
Design a New Type of Laser Cladding Nozzle and Thermal Fluid Solid Multi-Field Simulation Analysis

Abstract
:1. Introduction
2. Structure Analysis and Design of Laser Cladding Nozzle
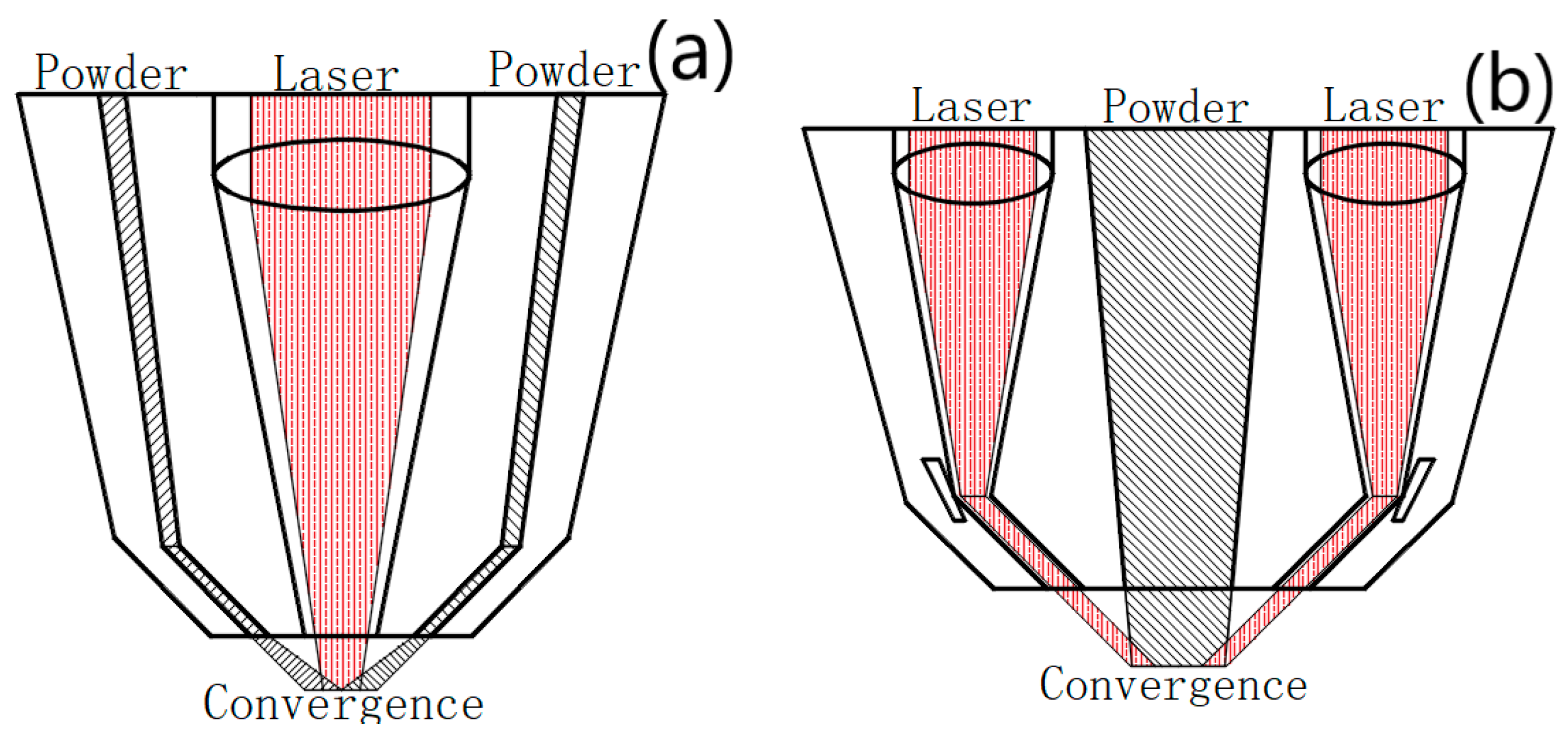
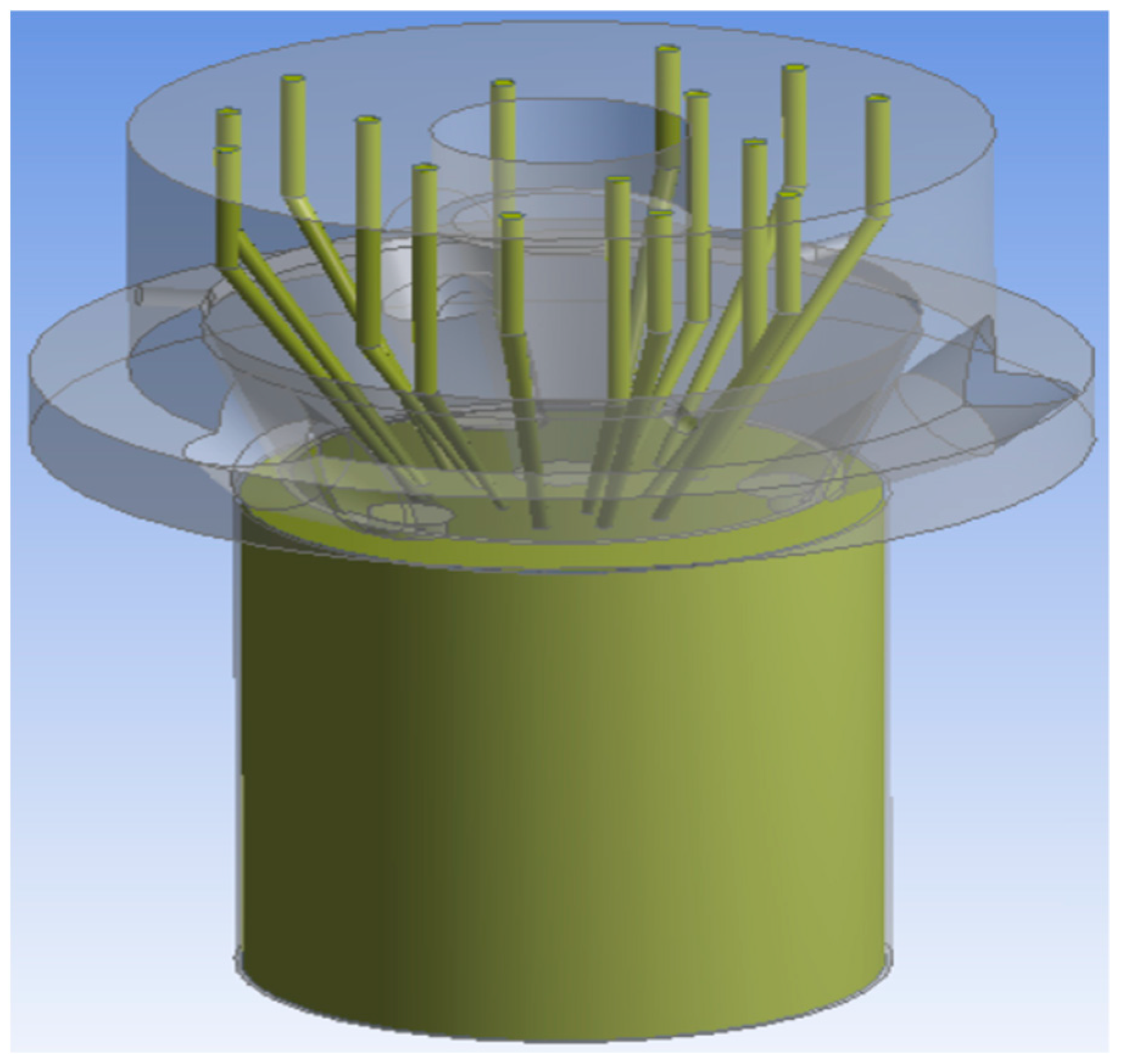
2.1. Structure Design of New Type Laser Cladding Nozzle
2.2. Simulation Analysis of the Structure of Laser Cladding Nozzle
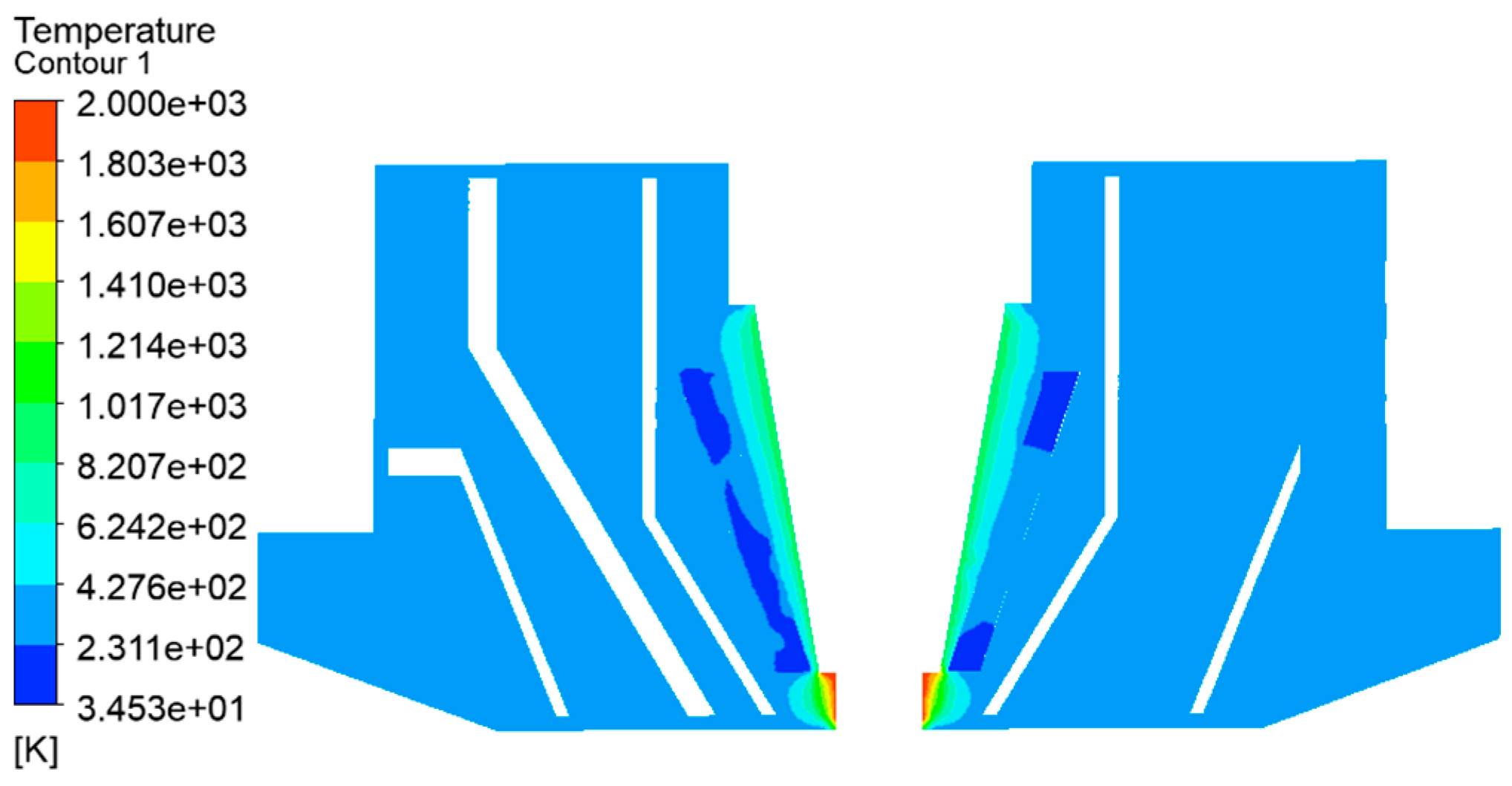
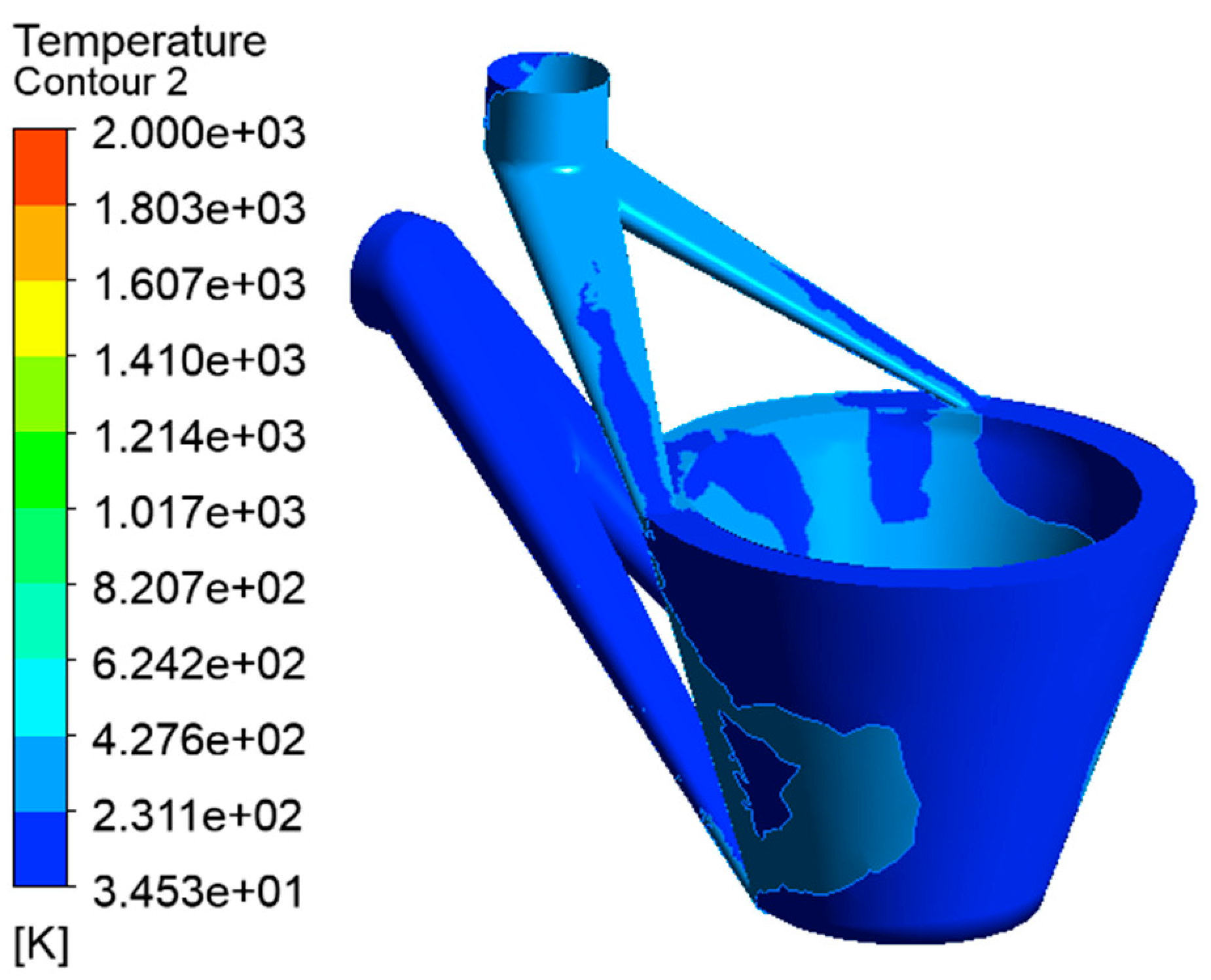
2.2.1. Water Cooling Simulation
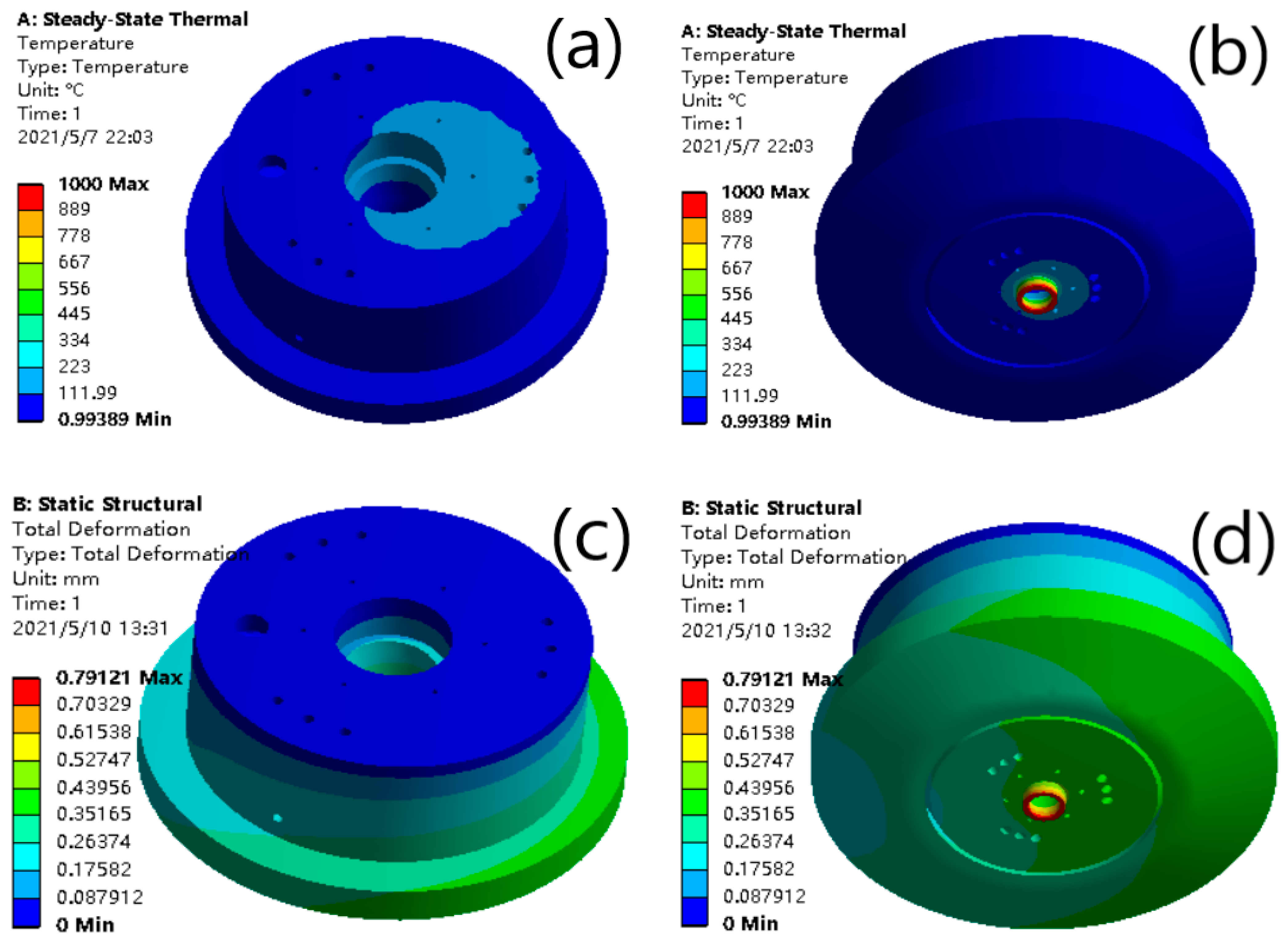
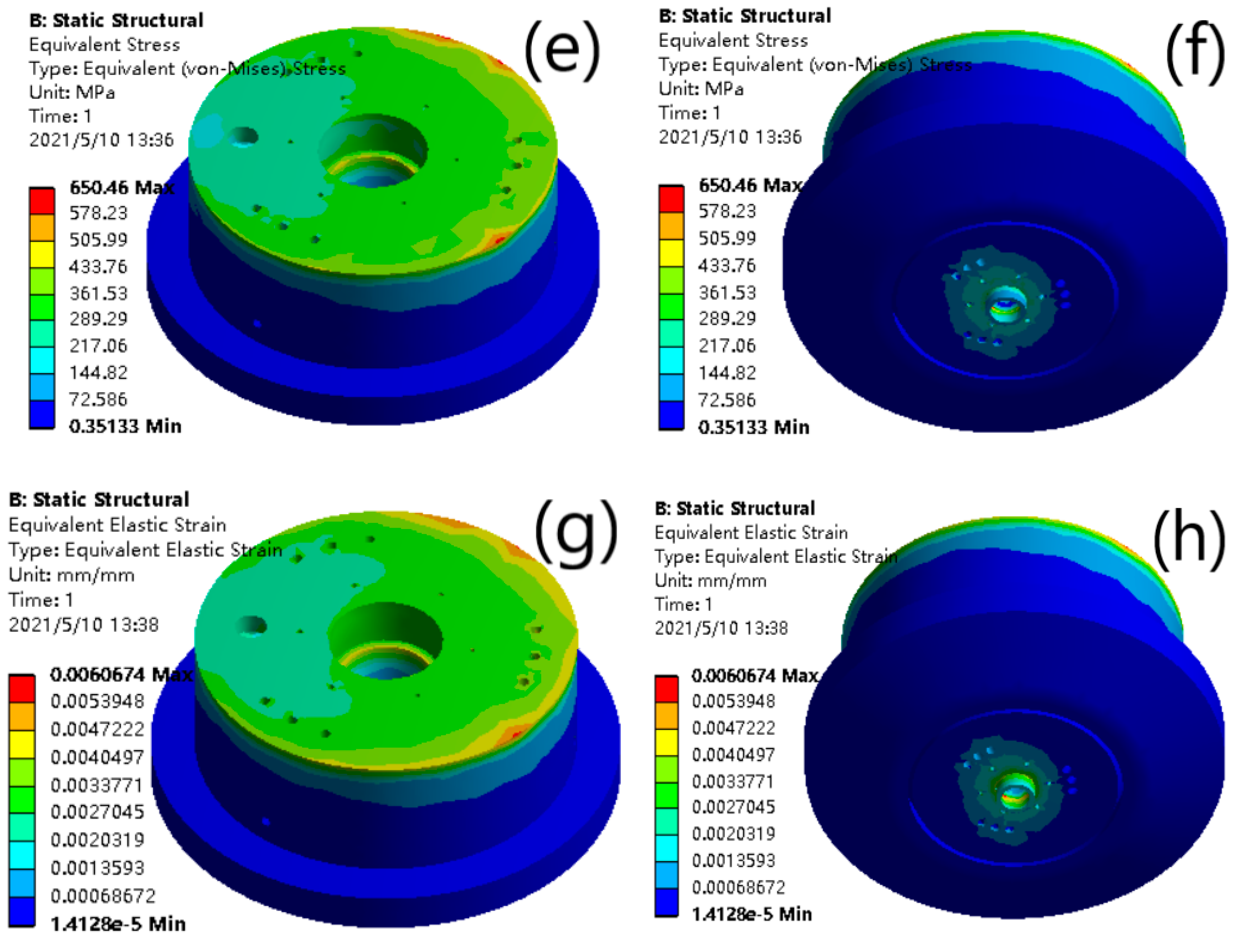
2.2.2. Simulation of Stress Effect
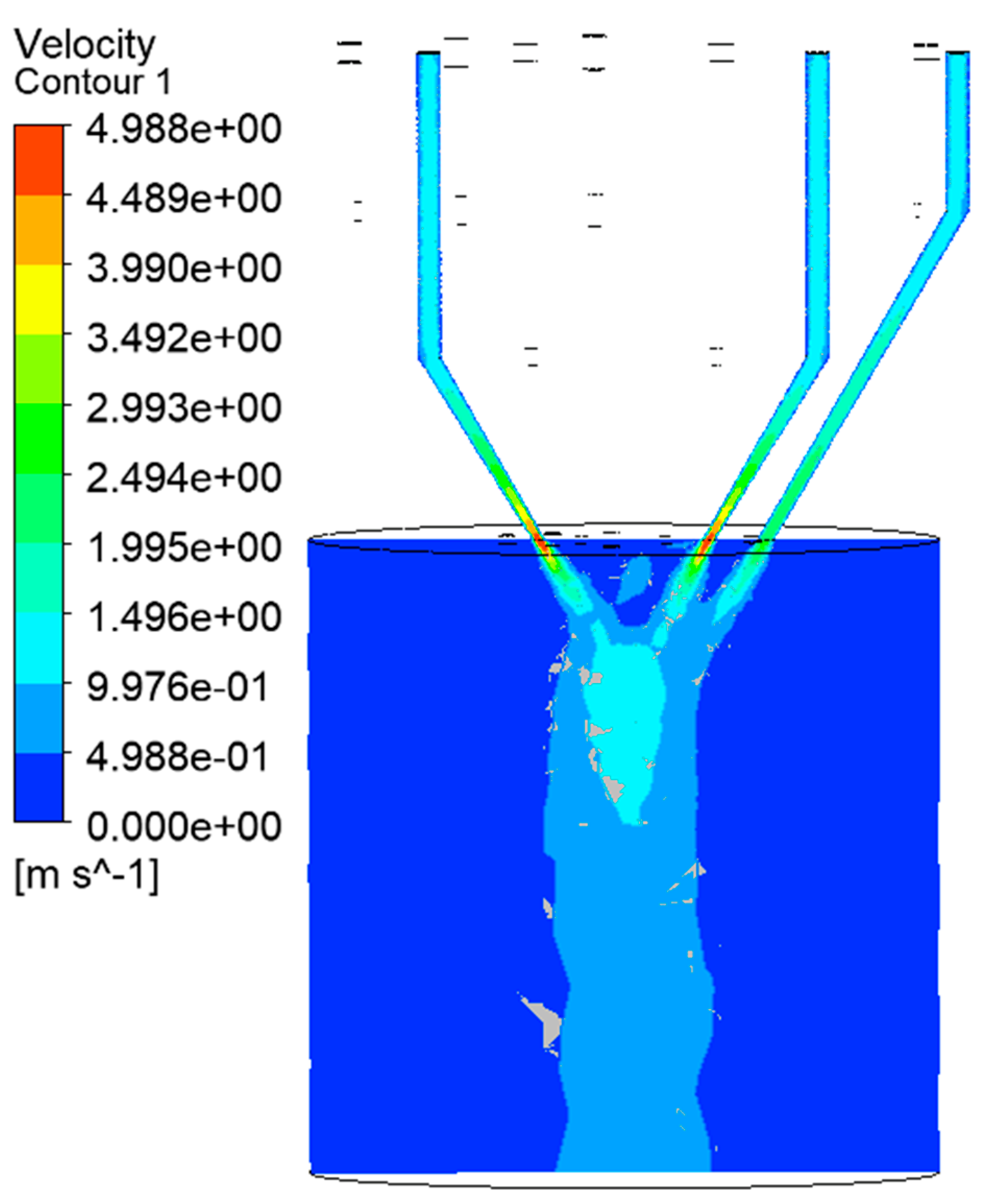
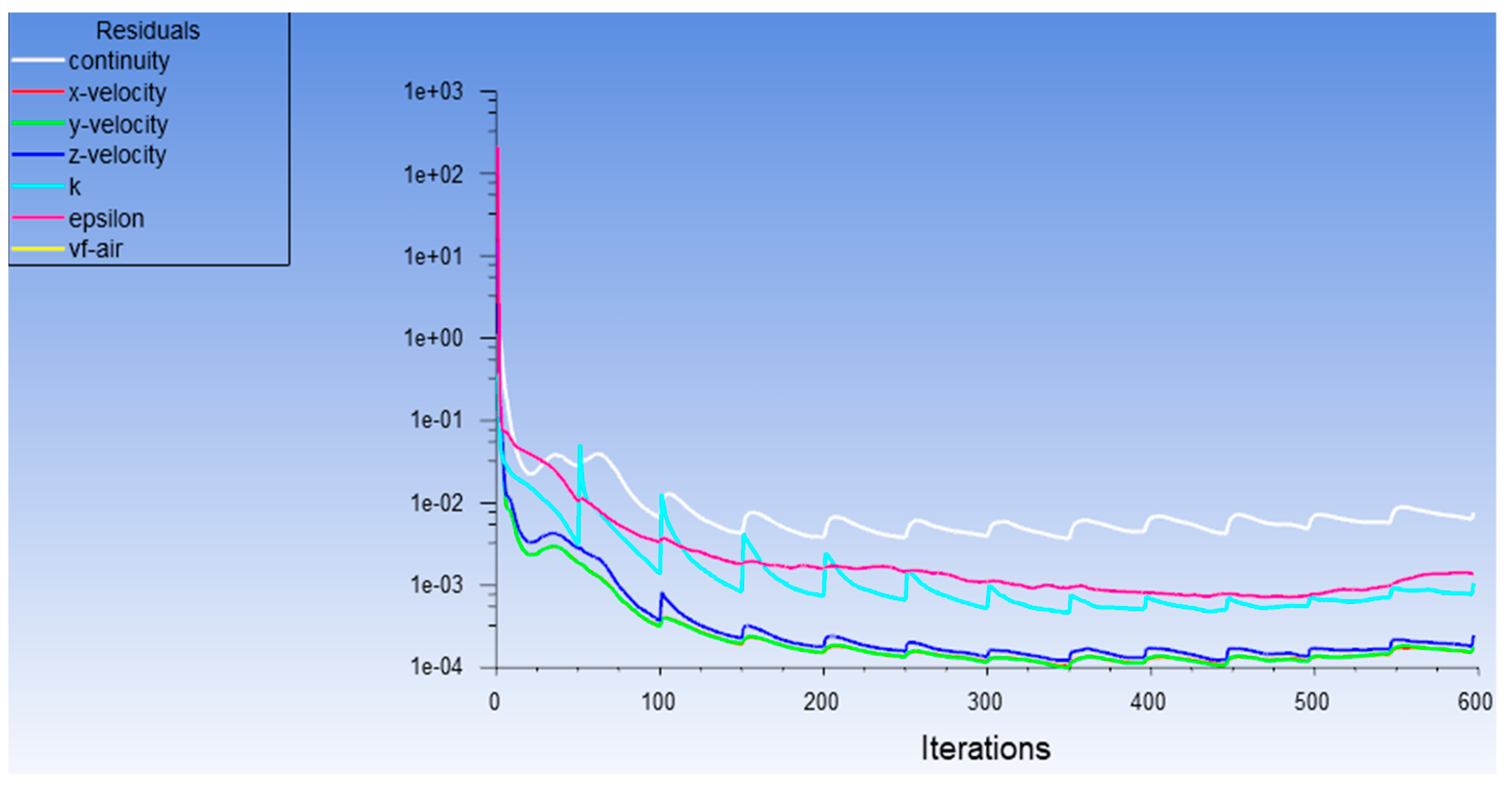
3. Powder Flow Simulation and Analysis of the New Laser Cladding Nozzle
3.1. Theoretical Basis of Fluid Mechanics
3.2. Simulation and Analysis of Powder Flow Convergence Process
4. Simulation and Analysis of Thermo Solid Coupling of New Laser Cladding Nozzle
4.1. Theoretical Analysis and Equation Establishment of Molten Pool Formation Theory and Heat Source
- (1)
- Point concentration energy density model;
- (2)
- Volume heat source models (three);
- (a)
- Gaussian body heat source model;
- (b)
- Double ellipsoid heat source model;
- (c)
- Gaussian heat source model based on high fidelity absorptivity;
- (3)
- Ray tracing heat source model.
4.2. Simulation Analysis and Stress Analysis of Hot Cladding Process
4.2.1. Transient Thermal Simulation
- (1)
- Parameter setting and heat source equation establishment
- (2)
- Analysis of simulation results
4.2.2. Simulation of Mechanical Effect of Thermal Stress
- (1)
- Equivalent stress analysis
- (2)
- Equivalent strain analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.J. Optimization Design and Experimental Study of Laser Cladding Coaxial Powder Feeding Nozzle. Master’s Thesis, Dalian Maritime University, Dalian, China, 2017. [Google Scholar]
- Lu, X.F. Numerical Simulation of Selective Laser Cladding of Metal Based Nanocomposites. Master’s Thesis, Zhejiang University, Hangzhou, China, 2019. [Google Scholar]
- Gong, F.J. Research on Infrared Visual Intelligent Diagnosis System for Manufacturing Defects in CMT Additive Manufacturing Process. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2019. [Google Scholar]
- Yang, Z.F. Study on the Technological Parameters and Residual Stress of 316L Stainless Steel Made by Laser Forging Composite Material Addition. Master’s Thesis, GuangDong University of Technology, Guangzhou, China, 2019. [Google Scholar]
- Wu, D. Finite Element Analysis of Temperature Field and Stress Field in Laser Cladding Deposition of Alloy Steel. Master’s Thesis, Beijing Jiaotong University, Beijing, China, 2019. [Google Scholar]
- He, M.Z. Molecular Dynamics Simulation of Cladding and Sintering Process of Al Nanoparticles. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2019. [Google Scholar]
- Liu, B.L. Electron Beam Selective Cladding and Microstructure and Mechanical Properties of Nb521 Alloy. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2019. [Google Scholar]
- Yue, H.Y. Study on the Microstructure and Mechanical Properties of Ti-47Al-2Cr-2Nb Alloy by Electron Beam Selective Cladding Process. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2019. [Google Scholar]
- Zhang, Y.Q. Thermodynamic Analysis and Thermal Deformation Research in the Process of Laser Material Adding Manufacturing of Metal Parts. Master’s Thesis, Shenyang University of Technology, Shenyang, China, 2019. [Google Scholar]
- Chen, Z.B. Numerical Simulation of Oblique Wave Loading Technology Based on the Fabrication of Generalized Wave Impedance Gradient Flyers Based on the Addition of Materials. Master’s Thesis, Ningbo University, Ningbo, China, 2019. [Google Scholar]
- Ye, W.J. Numerical Simulation of Temperature Field and Morphology Evolution of Molten Pool during Laser Selective Cladding Process. Master’s Thesis, Xi’an University of Technology, Xi’an, China, 2019. [Google Scholar]
- Wang, X.W. Research on High Speed Collection and Real-Time Processing Technology of Molten Pool Image. Master’s Thesis, University of Electronic Science and Technology of China, Chengdu, China, 2020. [Google Scholar]
- Li, G.W. Laser Cladding and Ultrasonic Material Manufacturing of Glass Selective Region. Ph.D. Thesis, Jilin University, Changchu, China, 2020. [Google Scholar]
- An, X.L.; Lv, Y.Z.; Qin, Z.X. Research Progress of 3D Printing of Optical Powder Coupling and Numerical Simulation of gas-Liquid Interface Tracking in Molten Pool. Mater. Introd. 2019, 33, 167–174. [Google Scholar]
- Liu, X.L. Finite Element Simulation of Laser Cladding Nickel Based Composite Coating. Master’s Thesis, East China Jiaotong University, Nanchang, China, 2018. [Google Scholar]
- Ye, H.; Zhu, X.G.; Yu, T. Temperature field and Morphology Simulation of laser cladding ni/wc coating. Laser Infrared 2018, 48, 425–430. [Google Scholar]
- Peng, R.Y.; Luo, L.; Liu, Y. Progress in the research of coaxial powder feeder nozzles. Laser Optoelectron. 2017, 54, 37–45. [Google Scholar]
- Du, J.X.; Zhao, C.J.; Bai, K.F. Numerical simulation and experimental study of residual stress in coaxial powder feeding laser cladding. Coal Min. Mach. 2020, 41, 56–59. [Google Scholar]
- Yang, G.; Feng, Z.G.; Yun, Q.L. The influence of laser deposition on powder convergence of axial powder feeding nozzle air curtain. Appl. Laser 2017, 37, 213–217. [Google Scholar]
- Shao, Z.L.; Jiang, W. Structural design and optimization of metal powder gas delivery nozzle based on fluent. Mod. Mach. 2018, 4, 6–10. [Google Scholar]
- Han, X.; Feng, X.F.; Zhang, Y.H. Progress in the study of the transmission behavior of laser cladding powder by coaxial powder feeding. Heat Process. Technol. 2020, 49, 21–23. [Google Scholar]
- Zhang, L.C.; Liu, C.X.; Jian, Z.Y. Numerical simulation of microstructure of al-0.035ni alloy by phase field method. Heat Process. Process 2020, 49, 52–56. [Google Scholar]
- Chen, J.W.; Xiong, F.Y.; Huang, C.Y. Numerical simulation of metal addition manufacturing. Chin. Sci. Phys. Mech. Astron. 2020, 50, 104–128. [Google Scholar]
- Sun, R.; Shi, Y.J.; Wang, X.G. Understanding the thermal process during laser assisted ultra-high frequency induction deposition with wire feeding. Int. J. Heat Mass Transf. 2020, 153, 119536. [Google Scholar] [CrossRef]
- Xia, Z.X.; Xu, J.C.; Shi, J.J. Microstructure evolution and mechanical propertoes of reduced activation steel manufactured through laser directed energy deposition. Addit. Manuf. 2020, 33, 101114. [Google Scholar]
- Wei, L.; Lin, X.; Wang, M. Numerical simulation of metal laser additive manufacturing process. Aviat. Manuf. Technol. 2017, 13, 15–25. [Google Scholar]
- Tang, S. Research on Laser Ultrasonic Surface Defect Detection Technology in Additive Manufacturing. Master’s Thesis, University of Electronic Science and Technology, Chengdu, China, 2019. [Google Scholar]
- Zhang, J.; Wang, Z.; Zhao, L.Z. Effect of laser power on Microstructure and wear resistance of laser cladding Fe-36Ni invar alloy coating. Appl. Laser 2017, 1, 27–31. [Google Scholar]
- Fang, L.Y.; Yao, Y.S.; Yan, H. Laser cladding of TiB-2 on copper alloy surface reinforced nickel based gradient coating. China Laser 2017, 8, 90–97. [Google Scholar]
- Shi, Q.M.; Gu, D.D.; Gu, R.H. Thermophysical mechanism of selective laser melting of TiC/Inconel 718 composites. Rare Met. Mater. Eng. 2017, 46, 1543–1550. [Google Scholar]
- Yan, H.R. Effect of selective laser melting of W-Cu composites on Al matrix composites. Acta Compos. Sin. 2018, 7, 1889–1896. [Google Scholar]
- Li, M.C.; Jiang, L.Y.; Liu, T.T. Effect of carbon nanotubes on laser selective melting of Al matrix composites. J. Compos. Mater. 2018, 7, 1889–1896. [Google Scholar]
- Yan, S.P.; Zhang, A.F.; Liang, S.R. Laser absorptivity measurement of metal materials commonly used in laser additive manufacturing technology. Aviat. Manuf. Technol. 2017, 17, 97–100. [Google Scholar]
- Li, H.M. Research on Manufacturing Process Characteristics of Laser Fuse Additive. Master’s Thesis, Chongqing University, Chongqing, China, 2017. [Google Scholar]
- Zhang, B.W.; Zhang, L.Q. Research progress of advanced CMT technology and its application in additive manufacturing. New Ind. 2017, 2, 1–2. [Google Scholar]
- Huang, X. Research on Composite Manufacturing Process of Titanium Alloy Addition and Subtraction. Master’s Thesis, Dalian University of technology, Dalian, China, 2017. [Google Scholar]
- Wan, C.Z. Research on Online Monitoring System of Additive Manufacturing System Based on Multi-Sensor Composite. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2018. [Google Scholar]
- Yang, P.H.; Gao, X.X.; Liang, J. Development trend of metal additive manufacturing technology and research progress of nondestructive testing. Mater. Eng. 2017, 2, 1–2. [Google Scholar] [CrossRef]
- Wu, H.X. Acoustic Emission Monitoring Technology for Additive Manufacturing and Its Application. Master’s Thesis, Zhejiang University, Hangzhou, China, 2017. [Google Scholar]
- Gu, D.D.; Dai, D.H.; Xia, M.J. Cross scale physical mechanism of shape control and controllability in selective laser melting additive manufacturing of metal components. J. Nanjing Univ. Aeronaut. Astronaut. 2017, 49, 645–652. [Google Scholar]
- Geng, R.W.; Du, J.; Wei, Z.Y. Research progress of microstructure phase field simulation in metal additive manufacturing. Mater. Guide 2018, 32, 1145–1150. [Google Scholar]
- Shi, Z.C.; Zhang, X.X. Molecular dynamics simulation of melting behavior of titanium nanoparticles. Hot Work. Process 2018, 47, 71–73. [Google Scholar]
- Gao, G.F.; Yu, W.Y.; Zhu, Q. Properties and research progress of metal powder for 3D printing. Powder Metall. Technol. 2017, 27, 53–58. [Google Scholar]
- Li, H.T.; Xie, S.K.; Zhang, L. Application and development of additive manufacturing technology in aerospace manufacturing. China Aerosp. 2017, 1, 28–32. [Google Scholar]
- Zhang, C.; Yang, S.; Yang, Y.B. Research status of TiAl based alloy forming technology. Ordnance Mater. Sci. Eng. 2017, 40, 126–132. [Google Scholar]
- Kovalev, O.B.; Kovaleva, I.O.; Smurov, I.Y. Numerical investigation of gas-disperse jet flows created by coaxial nozzles during the laser direct material deposition. J. Mater. Process. Technol. 2017, 249, 118–127. [Google Scholar] [CrossRef]
- Lei, J.; Shi, C.; Zhou, S. Enhanced corrosion and wear resistance properties of carbon fiber reinforced Ni-based composite coating by laser cladding. Surf. Coat. Technol. 2018, 334, 274–285. [Google Scholar] [CrossRef] [Green Version]
- Weng, F.; Ya, H.J.; Liu, J.L. Microstructure and wear property of the Ti5Si3/Tic reinforced Cobased coating fabricated by laser cladding on Ti-6Al-4V. Opt. Laser Technol. 2017, 93, 156–162. [Google Scholar] [CrossRef]
- Shi, T.; Lu, B.H.; Shi, S.H. Metal deposition with spatial variable orientation based on hollow-laser beam with internal powder feeding technology. Opt. Laser Technol. 2017, 88, 234–241. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Dixit, A.R.; Tiwari, S. A rewiew on the intensification of metal matrix composites and its nonmconventional machining. Sci. Eng. Compos. Mater. 2018, 25, 213–228. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Addictive Manufacturing Process: Selective Laser Melting, Electron Beam Melting and Binder Jetting Selection Guidelines. Material 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.Q.; Wei, L.; Shi, S.Q. On the varieties of build features during multi-layer laser directed energy deposition. Addit. Manuf. 2020, 36, 101491. [Google Scholar] [CrossRef]
- Cadiou, S.; Courtois, M.; Carin, M. 3D heat transfer, fluid flow and electromagnetic model for cold metal transfer wire arc additive manufacturing (Cmt-Waam). Addit. Manuf. 2020, 36, 101541. [Google Scholar] [CrossRef]
- Jue, J.B.; Gu, D.D.; Chang, K.; Dai, D.H. Microstructure evolution and mechanical properties of Al-Al2O3 comosites fabricated by selective laser melting. Powder Technol. 2017, 310, 80–91. [Google Scholar] [CrossRef]
- Wei, H.L.; Liu, F.Q.; Liao, W.H. Prediction of spatiotemporal variations of deposit profiles and inter-track voids during laser directed energy deposition. Addit. Manuf. 2020, 34, 101219. [Google Scholar] [CrossRef]
- Tuominen, J.; Kaubisch, M.; Thieme, S. Laser strip cladding for large area metal deposition. Addit. Manuf. 2019, 27, 208–216. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Important Parameters of Continuous Medium | Expression Formula |
|---|---|
| Density | ρ = m/v |
| Viscosity; viscosity coefficient | ; |
| Flow | |
| Compressibility |
| Important Parameters of Continuous Medium | Expression Formula |
|---|---|
| Coupled heat flux model at powder scale | 1. Finite volume method (FVM) 2. Lattice Boltzmann method (LBM) 3. Arbitrary Lagrangian Eulerian method (ALE) |
| Heat flux coupling model based on continuum assumption |
|
| Heat conduction model based on continuum hypothesis | FEM |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Jin, Y.; Chen, Y.; Liu, J. Design a New Type of Laser Cladding Nozzle and Thermal Fluid Solid Multi-Field Simulation Analysis. Materials 2021, 14, 5196. https://doi.org/10.3390/ma14185196
Zhang Y, Jin Y, Chen Y, Liu J. Design a New Type of Laser Cladding Nozzle and Thermal Fluid Solid Multi-Field Simulation Analysis. Materials. 2021; 14(18):5196. https://doi.org/10.3390/ma14185196
Chicago/Turabian StyleZhang, Yuan, Yexin Jin, Yao Chen, and Jianfeng Liu. 2021. "Design a New Type of Laser Cladding Nozzle and Thermal Fluid Solid Multi-Field Simulation Analysis" Materials 14, no. 18: 5196. https://doi.org/10.3390/ma14185196
APA StyleZhang, Y., Jin, Y., Chen, Y., & Liu, J. (2021). Design a New Type of Laser Cladding Nozzle and Thermal Fluid Solid Multi-Field Simulation Analysis. Materials, 14(18), 5196. https://doi.org/10.3390/ma14185196