
Study on the Pre-Oxidation and Resulting Oxidation Mechanism and Kinetics of Mo-9Si-8B Alloy

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
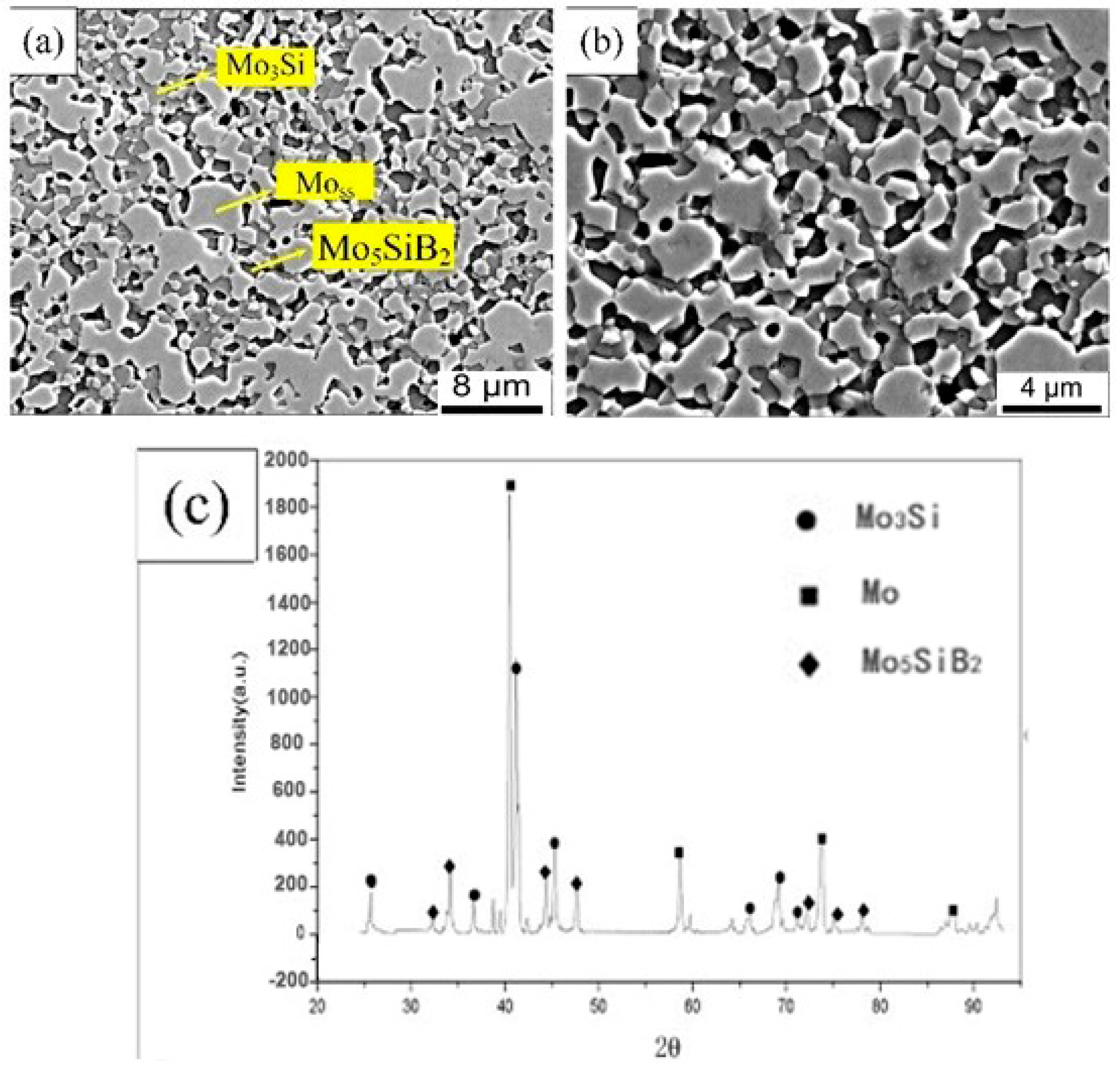
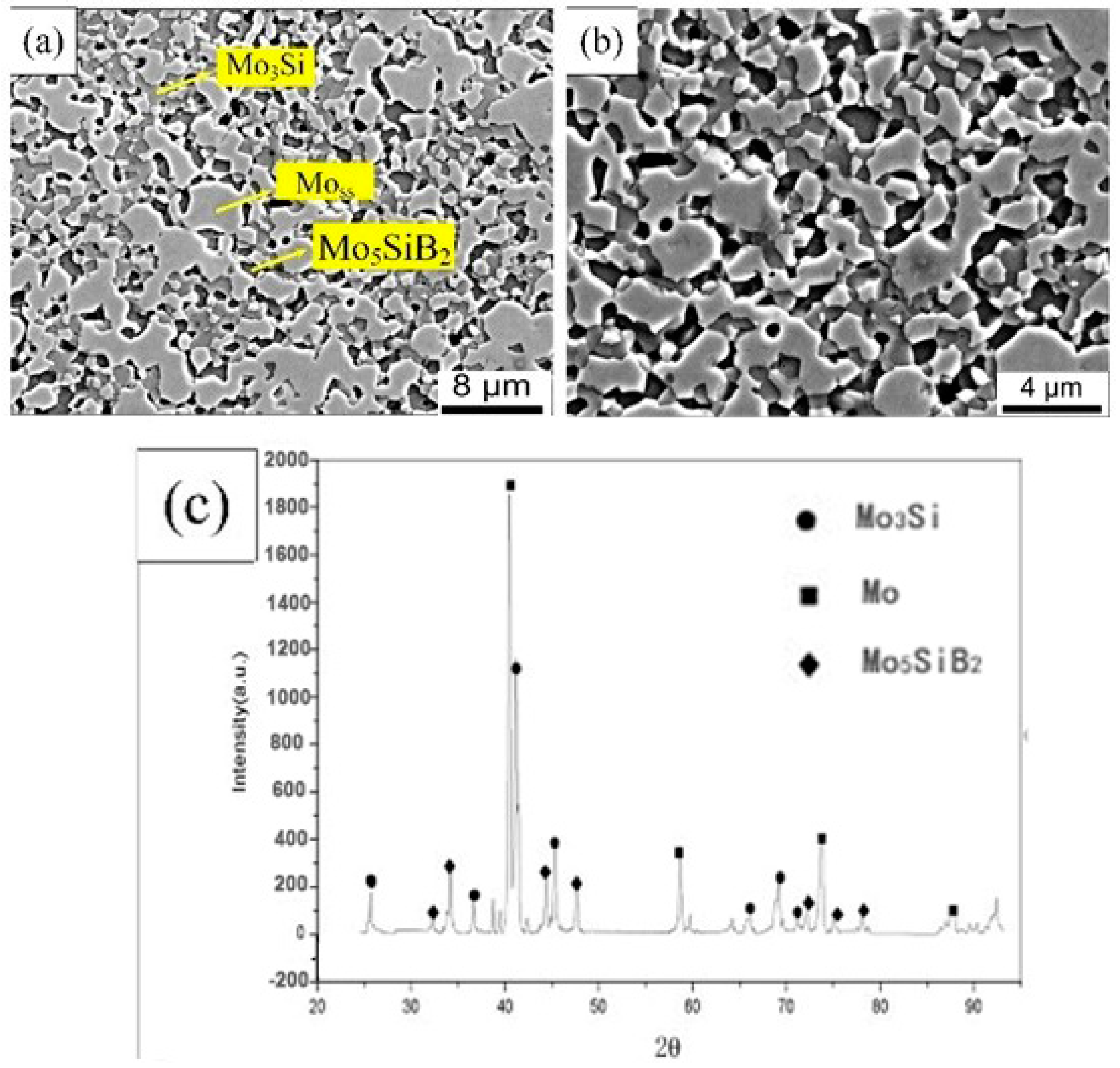
3.1. Microstructures of the Plasma Oscillation Sintered Composites
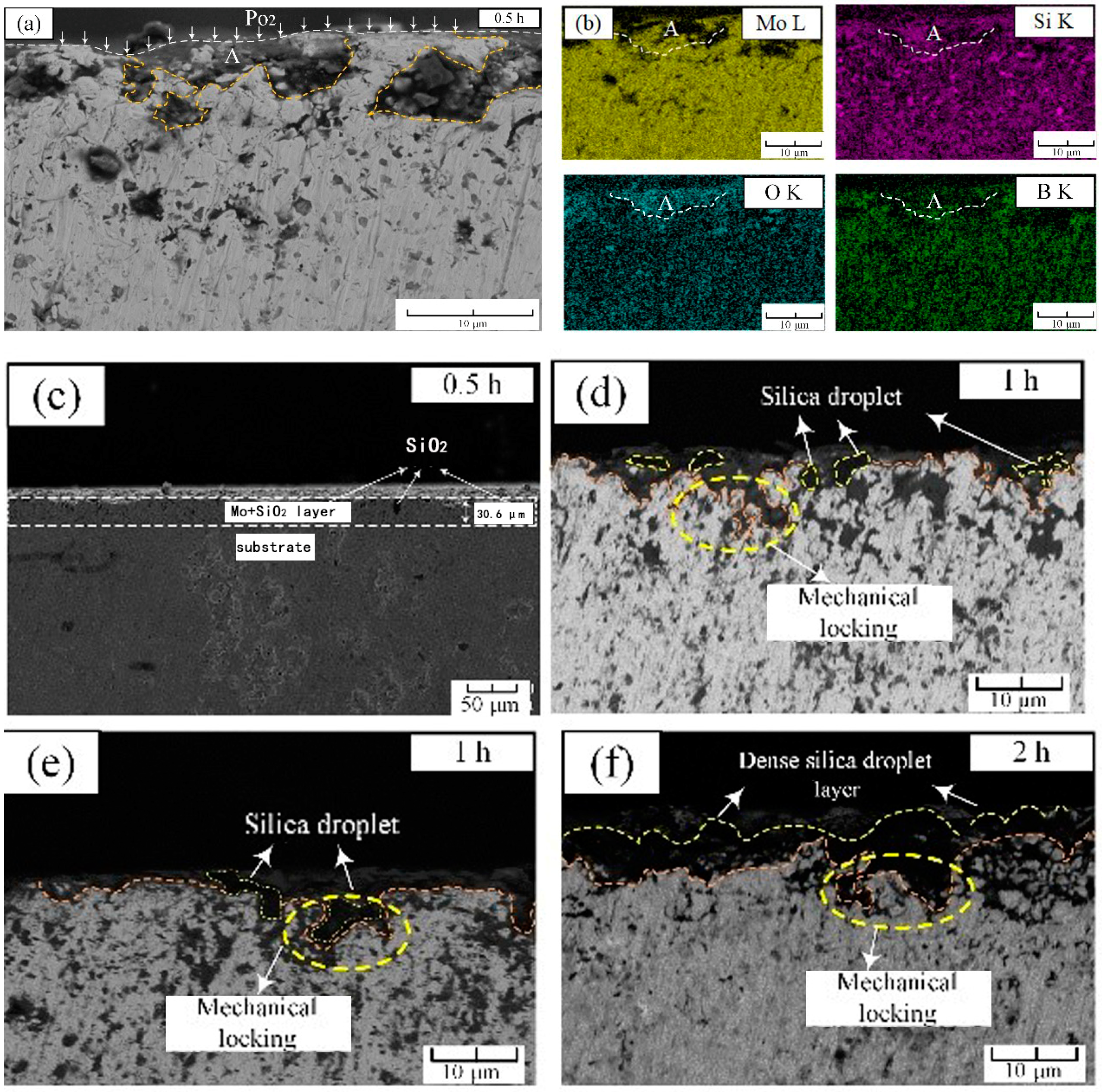
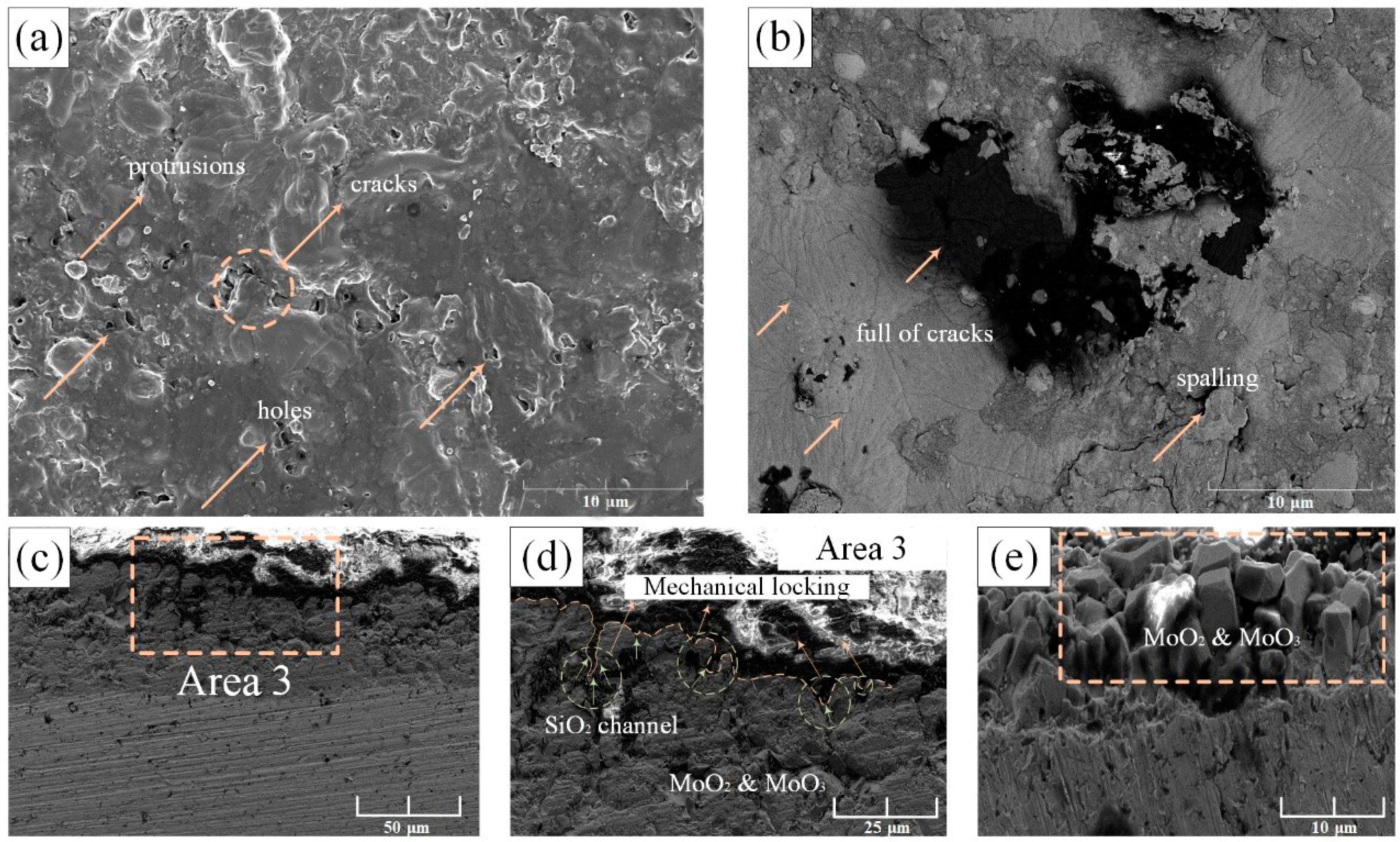
3.2. Cross-Section of Pre-Oxidation Alloy
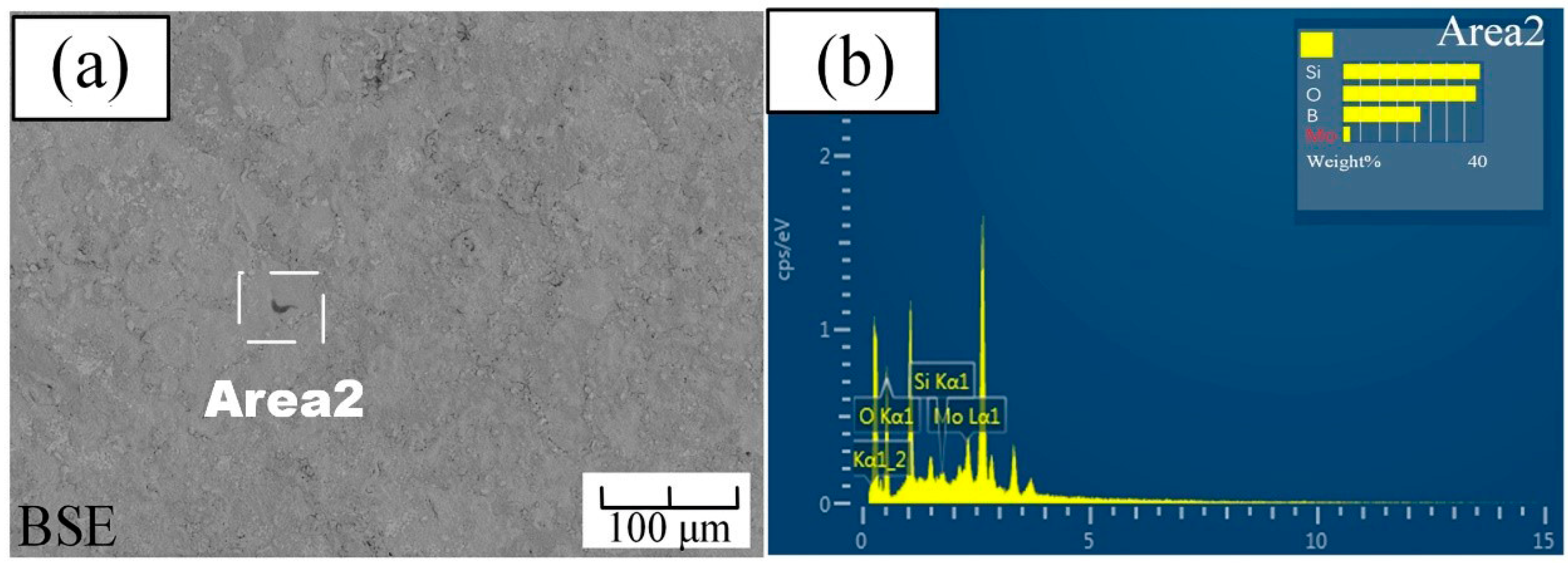
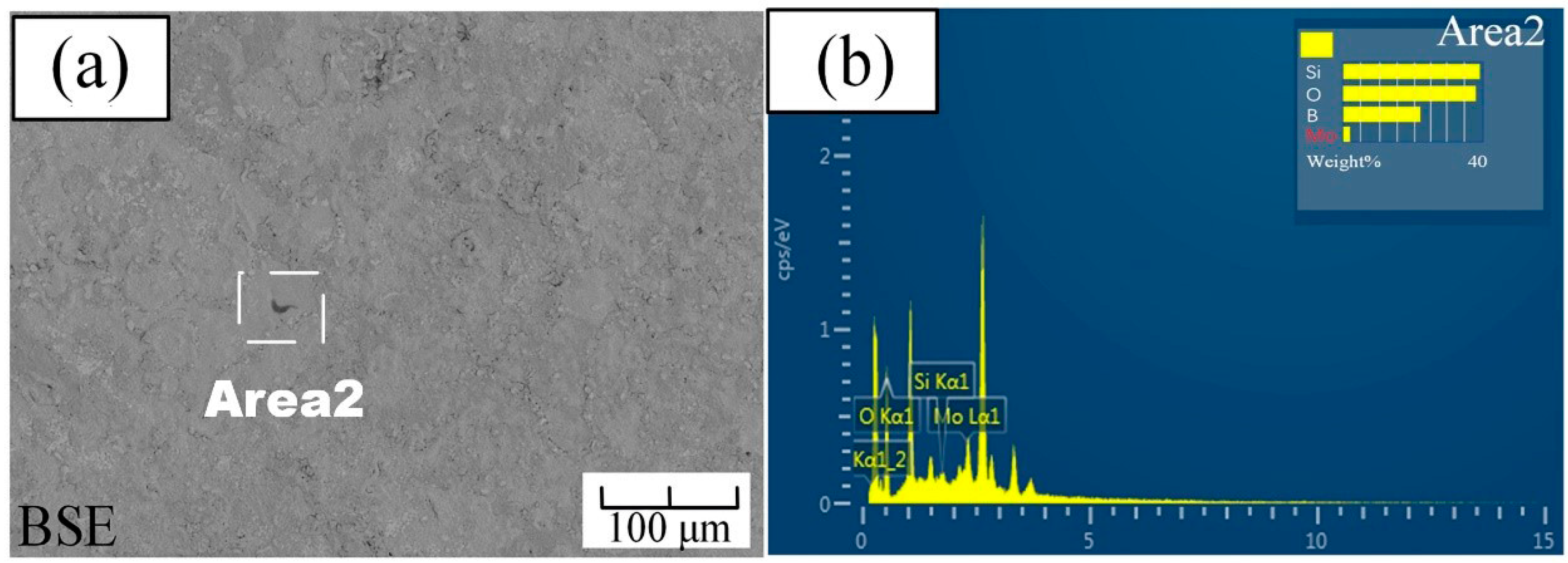
3.3. EDS Analysis and Surface Morphology of the Pre-Oxidized Alloy
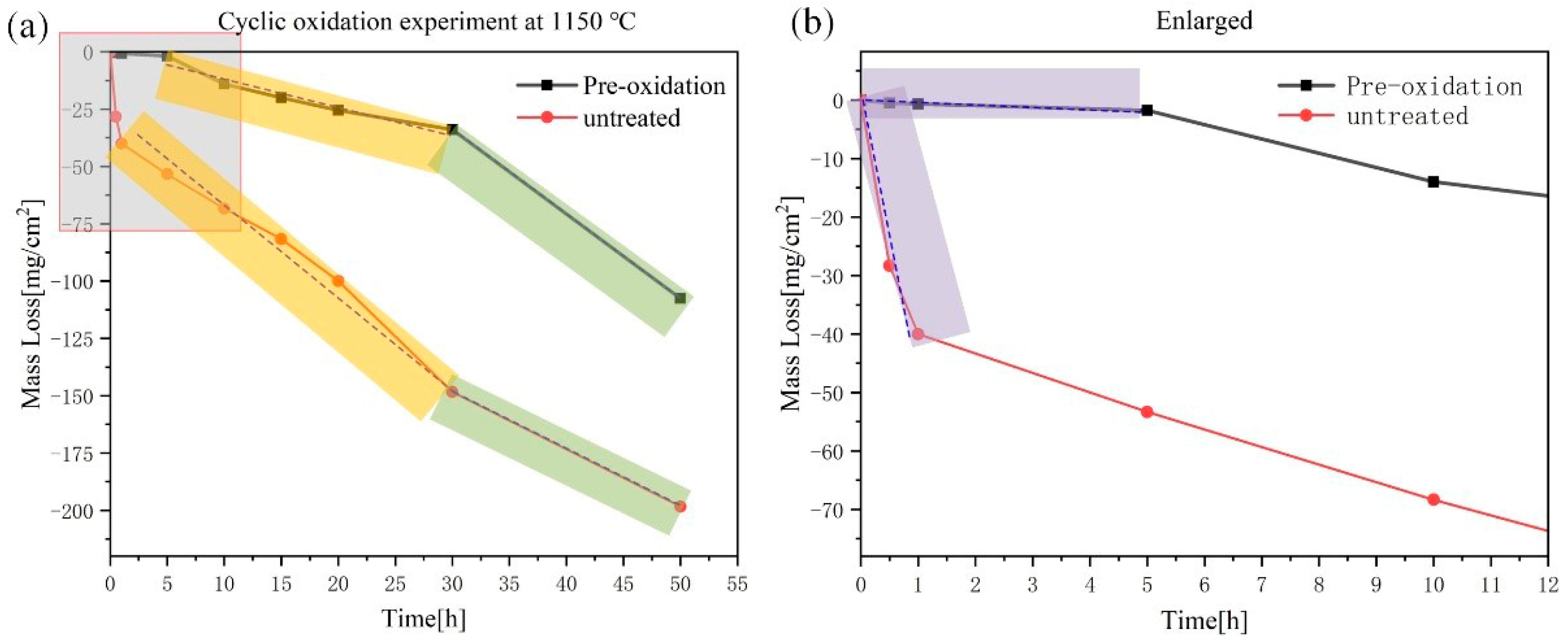
3.4. Oxidation Behavior of Mo-Si-B Alloy at 1150 °C
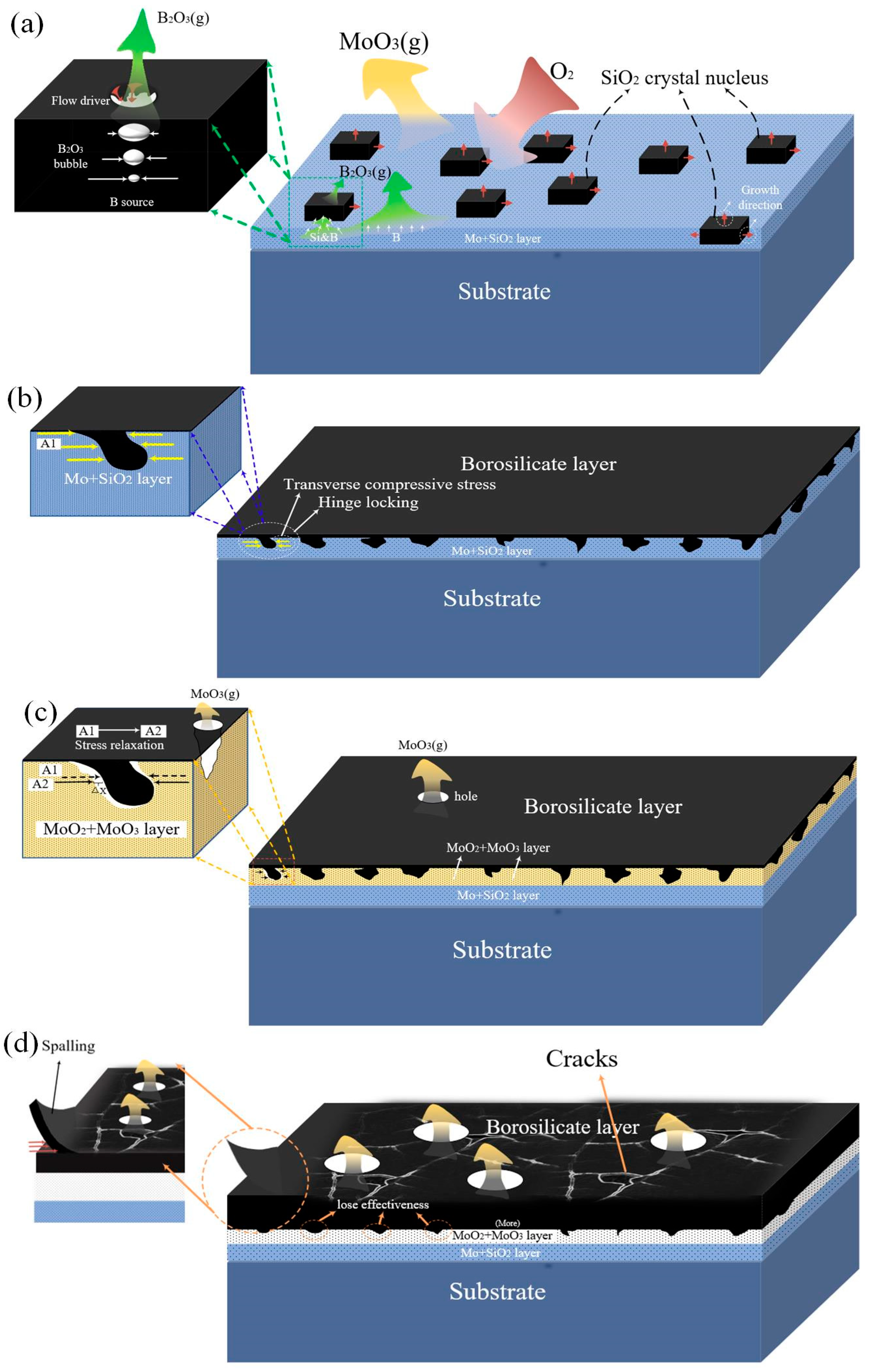
3.5. Inferred Analysis and Mechanisms
4. Conclusions
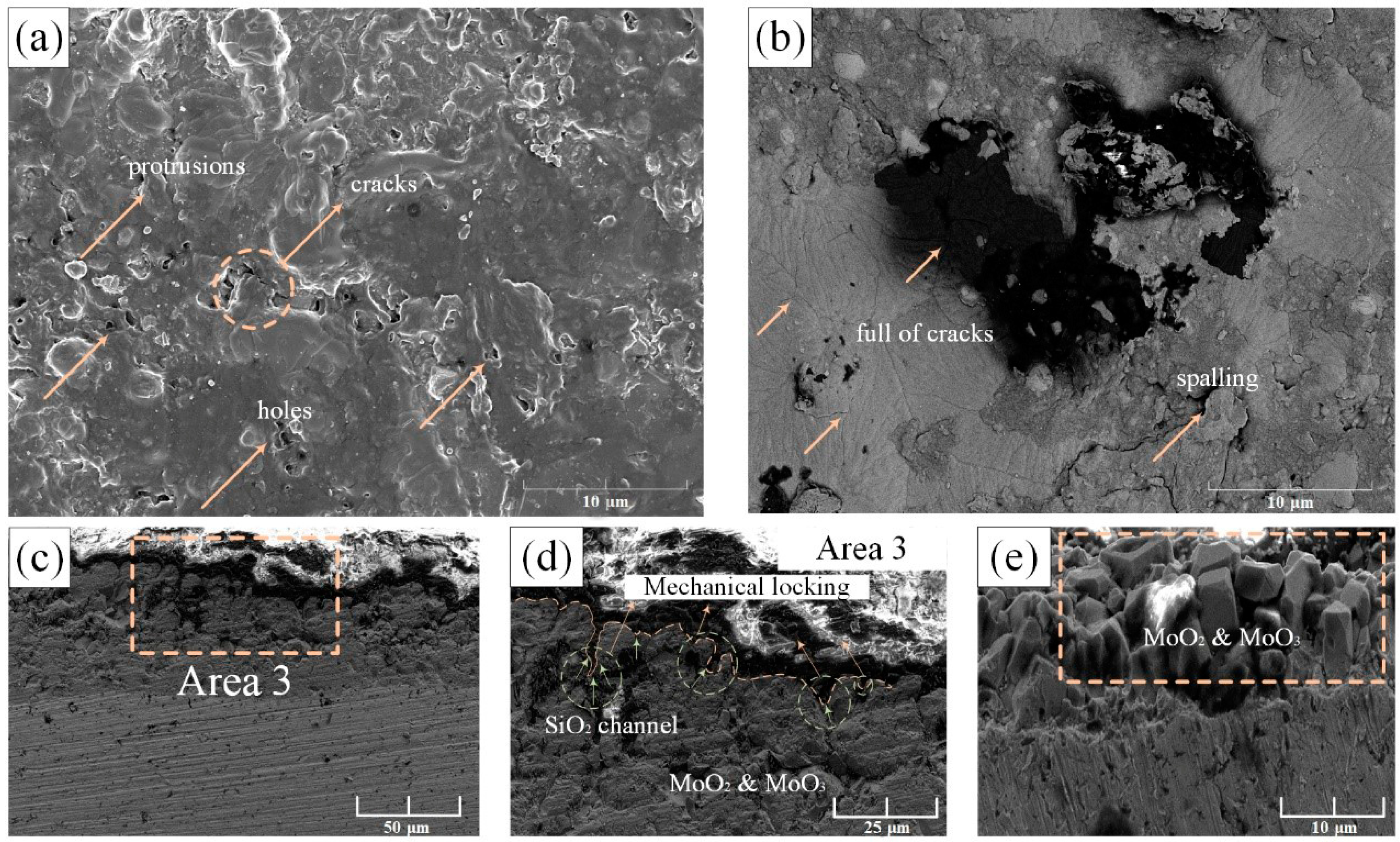
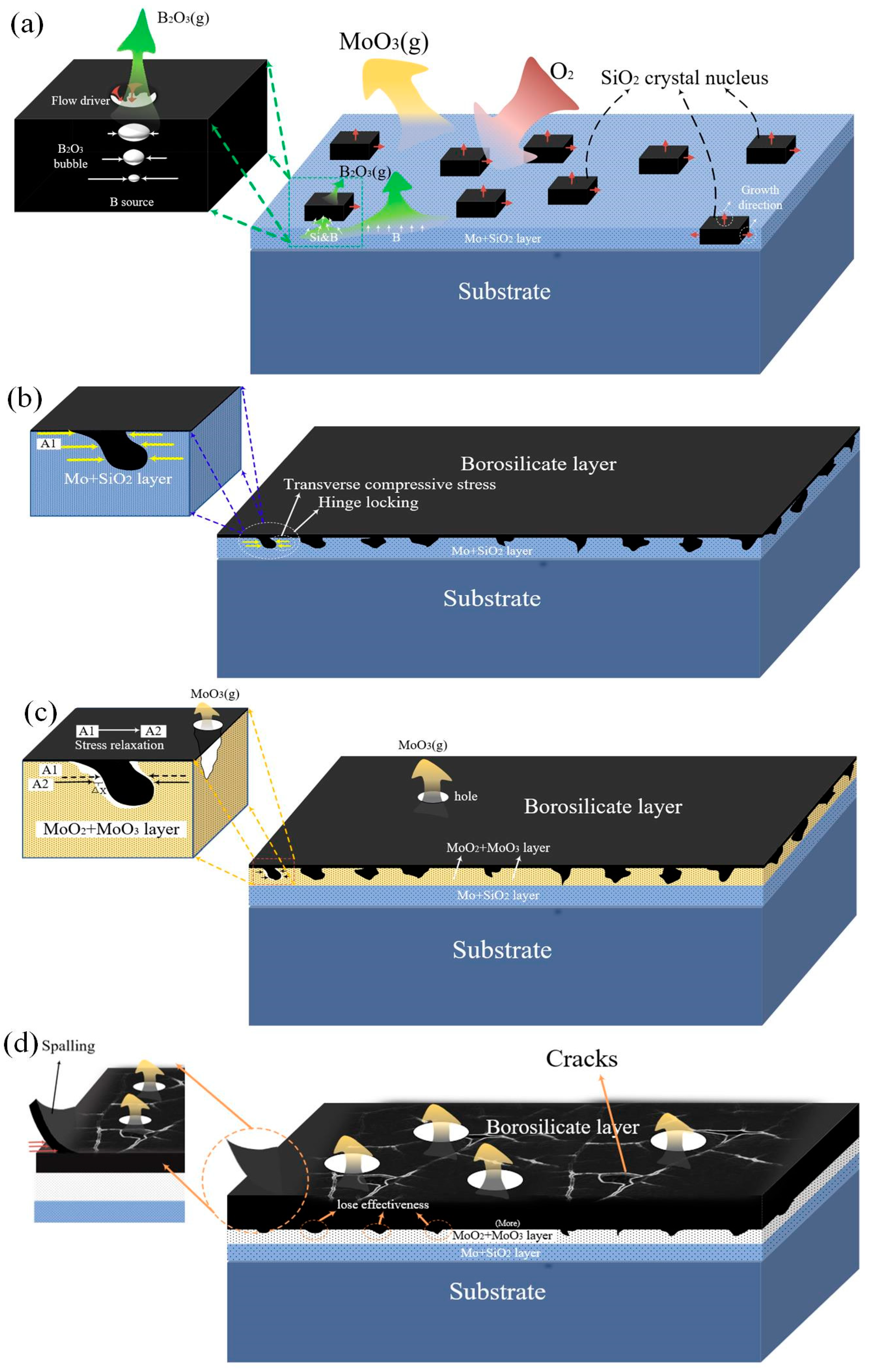
- Pre-oxidation formed a borosilicate layer with a thickness of 3–5 μm. The selective oxidation of Si resulted in the formation of SiO2, and its lateral growth produced compressive stress, which led to a ‘hinge-locking’ mechanism and increased the adhesion to the substrate.
- In the pre-oxidation stage, part of B2O3 escaped directly from the substrate, and the other part entered the SiO2 layer. Its volume change promoted liquid flow and the movement of the bubbles from the bottom to top promoted the convection of SiO2 melt. Eventually, blasting caused SiO2 liquid to collapse and flow, which improved the fluidity of the protective layer.
- The reason for the failure of the ‘hinge-locking’ mechanism in the cyclic oxidation stage was that the MoO3 and MoO2 intermediate layer replaced the position of the Moss phase, and the thermal expansion coefficient of MoO3 and MoO2 intermediate layers decreased, which led to the decrease of the pressure on the SiO2 particles with the locking effect. In addition, the loose structure caused by MoO3 bubbles further released the pressure stress, resulting in the failure of the ‘link-locking’ mechanism.
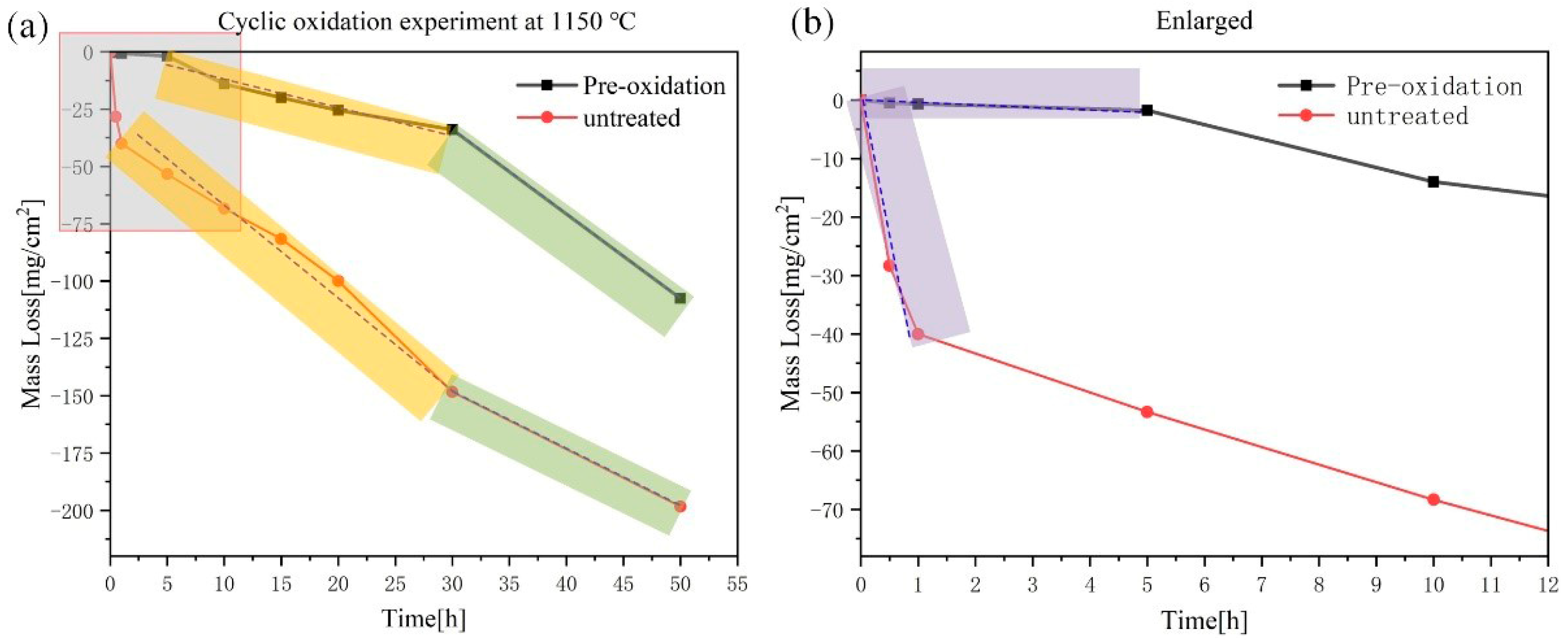
- Pre-oxidation played a role in delaying the oxidation process in the initial stage of the cyclic oxidation, but as the cycle oxidation time increased, its protective effect was lost and entered the rapid weight loss stage, but the 10 h oxidation result still had certain advantages.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dimiduk, D.M.; Perepezko, J.H. Mo-Si-B alloys: Developing a revolutionary turbine-engine material. Mrs Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Zhao, J.C.; Westbrook, J.H. Ultrahigh-Temperature materials for jet engines. Mrs Bull. 2003, 28, 622–630. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Ai, T.; Dong, H.; Zhang, G. Tribological properties of Mo-Si-B alloys doped with La2O3 and tested at 293–1173 K. Materials 2019, 12, 2011. [Google Scholar] [CrossRef] [Green Version]
- Bewlay, B.P.; Jackson, M.R.; Subramanian, P.R.; Zhao, J.-C. A review of very-high-temperature Nb-silicide-based composites. Metall. Mater. Trans. A 2003, 34, 2043–2052. [Google Scholar] [CrossRef]
- Jin, X.C.; Li, P.; Hou, C.; Wang, X.B.; Fan, X.L.; Lu, C.S.; Xiao, G.S.; Shu, X.F. Oxidation behaviors of ZrB2 based ultra-high temperature ceramics under compressive stress. Ceram. Int. 2019, 45, 7278–7285. [Google Scholar] [CrossRef]
- Pogozhev, Y.S.; Lemesheva, M.V.; Potanin, A.Y. Heretophase ceramics in the Hf-Si-Mo-B system fabricated by the combination of SHS and hot pressing methods. Russ. J. Non-Ferr. Met. 2019, 60, 380–389. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study of the role of Al, Cr and Ti additions in the microstructure of Nb-18Si-5Hf base alloys. Intermetallics 2010, 18, 242. [Google Scholar] [CrossRef]
- Supatarawanich, V.; Johnson, D.R.; Liu, C.T. Oxidation behavior of multiphase Mo-Si-B alloys. Intermetallics 2004, 12, 721–725. [Google Scholar] [CrossRef]
- Sturm, D. The influence of silicon on the strength and fracture toughness of molybdenum. Mater. Sci. Eng. A 2006, 463, 107–114. [Google Scholar] [CrossRef]
- Kruzic, J.J.; Schneibel, J.H.; Ritchie, R.O. Ambient-to-elevated temperature fracture and fatigue properties of Mo-Si-B alloys: Role of microstructure. Metall. Mater. Trans. A 2005, 36, 2393–2402. [Google Scholar] [CrossRef]
- Choe, H.; Schneibel, J.H.; Ritchie, R.O. On the fracture and fatigue properties of Mo-Mo3Si-Mo5SiB2 refractory intermetallic alloys at ambient to elevated temperatures (25 °C to 1300 °C). Metall. Mater. Trans. A 2003, 34, 225. [Google Scholar] [CrossRef]
- Jehanno, P.; Heilmaier, M.; Saage, H.; Heyse, H.; Böning, M.; Kestler, H.; Schneibel, J.H. Superplasticity of a multiphase refractory Mo-Si-B alloy. Scr. Mater. 2006, 55, 525–528. [Google Scholar] [CrossRef]
- Burk, S.; Gorr, B.; Christ, H.-J. High temperature oxidation of Mo–Si–B alloys: Effect of low and very low oxygen partial pressures. Acta Mater. 2010, 58, 6154–6165. [Google Scholar] [CrossRef]
- Nomura, N.; Suzuki, T.; Yoshimi, K.; Hanada, S. Microstructure and oxidation resistance of a plasma sprayed Mo-Si-B multiphase alloy coating. Intermetallics. 2003, 11, 735–742. [Google Scholar] [CrossRef]
- Mendiratta, M.G.; Parthasarathy, T.A.; Dimiduk, D.M. Oxidation behavior of αMo-Mo3Si-Mo5SiB2 (T2) three phase system. Intermetallics 2002, 10, 225–232. [Google Scholar] [CrossRef]
- Wen, S.H.; Zhou, C.G.; Sha, J.B. Improvement of oxidation resistance of a Mo-62Si-5B (at.%) alloy at 1250 °C and 1350 °C via an in situ pre-formed SiO2 fabricated by spark plasma sintering. Corros. Sci. 2017, 127, 175–185. [Google Scholar] [CrossRef]
- Kumar, N.K.; Das, J.; Mitra, R. Effect of moist air and minor zr addition on oxidation behavior of arc-melted multiphase Mo-Si-B alloys in the temperature range of 1000 °C–1300 °C. Oxid. Met. 2020, 93, 483–513. [Google Scholar] [CrossRef]
- Li, M.; Qian, Y.; Xin, L. Volume ratio of an oxide to the metal. Corros. Sci. Prot. Technol. 1999, 11, 284–289. [Google Scholar]
- Chen, Y.; Wang, C.G.; Zhao, W.; Lu, W.B.; Chen, A.T.; Tan, T.T. Fabrication of a SiC/Si/MoSi2 multi-coating on graphite materials by a two-step technique. Ceram. Int. 2012, 38, 2165–2170. [Google Scholar] [CrossRef]
- Rioult, F.A.; Imhoff, S.D.; Sakidj, R. Transient oxidation of Mo-Si-B alloys: Effect of the microstructure size scale. Acta Mater. 2009, 57, 4600–4613. [Google Scholar] [CrossRef]
- Helmick, D.A.; Meier, G.H.; Pettit, F.S. High temperature oxidation behavior of a Mo-3Si-1B(wt.%) alloy. Mater. High Temp. 2005, 22, 293–307. [Google Scholar] [CrossRef]
- Majumdar, S.; Gorr, B.; Christ, H.-J. Oxidation mechanisms of lanthanum-alloyed Mo-Si-B. Corros. Sci. 2014, 88, 360–371. [Google Scholar] [CrossRef]
- Rosales, I.; Martinez, H.; Bahena, D.; Ruiz, J.A.; Guardian, R.; Colin, J. Oxidation performance of Mo3Si with Al additions. Corros. Sci. 2008, 51, 534–538. [Google Scholar] [CrossRef]
- Li, B.; Wang, J.; Chen, X. High-temperature oxidation response of Mo-Si-B composites with TiO2W/SiCW addition. Ceram. Int. 2019, 45, 16046–16053. [Google Scholar] [CrossRef]
- Makineni, S.K.; Kini, A.R.; Jägle, E.A.; Springer, H.; Raabe, D.; Gault, B. Synthesis and stabilization of a new phase regime in a Mo-Si-B based alloy by laser-based additive manufacturing. Acta Mater. 2018, 151, 31–40. [Google Scholar] [CrossRef]
- Choi, W.J.; Lee, S.Y.; Park, C.W.; Park, J.H.; Byun, J.M.; Kim, Y.D. Effect of titanium addition on mechanical properties of Mo-Si-B alloys. Int. J. Refract. Met. Hard Mater. 2019, 80, 238–242. [Google Scholar] [CrossRef]
- Byun, J.M.; Hwang, S.H.; Lee, S.; Suk, M.J.; Oh, S.T.; Kim, Y.D. Microstructure control of Mo-Si-B alloy for formation of continuous α-Mo phase. Int. J. Refract. Met. Hard Mater. 2015, 53, 61–65. [Google Scholar] [CrossRef]
- Li, B.; Lin, X.H.; Zhang, G.J.; Li, L.P.; Zhang, P.X. Optimization of multi-phase Mo-12Si-8.5B alloy by SiC whisker. JOM 2018, 70, 2529–2536. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species | |||||
|---|---|---|---|---|---|
| Si | 0 | 37.991 | 39.325 | 18.828 | 38.965 |
| SiO2 | −847,260 | 94.535 | 98.027 | 46.861 | 97.084 |
| B2O3 | −1,252,188 | 160.427 | 166.642 | 78.404 | 164.964 |
| Mo | 0 | 50.011 | 51.467 | 28.606 | 51.074 |
| O2 | 0 | 230.835 | 232.579 | 205.016 | 232.108 |
| Mo3Si | −116,399 | 187.129 | 192.698 | 106.148 | 191.194 |
| Mo5SiB2 | −309,616 | 369.280 | 380.389 | 207.342 | 377.389 |
| MoO2 | −587,852 | 106.092 | 110.217 | 49.999 | 109.103 |
| MoO3 | −360,661 | 338.169 | 342.156 | 279.910 | 341.079 |
| Equations | ||||
| −179,453.39 | −230,225.86 | −244,327.40 | −314,025.73 | |
| (Pa) | 1.10 × 10−6 | 2.27 × 10−8 | 7.72 × 10−9 | 3.75 × 10−11 |
| Equations | ||||
| −350,203.87 | −355,661.54 | −458,738.29 | −438,933.16 | |
| (Pa) | 2.36 × 10−12 | 1.55 × 10−12 | 5.77 × 10−16 | 2.67 × 10−15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Li, Q.; Guo, Z.; Li, X.; Ding, X.; Li, X.; Li, Z.; Li, B. Study on the Pre-Oxidation and Resulting Oxidation Mechanism and Kinetics of Mo-9Si-8B Alloy. Materials 2021, 14, 5309. https://doi.org/10.3390/ma14185309
Wang C, Li Q, Guo Z, Li X, Ding X, Li X, Li Z, Li B. Study on the Pre-Oxidation and Resulting Oxidation Mechanism and Kinetics of Mo-9Si-8B Alloy. Materials. 2021; 14(18):5309. https://doi.org/10.3390/ma14185309
Chicago/Turabian StyleWang, Cheng, Qiuliang Li, Zhenping Guo, Xiangrong Li, Xiangyu Ding, Xin Li, Zhuoyue Li, and Bin Li. 2021. "Study on the Pre-Oxidation and Resulting Oxidation Mechanism and Kinetics of Mo-9Si-8B Alloy" Materials 14, no. 18: 5309. https://doi.org/10.3390/ma14185309
APA StyleWang, C., Li, Q., Guo, Z., Li, X., Ding, X., Li, X., Li, Z., & Li, B. (2021). Study on the Pre-Oxidation and Resulting Oxidation Mechanism and Kinetics of Mo-9Si-8B Alloy. Materials, 14(18), 5309. https://doi.org/10.3390/ma14185309