
Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone


 ,
, 

Abstract
:1. Introduction
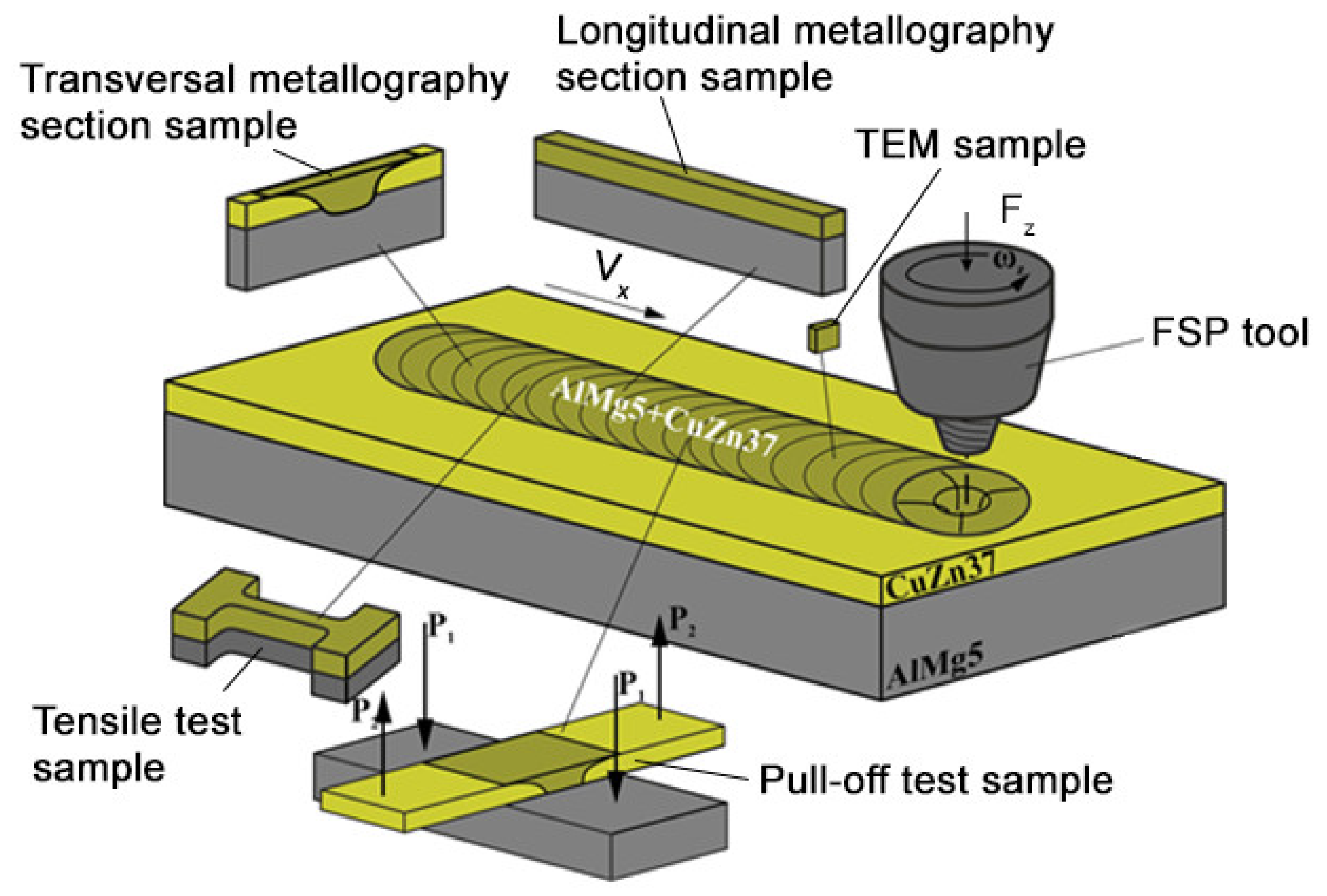
2. Materials and Methods
3. Results
3.1. Longitudinal Sectioning of AA5056/CuZn37 Stir Zone
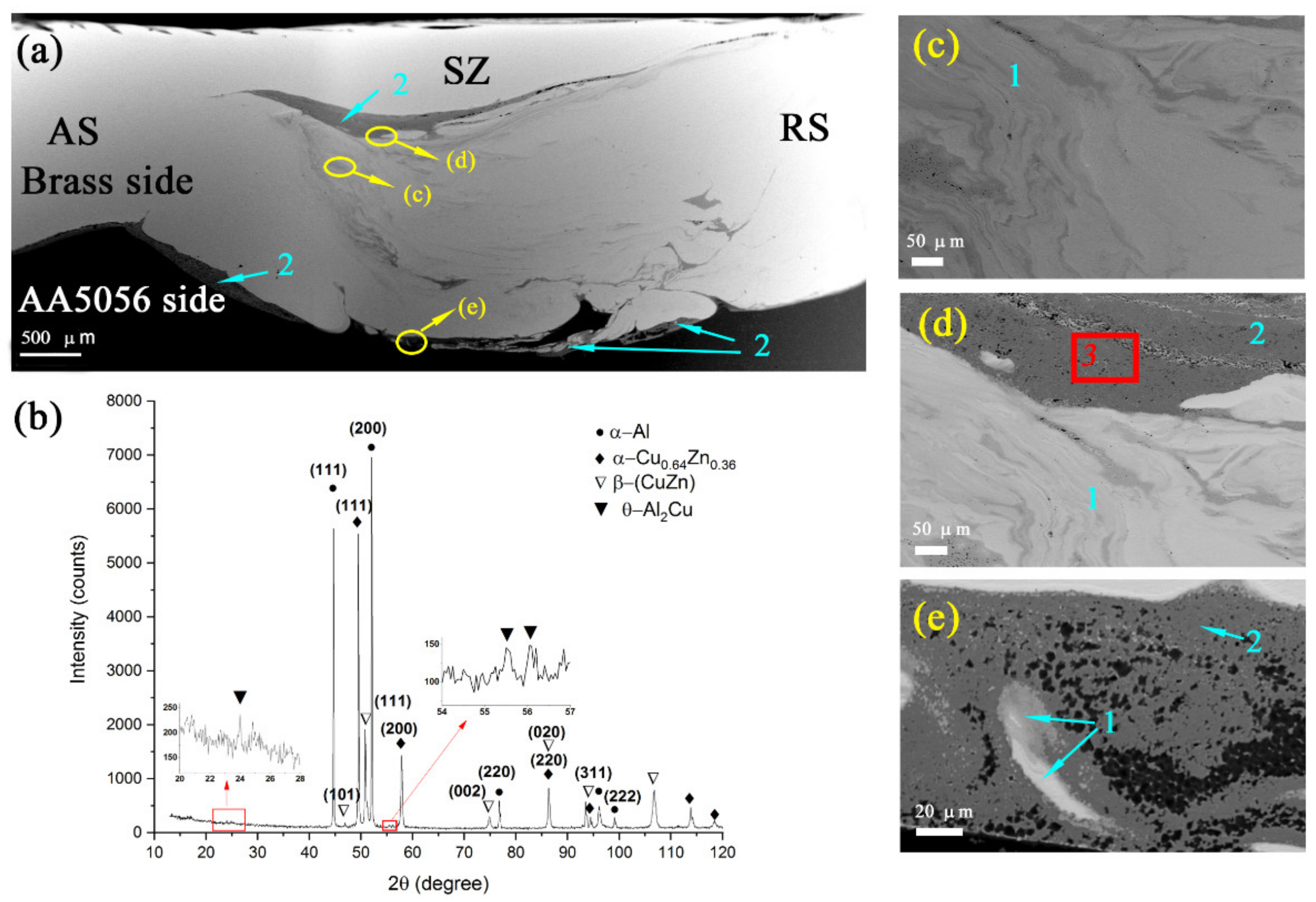
3.2. Transversal Sectioning
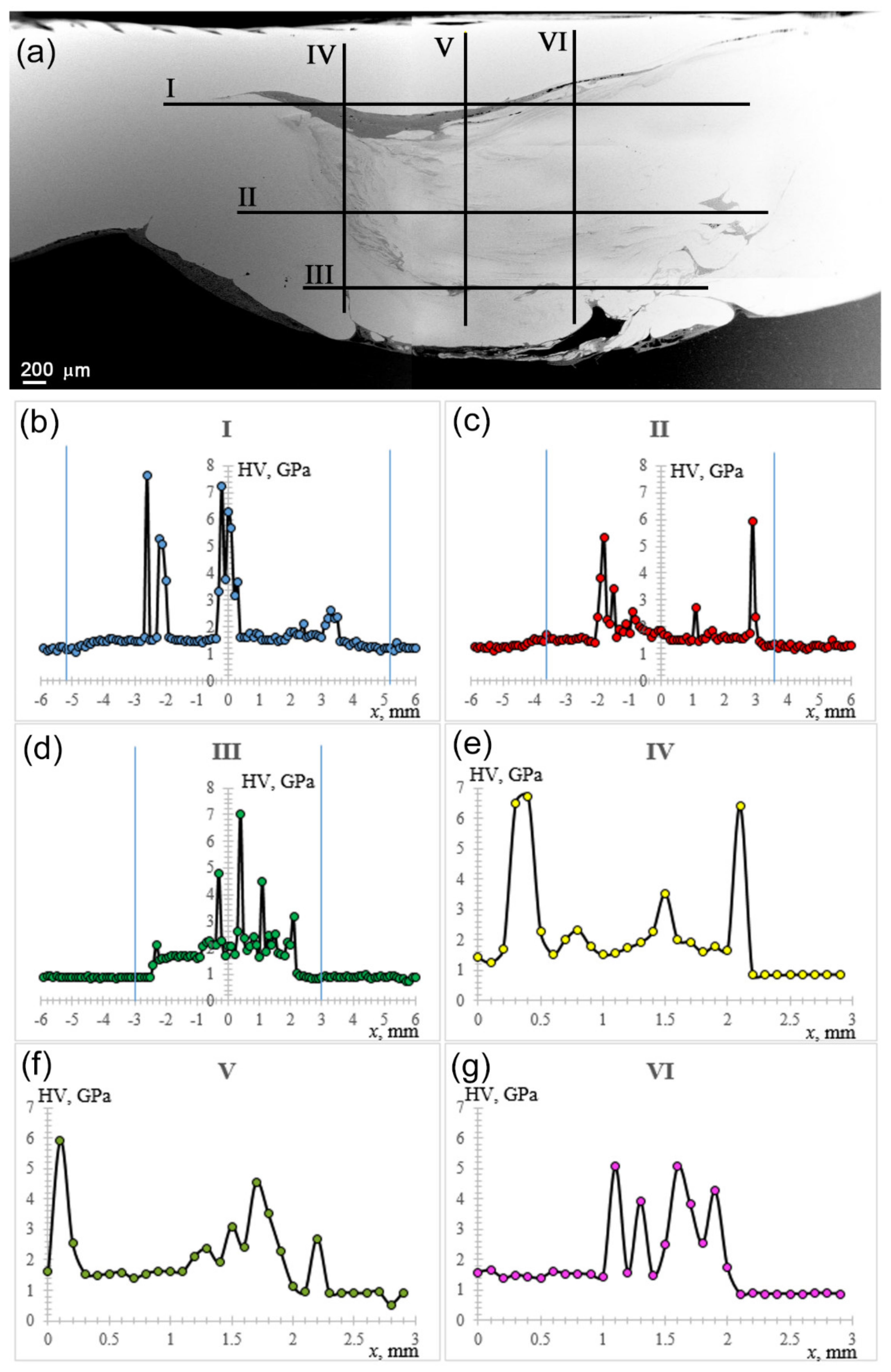
3.3. Mechanical Strength and Microhardness
4. Discussion
5. Conclusions
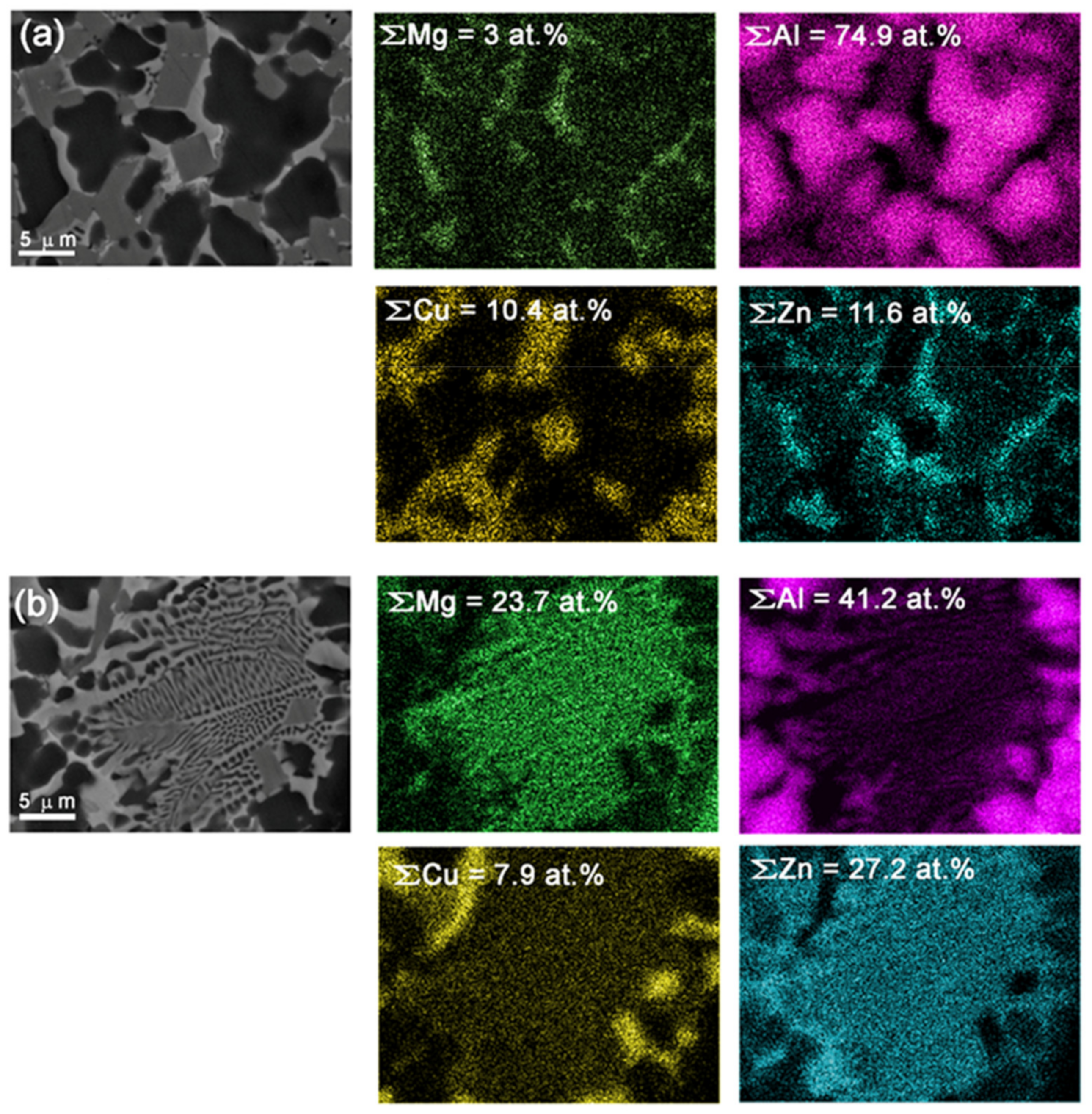
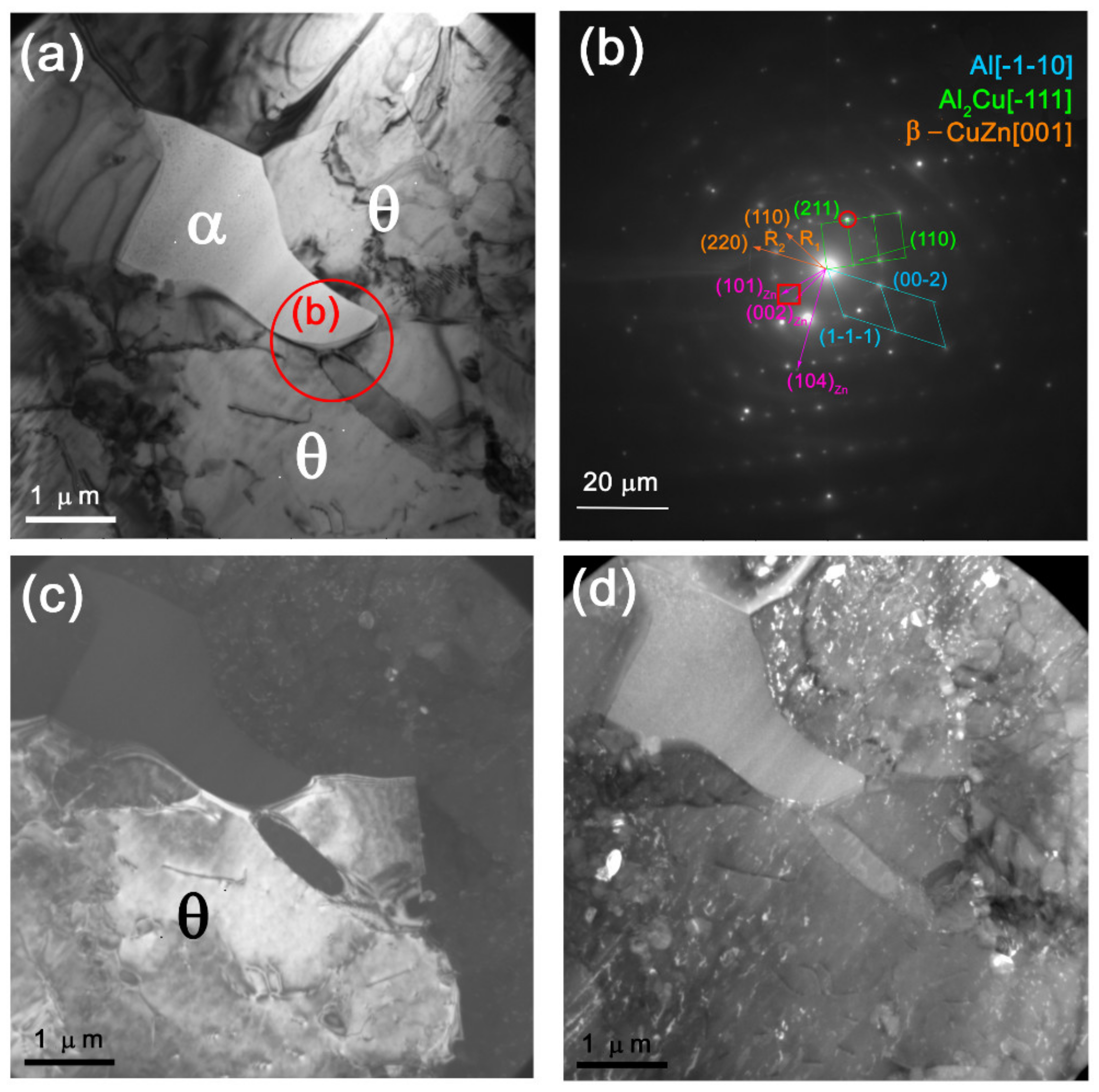
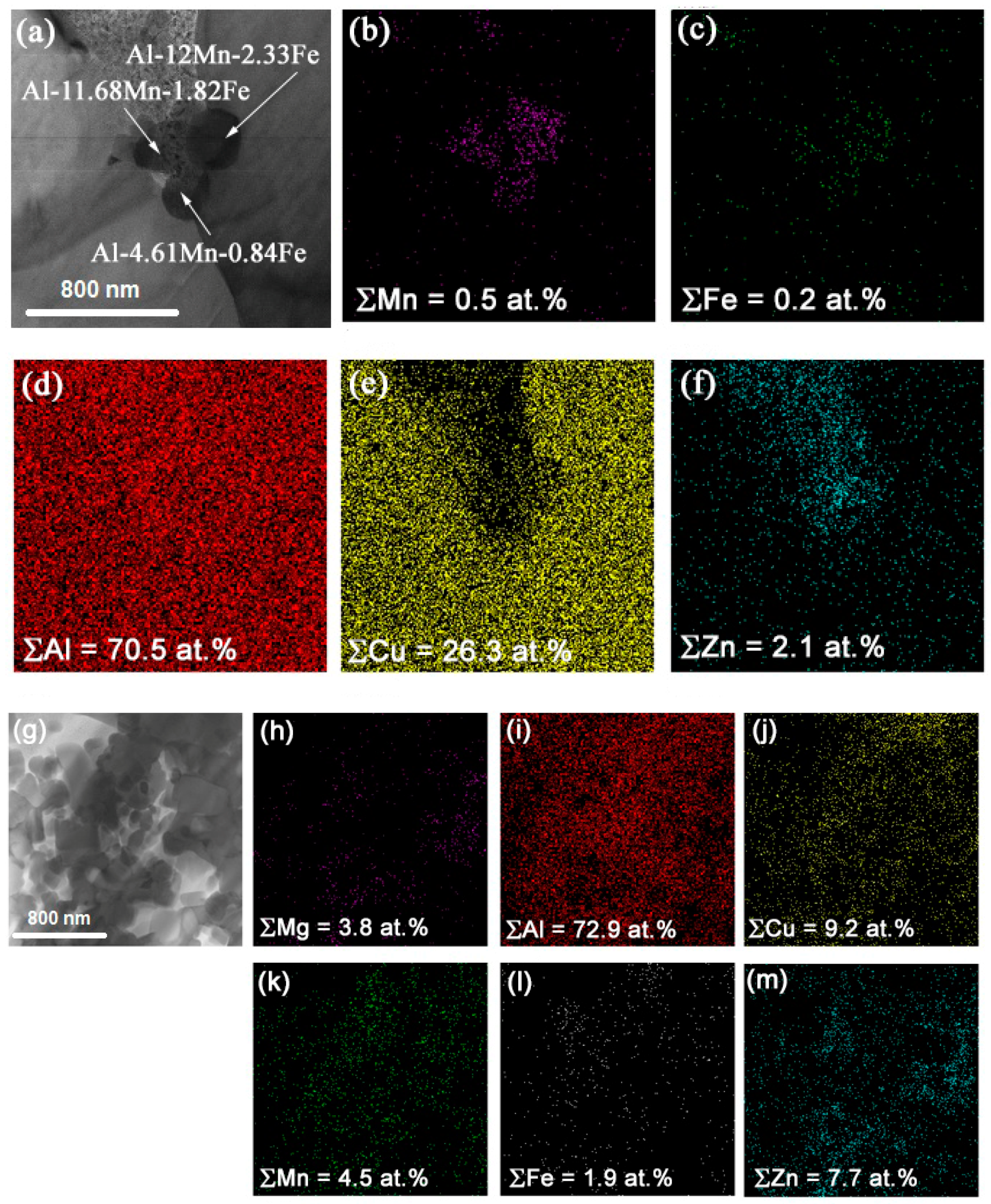
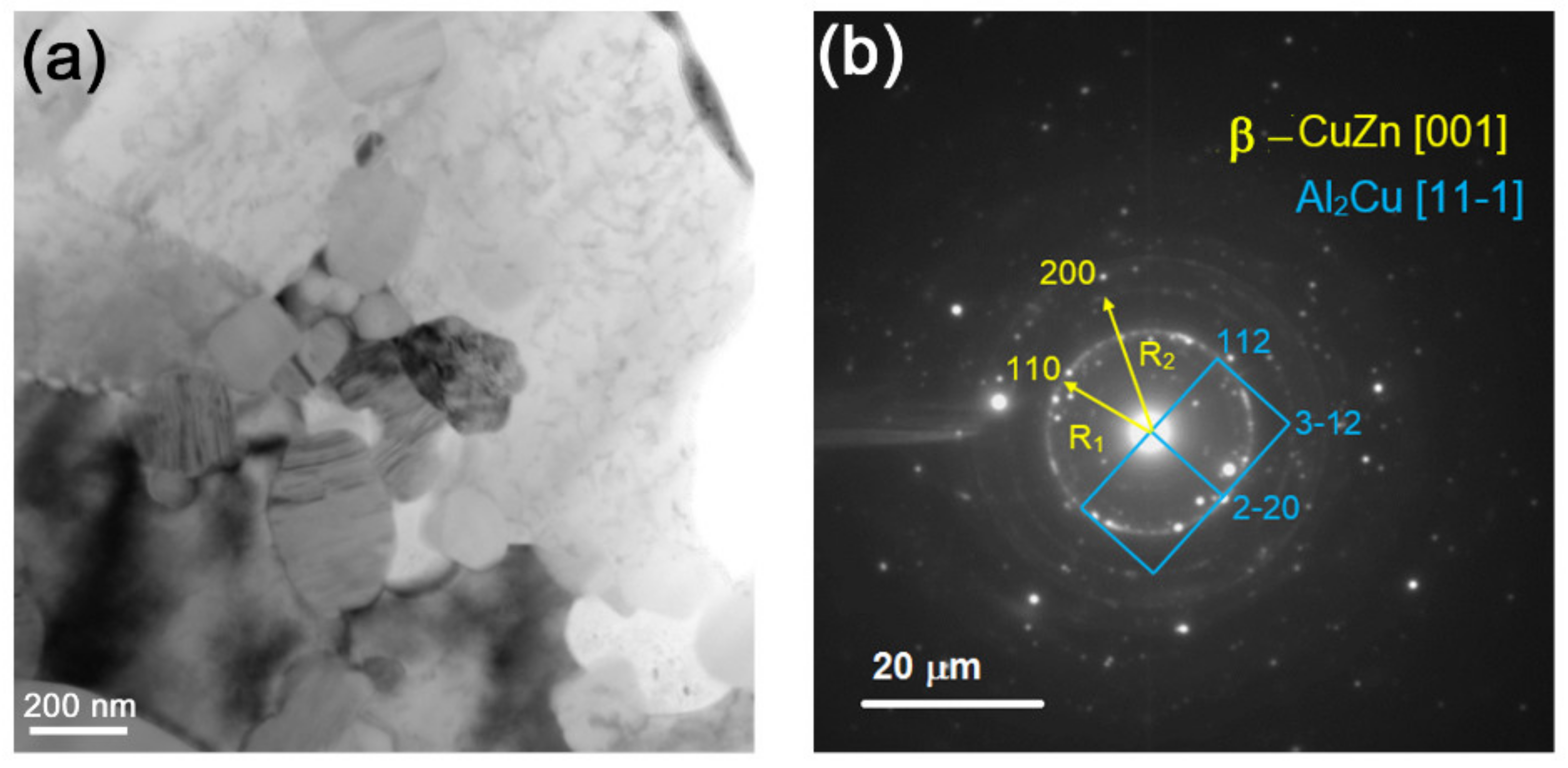
- Formation of Al2Cu IMCs from aluminum alloy and brass grains was accompanied by exothermic heating and melting, as well as expelling of both Mg and Zn into intergrain spaces.
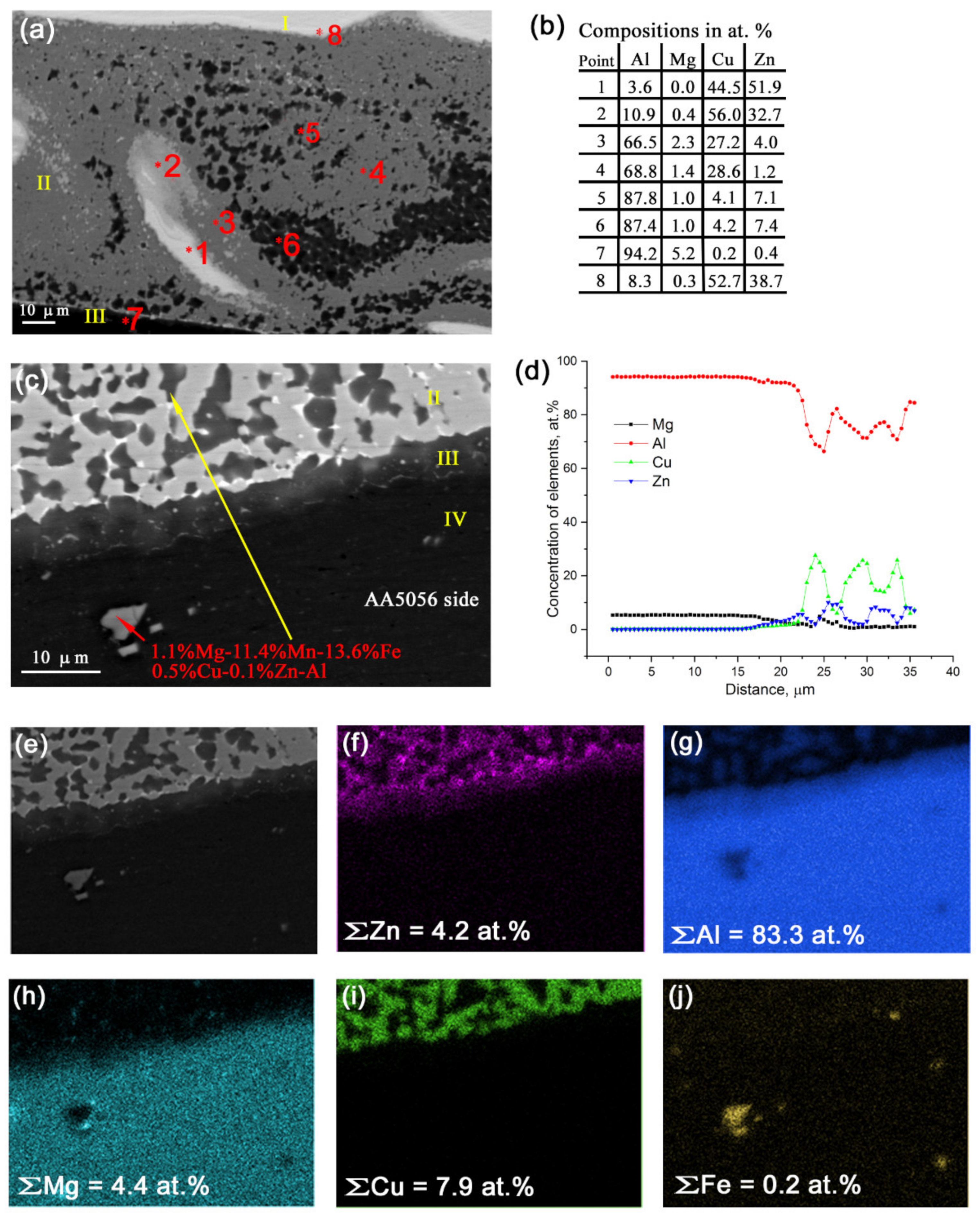
- In the top part of the SZ, Mg and Zn formed a solid solution matrix for 5–10 μm faceted IMCs and irregular-shaped 20–30 μm α-Al (Mg, Zn) grains with fine MgZn2 precipitates.
- The bottom part of the SZ contained irregular shaped grains of Al2Cu IMCs and α-Al (Mg, Zn), as well as coarse grains of Zn+MgZn eutectics.
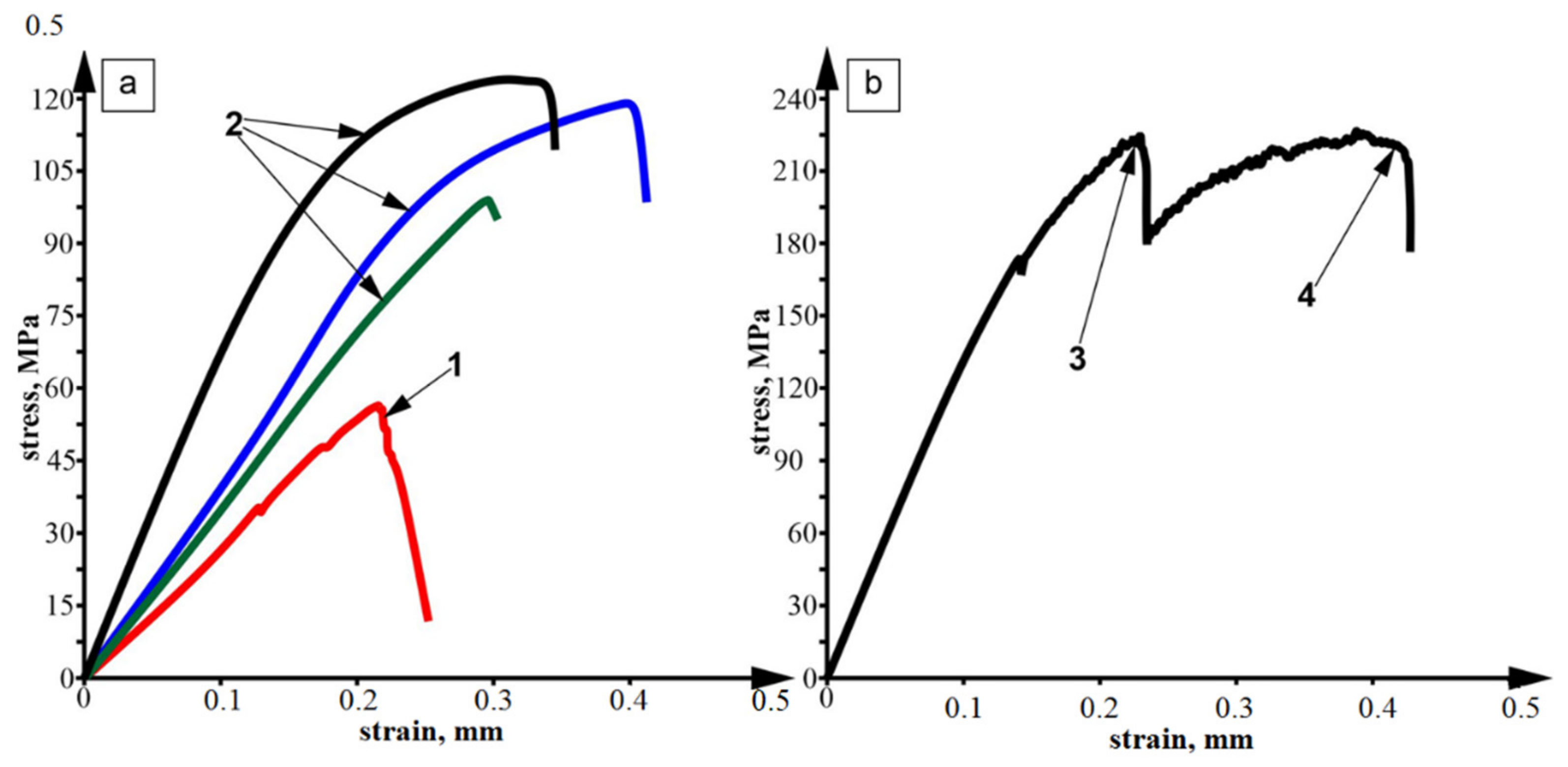
- Since the pull-off test fracture surfaces were enriched with Al2Cu, Zn, and MgZn, it was suggested that these “weak” zones were detrimental for the SZ strength.
- Tensile strength of the FSPed zone was equal to that of AA5056 substrate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, M.; Zhao, H.; Xu, F.; Chen, T.; Zhou, L.; Song, X.; Ma, N. Influence of ultrasonic vibrations on the microstructure and mechanical properties of Al/Ti friction stir lap welds. J. Mater. Process. Technol. 2020, 282, 116676. [Google Scholar] [CrossRef]
- Bang, H.; Bang, H.; Song, H.; Joo, S. Joint properties of dissimilar Al6061-T6 aluminum alloy/Ti–6%Al–4%V titanium alloy by gas tungsten arc welding assisted hybrid friction stir welding. Mater. Des. 2013, 51, 544–551. [Google Scholar] [CrossRef]
- Dorbane, A.; Mansoor, B.; Ayoub, G.; Shunmugasamy, V.C.; Imad, A. Mechanical, microstructural and fracture properties of dissimilar welds produced by friction stir welding of AZ31B and Al6061. Mater. Sci. Eng. A 2016, 651, 720–733. [Google Scholar] [CrossRef]
- Esmaeili, A.; Zareie Rajani, H.R.; Sharbati, M.; Givi, M.K.B.; Shamanian, M. The role of rotation speed on intermetallic compounds formation and mechanical behavior of friction stir welded brass/aluminum 1050 couple. Intermetallics 2011, 19, 1711–1719. [Google Scholar] [CrossRef]
- Esmaeili, A.; Givi, M.K.B.; Rajani, H.R.Z. A metallurgical and mechanical study on dissimilar friction stir welding of aluminum 1050 to brass (CuZn30). Mater. Sci. Eng. A 2011, 528, 7093–7102. [Google Scholar] [CrossRef]
- Boucherit, A.; Avettand-Fènoël, M.-N.; Taillard, R. Effect of a Zn interlayer on dissimilar FSSW of Al and Cu. Mater. Des. 2017, 124, 87–99. [Google Scholar] [CrossRef]
- Patel, N.P.; Parlikar, P.; Singh Dhari, R.; Mehta, K.; Pandya, M. Numerical modelling on cooling assisted friction stir welding of dissimilar Al-Cu joint. J. Manuf. Process. 2019, 47, 98–109. [Google Scholar] [CrossRef]
- Mabuwa, S.; Msomi, V. The effect of friction stir processing on the friction stir welded AA1050-H14 and AA6082-T6 joints. Mater. Today Proc. 2020, 26, 193–199. [Google Scholar] [CrossRef]
- Das, U.; Das, R.; Toppo, V. Dry sliding wear behavior study on friction stir weld joints of dissimilar aluminum alloys. Mater. Today Proc. 2020, 26, 1815–1821. [Google Scholar] [CrossRef]
- Shunmugasundaram, M.; Praveen Kumar, A.; Ponraj Sankar, L.; Sivasankar, S. Optimization of process parameters of friction stir welded dissimilar AA6063 and AA5052 aluminum alloys by Taguchi technique. Mater. Today Proc. 2020, 27, 871–876. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, R.X.; Li, G.H.; Zhou, W.L.; Huang, Y.X.; Song, X.G. Effect of pin profile on microstructure and mechanical properties of friction stir spot welded Al-Cu dissimilar metals. J. Manuf. Process. 2018, 36, 1–9. [Google Scholar] [CrossRef]
- Khojastehnezhad, V.M.; Pourasl, H.H. Microstructural characterization and mechanical properties of aluminum 6061-T6 plates welded with copper insert plate (Al/Cu/Al) using friction stir welding. Trans. Nonferrous Met. Soc. China 2018, 28, 415–426. [Google Scholar] [CrossRef]
- Shankar, S.; Vilaça, P.; Dash, P.; Chattopadhyaya, S.; Hloch, S. Joint strength evaluation of friction stir welded Al-Cu dissimilar alloys. Measurement 2019, 146, 892–902. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Enhanced mechanical properties of friction stir welded dissimilar Al–Cu joint by intermetallic compounds. Mater. Sci. Eng. A 2010, 527, 5723–5727. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Gusarova, A.; Kalashnikova, T.; Fortuna, S.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Microstructure of in-situ friction stir processed Al-Cu transition zone. Metals 2020, 10, 818. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C.; Su, H. Concurrent influences of tool offset and ultrasonic vibration on the joint quality and performance of dissimilar Al/Cu friction stir welds. J. Mater. Res. Technol. 2021, 14, 1035–1051. [Google Scholar] [CrossRef]
- Balasundaram, R.; Patel, V.K.; Bhole, S.D.; Chen, D.L. Effect of zinc interlayer on ultrasonic spot welded aluminum-to-copper joints. Mater. Sci. Eng. A 2014, 607, 277–286. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.-N.; Nagaoka, T.; Marinova, M.; Taillard, R. Upon the effect of Zn during friction stir welding of aluminum-copper and aluminum-brass systems. J. Manuf. Process. 2020, 58, 259–278. [Google Scholar] [CrossRef]
- Alaeibehmand, S.; Ranjbarnodeh, E.; Mirsalehi, S.E. Joining mechanism in pinless FSSW of aluminum-steel with or without Zn and brass interlayers. Mater. Charact. 2021, 180, 111400. [Google Scholar] [CrossRef]
- Swarnkar, R.; Das, A.; Prasad, S.B. Enhancement of tensile and microhardness of AA 6082-T6 Friction stir welds via brass interlayers. Russ. J. Non-Ferrous Met. 2021, 62, 333–340. [Google Scholar] [CrossRef]
- Niu, S.; Ji, S.; Yan, D.; Meng, X.; Xiong, X. AZ31B/7075-T6 alloys friction stir lap welding with a zinc interlayer. J. Mater. Process. Technol. 2019, 263, 82–90. [Google Scholar] [CrossRef]
- Zykova, A.P.; Tarasov, S.Y.; Chumaevskiy, A.V.; Kolubaev, E.A. A review of friction stir processing of structural metallic materials: Process, properties, and methods. Metals 2020, 10, 772. [Google Scholar] [CrossRef]
- Kalashnikova, T.; Chumaevskii, A.; Kalashnikov, K.; Fortuna, S.; Kolubaev, E.; Tarasov, S. Microstructural analysis of friction stir butt welded Al-Mg-Sc-Zr alloy heavy gauge sheets. Metals 2020, 10, 806. [Google Scholar] [CrossRef]
- Huang, G.; Feng, X.; Shen, Y.; Zheng, Q.; Zhao, P. Friction stir brazing of 6061 aluminum alloy and H62 brass: Evaluation of microstructure, mechanical and fracture behavior. Mater. Des. 2016, 99, 403–411. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Khalkhali, A.; Akbari, M.; Tahani, M. Application of Taguchi optimization technique in determining aluminum to brass friction stir welding parameters. Mater. Des. 2013, 52, 587–592. [Google Scholar] [CrossRef]
- Akbari, M.; Abdi Behnagh, R. Dissimilar friction-stir lap joining of 5083 aluminum alloy to CuZn34 brass. Metall. Mater. Trans. B 2012, 43, 1177–1186. [Google Scholar] [CrossRef]
- Bansal, A.; Singla, A.K.; Dwivedi, V.; Goyal, D.K.; Singla, J.; Gupta, M.K.; Krolczyk, G.M. Influence of cryogenic treatment on mechanical performance of friction stir Al-Zn-Cu alloy weldments. J. Manuf. Process. 2020, 56, 43–53. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.E.; Fortuna, S.V.; Eliseev, A.A.; Chumaevsky, A.V.; Kalashnikova, T.A.; Kolubaev, E.A. Ultrasonic-assisted aging in friction stir welding on Al-Cu-Li-Mg aluminum alloy. Weld. World 2017, 61, 679–690. [Google Scholar] [CrossRef]
- Mokabberi, S.R.; Movahedi, M.; Kokabi, A.H. Effect of interlayers on softening of aluminum friction stir welds. Mater. Sci. Eng. A 2018, 727, 1–10. [Google Scholar] [CrossRef]
- Galvão, I.; Oliveira, J.C.; Loureiro, A.; Rodrigues, D.M. Formation and distribution of brittle structures in friction stir welding of aluminium and copper: Influence of shoulder geometry. Intermetallics 2012, 22, 122–128. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plates | Chemical Element, wt. %. | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Mg | Fe | Si | Mn | Cu | Zn | Ti | Pb | P | Sb | Be | |
| AA5056 | 91.9–4.6 | 4.8–5.8 | <0.5 | <0.5 | 0.5–0.8 | <0.1 | <0.2 | <0.02–0.1 | - | - | - | |
| CuZn37 | - | - | <0.2 | - | - | 62–65 | 34.5–38 | - | <0.07 | 0.001 | <0.005 | <0.002 |
| Pass Number | Plunge Force, kg | Processing Speed, mm/min | Rotation Rate, rpm |
|---|---|---|---|
| 1 | 1250 | 100 | 650 |
| 2 | 1250 | 100 | 700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zykova, A.; Chumaevskii, A.; Gusarova, A.; Gurianov, D.; Kalashnikova, T.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone. Materials 2021, 14, 5208. https://doi.org/10.3390/ma14185208
Zykova A, Chumaevskii A, Gusarova A, Gurianov D, Kalashnikova T, Savchenko N, Kolubaev E, Tarasov S. Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone. Materials. 2021; 14(18):5208. https://doi.org/10.3390/ma14185208
Chicago/Turabian StyleZykova, Anna, Andrey Chumaevskii, Anastasia Gusarova, Denis Gurianov, Tatiana Kalashnikova, Nickolai Savchenko, Evgeny Kolubaev, and Sergei Tarasov. 2021. "Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone" Materials 14, no. 18: 5208. https://doi.org/10.3390/ma14185208
APA StyleZykova, A., Chumaevskii, A., Gusarova, A., Gurianov, D., Kalashnikova, T., Savchenko, N., Kolubaev, E., & Tarasov, S. (2021). Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone. Materials, 14(18), 5208. https://doi.org/10.3390/ma14185208