
Development of Waste-Based Alkali-Activated Cement Composites


Abstract
:1. Introduction
2. Materials and Methods
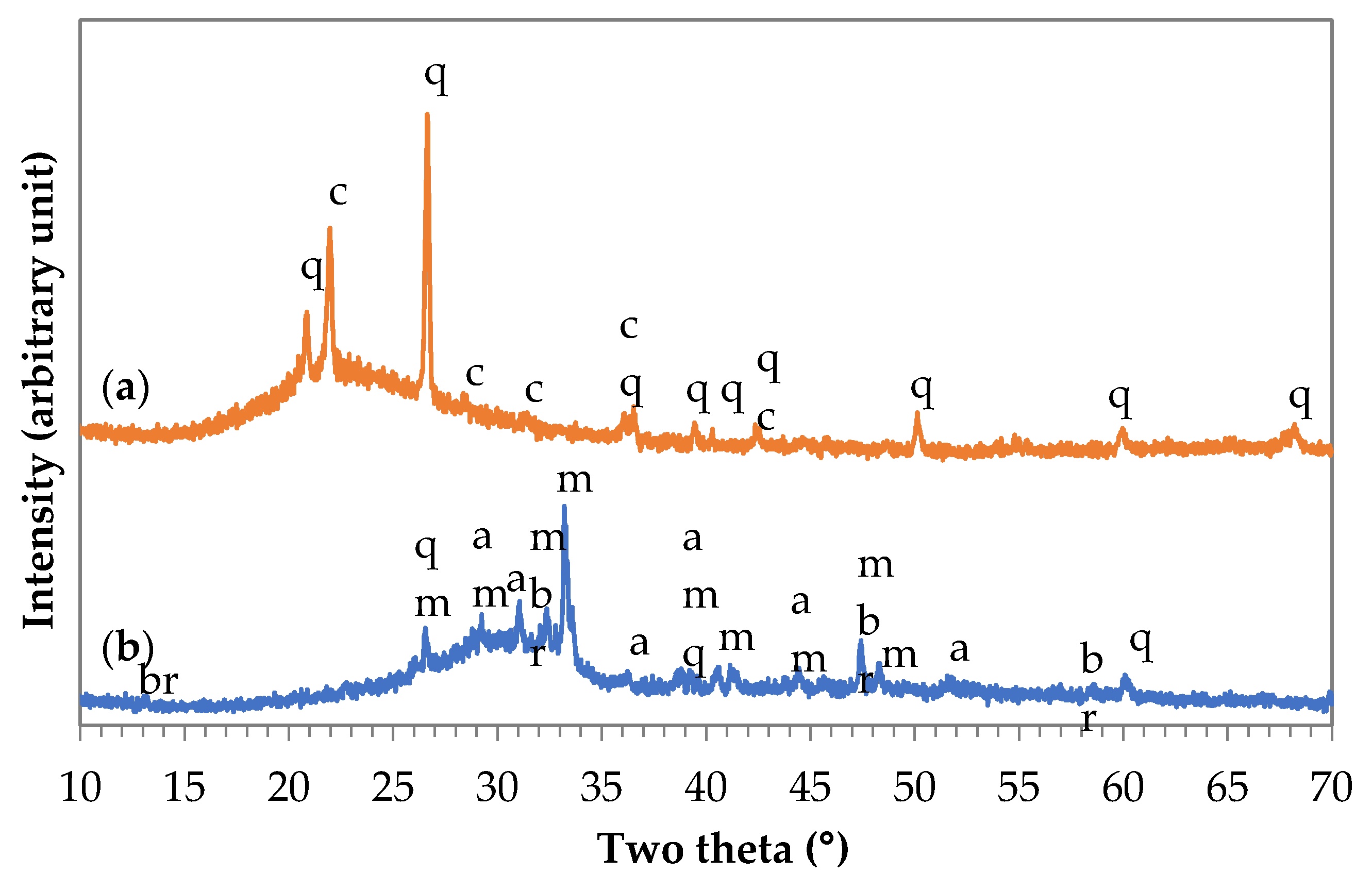
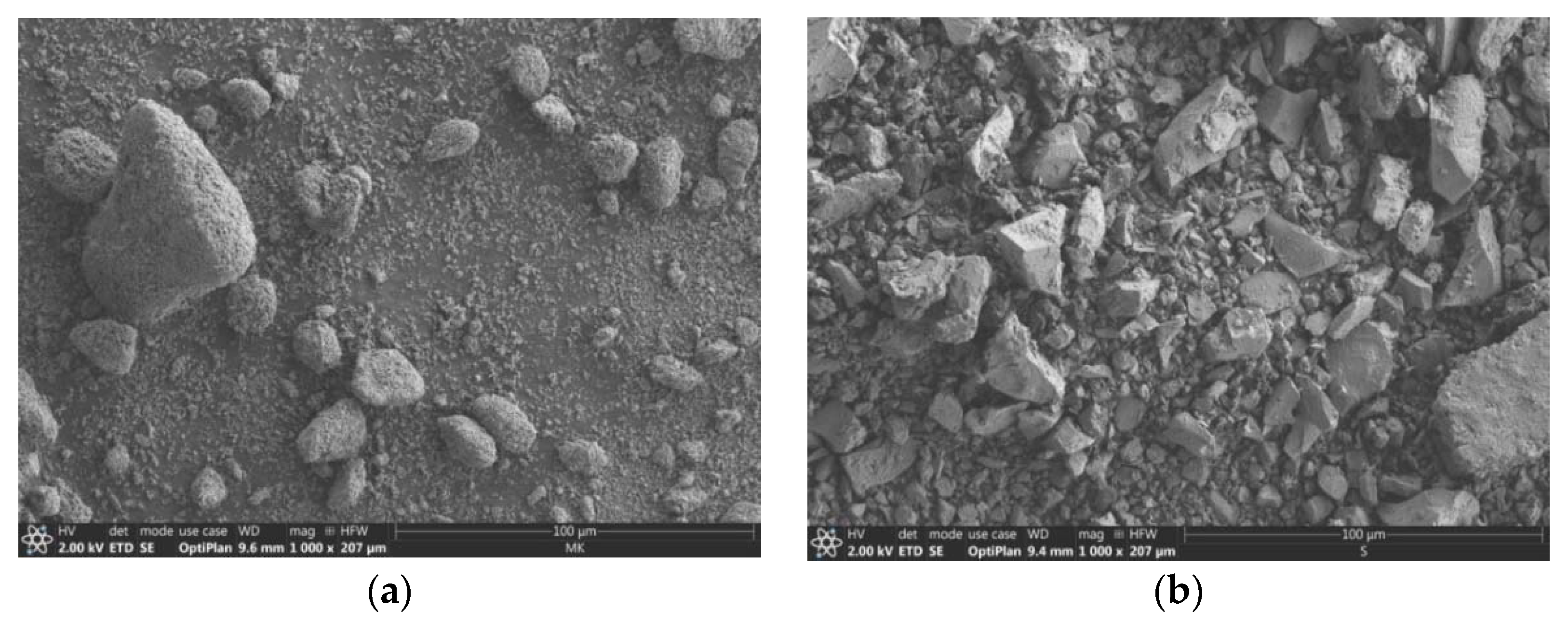
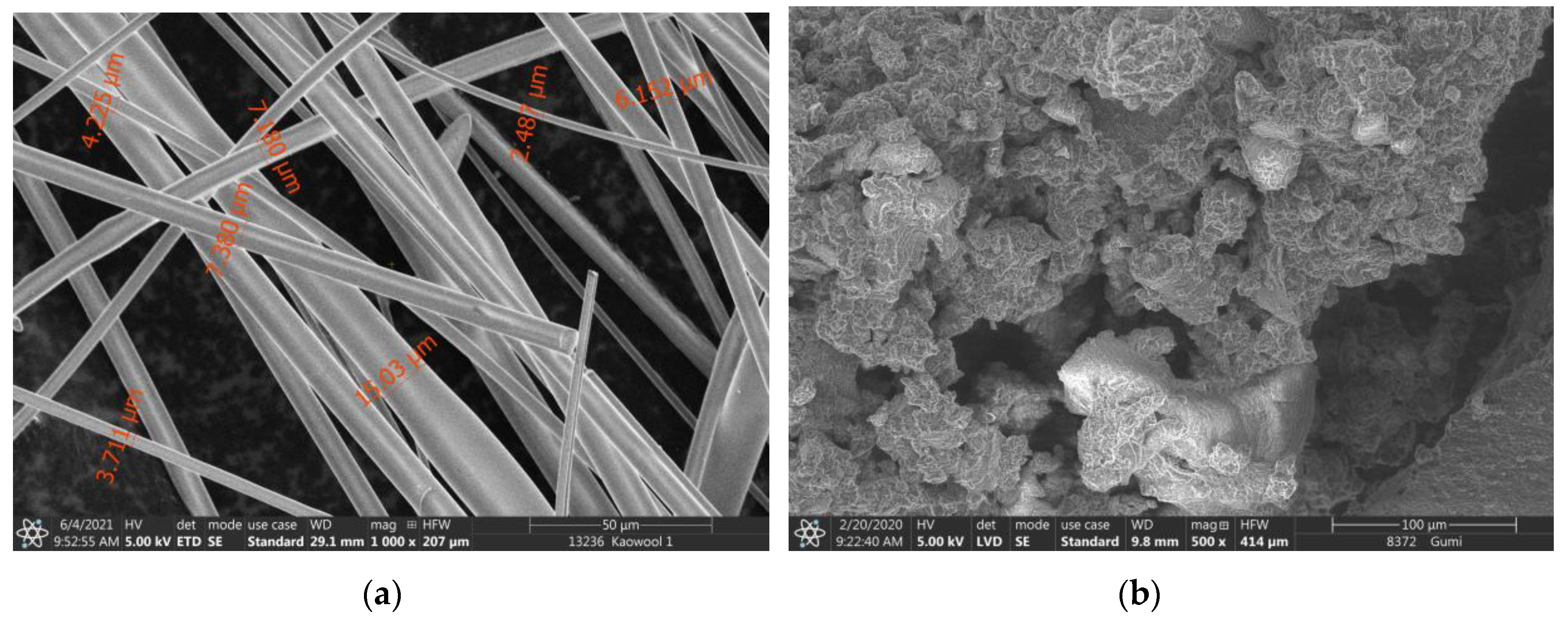
2.1. Materials
2.2. Sample Preparation
2.3. Methods
3. Results and Discussion
3.1. The Compressive Strength and Bulk Density of MK-Based AAC Samples
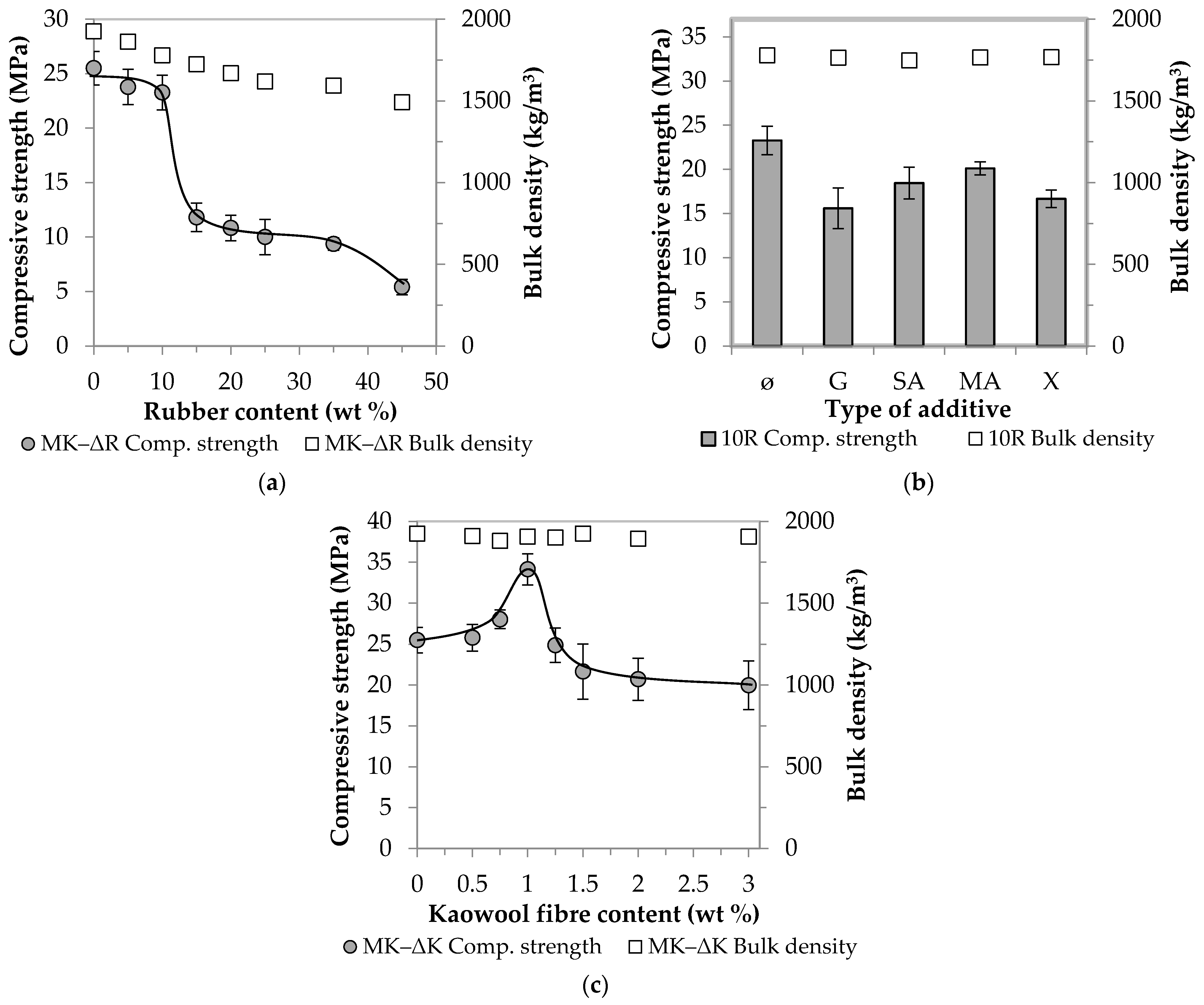
3.1.1. The Effect of Rubber Content
3.1.2. The Effect of Additives
3.1.3. The Effect of Kaowool Fibre Content
3.2. The Investigation of GGBFS-Based AAC Samples
3.3. The Results of Comparative Tests
4. Conclusions
- The standard sand used as filler can be partially replaced by crumb rubber from waste tires: up to 45 wt % in the case of a pure MK system and up to 25 wt % in the case of GGBFS dotted with impurities. Any further increase in the amount of rubber causes a large deterioration of physical properties.
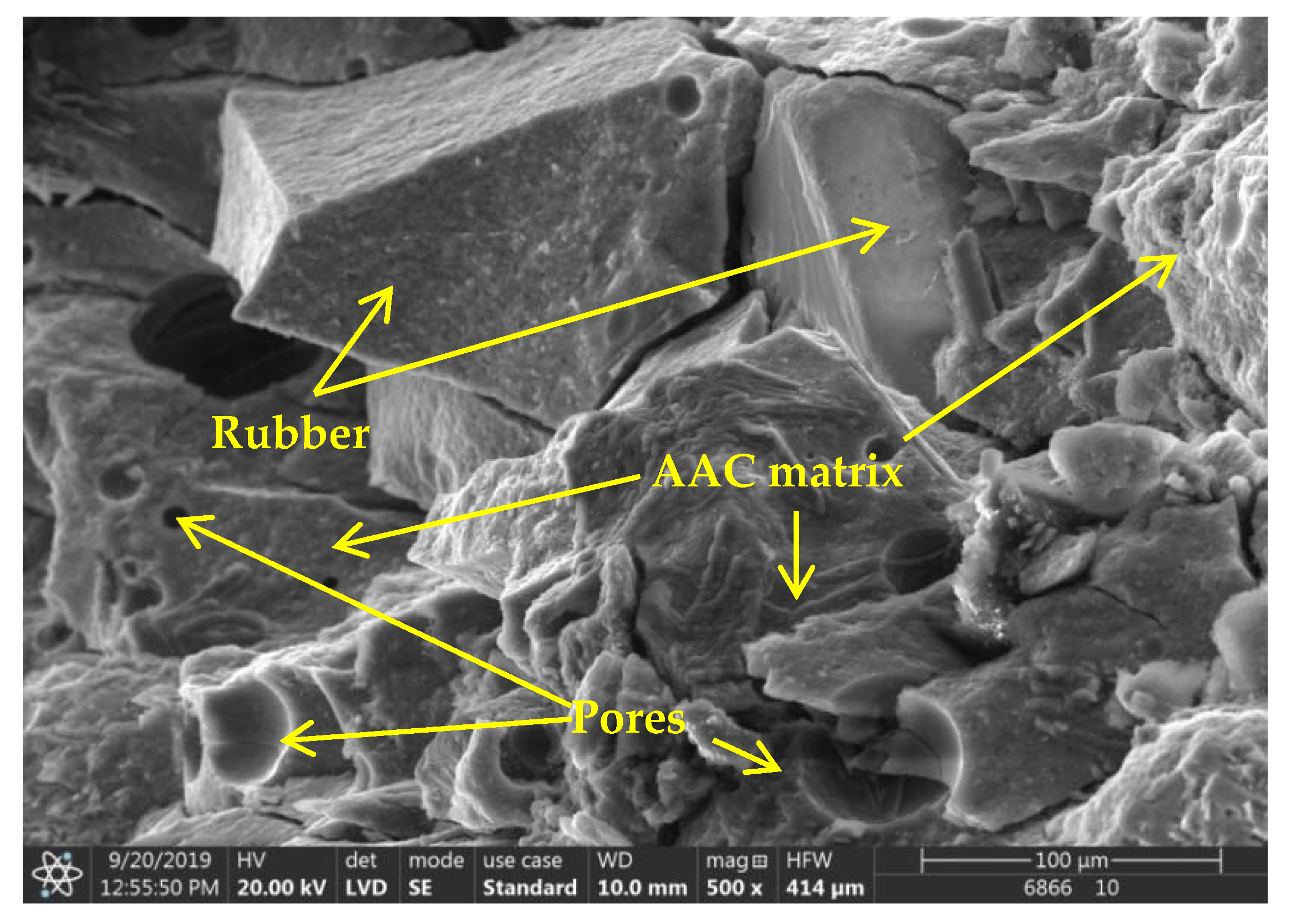
- Wetting between the rubber particles and the matrix is inadequate, which could not be remedied either by the superplasticizer commonly used in the cement industry or by hydrophilizing agents proven in the plastics industry. When these additives were used, there was a 15–30% decrease rather than an expected increase in strength.
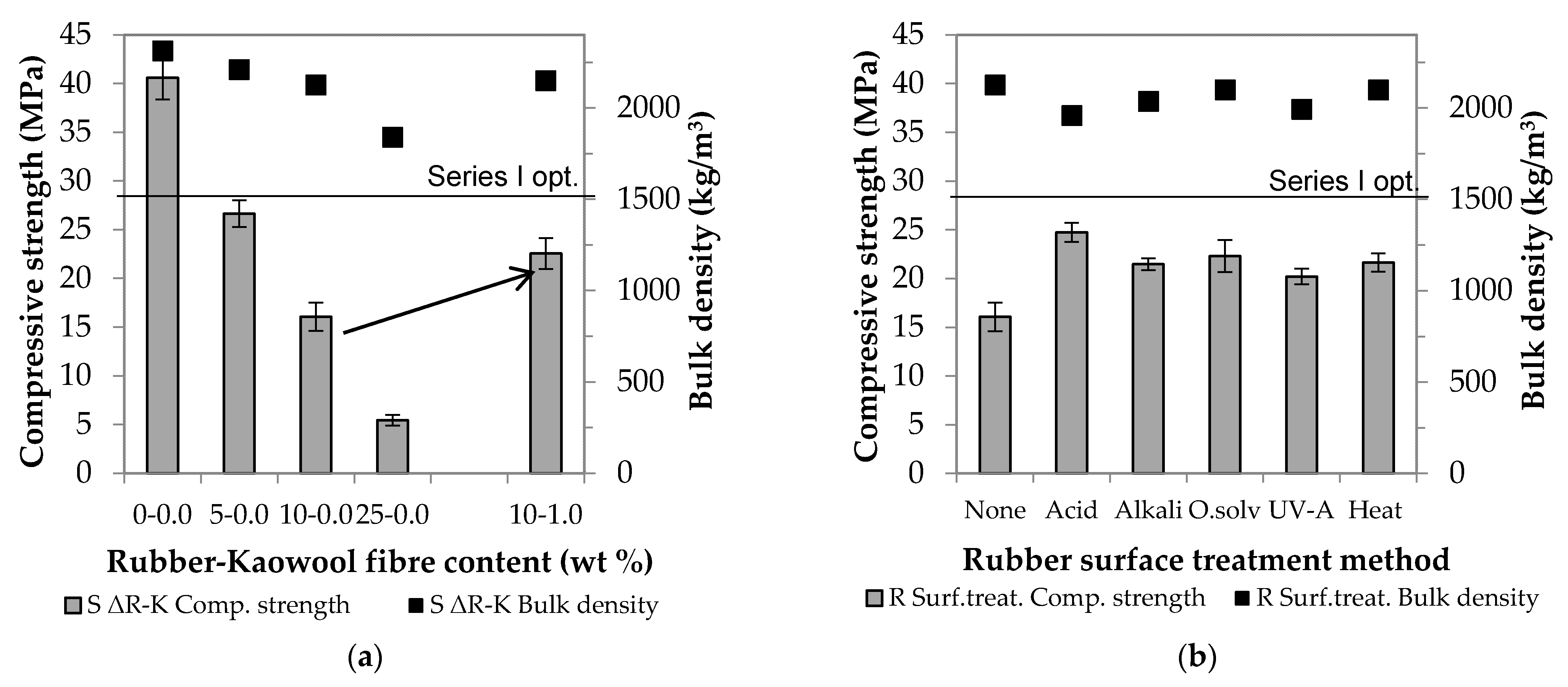
- The decrease in strength due to rubber particles can be compensated for through the use of fibrous kaolin wool waste. The best result is obtained with the addition of 1 wt % fibre content: given this, in the case of an MK system, a ~35% strength increase is observed, while in the case of GGBFS, a ~40% strength increase is observed.
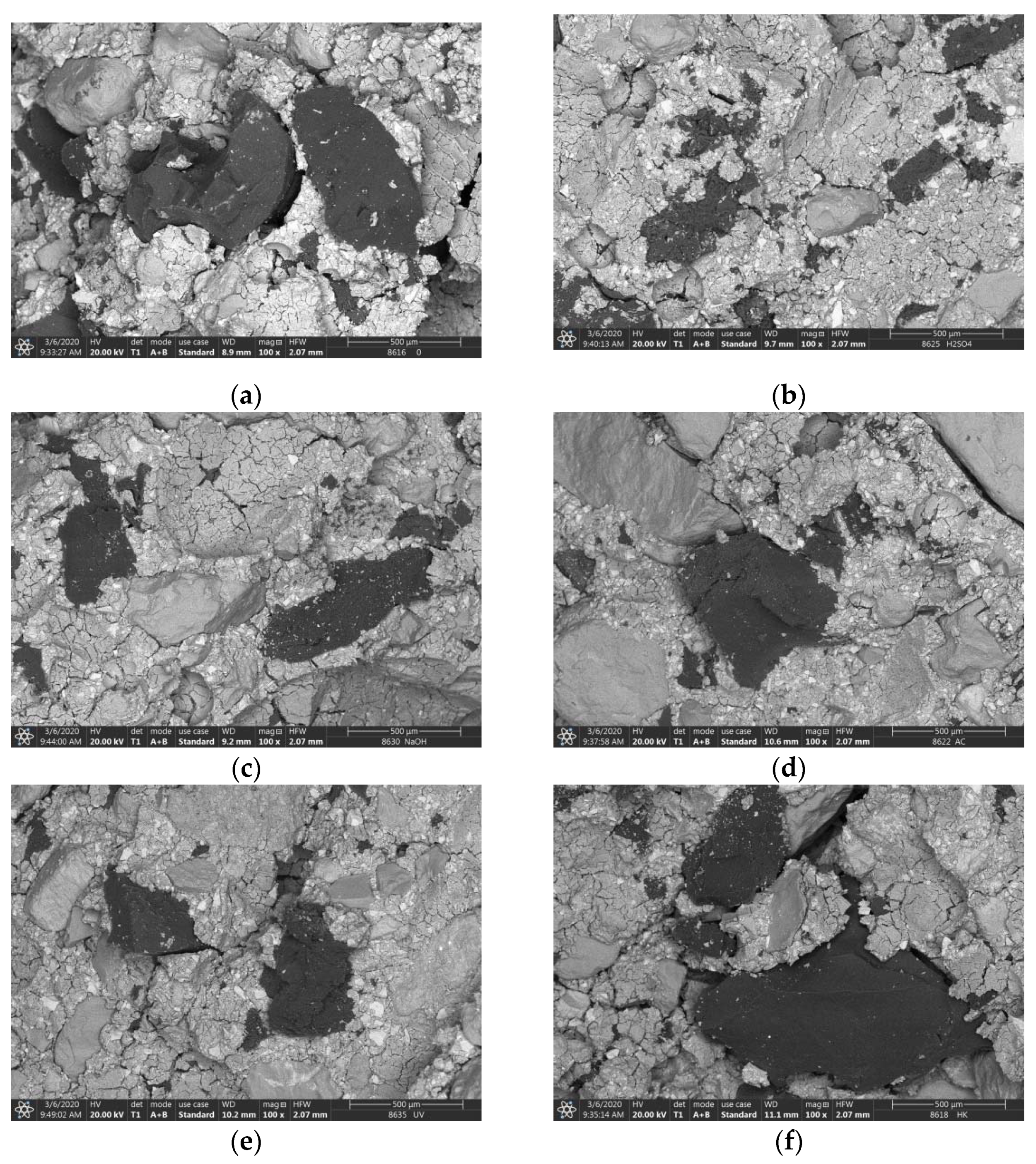
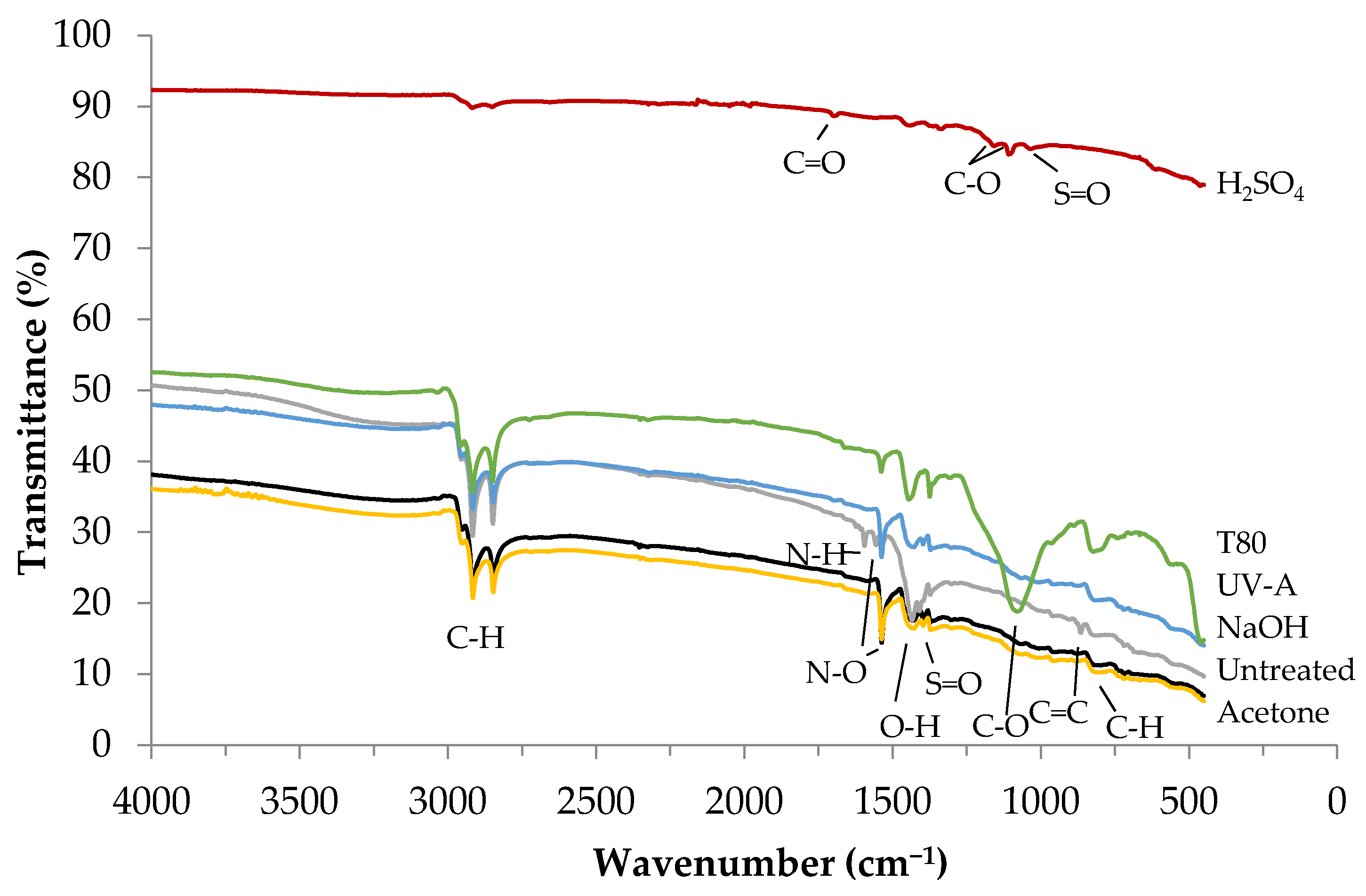
- The adhesion between the rubber particles and the matrix can be improved by chemical or physical surface treatment of the rubber. The increase in strength due to the change in the composition of the rubber waste was proven by the Shore A test. The most significant increase (~55%) can be achieved through sulfuric acid treatment: in this case the rubber particles adhere to the matrix the most extensively, and no cracks are visible on the contact surfaces.
- The addition of kaolin wool fibres also improves the compressive strength values when sulfuric-acid-treated crumb rubber is used. This way, an increase of almost 50% compared to the sample containing untreated rubber and an increase of ~20% compared to the optimum of the MK system can be achieved.
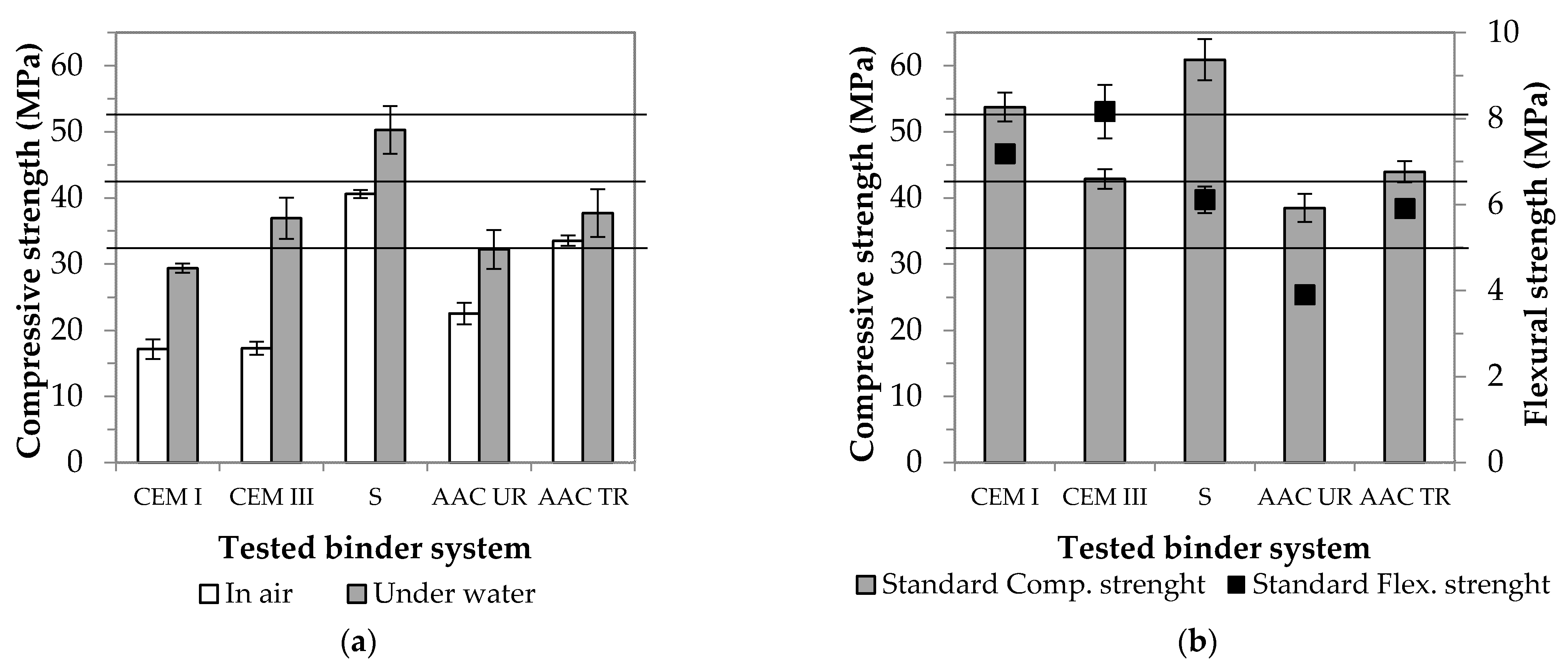
- When stored at ambient conditions—unlike cement-based specimens—no dehydration process takes place on the surface of waste-based composites. Through using underwater storage, the strength of the AAC TR sample considered optimal can be increased by 15%. It is clear from this that storage under standard conditions in the case of cement mortars is also advantageous for AACs.
- Strength values can be maximized by producing specimens in a standard way and size, i.e., by scale-up experiments. The strength available through using wastes is 44.0 MPa, which exceeds the standard value for clinker-saving cement.
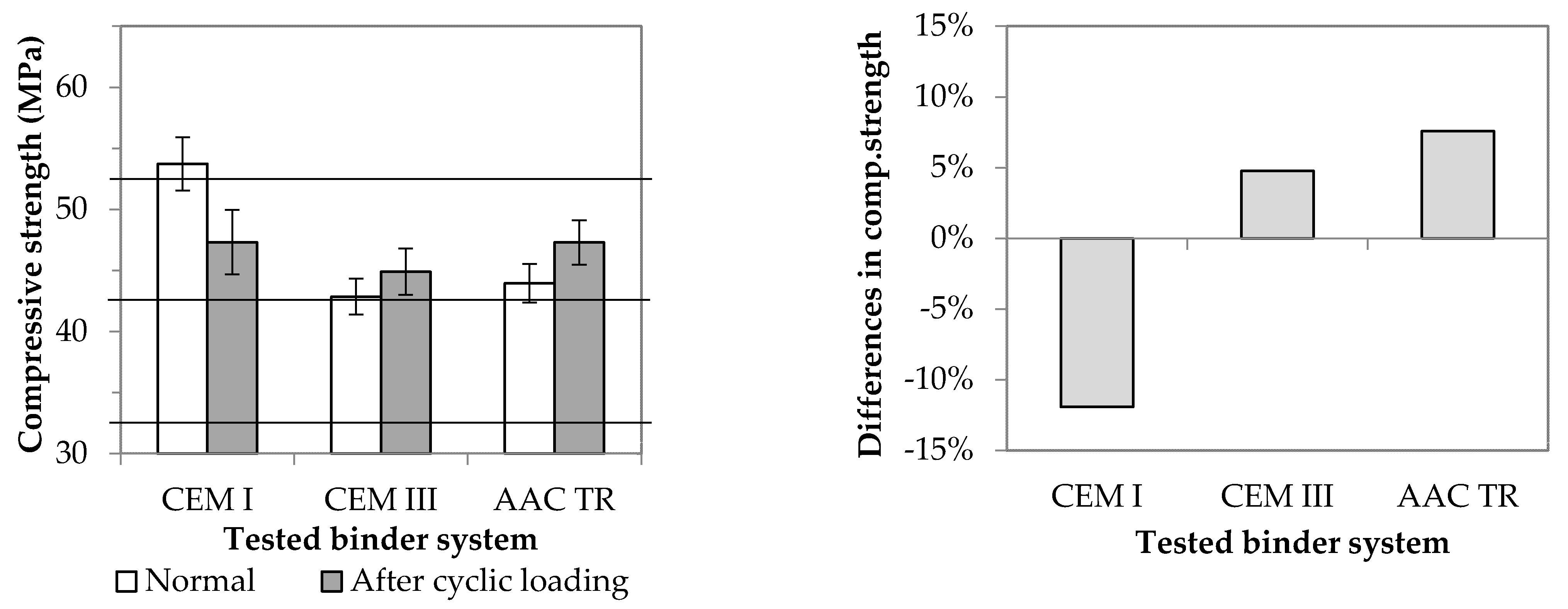
- The flexibility of binders can be increased by the addition of rubber, which thereby also improves the binders’ resistance to cyclically repetitive mechanical effects. The post-fatigue residual strength of the waste-based composite (AAC TR) produced is jointly determined by the slag responsible for the pozzolanic activity and the added rubber particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emission from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Chao, L.; Henghu, S.; Longtu, L. A review: The comparison between alkali-activated slag (Si + Ca) and metakaolin (Si + Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Wan, Q.; Rao, F.; Song, S.; García, R.E.; Estrella, R.M.; Patino, C.L.; Zhang, Y. Geopolymerization reaction, microstructure and simulation of metakaolin-based geopolymers at extended Si/Al ratios. Cem. Concr. Compos. 2017, 79, 45–52. [Google Scholar] [CrossRef]
- He, P.; Wang, M.; Fu, S.; Jia, D.; Yan, S.; Yuan, J.; Xu, J.; Wang, P.; Zhou, Y. Effects of Si/Al ratio on the structure and properties of metakaolin based geopolymer. Ceram. Int. 2016, 42, 14416–14422. [Google Scholar] [CrossRef]
- Kakali, G.; Perraki, M. Synthesis and characterisation of slag based geopolymers. Mater. Sci. Forum 2010, 636–637, 155–160. [Google Scholar] [CrossRef]
- Yunsheng, Z.; Wei, S.; Qianli, C.; Lin, C. Synthesis and heavy metal immobilization behaviors of slag based geopolymer. J. Hazard. Mater. 2007, 143, 206–213. [Google Scholar] [CrossRef]
- Panias, D.; Giannopoulou, I.P.; Perraki, T. Effect of synthesis parameters on the mechanical properties of fly ash-based geopolymers. Colloids Surf. A 2007, 301, 246–254. [Google Scholar] [CrossRef]
- Komljenovi, M.; Bascarevi, Z.; Bradic, V. Mechanical and microstructural properties of alkali-activated fly ash geopolymers. J. Hazard. Mater. 2010, 181, 35–42. [Google Scholar] [CrossRef]
- Moon, J.; Bae, S.; Celik, K.; Yoon, S.; Kim, K.H.; Kim, K.S.; Monteiro, P.J.M. Characterization of natural pozzolan-based geopolymeric binders. Cem. Concr. Compos. 2014, 53, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Nadoushan, M.J.; Ramezanianpou, A.A. The effect of type and concentration of activators on flowability and compressive strength of natural pozzolan and slag-based geopolymers. Constr. Build. Mater. 2016, 111, 337–347. [Google Scholar] [CrossRef]
- Heath, A.; Paine, K.; McManus, M. Minimising the global warming potential of clay based geopolymers. J. Clean. Prod. 2014, 78, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Seiffarth, T.; Hohmann, M.; Posern, K.; Kaps, C. Effect of thermal pre-treatment conditions of common clays on the performance of clay-based geopolymeric binders. Appl. Clay Sci. 2013, 73, 35–41. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; van Deventer, J.S.J. The role of inorganic polymer technology in the development of ‘green concrete’. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, J.K.; Song, K.I. Assessment of CO2 reduction of alkali-activated concrete. J. Clean. Prod. 2013, 39, 265–272. [Google Scholar] [CrossRef]
- Roy, D.M. Alkali-activated cements: Opportunities and challenges. Cem. Concr. Res. 1999, 29, S0008–S8846. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, S0008–S8846. [Google Scholar] [CrossRef]
- Davidovits, J. Properties of geopolymer cements. In Proceedings of the First International Conference on Alkaline Cements and Concretes, Kiev, Ukraine, 11–14 October 1994; Available online: https://www.geopolymer.org/wp-content/uploads/KIEV.pdf (accessed on 26 May 2021).
- Eltayeb, E.; Ma, X.; Zhunge, Y.; Xiao, J.; Youssf, O. Dynamic performance of rubberized concrete and its structural applications—An overview. Eng. Struct. 2021, 234, 111990. [Google Scholar] [CrossRef]
- Reig, L.; Tashima, M.M.; Borrachero, M.V.; Monzó, J.; Cheeseman, C.R.; Payá, J. Properties and microstructure of alkali-activated red clay brick waste. Constr. Build. Mater. 2013, 43, 98–106. [Google Scholar] [CrossRef] [Green Version]
- Vásquez, A.; Cárdenas, V.; Robayo, R.A.; Gutiérrez, R.M. Geopolymer based on concrete demolition waste. Adv. Powder Technol. 2016, 27, 1173–1179. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, C.; Zhang, Z.; Li, N. An overview on the reuse of waste glasses in alkali-activated materials. Resour. Conserv. Recyl. 2019, 144, 297–309. [Google Scholar] [CrossRef]
- Posi, P.; Thongjapo, P.; Thamultree, N.; Boontee, P.; Kasemsiri, P.; Chindaprasirt, P. Pressed lightweight fly ash-OPC geopolymer concrete containing recycled lightweight concrete aggregate. Constr. Build. Mater. 2016, 127, 450–456. [Google Scholar] [CrossRef]
- European Tyre & Rubber Industry, Statistics—Edition 2019. Available online: https://www.etrma.org/library/statistics-edition-2019/ (accessed on 15 June 2021).
- Annual Report 2017, Moving Innovation That Cares. Available online: https://www.etrma.org/library/annual-report-2017/ (accessed on 15 June 2021).
- Asaro, L.; Gratton, M.; Seghar, S.; Hocine, N.A. Recycling of rubber wastes by devulcanization. Resour. Conserv. Recyl. 2018, 133, 250–262. [Google Scholar] [CrossRef]
- Torretta, V.; Rada, E.C.; Ragazzi, M.; Trulli, E.; Istrate, I.A.; Cioca, L.I. Treatment and disposal of tyres: Two EU approaches. A review. Waste Manage. 2015, 45, 152–160. [Google Scholar] [CrossRef]
- Huang, T.J.; Chang, L.T. Design and evaluation of shock-absorbing rubber tile for playground safety. Mater. Des. 2009, 30, 3819–3823. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Ling, T.C.; Guo, M.Z.; Mo, K.H. Waste resources recycling in controlled low-strength material (CLSM): A critical review on plastic properties. J. Environ. Manage. 2019, 241, 383–396. [Google Scholar] [CrossRef]
- Hassanli, R.; Youssf, O.; Mills, J.E.; Karim, R.; Vincent, T. Performance of segmental self-centering rubberized concrete columns under different loading directions. J. Build. Eng. 2018, 20, 285–302. [Google Scholar] [CrossRef]
- Luhar, S.; Chaudhary, S.; Luhar, I. Development of rubberized geopolymer concrete: Strength and durability studies. Constr. Build. Mater. 2018, 204, 740–753. [Google Scholar] [CrossRef]
- Wongsa, A.; Sata, V.; Nematollahi, B.; Sanjayan, J.; Chindaprasirt, P. Mechanical and thermal properties of lightweight geopolymer mortar incorporating crumb rubber. J. Clean. Prod. 2018, 195, 1069–1080. [Google Scholar] [CrossRef]
- Cheng, T.W.; Chiu, J.P. Fire-resistant geopolymer produced by granulated blast furnace slag. Miner. Eng. 2003, 16, S0892–S6875. [Google Scholar] [CrossRef]
- Kong, D.L.Y.; Sanjayan, J.G. Effect of elevated temperature on geopolymer paste, mortar and concrete. Cem. Concr. Res. 2010, 40, 334–339. [Google Scholar] [CrossRef]
- Luhar, S.; Chaudhary, S.; Luhar, I. Thermal resistance of fly ash based rubberized geopolymer concrete. J. Build. Eng. 2018, 19, 420–428. [Google Scholar] [CrossRef]
- Huang, X.; Pang, J.; Liu, G.; Chen, Y. The influence of equal amplitude high stress repeated loading on the mechanical and deformation characteristics of rubber concrete. Constr. Build. Mater. 2021, 266, 121135. [Google Scholar] [CrossRef]
- Ganesh, A.C.; Muthukannan, M. Development of high performance sustainable optimized fibre reinforced geopolymer concrete and prediction of compressive strength. J. Clean. Prod. 2021, 282, 124543. [Google Scholar] [CrossRef]
- Pourbaba, M.; Asefi, E.; Sadaghian, H.; Mirmiran, A. Effect of age on the compressive strength of ultra-high-performance fibre-reinforced concrete. Constr. Build. Mater. 2018, 175, 402–410. [Google Scholar] [CrossRef]
- Rivas-Vázquez, L.P.; Suárez-Orduña, R.; Hernández-Torres, J.; Aquino-Bolaños, E. Effect of the surfaxe treatment of recycled rubber on the mechanical strength of composite concrete/rubber. Mater. Struct. 2015, 48, 2809–2814. [Google Scholar] [CrossRef]
- Colom, X.; Carillo, F.; Cañavate, J. Composites reinforced with reused tyres: Surface oxidant treatment to improve the interfacial compatibility. Compos. Part A 2007, 38, 44–50. [Google Scholar] [CrossRef]
- Shanmugharaj, A.M.; Kim, J.K.; Ryu, S.H. UV surface modification of waste tire powder: Characterisation and its influence on the properties of polypropylene/waste powder composites. Polym. Test. 2005, 24, 739–745. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | TiO2 | Fe2O3 | CaO | MgO | Na2O | K2O | SO3 | LOI | |
|---|---|---|---|---|---|---|---|---|---|---|
| MK | 56.26 | 38.04 | 0.17 | 0.88 | 0.54 | 0.47 | 0.42 | 0.95 | - | 2.16 |
| GGBFS | 34.05 | 6.45 | - | - | 47.36 | 8.06 | 1.08 | 0.57 | 1.48 | 0.95 |
| Quartz | Cristobalite | Merwinite | Akermanite | Brownmillerite | Vitreous Phase | |
|---|---|---|---|---|---|---|
| MK | 4.6 | 3 | - | - | - | 92.4 |
| GGBFS | 0.2 | - | 11.1 | 1.2 | 0.6 | 86.9 |
| Series | Starting Material | Amount, wt % | Additive | Surface Treatment of Rubber | Storage Conditions | Sample Size (mm) | |
|---|---|---|---|---|---|---|---|
| Rubber (ΔR) | Kaowool (ΔK) | ||||||
| 1 | MK | 0, 5, 10, 15, 20, 25, 35, 45 | 0.0 | - | - | Tr atm | ø30 × 30 |
| 10 | 0.0 | G, SA, MA, X | |||||
| 0.0 | 0.0, 0.5, 0.75, 1.0, 1.25, 1.5 | - | |||||
| 2 | GGBFS | 0, 5, 10, 25 | 0.0, 1.0 | - | - | Tr atm | ø30 × 30 |
| 10 | 0.0 | - | acid, alkali, organic solvent, UV-A, T80 | ||||
| 3 | GGBFS CEM I CEM III/B | 10 | 1.0 | - | acid | Tr atm, T20 water | ø30 × 30, 40 × 10 × 160 |
| - | - | - | - | ||||
| Amount, wt % | CEM I 42.5 N | CEM III/B 32.5 N-LH/SR | AAC Composite |
|---|---|---|---|
| Cement | 25 | 8.5 | - |
| Slag | 0 | 16.5 | 33.3 |
| Sand | 75 | 75 | 59.3 |
| Rubber | - | - | 6.7 |
| Kaowool | - | - | 0.7 |
| Surface Treatment of Rubber | Untreated | H2SO4 | NaOH | Acetone | UV-A Radiation | Heat Treatment |
|---|---|---|---|---|---|---|
| Shore A hardness | 49.1 | 54.7 | 50.1 | 51.3 | 51.1 | 53.0 |
| Change (%) | - | 11.5 | 2.1 | 4.5 | 4.2 | 8.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boros, A.; Varga, C.; Prajda, R.; Jakab, M.; Korim, T. Development of Waste-Based Alkali-Activated Cement Composites. Materials 2021, 14, 5815. https://doi.org/10.3390/ma14195815
Boros A, Varga C, Prajda R, Jakab M, Korim T. Development of Waste-Based Alkali-Activated Cement Composites. Materials. 2021; 14(19):5815. https://doi.org/10.3390/ma14195815
Chicago/Turabian StyleBoros, Adrienn, Csilla Varga, Roland Prajda, Miklós Jakab, and Tamás Korim. 2021. "Development of Waste-Based Alkali-Activated Cement Composites" Materials 14, no. 19: 5815. https://doi.org/10.3390/ma14195815
APA StyleBoros, A., Varga, C., Prajda, R., Jakab, M., & Korim, T. (2021). Development of Waste-Based Alkali-Activated Cement Composites. Materials, 14(19), 5815. https://doi.org/10.3390/ma14195815