
Experimental Determination of Coefficients for the Renner Model of the Thermodynamic Equation of State of the Poly(butylene succinate) and Wheat Bran Biocomposites


Abstract
:1. Introduction
2. Experiments
2.1. Test Stand
2.2. Materials
2.3. Research Programme and Methodology
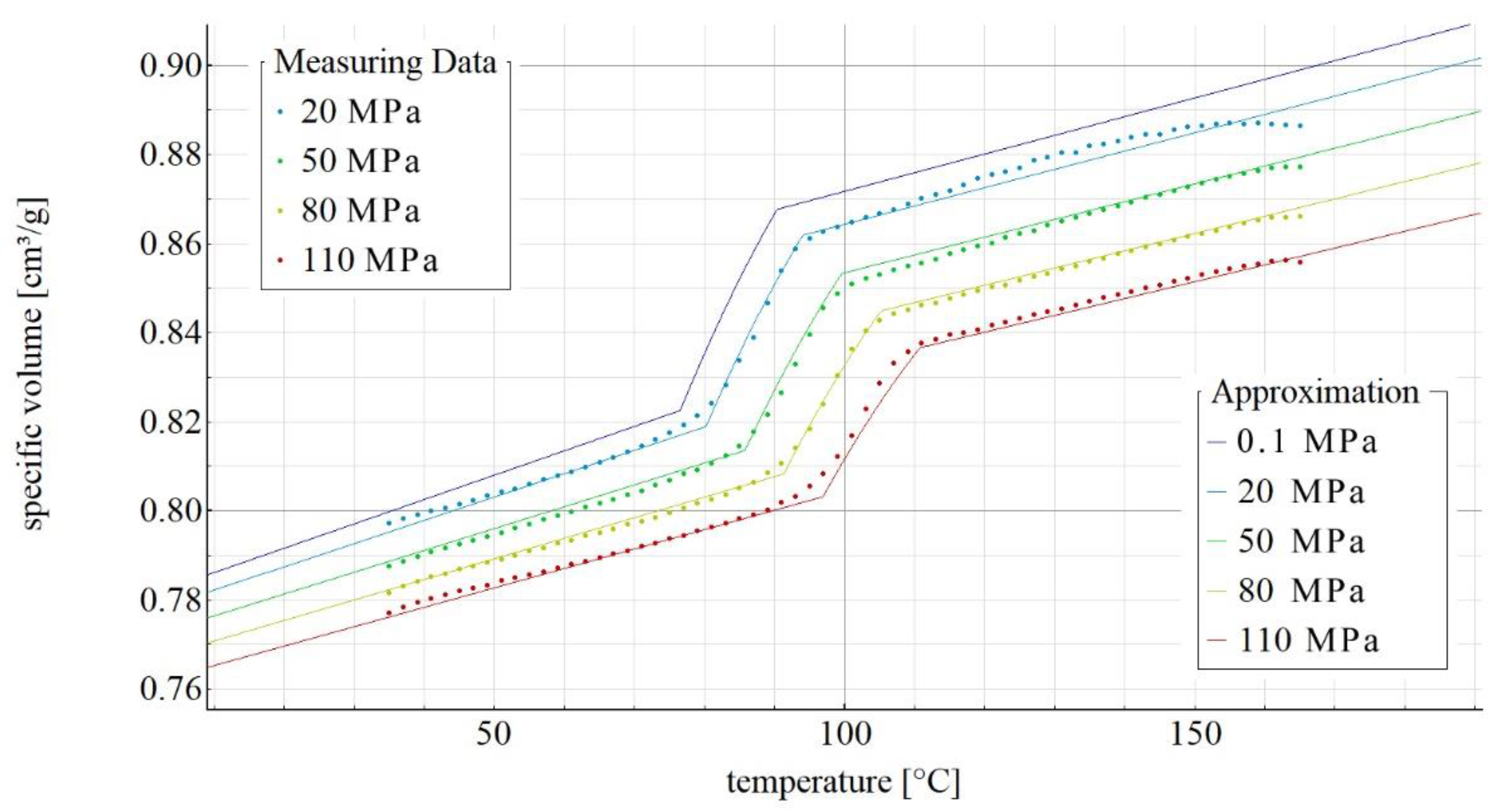
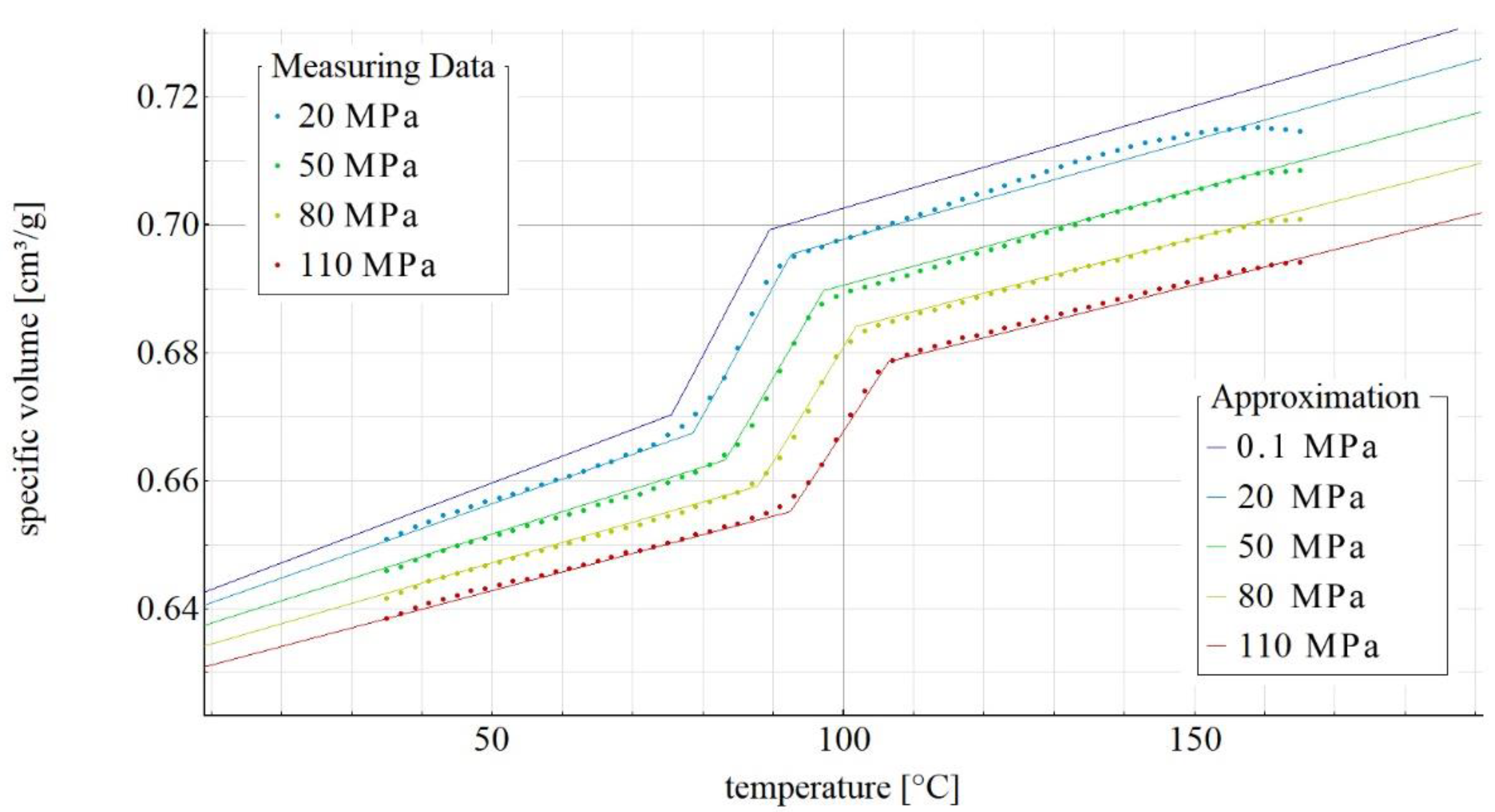
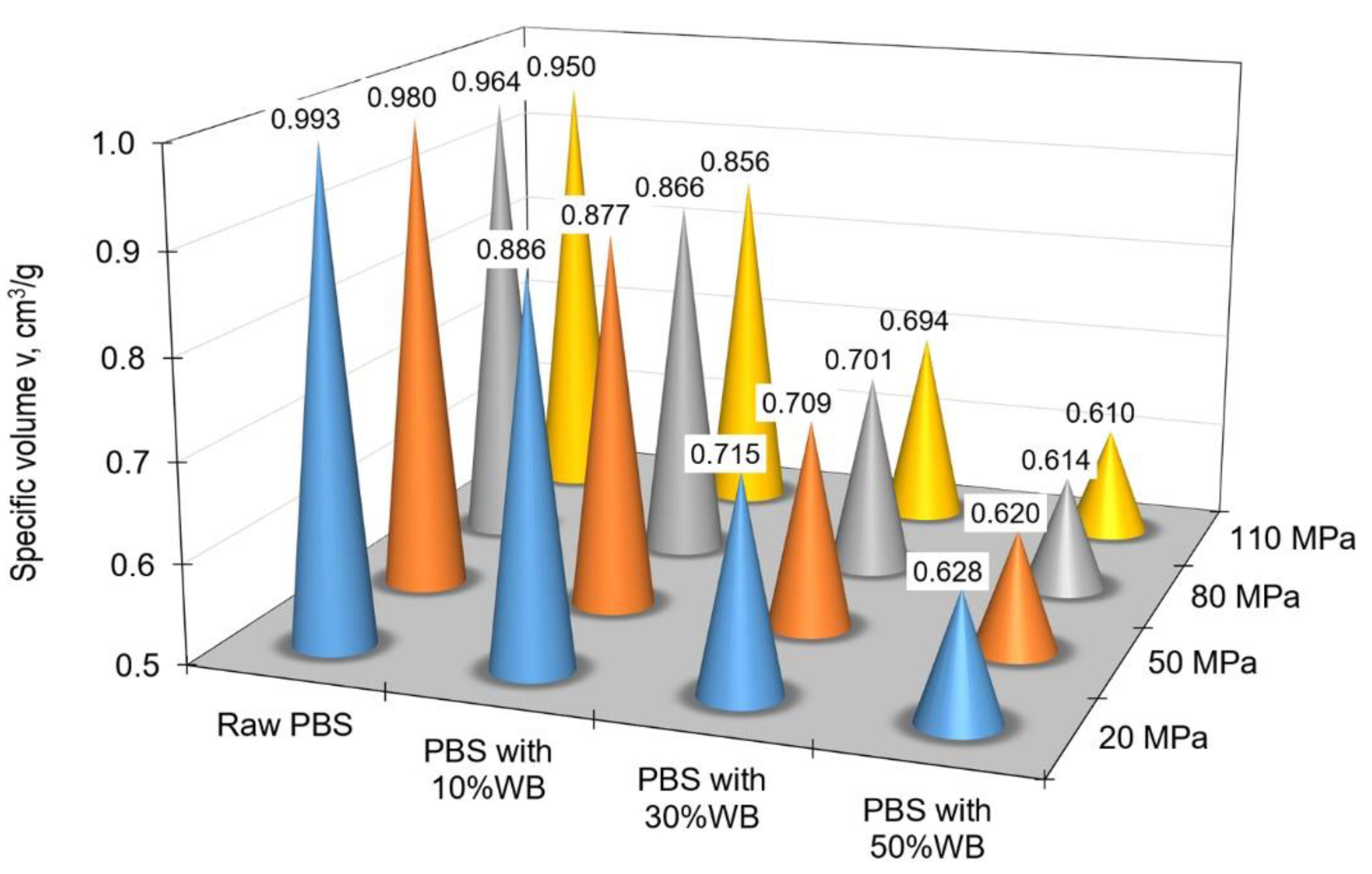
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations and Symbols
| p | pressure |
| v | specific volume |
| T | temperature |
| CAE | Computer Aided Engineering |
| CS1, CS2, CS3, CS4, CS5, CS6, CS7 | (C)oefficients in (S)olid state |
| CM1, CM2, CM3, CM4 | (C)oefficients in (M)elt state |
| CT1 and CT2 | (C)oefficients of (T)emperature |
| PBS | poly(butylene succinate) |
| IKV | Institut für Kunststoffverarbeitung, Institute for Plastics Processing located in Aachen, Germany |
References
- Beaumont, J.P.; Sherman, R.; Nagel, R.F. Successful Injection Molding: Process, Design, and Simulation; Carl Hanser Verlag: Munich, Germany, 2002. [Google Scholar]
- Kazmer, D.O. Injection Mold Design Engineering; Carl Hanser Verlag: Munich, Germany, 2007. [Google Scholar]
- Rosato, D.V.; Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Kluwer Academic Publisher: Norwell, MA, USA, 2000. [Google Scholar]
- Malkin, A.Y.; Vinogradov, G.V. Rheology of Polymers: Viscoelasticity and Flow of Polymers; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Shenoy, A.V. Rheology of Filled Polymer Systems; Kluwer Academic Publishers: Dordrecht, The Netherlands; Boston, MA, USA; London, UK, 2010. [Google Scholar]
- Gou, G.; Xie, P.; Yang, W.; Ding, Y. Online measurement of rheological properties of polypropylene based on an injection molding machine to simulate the injection-molding process. Polym. Test. 2011, 30, 826–832. [Google Scholar] [CrossRef]
- Gu, Y.; Li, H.; Shen, C. Numerical simulation of thermally induced stress and warpage in injection-molded thermoplastics. Adv. Polym. Technol. 2001, 20, 14–21. [Google Scholar] [CrossRef]
- Cadmould 3D-F User Manual. Simcon Kunststofftechnische Software; Digital Version; GmbH: Simcon, Germany, 2005. [Google Scholar]
- Hess, M. The use of pressure-volume-temperature measurements in polymer science. Macromol. Symp. 2004, 214, 361–379. [Google Scholar] [CrossRef]
- Chakravorty, S. PVT testing of polymers under industrial processing conditions. Polym. Test. 2002, 21, 313–317. [Google Scholar] [CrossRef]
- Fernandez, M.; Munoz, M.E.; Santamaria, A.; Syrjälä, S. Determining the pressure dependency of the viscosity using PVT data: A practical alternative for thermoplastics. Polym. Test. 2009, 28, 109–113. [Google Scholar] [CrossRef]
- Luyé, J.F.; Régnier, G.; Le, B.P.; Delaunay, D.; Fulchiron, R. P-V-T measurement methodology for semicrystalline polymers to simulate injection molding process. J. Appl. Polym. Sci. 2001, 79, 302–311. [Google Scholar] [CrossRef]
- Wang, J.; Xie, P.; Ding, Y.; Yang, W. On-line testing equipment of P-V-T properties of polymers based on an injection molding machine. Polym. Test. 2009, 28, 228–234. [Google Scholar] [CrossRef]
- Pantani, R.; Speranza, V.; Besana, G.; Titomanlio, G.J. Crystallization kinetics and PVT behavior of poly(vinylidene fluoride) in process conditions. J. Appl. Polym. Sci. 2003, 89, 3396–3403. [Google Scholar] [CrossRef]
- Yang, C.; Su, L.; Huang, C.; Huang, H.; Castro, J.M.; Yi, A.Y. Effect of packing pressure on refractive index variation in injection molding of precision plastic optical lens. Adv. Polym. Technol. 2011, 30, 51–61. [Google Scholar] [CrossRef]
- Annicchiarico, D.; Alcock, J.R. Review of Factors that Affect Shrinkage of Molded Part in Injection Molding. Mater. Manuf. Process. 2014, 29, 662–682. [Google Scholar] [CrossRef]
- Jachowicz, T.; Gajdos, I.; Krasinskyi, V. Numerical Modeling of p-v-T Rheological Equation Coefficients for Polypropylene with Variable Chalk Content. Open Eng. 2019, 9, 668–673. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–592. [Google Scholar] [CrossRef]
- Picard, M.C.; Rodriguez-Uribe, A.; Thimmanagari, M.; Misra, M.; Mohanty, A.K. Sustainable biocomposites from poly(butylenes succinate) and apple pomace: A study on compatibilization performance. Waste Biomass Valoriz. 2020, 11, 3775–3787. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Sustainable Green composites: Value addition to agricultural residues and parennial grasses. ACS Sustain. Chem. Eng. 2013, 1, 325–333. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, J.; Li, L. Multiple melting behavior of poly(butylene succinate). Eur. Polym. J. 2007, 43, 3163–3170. [Google Scholar] [CrossRef]
- Liu, L.; Yu, J.; Cheng, L.; Qu, W. Mechanical properties of poly(butylenes succinate) (PBS) biocomposites reinforced with surface modified jute fiber. Compos. Part A 2009, 40, 669–674. [Google Scholar] [CrossRef]
- Fujimaki, T. Processability and properties of aliphatic polyester BIONOLLE synthesized by polycondensation reaction. Polym. Degrad. Stab. 1998, 59, 209–214. [Google Scholar] [CrossRef]
- Lin, N.; Yu, J.; Chang, P.R.; Li, J.; Huang, J. Poly(butylene succinate)-based biocomposites filled with polysaccharide nanocrystals: Structure and properties. Polym. Compos. 2011, 32, 472–482. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, K.; Okamoto, M. Structure-property relationship In biodegradable poly(butylene succinate)/layered silicate nanocomposites. Macromolecules 2003, 36, 2355–2367. [Google Scholar]
- Kim, H.S.; Yang, H.S.; Kim, H.J. Biodegradability and mechanical properties of agro-flour-filled polybutylene succinate biocomposites. J. Appl. Polym. Sci. 2005, 97, 1513–1521. [Google Scholar] [CrossRef]
- Prahsarn, C.; Klinsukhon, W.; Padee, S.; Suwannamek, N.; Roungpaisan, N.; Srisawat, N. Hollow segmented-pie PLA/PBS and PLA/PP bicomponent fibers: An investigation on fiber properties and splittability. J. Mater. Sci. 2016, 51, 10910–10916. [Google Scholar] [CrossRef]
- Gowman, A.; Wang, T.; Rodriguez-Uribe, A.; Mohanty, A.K.; Misra, M. Bio-poly(butylene succinate) and its composites with grape pomace: Mechanical performance and thermal properties. ACS Omega 2018, 3, 15205–15216. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [Green Version]
- Muthuraj, R.; Misra, M.; Mohanty, A.K. Injection molded sustainable biocomposites from poly(butylene succinate) bioplastic and perennial grass. ACS Sustain. Chem. Eng. 2015, 3, 2767–2776. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Visakh, P.M.; Thomas, S. Preparation of bionanomaterials and their polymer nanocomposites from waste and biomas. Waste Biomass Valoriz. 2010, 1, 121–134. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compos. Part A 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Terzopoulou, Z.N.; Papageorgiou, G.Z.; Papadopoulou, E.; Athanassiadou, E.; Reinders, M.; Bikiaris, D.N. Development and study of fully biodegradable composite materials based on poly(butylene succinate) and hemp fibers or hemp shives. Polym. Compos. 2016, 37, 407–421. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Biocomposites from switchgrass and lignin hybrid and poly(butylene succinate) bioplastic: Studies on reactive compatibilization and performance evaluation. Macromol. Mater. Eng. 2014, 299, 178–189. [Google Scholar] [CrossRef]
- Feng, Y.H.; Zhang, D.W.; Qu, J.P.; He, H.Z.; Xu, B.P. Rheological properties of sisal fiber/poly(butylene succinate) composites. Polym. Test. 2011, 30, 124–130. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Efficiency of twin-screw extrusion of biodegradable poly (butylene succinate)-wheat bran blend. Materials 2021, 14, 424. [Google Scholar] [CrossRef] [PubMed]
- Manual for the pvT100. SWO Polymertechnik GmbH.
- BioPBS FZ91PB–Technical Data Sheet. Available online: http://www.pttmcc.com/new/download/BioPBS_FZ91PM_and_FZ91PB_Techni-cal_Data_Sheet_for_film.pdf (accessed on 3 November 2020).
- Stevenson, L.; Philips, F.; O’Sullivan, K.; Walton, J. Wheat bran: Its composition and benefits to health, a European perspective. Int. J. Food Sci. Nutr. 2012, 63, 1001–1013. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ISO 17744:2004. Plastics–Determination of Specific Volume as a Function of Temperature and Pressure (pvT Diagram)–Piston Apparatus Method; ISO: Geneva, Switzerland, November 2004. [Google Scholar]
- Tan, B.; Qu, J.; Liu, L.; Feng, Y.; Hu, S.; Yin, X. Non-isothermal crystallization kinetics and dynamic mechanical thermal properties of poly(butylene succinate) composites reinforced with cotton stalk bast fibers. Thermochim. Acta 2011, 525, 141–149. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Content, % | ||||
|---|---|---|---|---|
| Factor | 0 | 10 | 30 | 50 |
| Solid state | ||||
| CS1, m3/kg | 0.00089171081 | 0.00081710354 | 0.00066615557 | 0.00059237701 |
| CS2, m3/kg | 0.00089839098 | 0.00082257134 | 0.00067033194 | 0.00059495441 |
| CS3, 1/Pa | 2.4512693 × 10−10 | 2.0776941 × 10−10 | 1.9393594 × 10−10 | 1.8095583 × 10−10 |
| CS4, 1/Pa | 3.1531181 × 10−9 | 2.3202444 × 10−9 | 3.938003 × 10−9 | 2.5569665 × 10−9 |
| CS5, K | 30 | 14 | 14 | 14 |
| CS6 | 2 | 94.79 | 2 | 2 |
| CS7 | 0.0054123649 | 1.0100092 | 0.78019901 | 0.58645693 |
| Melt state | ||||
| CM1, m3/kg | 0.00096352356 | 0.00086779105 | 0.00069931522 | 0.00061408273 |
| CM2, m3/kg | 0.00096834062 | 0.00087198181 | 0.00070251559 | 0.00061676436 |
| CM3, 1/Pa | 4.2738994 × 10−10 | 3.3756576 × 10−10 | 2.7754166 × 10−10 | 2.4069352 × 10−10 |
| CM4, 1/Pa | −1.1940382 × 10−10 | 1.0057286 × 10−9 | 1.4346183 × 10−9 | 3.1890268 × 10−9 |
| Filler Content | 0 | 10% | 30% | 50% |
|---|---|---|---|---|
| Transition temperature CT1, K | 360.38538 | 363.61585 | 362.62081 | 361.51319 |
| factor CT2, K/Pa | 1.6391115 × 10−7 | 1.8580051 × 10−7 | 1.5389763 × 10−7 | 1.834749 × 10−7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sasimowski, E.; Majewski, Ł.; Jachowicz, T.; Sąsiadek, M. Experimental Determination of Coefficients for the Renner Model of the Thermodynamic Equation of State of the Poly(butylene succinate) and Wheat Bran Biocomposites. Materials 2021, 14, 5293. https://doi.org/10.3390/ma14185293
Sasimowski E, Majewski Ł, Jachowicz T, Sąsiadek M. Experimental Determination of Coefficients for the Renner Model of the Thermodynamic Equation of State of the Poly(butylene succinate) and Wheat Bran Biocomposites. Materials. 2021; 14(18):5293. https://doi.org/10.3390/ma14185293
Chicago/Turabian StyleSasimowski, Emil, Łukasz Majewski, Tomasz Jachowicz, and Michał Sąsiadek. 2021. "Experimental Determination of Coefficients for the Renner Model of the Thermodynamic Equation of State of the Poly(butylene succinate) and Wheat Bran Biocomposites" Materials 14, no. 18: 5293. https://doi.org/10.3390/ma14185293
APA StyleSasimowski, E., Majewski, Ł., Jachowicz, T., & Sąsiadek, M. (2021). Experimental Determination of Coefficients for the Renner Model of the Thermodynamic Equation of State of the Poly(butylene succinate) and Wheat Bran Biocomposites. Materials, 14(18), 5293. https://doi.org/10.3390/ma14185293