
Parameter Optimization of Laser Direct-Write Patterning on Indium Tin Oxide/Polycarbonate Thin Films Using Multi-Performance Characteristics Analysis



Abstract
:1. Introduction
2. Experimental Process
2.1. Experimental Equipment
2.2. Material and Experimental Setup
2.3. Taguchi Method
- (a)
- Identify the quality characteristics and process parameters to be evaluated.
- (b)
- Determine the number of levels for the process parameters and possible interactions between the process parameters.
- (c)
- Select the appropriate orthogonal array and assign the process parameters to the orthogonal array.
- (d)
- Conduct the experiments based on the arrangement of the orthogonal array.
- (e)
2.4. Analysis of Variance (ANOVA)
2.5. Target Level of the Isolation Line
3. Results and Discussion
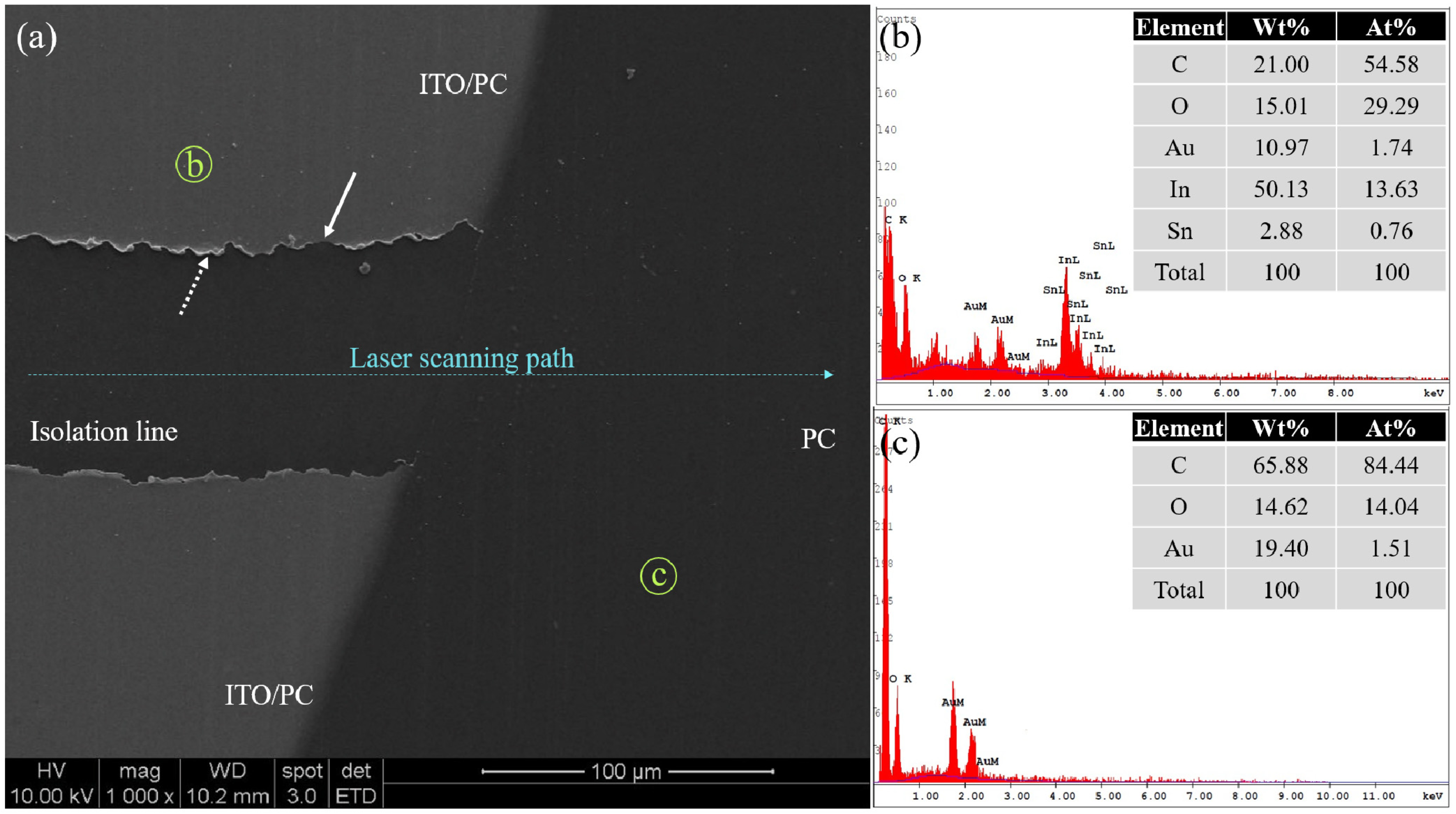
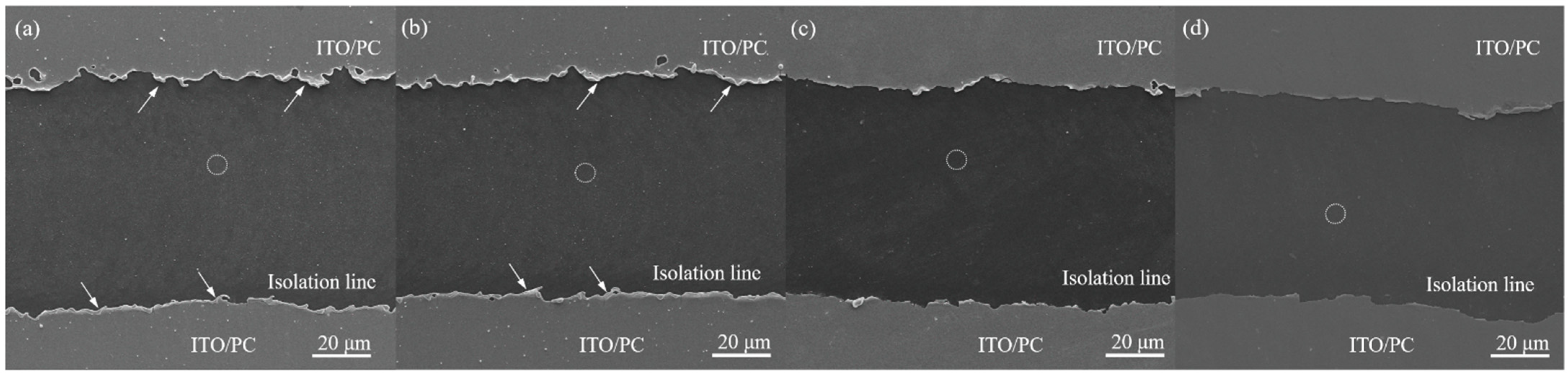
3.1. Observations of the Isolation Line
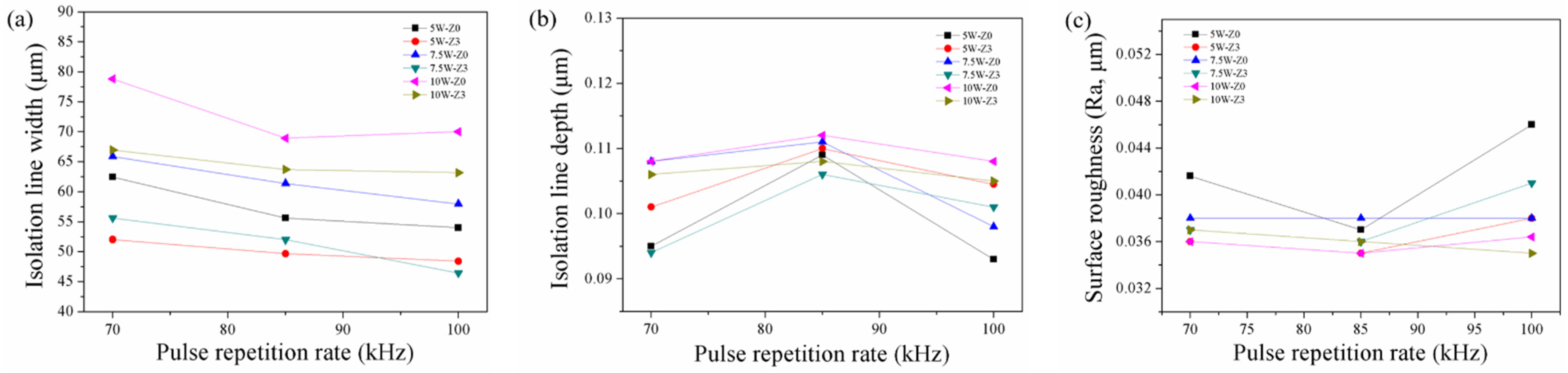
3.2. Effects of the Pulse Repetition Rate on Isolation Line Width and Depth, and Surface Roughness of PC
3.3. Effects of the Defocusing Distance on Isolation Line Width and Depth, and Surface Roughness of PC
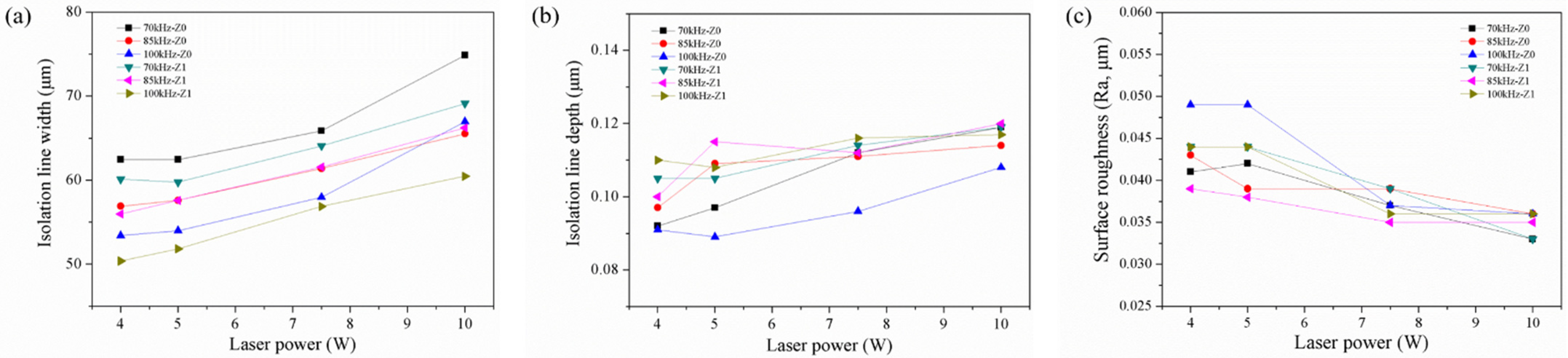
3.4. Effects of Laser Power on the Isolation Line Width and Depth, and Surface Roughness of PC
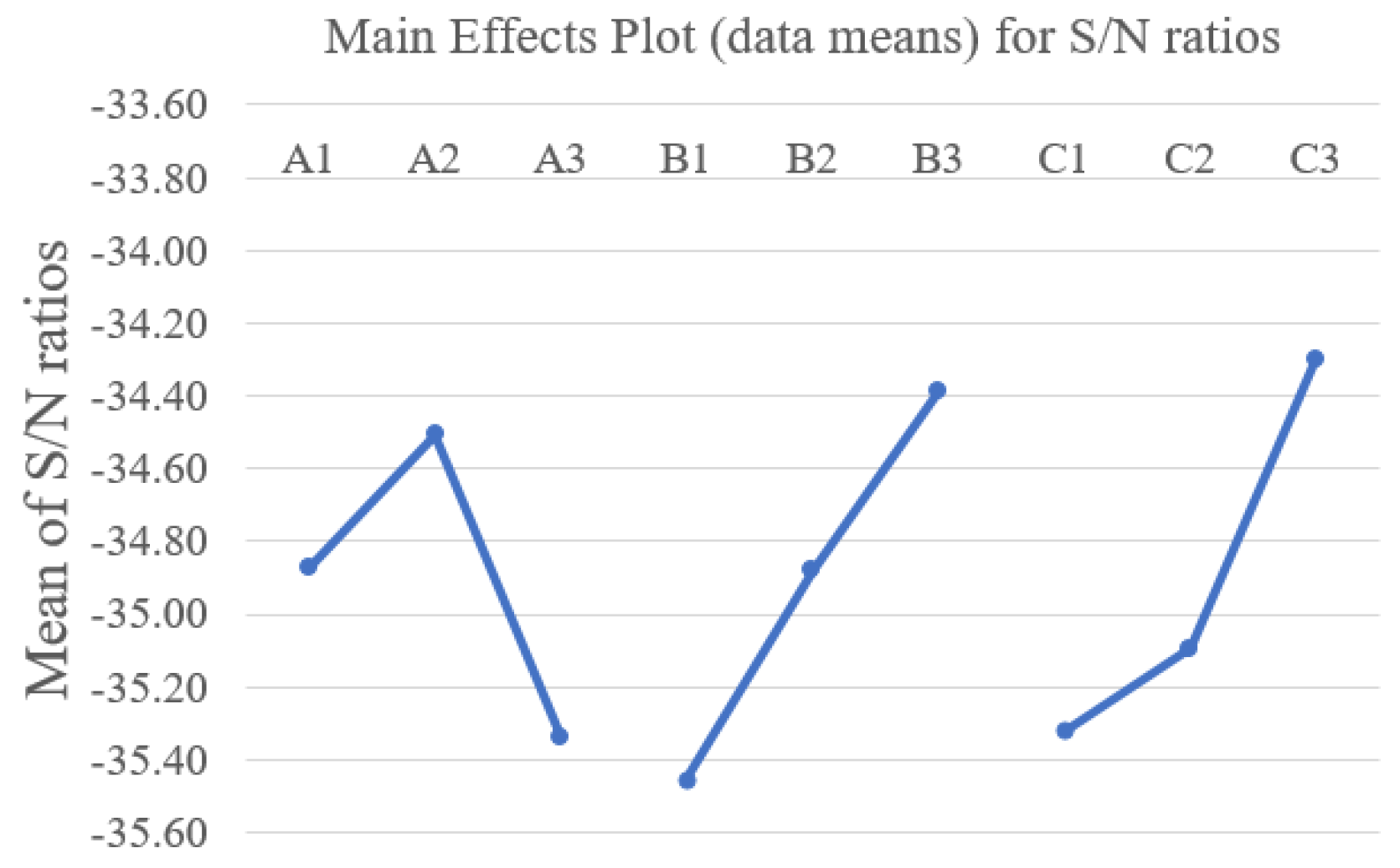
3.5. Signal-to-Noise (S/N) Ratio Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Breen, T.L.; Fryer, P.M.; Nunes, R.W.; Rothwell, M.E. Patterning Indium Tin Oxide and Indium Zinc Oxide Using Microcontact Printing and Wet Etching. Langmuir 2002, 18, 194–197. [Google Scholar] [CrossRef]
- Minami, T. Present status of transparent conducting oxide thin-film development for indium–tin–oxide (ITO) substitutes. Thin Solid Films 2008, 516, 5822–5828. [Google Scholar] [CrossRef]
- Henry, M.; Harrison, P.M.; Wendland, J. Laser direct write of active thin-films on glass for industrial flat panel display manufacture. J. Laser Micro Nanoeng. 2007, 2, 49–56. [Google Scholar] [CrossRef]
- Tseng, S.F.; Hsiao, W.T.; Huang, K.C.; Donyau, C.; Chen, M.F.; Chou, C.P. Laser scribing of indium tin oxide (ITO) thin films deposited on various substrates for touch panels. Appl. Surf. Sci. 2010, 257, 1487–1494. [Google Scholar] [CrossRef]
- Lee, C.Y.; Chang, C.L.; Shih, W.P.; Dai, C.L. Wet etching rates of InGaZnO for the fabrication of transparent thin-film transistors on plastic substrates. Thin Solid Films 2010, 518, 3992–3998. [Google Scholar] [CrossRef]
- Chen, M.F.; Chen, Y.P.; Hsiao, W.T.; Gu, Z.P. Laser direct write patterning technique of indium tin oxide film. Thin Solid Films 2007, 515, 8515–8518. [Google Scholar] [CrossRef]
- Mitsuhiro, T. Femtosecond Laser Direct Writing. In Micro and Nano Fabrication Technology; Springer: Singapore, 2018; pp. 481–498. [Google Scholar]
- Yavas, O.; Takai, M. High-Speed Maskless Laser Patterning of Thin Films for Giant Microelectronics. J. Appl. Phys. 1999, 38, 7131. [Google Scholar] [CrossRef]
- Yavas, O.; Takai, M. Effect of substrate absorption on the efficiency of laser patterning of indium tin oxide thin films. J. Appl. Phys. 1999, 85, 4207. [Google Scholar] [CrossRef]
- Yavas, O.; Takai, M. High-speed maskless laser patterning of indium tin oxide thin films. Appl. Phys. Lett. 1998, 73, 2558–2560. [Google Scholar] [CrossRef]
- Ghandour, O.A.; Constantinide, D.; Sheets, R. Excimer ablation of ITO on flexible substrates for large format display applications. Proc. SPIE 2002, 4637, 90–101. [Google Scholar]
- Park, M.; Chon, B.H.; Kim, H.S.; Jeoung, S.J.; Kim, D.; Lee, J.I.; Chu, H.Y.; Kim, H.R. Ultrafast laser ablation of indium tin oxide thin films for organic light-emitting diode application. Opt. Lasers Eng. 2006, 44, 138–146. [Google Scholar] [CrossRef]
- Tanaka, R.; Takaoka, T.; Mizukami, H.; Arai, T.; Iwai, Y. Laser Etching of Indium Tin Oxide Thin Films by Ultra-short Pulsed laser. Proc. SPIE 2003, 5063, 370–373. [Google Scholar]
- Chen, M.F.; Hsiao, W.T.; Ho, Y.S.; Tseng, S.F.; Chen, Y.P. Laser patterning with beam shaping on indium tin oxide thin films of glass/plastic substrate. Thin Solid Films 2009, 518, 1072–1078. [Google Scholar] [CrossRef]
- Wu, W.F.; Chiou, B.S. Deposition of indium tin oxide films on polycarbonate substrates by radio-frequency magnetron sputtering. Thin Solid Films 1997, 298, 221–227. [Google Scholar] [CrossRef]
- Laurenti, M.; Bianco, S.; Castellino, M.; Garino, N.; Virga, A.; Pirri, C.F.; Mandracci, P. Toward plastic smart windows optimization of indium tin oxide electrodes for the synthesis of electrochromic devices on polycarbonate substrates. ACS Appl. Mater. Interfaces 2016, 8, 8032–8042. [Google Scholar] [CrossRef]
- Kim, D. Deposition of indium tin oxide films on polycarbonate substrates by direct metal ion beam deposition. Thin Solid Films 2003, 218, 70–77. [Google Scholar] [CrossRef]
- Cho, J.S.; Koh, S.K. Enhanced adhesion between polycarbonate substrates and tin doped indium oxide films by ion-assisted reaction. Nucl. Instrum. Methods Phys. Res. B 2011, 175, 505–510. [Google Scholar] [CrossRef]
- Park, J.H.; Chae, J.H.; Kim, D. Influence of nickel thickness on the properties of ITO/Ni/ITO thin films. J. Alloys Compd. 2009, 478, 330–333. [Google Scholar] [CrossRef]
- Yang, W.H.; Tarng, Y.S. Design optimization of cutting parameters for turning operations based on the Taguchi method. J. Mater. Process. Technol. 1998, 64, 122–192. [Google Scholar] [CrossRef]
- Timur, C.; Uğur, K.A.; Bekir, Ç. Parameter optimization of nanosecond laser for microdrilling on PVC by Taguchi method. Opt. Laser Technol. 2012, 44, 2347–2353. [Google Scholar]
- Tarng, Y.S.; Yang, W.H. Optimization of the weld bead geometry in gas tungsten arc welding by the Taguchi method. Int. J. Adv. Manuf. Technol. 1998, 14, 549–554. [Google Scholar] [CrossRef]
- Tseng, S.F.; Liao, C.H. Investigation of interactions between ultrafast laser beams and screen printed silver nanopaste films. Appl. Surf. Sci. 2020, 512, 144696. [Google Scholar] [CrossRef]
- Cheng, C.W.; Lin, C.Y. High precision patterning of ITO using femtosecond laser annealing process. Appl. Surf. Sci. 2014, 314, 215–220. [Google Scholar] [CrossRef]
- Eshaghi, A.; Graeli, A. Optical and electrical properties of indium tin oxide (ITO) nanostructured thin films deposited on polycarbonate substrates “thickness effect”. Optik 2014, 125, 1478–1481. [Google Scholar] [CrossRef]
- Fenga, W.; Tey, J.N.; Wan, Y.C.; Shan, X.; Zheng, H. Laser patterning of printed silver for selective lighting of electroluminescence film. J. Manuf. Process. 2019, 38, 445–452. [Google Scholar] [CrossRef]
- Wang, Y.L.; Li, B.J.; Li, S.S.; Li, H.; Huang, L.J.; Ren, N.F. Parameter optimization in femtosecond pulsed laser etching of fluorinedoped tin oxide films. Opt. Laser Technol. 2019, 116, 162–170. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Power (W) | 4 | 5 | 7.5 |
| Pulse repetition rate (kHz) | 70 | 85 | 100 |
| Defocusing distance (mm) | 0 | +1 | +3 |
| Experiment No. | Power (W) | Pulse Repetition Rate (kHz) | Defocusing Distance (mm) |
|---|---|---|---|
| 1 | 4 | 70 | 0 |
| 2 | 4 | 85 | +1 |
| 3 | 4 | 100 | +3 |
| 4 | 5 | 70 | +1 |
| 5 | 5 | 85 | +3 |
| 6 | 5 | 100 | 0 |
| 7 | 7.5 | 70 | +3 |
| 8 | 7.5 | 85 | 0 |
| 9 | 7.5 | 100 | +1 |
| Element | At % | |||
|---|---|---|---|---|
| a | b | c | d | |
| C | 85.71 | 86.51 | 86.46 | 88.05 |
| O | 12.22 | 11.32 | 11.82 | 9.93 |
| Au | 1.48 | 1.75 | 1.31 | 1.59 |
| In | 0.28 | 0.25 | 0.33 | 0.44 |
| Sn | 0.31 | 0.17 | 0.07 | 0 |
| Total | 100 | 100 | 100 | 100 |
| Parameter | Isolation Line Width | |
|---|---|---|
| Experiment No | Average Width (μm) | S/N |
| 1 | 62.6 | −35.94 |
| 2 | 55.7 | −34.93 |
| 3 | 48.7 | −33.76 |
| 4 | 57.8 | −35.25 |
| 5 | 49.9 | −33.97 |
| 6 | 51.8 | −34.29 |
| 7 | 57.3 | −35.18 |
| 8 | 61.2 | −35.74 |
| 9 | 56.9 | −35.11 |
| Average S/N ratio | - | −34.91 |
| Factors | 1st Level | 2nd Level | 3rd Level | A | B | C | D (%) | E | F |
|---|---|---|---|---|---|---|---|---|---|
| Power (W) | −34.87 | −34.51 | −35.34 | 2 | 1.05 | 0.53 | 23.1 | 2 | 5 |
| Pulse repetition rate (kHz) | −35.46 | −34.88 | −34.39 | 2 | 1.73 | 0.86 | 37.8 | 3 | 100 |
| Defocusing distance (mm) | −35.32 | −35.10 | −34.30 | 2 | 1.72 | 0.86 | 37.7 | 3 | +3 |
| Error | - | - | - | 2 | 0.06 | 0.03 | 1.4 | - | - |
| Total | - | - | - | 8 | 4.56 | 100 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.-C.; Hsiung, Y.-K.; Chang, C.-Y.; Ou, S.-F. Parameter Optimization of Laser Direct-Write Patterning on Indium Tin Oxide/Polycarbonate Thin Films Using Multi-Performance Characteristics Analysis. Materials 2021, 14, 5808. https://doi.org/10.3390/ma14195808
Chen Y-C, Hsiung Y-K, Chang C-Y, Ou S-F. Parameter Optimization of Laser Direct-Write Patterning on Indium Tin Oxide/Polycarbonate Thin Films Using Multi-Performance Characteristics Analysis. Materials. 2021; 14(19):5808. https://doi.org/10.3390/ma14195808
Chicago/Turabian StyleChen, Yi-Cheng, Yi-Kai Hsiung, Chih-Yuan Chang, and Shih-Fu Ou. 2021. "Parameter Optimization of Laser Direct-Write Patterning on Indium Tin Oxide/Polycarbonate Thin Films Using Multi-Performance Characteristics Analysis" Materials 14, no. 19: 5808. https://doi.org/10.3390/ma14195808
APA StyleChen, Y.-C., Hsiung, Y.-K., Chang, C.-Y., & Ou, S.-F. (2021). Parameter Optimization of Laser Direct-Write Patterning on Indium Tin Oxide/Polycarbonate Thin Films Using Multi-Performance Characteristics Analysis. Materials, 14(19), 5808. https://doi.org/10.3390/ma14195808