Fatigue Life Prediction of Machined Specimens with the Consideration of Surface Roughness


Abstract
:1. Introduction
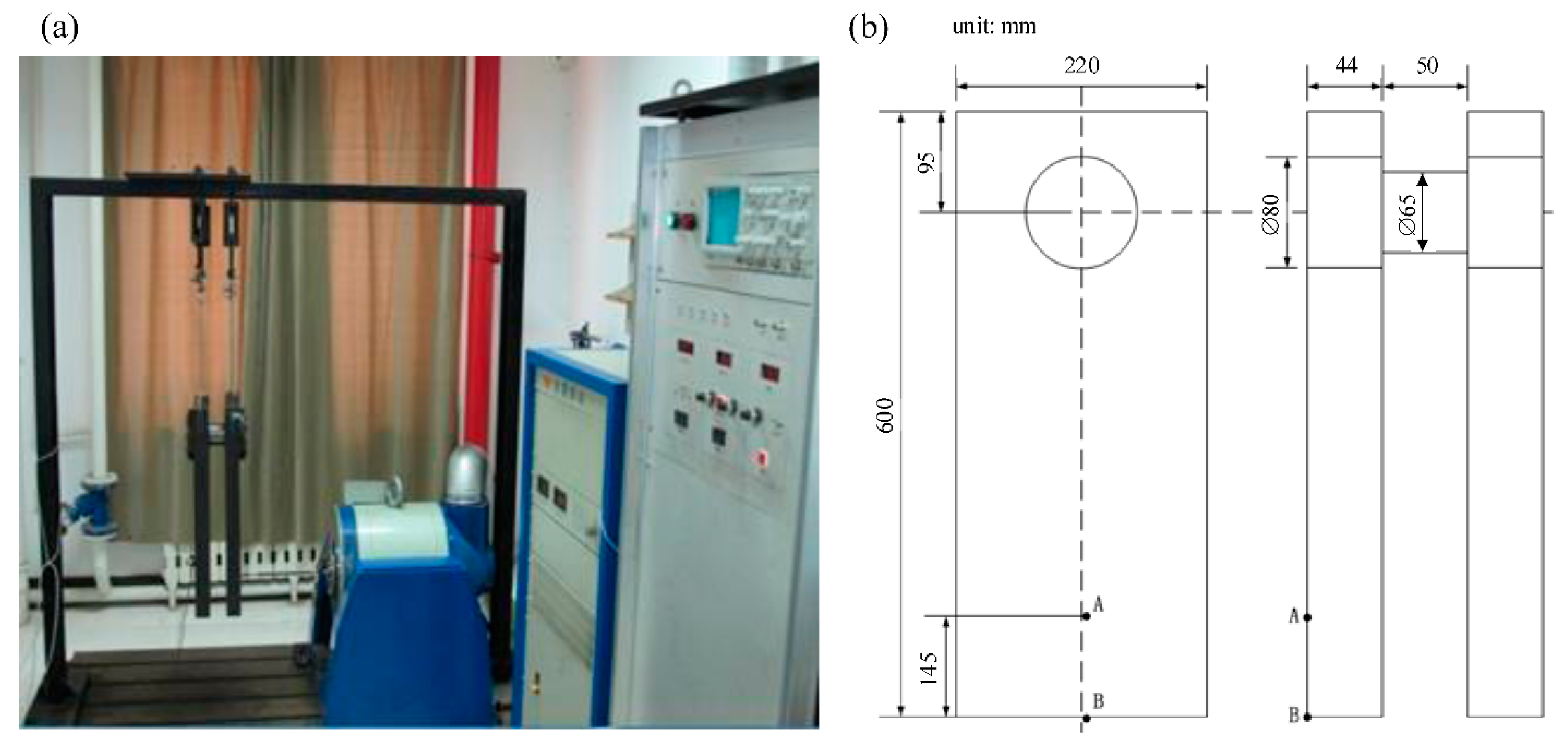
2. Bending Fatigue Test
3. Fatigue Life Prediction of the Smooth Stepped Shaft
3.1. Fatigue Properties of 42CrMo
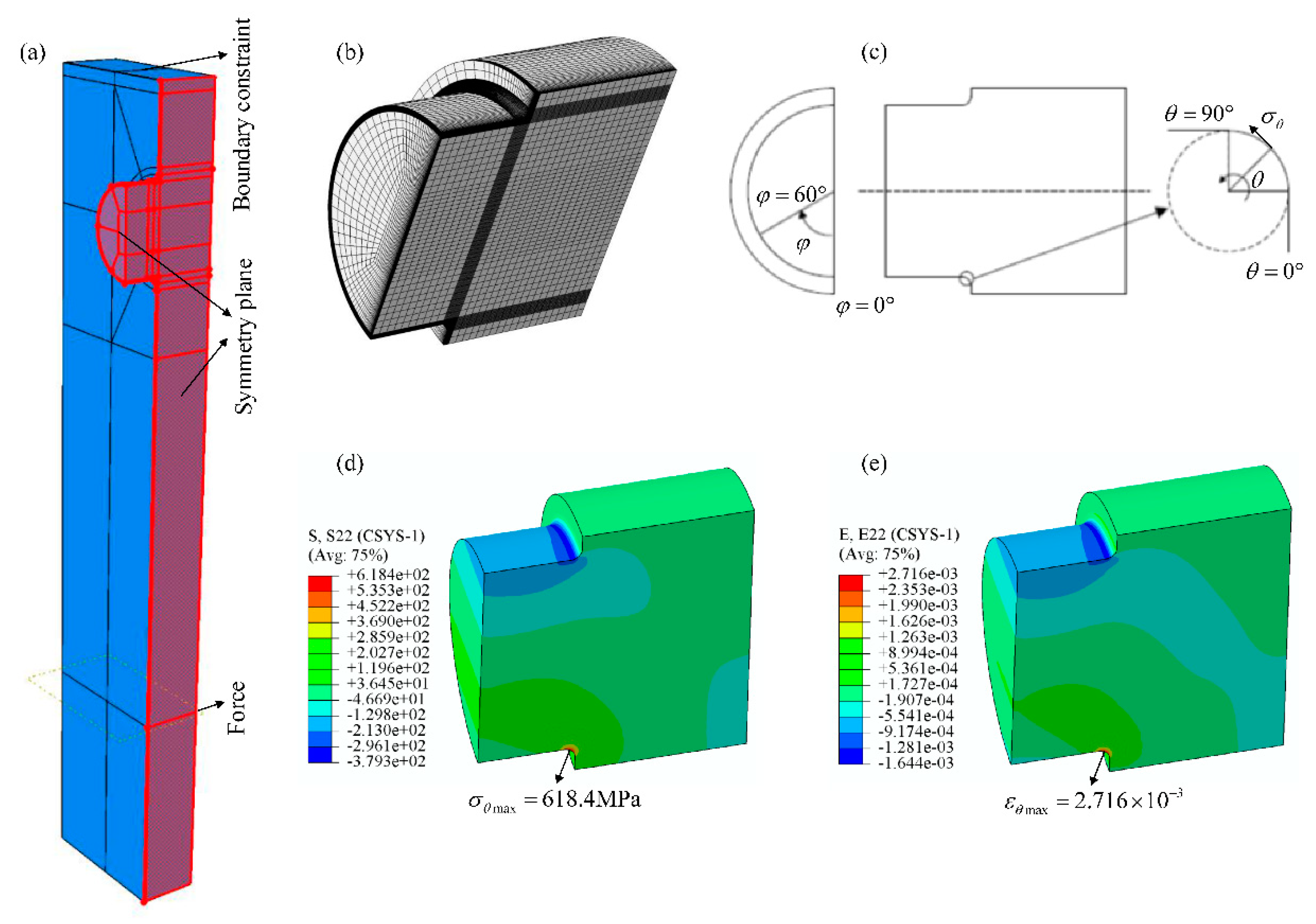
3.2. FEA of the Stepped Shaft
4. Fatigue Life Estimations Based on Surface Roughness
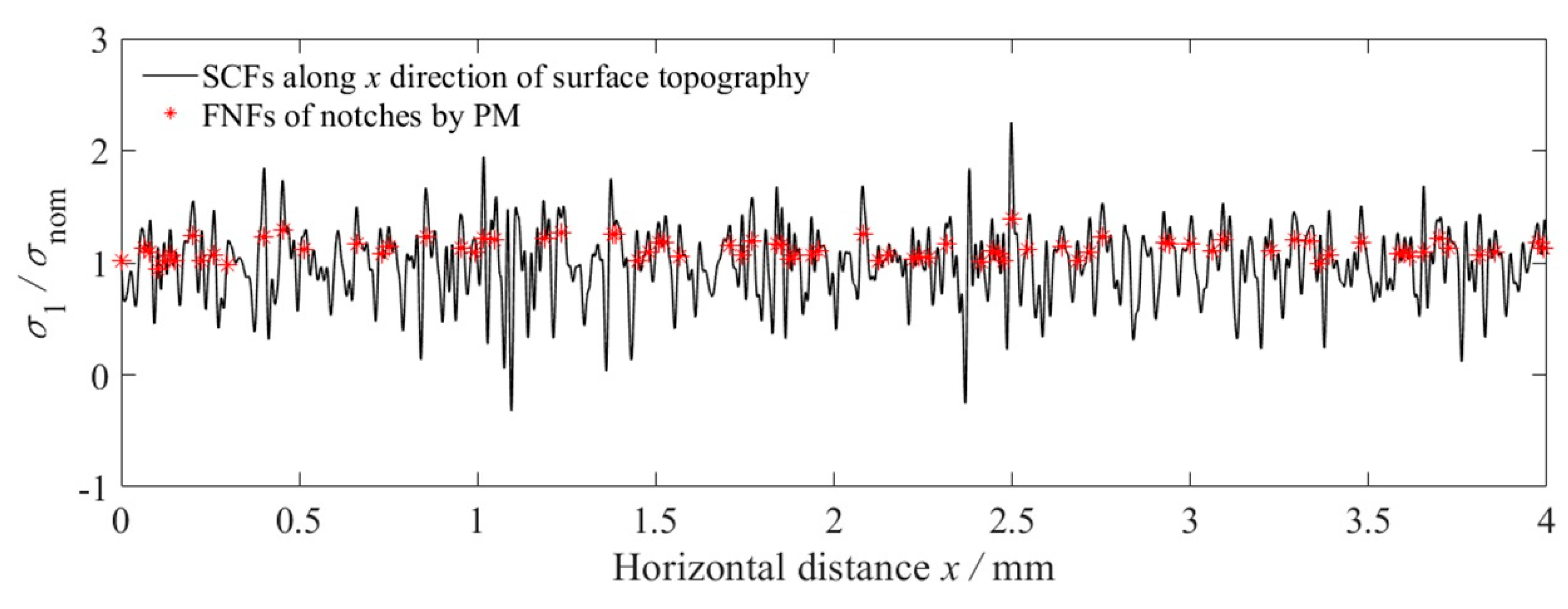
4.1. Fatigue Notch Factor of Rough Specimens
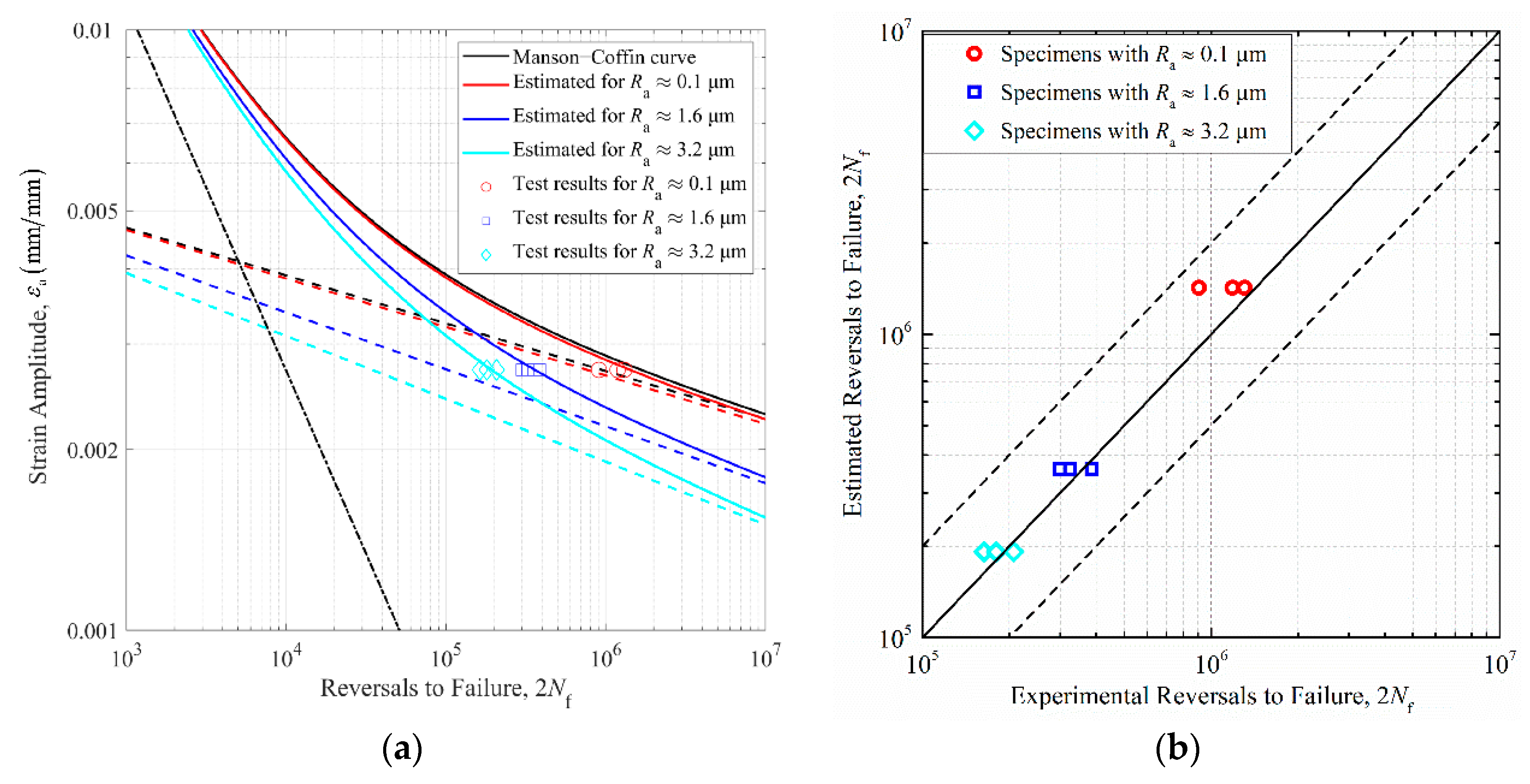
4.2. Fatigue Life Prediction of Rough Specimens
5. Conclusions
- (1)
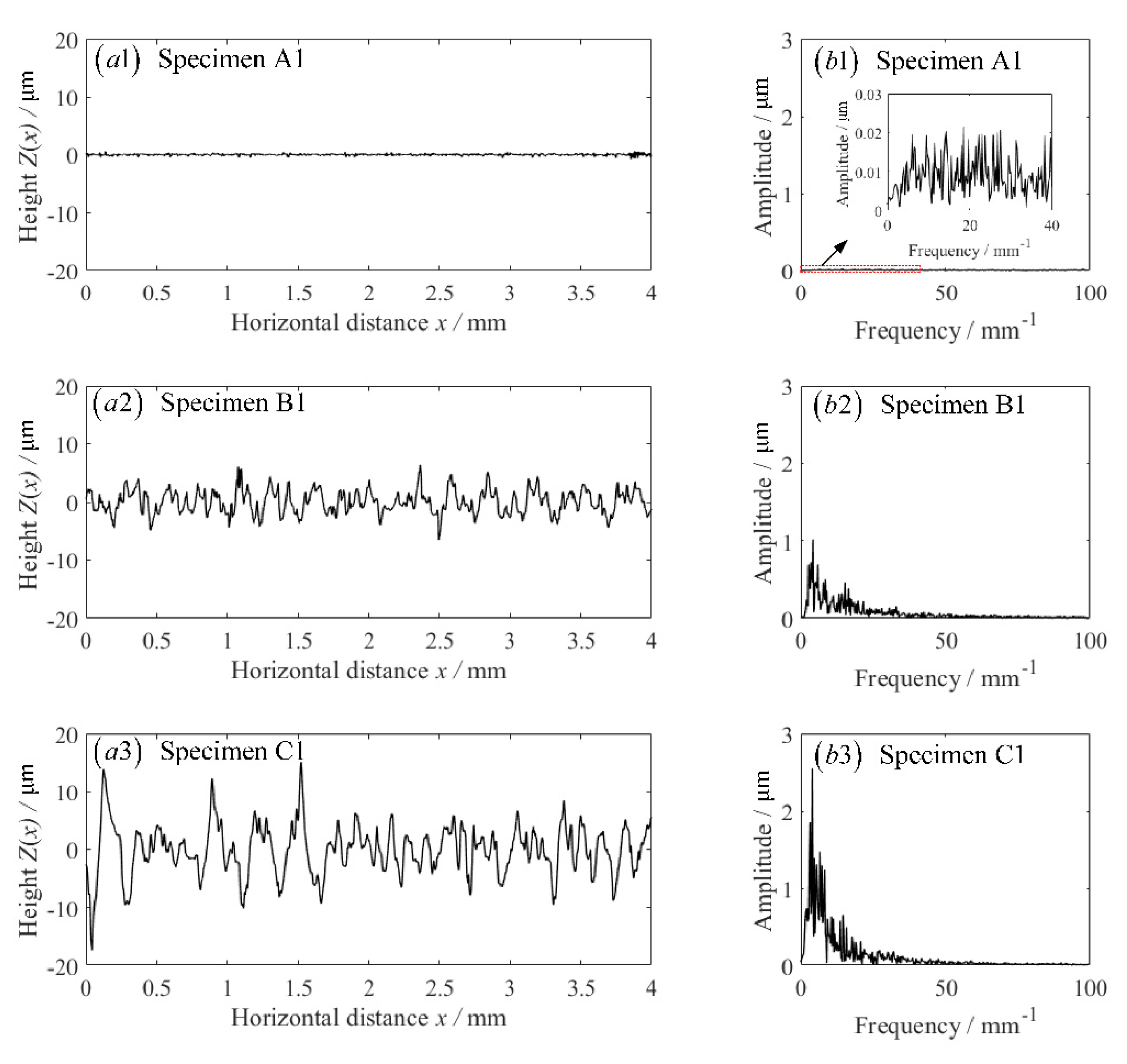
- The fatigue lives decrease gradually with the increase of the height parameters of surface topographies according to the fatigue test. Besides, the FNF induced by surface roughness also conforms to this rule from the theoretical perspective. Theoretical and experimental results all point out that the height parameters of surface irregularities following machining are the most significant roughness parameters to characterize the fatigue performance of the material.
- (2)
- The effect of surface roughness on the metal’s fatigue behavior can be adequately estimated using the analytical FNF based on the PM of TCD. The proposed FNF induced by surface topography is represented by the Fourier series and incorporated into the characteristic length . According to the proposed procedure, more high frequency components of surface morphology should be taken into account to model the machined surface topography for high-strength steels, compared to low notch sensitive materials.
- (3)
- A classical approach utilizing the FNF induced by surface topography to revise the elastic portion of the total strain–life curve can adequately capture the surface roughness effects. Fatigue life prediction using this method falls within scatter bands of two from experimentally obtained lives for specimens. Besides, the effective FNF is more suitable to characterize the fatigue performance of rough specimens than the maximum FNF induced by surface morphologies.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stephens, R.; Fatemi, A.; Stephens, R.; Fuchs, H. Metal Fatigue in Engineering; John Wiley & Sons, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Zahavi, E.; Torbilo, V. Fatigue Design: Life Expectancy of Machine Parts, 1st ed.; CRC Press: Boca Raton, FL, USA, 1996. [Google Scholar]
- McKelvey, S.A.; Fatemi, A. Surface finish effect on fatigue behavior of forged steel. Int. J. Fatigue 2012, 36, 130–145. [Google Scholar] [CrossRef]
- Taylor, D.; Clancy, O.M. The fatigue performance of machined surfaces. Fatigue Fract. Eng. Mater. Struct. 1991, 14, 329–336. [Google Scholar] [CrossRef]
- Neuber, H. Kerbspannungslehre; Springer: Berlin/Heidelberg, Germany, 1958. [Google Scholar]
- Arola, D.; Ramulu, M. An examination of the effects from surface texture on the strength of fiber-reinforced plastics. J. Compos. Mater. 1999, 33, 102–123. [Google Scholar] [CrossRef]
- Ås, S.K.; Skallerud, B.; Tveiten, B.W.; Holme, B. Fatigue life prediction of machined components using finite element analysis of surface topography. Int. J. Fatigue 2005, 27, 1590–1596. [Google Scholar] [CrossRef]
- Ås, S.K.; Skallerud, B.; Tveiten, B.W. Surface roughness characterization for fatigue life predictions using finite element analysis. Int. J. Fatigue 2008, 30, 2200–2209. [Google Scholar] [CrossRef]
- Skallerud, B.; Ås, S.K.; Ottosen, N.S. A gradient-based multiaxial criterion for fatigue crack initiation prediction in components with surface roughness. Int. J. Fatigue 2018, 117, 384–395. [Google Scholar] [CrossRef] [Green Version]
- Suraratchai, M.; Limido, J.; Mabru, C.; Chieragatti, R. Modelling the influence of machined surface roughness on the fatigue life of aluminium alloy. Int. J. Fatigue 2008, 30, 2119–2126. [Google Scholar] [CrossRef] [Green Version]
- Vayssette, B.; Saintier, N.; Brugger, C.; El May, M.; Pessard, E. Numerical modelling of surface roughness effect on the fatigue behavior of Ti-6Al-4V obtained by additive manufacturing. Int. J. Fatigue 2019, 123, 180–195. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Z.; Liao, R.; Lu, W. Surface stress concentration factor via Fourier representation and its application for machined surfaces. Int. J. Solids Struct. 2017, 113–114, 108–117. [Google Scholar] [CrossRef]
- Cheng, Z.; Liao, R.; Lu, W.; Wang, D. Fatigue notch factors prediction of rough specimen by the theory of critical distance. Int. J. Fatigue 2017, 104, 195–205. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhang, Y.; Sun, X.; Wang, T.; Li, S. Stress concentration of 3-D surfaces with small undulations: Analytical solution. Int. J. Solids Struct. 2020, 206, 340–353. [Google Scholar] [CrossRef]
- Perez, I.; Madariaga, A.; Arrazola, P.J.; Cuesta, M.; Soriano, D. An analytical approach to calculate stress concentration factors of machined surfaces. Int. J. Mech. Sci. 2021, 190, 106040. [Google Scholar] [CrossRef]
- Verreman, Y.; Limodin, N. Fatigue notch factor and short crack propagation. Eng. Fract. Mech. 2008, 75, 1320–1335. [Google Scholar] [CrossRef]
- Siebel, E.; Stieler, M. Dissimilar stress distributions and cyclic loading. Z. Ver. Deutsch. Ing. 1955, 97, 121–131. [Google Scholar]
- Arola, D.; Williams, C.L. Estimating the fatigue stress concentration factor of machined surfaces. Int. J. Fatigue 2002, 24, 923–930. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions; Elsevier Ltd.: Oxford, UK, 2002. [Google Scholar]
- Nakatani, M.; Masuo, H.; Tanaka, Y.; Murakami, Y. Effect of Surface Roughness on Fatigue Strength of Ti-6Al-4V Alloy Manufactured by Additive Manufacturing. Procedia Struct. Integr. 2019, 19, 294–301. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusions and inhomogeneities on fatigue strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
- Lee, S.; Pegues, J.W.; Shamsaei, N. Fatigue behavior and modeling for additive manufactured 304L stainless steel: The effect of surface roughness. Int. J. Fatigue 2020, 141, 105856. [Google Scholar] [CrossRef]
- Dinh, T.D.; Han, S.; Yaghoubi, V.; Xiang, H.; Erdelyi, H.; Craeghs, T.; Segers, J.; Van Paepegem, W. Modeling detrimental effects of high surface roughness on the fatigue behavior of additively manufactured Ti-6Al-4V alloys. Int. J. Fatigue 2021, 144, 106034. [Google Scholar] [CrossRef]
- Dinh, T.D.; Vanwalleghem, J.; Xiang, H.; Erdelyi, H.; Craeghs, T.; Van Paepegem, W. A unified approach to model the effect of porosity and high surface roughness on the fatigue properties of additively manufactured Ti6-Al4-V alloys. Addit. Manuf. 2020, 33, 101139. [Google Scholar] [CrossRef]
- Andrews, S.; Sehitoglu, H. Computer model for fatigue crack growth from rough surfaces. Int. J. Fatigue 2000, 22, 619–630. [Google Scholar] [CrossRef]
- Zhang, J.; Fatemi, A. Surface roughness effect on multiaxial fatigue behavior of additive manufactured metals and its modeling. Theor. Appl. Fract. Mech. 2019, 103, 102260. [Google Scholar] [CrossRef]
- Romano, S.; Nezhadfar, P.D.; Shamsaei, N.; Seifi, M.; Beretta, S. High cycle fatigue behavior and life prediction for additively manufactured 17-4 PH stainless steel: Effect of sub-surface porosity and surface roughness. Theor. Appl. Fract. Mech. 2020, 106, 102477. [Google Scholar] [CrossRef]
- Sun, J.; Wang, L.Y.; Cao, X.X.; Lu, J.D. Failure analysis of crankshaft fracture in automobile engine. Heat Treat. Met. 2004, 29, 79–81. [Google Scholar]
- Zhen, Z.; Bing, Z.; Jian, Z. Fracture analysis of car engine crankshaft. Fail. Anal. Prev. 2016, 11, 261–264. [Google Scholar]
- Fang, H.; Gao, Z.; Yuan, Z.C.; Ding, W.L.; Gong, C.G.; Li, C. Research on bending fatigue of quenching-strengthened crankshaft. Trans. CSICE 2003, 21, 467–472. [Google Scholar]
- Lin, T.; Zhang, Q.; Lian, Z.; Liu, Y.; Zhang, Y.; Chen, Y. Multi-axial fatigue life prediction of drill collar thread in gas drilling. Eng. Fail. Anal. 2016, 59, 151–160. [Google Scholar] [CrossRef]
- Cheng, H.; Wang, F.M.; Li, C.-R.; Tan, Y.-P.; Wang, J.-J. Effect of arsenic on microstructure and mechanical properties of 45 Steel. Heat Treat. Met. 2010, 35, 33–38. [Google Scholar]
- Ke, B.; Wen, L.; Jishan, L.; Ridong, L.; Zhengxing, Z. Stain Measurement Error Near Crankshaft Fillet in Bending Fatigue Test. Trans. CSICE 2011, 29, 337–341. [Google Scholar]
- Spiteri, P.V.; Lee, Y.-L.; Segar, R. An Exploration of Failure Modes in Rolled, Ductile, Cast-Iron Crankshafts Using a Resonant Bending Testing Rig. SAE Trans. 2005, 114, 837–844. [Google Scholar]
- Nie, H.; Qiao, X. A new prediction method of material behavior parameters for strain fatigue. J. Nanjing Univ. Aeronaut. Astronaut. 1992, 24, 226–231. [Google Scholar]
- Maiya, P.S. Geometrical characterization of surface roughness and its application to fatigue crack initiation. Mater. Sci. Eng. 1975, 21, 57–62. [Google Scholar] [CrossRef]
- Aono, Y.; Noguchi, H. Fatigue limit reliability of axisymmetric complex surface. Int. J. Fract. 2005, 131, 59–78. [Google Scholar] [CrossRef]
- Taylor, D. The Theory of Critical Distances: A New Perspective in Fracture Mechanics; Elsevier: London, UK, 2007. [Google Scholar]
- El Haddad, M.H.; Topper, T.H.; Smith, K.N. Prediction of non propagating cracks. Eng. Fract. Mech. 1979, 11, 573–584. [Google Scholar] [CrossRef]
- Atzori, B.; Lazzarin, P.; Filippi, S. Cracks and notches: Analogies and differences of the relevant stress distributions and practical consequences in fatigue limit predictions. Int. J. Fatigue 2001, 23, 355–362. [Google Scholar] [CrossRef]
- Taylor, D. Geometrical effects in fatigue: A unifying theoretical model. Int. J. Fatigue 2000, 21, 413–420. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Cr | Ni | Cu | Mo |
|---|---|---|---|---|---|---|---|---|
| 0.40 | 0.31 | 0.67 | 0.02 | 0.01 | 1.05 | 0.02 | 0.01 | 0.20 |
| 42CrMo | 211 | 0.28 | 7850 | 930 | 1134 | 62 |
| 45 steel | 206 | 0.3 | 7850 | 385 | 655 | 52 |
| Order | 1 | 2 | 3 | 4 | 5 | 6 | |
|---|---|---|---|---|---|---|---|
| Modal calculation | Frequency/Hz | 112.74 | 181.50 | 488.43 | 504.02 | 728.88 | 853.77 |
| Modal test | 112.16 | 179.75 | 484.68 | 496.37 | 709.26 | 824.15 |
| Specimen ID | Bending Load (N·m) | ||||
|---|---|---|---|---|---|
| A1 | 0.10 | 1.44 | 0.78 | 5400 | 906,400 |
| A2 | 0.11 | 1.36 | 0.69 | 5400 | 1,306,200 |
| A3 | 0.09 | 0.82 | 0.47 | 5400 | 1,185,400 |
| B1 | 1.63 | 12.95 | 8.70 | 5400 | 325,200 |
| B2 | 1.61 | 10.81 | 7.20 | 5400 | 386,300 |
| B3 | 1.60 | 13.48 | 6.98 | 5400 | 298,800 |
| C1 | 3.29 | 32.46 | 15.83 | 5400 | 207,400 |
| C2 | 3.25 | 25.01 | 12.78 | 5400 | 163,400 |
| C3 | 3.21 | 24.12 | 10.25 | 5400 | 180,300 |
| 1478.75 | 0.9676 | 1710.4 | 0.7385 | −0.0795 | −0.609 | 0.1305 | 1779.4 |
| Specimen ID | |||||||
|---|---|---|---|---|---|---|---|
| A1 | 0.10 | 1.21 | 1.20 | 1.03 | 1.02 | 1.03 | 1.02 |
| A2 | 0.11 | 1.28 | 1.24 | 1.04 | 1.03 | ||
| A3 | 0.09 | 1.21 | 1.19 | 1.03 | 1.02 | ||
| B1 | 1.63 | 2.25 | 2.19 | 1.39 | 1.27 | 1.40 | 1.28 |
| B2 | 1.61 | 2.97 | 2.85 | 1.45 | 1.31 | ||
| B3 | 1.60 | 2.63 | 2.51 | 1.37 | 1.25 | ||
| C1 | 3.29 | 3.31 | 3.23 | 2.01 | 1.54 | 1.76 | 1.50 |
| C2 | 3.25 | 2.84 | 2.79 | 1.71 | 1.50 | ||
| C3 | 3.21 | 2.61 | 2.59 | 1.57 | 1.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, X.; Dong, Z.; Zhang, Y.; Cheng, Z. Fatigue Life Prediction of Machined Specimens with the Consideration of Surface Roughness. Materials 2021, 14, 5420. https://doi.org/10.3390/ma14185420
Zhu X, Dong Z, Zhang Y, Cheng Z. Fatigue Life Prediction of Machined Specimens with the Consideration of Surface Roughness. Materials. 2021; 14(18):5420. https://doi.org/10.3390/ma14185420
Chicago/Turabian StyleZhu, Xiaochun, Zhurong Dong, Yachen Zhang, and Zhengkun Cheng. 2021. "Fatigue Life Prediction of Machined Specimens with the Consideration of Surface Roughness" Materials 14, no. 18: 5420. https://doi.org/10.3390/ma14185420
APA StyleZhu, X., Dong, Z., Zhang, Y., & Cheng, Z. (2021). Fatigue Life Prediction of Machined Specimens with the Consideration of Surface Roughness. Materials, 14(18), 5420. https://doi.org/10.3390/ma14185420