping mechanism and applcation of Fe-Mn based alloys. Mater. Sci. Eng. A 1999, 273–275, 538–542. [Google Scholar] [CrossRef]
- Watanabe, Y.; Sato, H.; Nishino, Y.; Kim, I.S. Training effect on damping capacity in Fe-20 mass% Mn binary alloy. Mater. Sci. Eng. A 2008, 490, 138–145. [Google Scholar] [CrossRef]
- Lee, Y.K.; Jun, J.H.; Choi, C.S. Effect of ε martensite content on the damping capacity of Fe-17%Mn alloy. Scr. Mater. 1996, 35, 825–830. [Google Scholar] [CrossRef]
- Shim, H.; Kang, C. Effect of thermo-mechanical treatment on the microstructure envalution and mechanical properties of R. L. Miller, A Rapid X-Ray Method for the Determination of Retained Austenite. Trans. ASM 1964, 57, 892–899. [Google Scholar]
- Birchon, D.; Bromiey, D.E.; Healey, D. Mechanism of energy dissipation in high-damping capacity manganese-copper alloys. Met. Sci. J. 1968, 2, 41–46. [Google Scholar] [CrossRef]
- Dahmen, U. Surface relief and the mechanism of a phase transformation. Scr. Metall. 1987, 21, 1029–1034. [Google Scholar] [CrossRef]
- Bracke, L.; Kestens, L.; Penning, J. Transformation Mechanism of α’-martensite in an Austenitic Fe-Mn-C-N Alloy. Scr. Mater. 2007, 57, 385–388. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steel: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Stringfellow, R.G.; Parks, D.M.; Olson, G.B. A constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in metastable austenitic steels. Acta Metall. Mater. 1992, 40, 1703–1716. [Google Scholar] [CrossRef]
- Van Tol, R.T.; Kim, J.K.; Zhao, L.; Sietsma, J.; de cooman, B.C. α’-Martensite formation in deep-dran Mn-based TWIP steel. J. Mater. Sci. 2012, 47, 4845–4850. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effect of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe-Mn-Al alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Ding, H.; Ding, H.; Song, D.; Tang, Z.; Yang, R. Strain hardening behavior of a TRIP/TWIP steel with 18.8% Mn. Mater. Sci. Eng. A 2011, 528, 868–873. [Google Scholar] [CrossRef]
- Giles, P.M.; Marder, A.R. The effect of composition on the pressure-induced HCP (ε) transformation in iron. Met. Trans. 1971, 2, 1371–1378. [Google Scholar]
- Tian, T.; Gorbatov, O.I.; Borgenstam, A.; Ruban, A.V.; Hedstrom, P. Deformation microstructure and deformation-induced martensite in austenitic Fe-Cr-Ni alloys depending on stacking fault energy. Metall. Mater. Trans. A 2017, 48, 1–7. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Metall. Trans. A 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Troiani, H.E.; Sade, M.; Bertolino, G.; Baruj, A. Martensitic transformation temperatures and microstructural features of FeMnCr alloys. ESOMAT 2009, 06002. [Google Scholar] [CrossRef]
- Cotes, S.; Guillerment, A.F.; Sade, M. Phase stability and fcc/hcp martensitic transformation in Fe–Mn–Si alloys: Part II. Thermodynamic modelling of the driving forces and the MS and As temperatures. J. Alloys Compd. 1998, 280, 168–177. [Google Scholar] [CrossRef]
- Cotes, S.; Guillerment, A.F.; Sade, M. Phase stability and fcc/hcp martensitic transformation in Fe–Mn–Si alloys: Part I. Experimental study andsystematics of the MS and As temperatures. J. Alloys Compd. 1998, 280, 231–238. [Google Scholar] [CrossRef]
- Jang, J.H.; Moon, J.; Ha, H.-Y.; Lee, T.O.; Suh, D.-W. Quantum-mechanical analysis of effect of alloying elements on ε-martensite start temperature of steels. Sci. Rep. 2017, 7, 17860. [Google Scholar] [CrossRef]
- Ishida, K.; Nishizawa, T. Effect of alloying elements on stability of epsilon iron. Trans. JIM 1974, 15, 225–231. [Google Scholar] [CrossRef]
- Li, J.C.; Zhao, M.; Jiang, Q. Alloy design of FeMnSiCrNi shape memory alloys related to stacking fault energy. Metall. Mater. Trans. A 2000, 31, 581–584. [Google Scholar] [CrossRef]
- Tian, Y.; Borgenstam, A.; Hedström, P. A microstructural investigation of athermal and deformation-induced martensite in Fe-Cr-Ni alloys. Mater. Today Proc. 2015, 2, 687–690. [Google Scholar] [CrossRef]
- Choi, Y.; Dong, Z.; Li, W.; Schonecker, S.; Kim, H.; Kwon, S.; Vitos, L. Predicting the stacking fault energy of austenitic Fe-Mn-Al (Si) alloys. Mater. Des. 2020, 187, 108392. [Google Scholar] [CrossRef]
- Eichelman, G.H.; Hull, F.C. The effect of composition on the temperature of spontaneous transformation of austenite to martensite in 18-8-type stainless steel. Trans. Am. Soc. Met. 1953, 45, 77–104. [Google Scholar]
- Yamashita, T.; Koga, N.; Umezawa, O. Influence of Deformability of Retained Austenite on Martensitic Transformation in Tension for Low Alloy Steel at Low Temperatures. ISIJ Int. 2018, 58, 1155–1161. [Google Scholar] [CrossRef]
- Koyama, M.; Sawaguchi, T.; Tsuzaki, K. Effect of Si on tensile properties associated with deformation-induced ε-martensite transformation in high Mn austenitic alloys. Mater. Trans. 2015, 56, 819–825. [Google Scholar] [CrossRef]
- Lee, Y.; Choi, J.J.C. Damping capacity in Fe-Mn Binary Alloys. ISIJ Int. 1997, 37, 1023–1030. [Google Scholar] [CrossRef]
- Seo, Y.; Lee, Y.; Choi, C. Effect of deformation on damping capacity and microstructure of Fe-22%Mn-8%Co alloy. Mater. Trans. 2005, 46, 1274–1277. [Google Scholar] [CrossRef][Green Version]
- Baraz, V.R.; Grachev, S.V.; Rolschikov, L.D. Internal friction in non-stable austenitic steels. Steel USSR 1972, 2, 670–672. [Google Scholar]
- Igata, N.; Chen, H.B.; Miyahara, K. Internal friction peaks of cold workded and/or hydrogen charged 18-8 austenitic stainless steel. Scr. Metall. 1982, 16, 169–172. [Google Scholar] [CrossRef]
- Mizubayashi, H.; Murayama, S.; Tanimoto, H. Feasibility study of high-strength and high damping materials by means of hydrogen internal friction in amorphous alloys. J. Alloy. Compd. 2002, 330–332, 389–392. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | C | N | P | S | Mn | Cr | Ni | Si | Fe |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.01 | 0.02 | 0.001 | 0.008 | 20.3 | 12.08 | 3.2 | 3.15 | bal. |
| Composition. | Ms (K) | As (K) | Method | Reference |
|---|---|---|---|---|
| Fe-20.4Mn-12.7Cr | 340 | 416 | Measured | [27] |
| Fe-20.0Mn-3.0Si | 420 | 490 | Calculated | [28] |
| Fe-17.5Mn-1.9Si | 436 | 490 | Measured | [28] |
| Fe-19.5Mn-2.0Si | 420 | 480 | Measured | [28] |
| Fe-24.2Mn-1.9Si | 399 | 465 | Measured | [28] |
| Fe-25.9Mn-1.8Si | 358 | 445 | Measured | [29] |
| Fe-20.8Mn | 387 | Calculated | [30] | |
| Fe-20.0Mn-1.1Si | 408 | 469 | Measured | [28] |
| Fe-19.5Mn-2.0Si | 420 | 480 | Measured | [28] |
| Fe-18.9Mn-3.2Si | 430 | 490 | Measured | [29] |
| Fe-17.3Mn-0.9Ni | 395 | 525 | Measured | [31] |
| Fe-17.5Mn-1.4Ni | 369 | 514 | Measured | [31] |
| Fe-17.5Mn-2.0Ni | 349 | 501 | Measured | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Jung, J.-M.; Shim, H. Tensile Properties and Damping Capacity of Cold-Rolled Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials 2021, 14, 5975. https://doi.org/10.3390/ma14205975
Kim J-H, Jung J-M, Shim H. Tensile Properties and Damping Capacity of Cold-Rolled Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials. 2021; 14(20):5975. https://doi.org/10.3390/ma14205975
Chicago/Turabian StyleKim, Jae-Hwan, Jong-Min Jung, and Hyunbo Shim. 2021. "Tensile Properties and Damping Capacity of Cold-Rolled Fe-20Mn-12Cr-3Ni-3Si Damping Alloy" Materials 14, no. 20: 5975. https://doi.org/10.3390/ma14205975
APA StyleKim, J.-H., Jung, J.-M., & Shim, H. (2021). Tensile Properties and Damping Capacity of Cold-Rolled Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials, 14(20), 5975. https://doi.org/10.3390/ma14205975