
Investigation on the Strengthening Mechanism of Flow Control Extrusion by Using Experiment and Numerical Simulation



Abstract
:
1. Introduction
2. Experiments
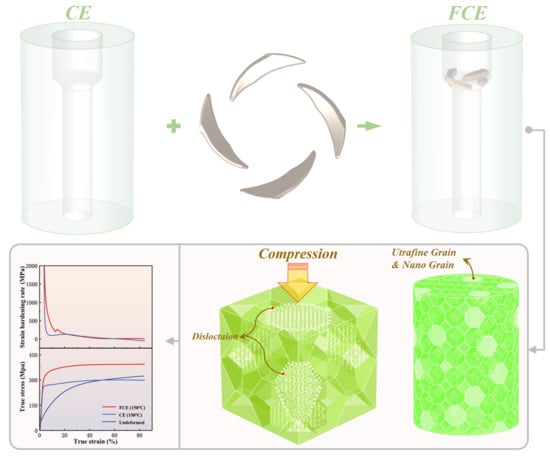
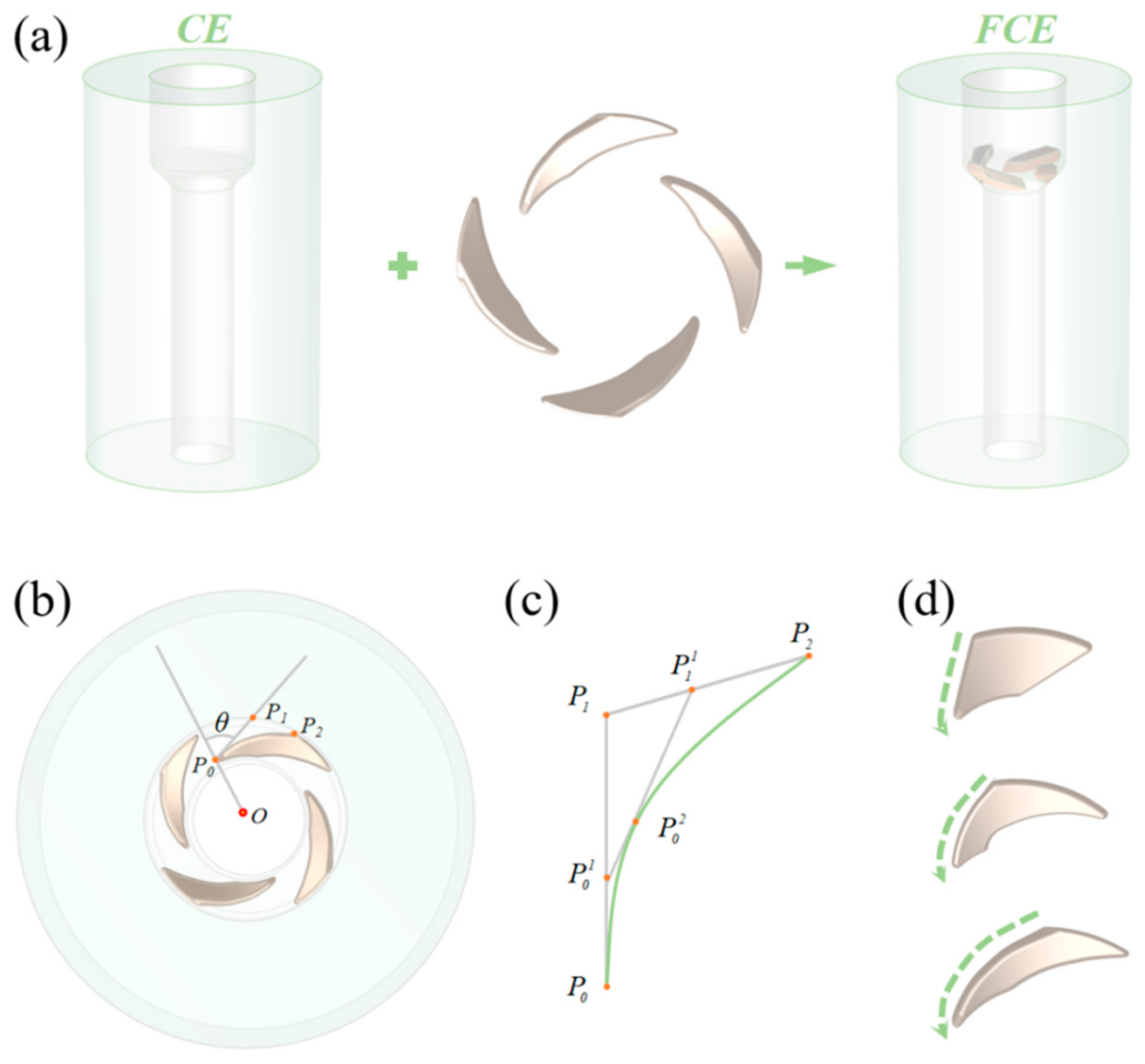
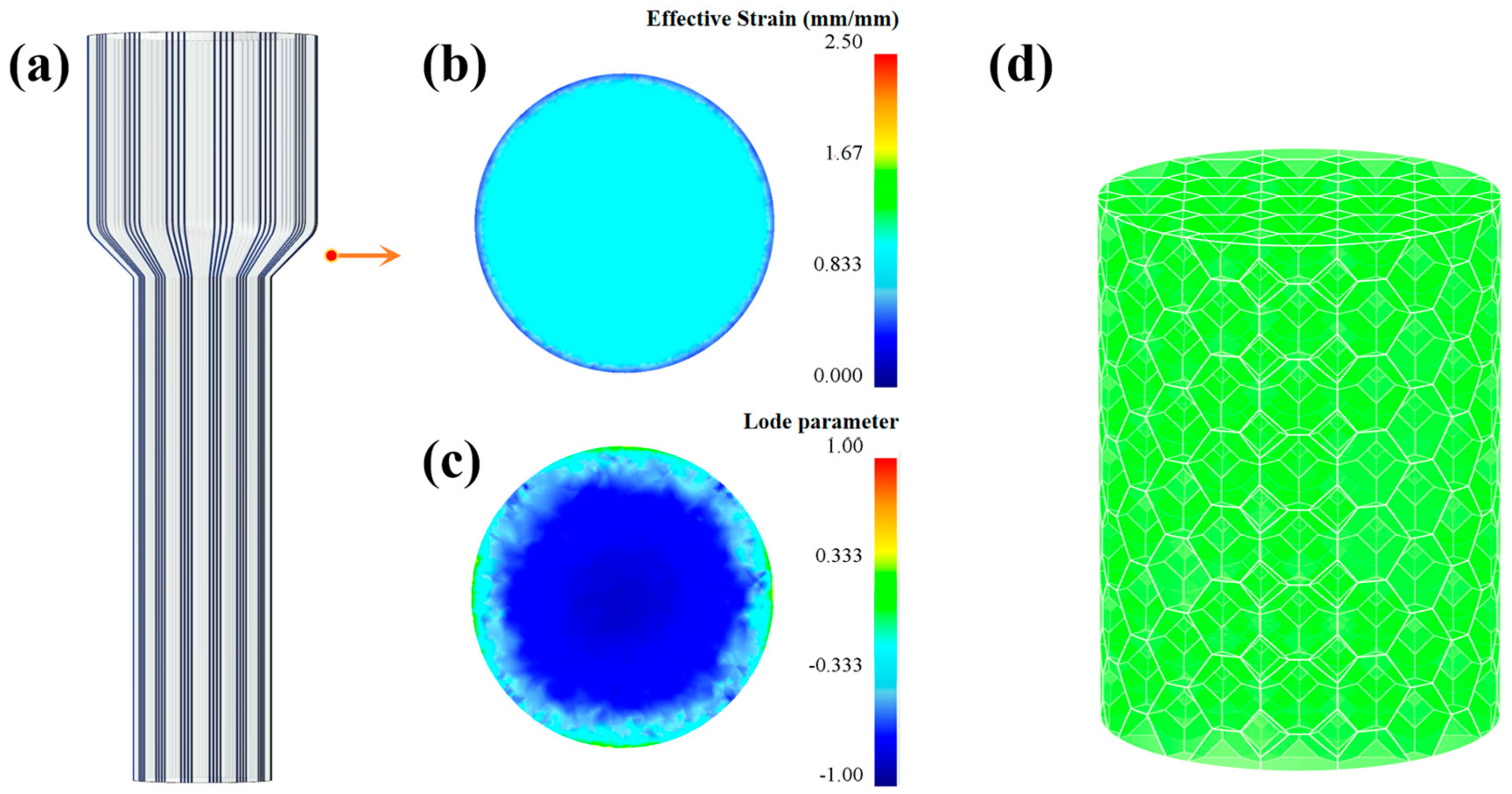
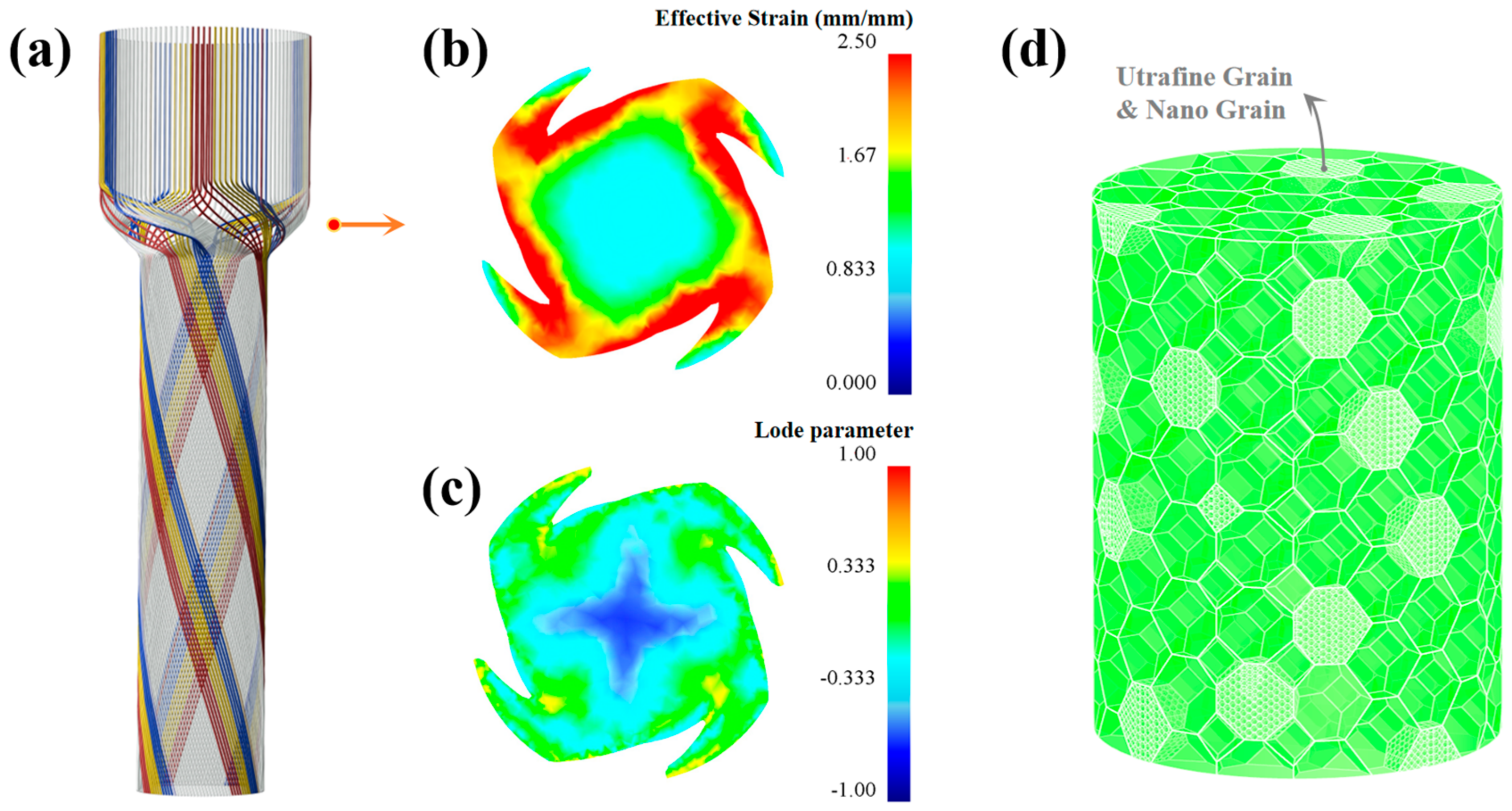
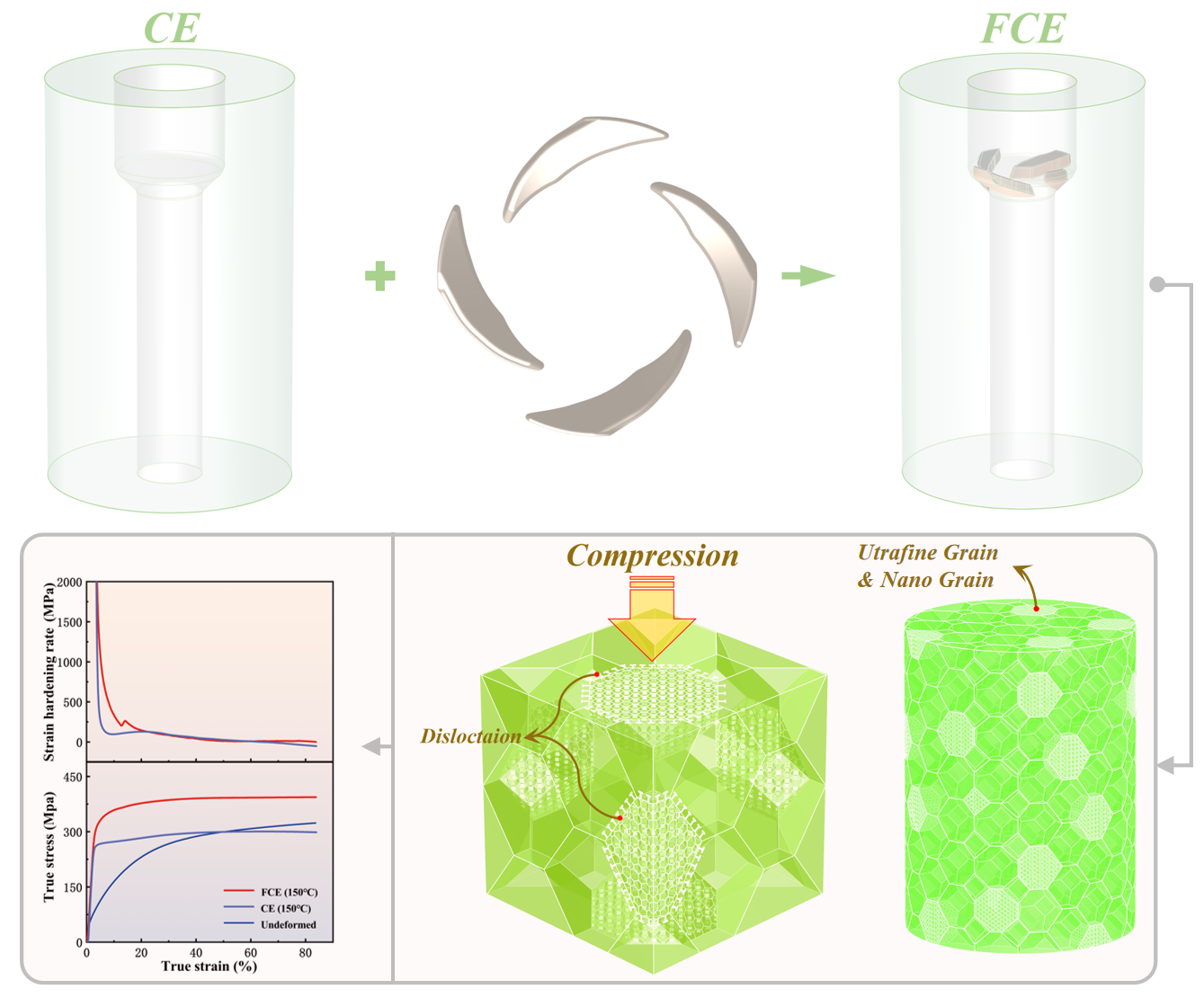
2.1. Principle of Flow Control Extrusion (FCE)
2.2. Microstructure Characterization and Mechanical Property Test
3. Experimental Results
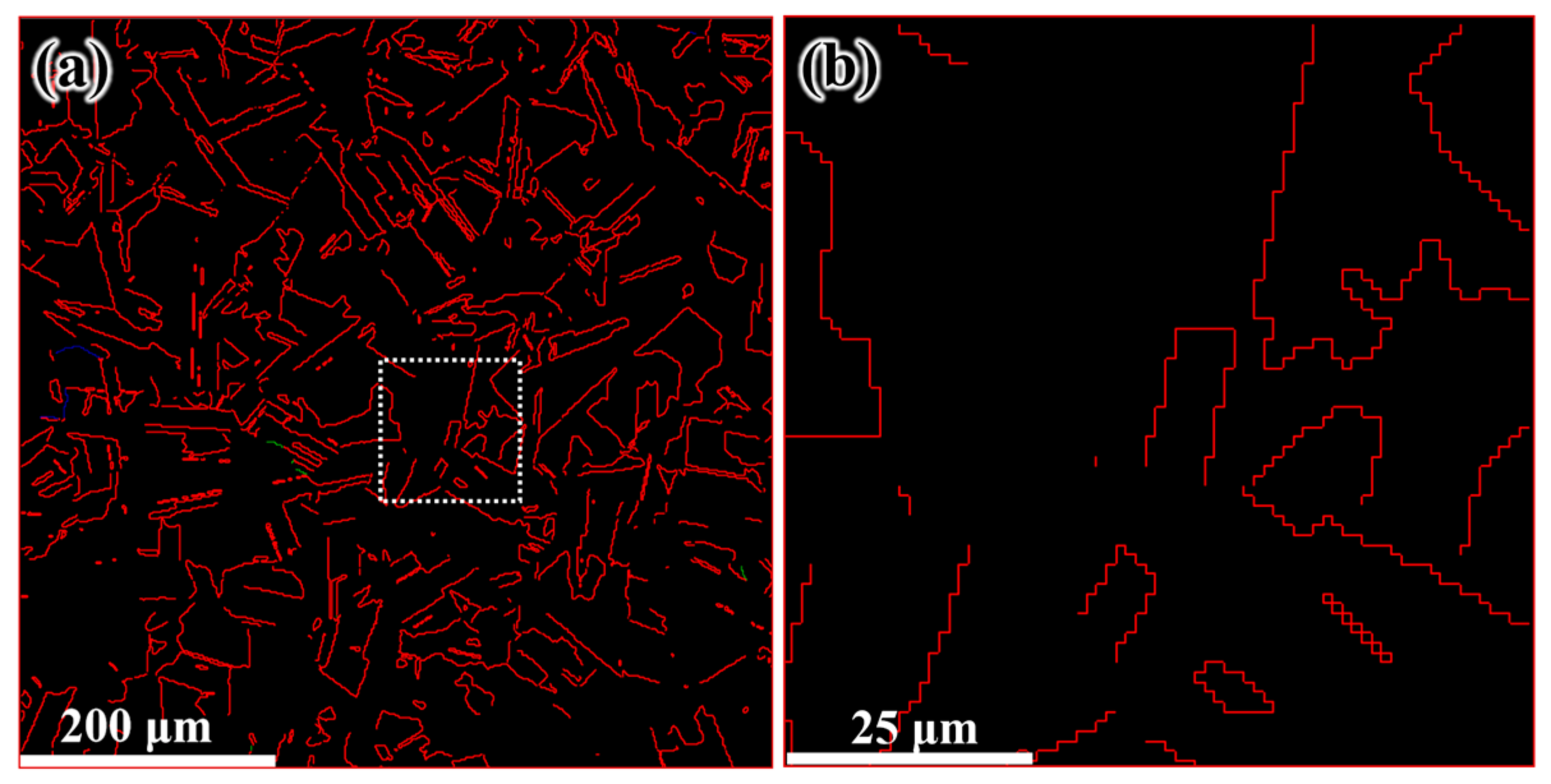
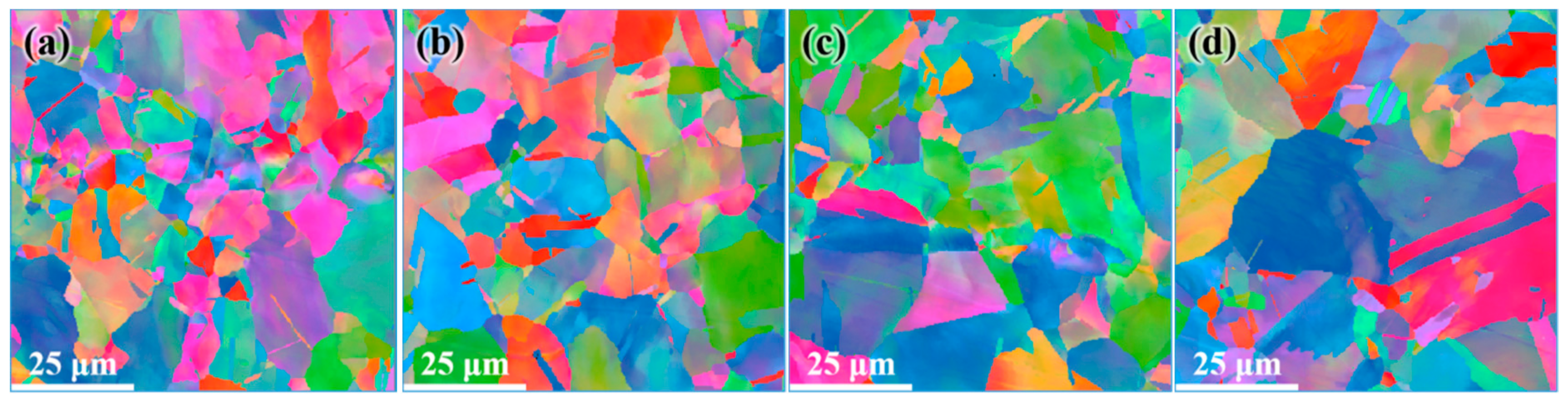
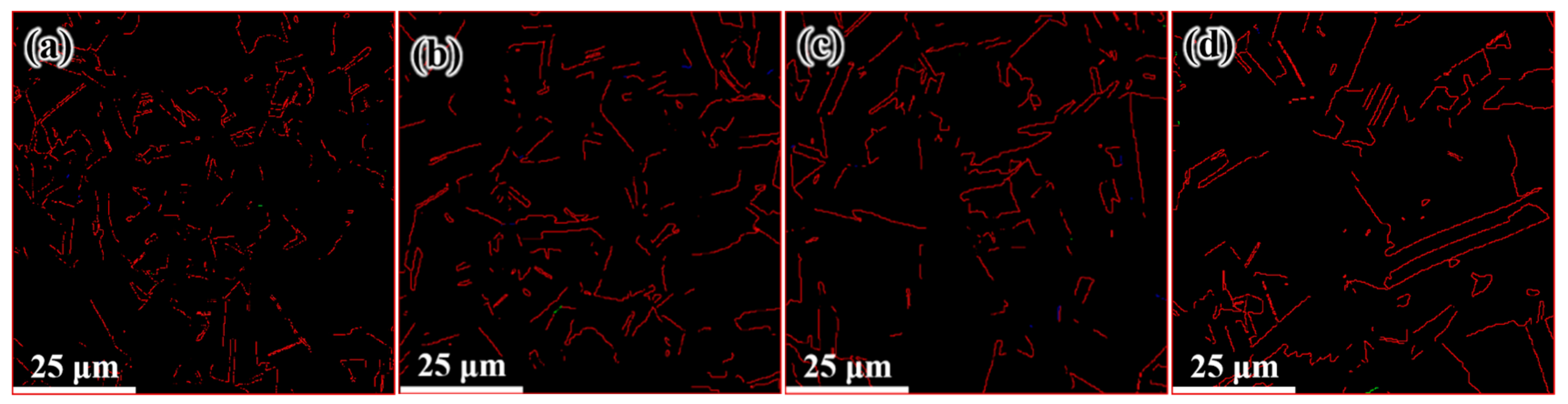
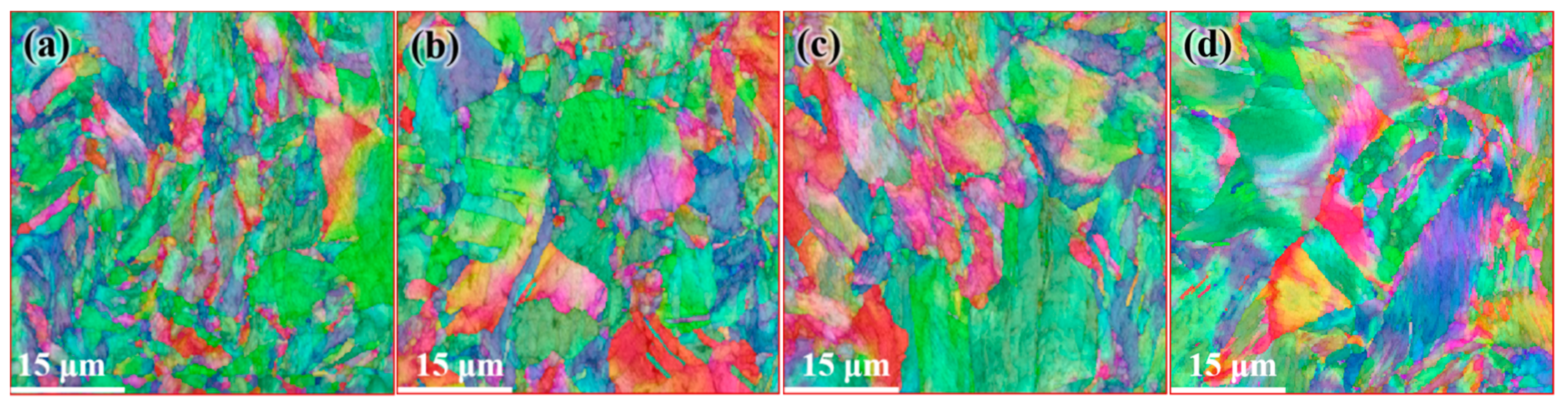
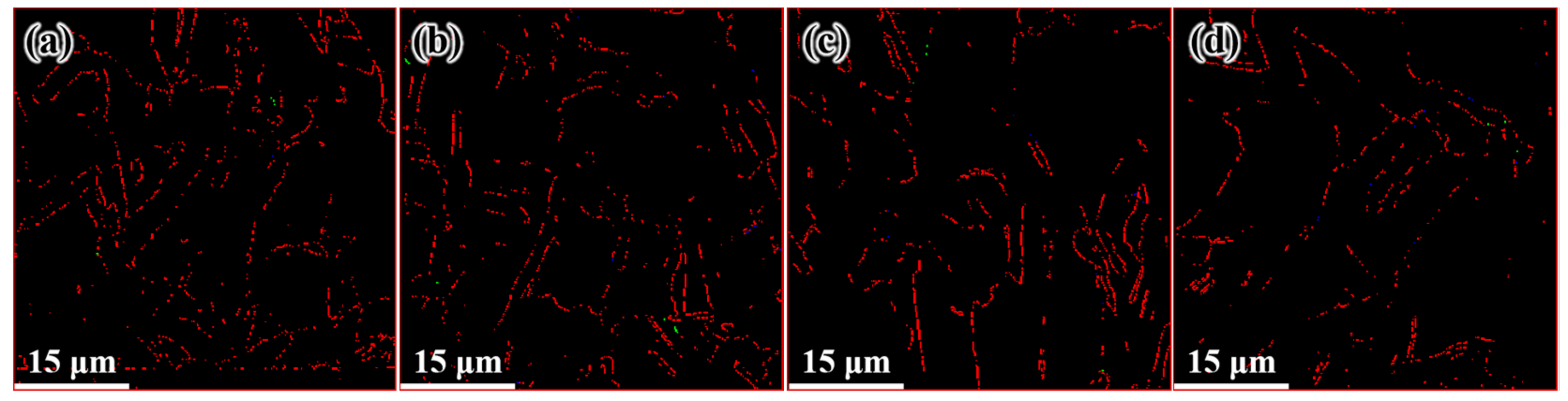
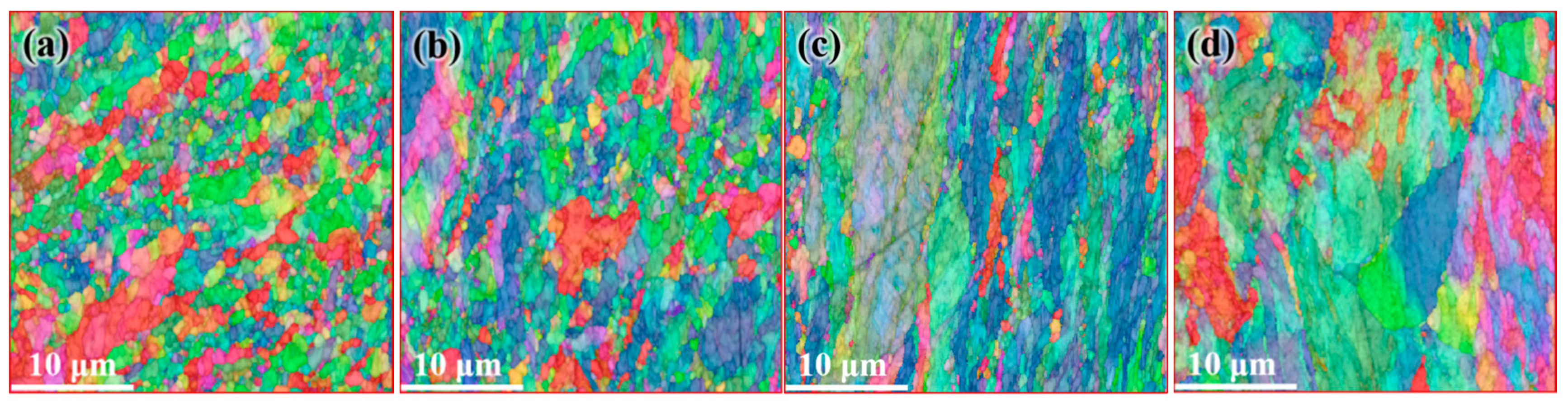
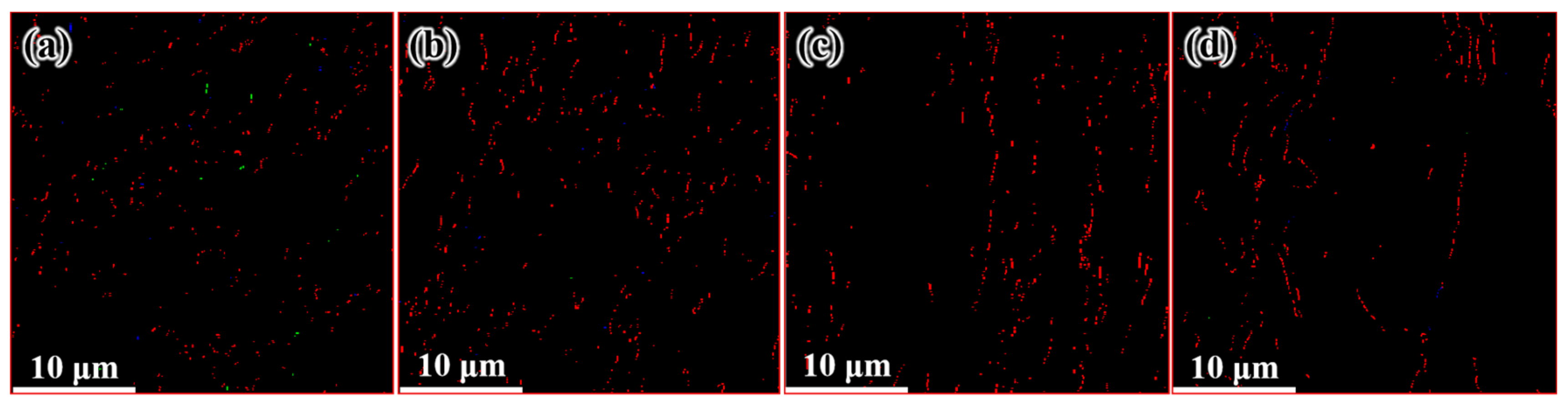
3.1. Microstructure
3.2. Mechanical Properties
4. Discussions
4.1. Microstructure Evolution
4.2. Strengthening Mechanism
5. Conclusions
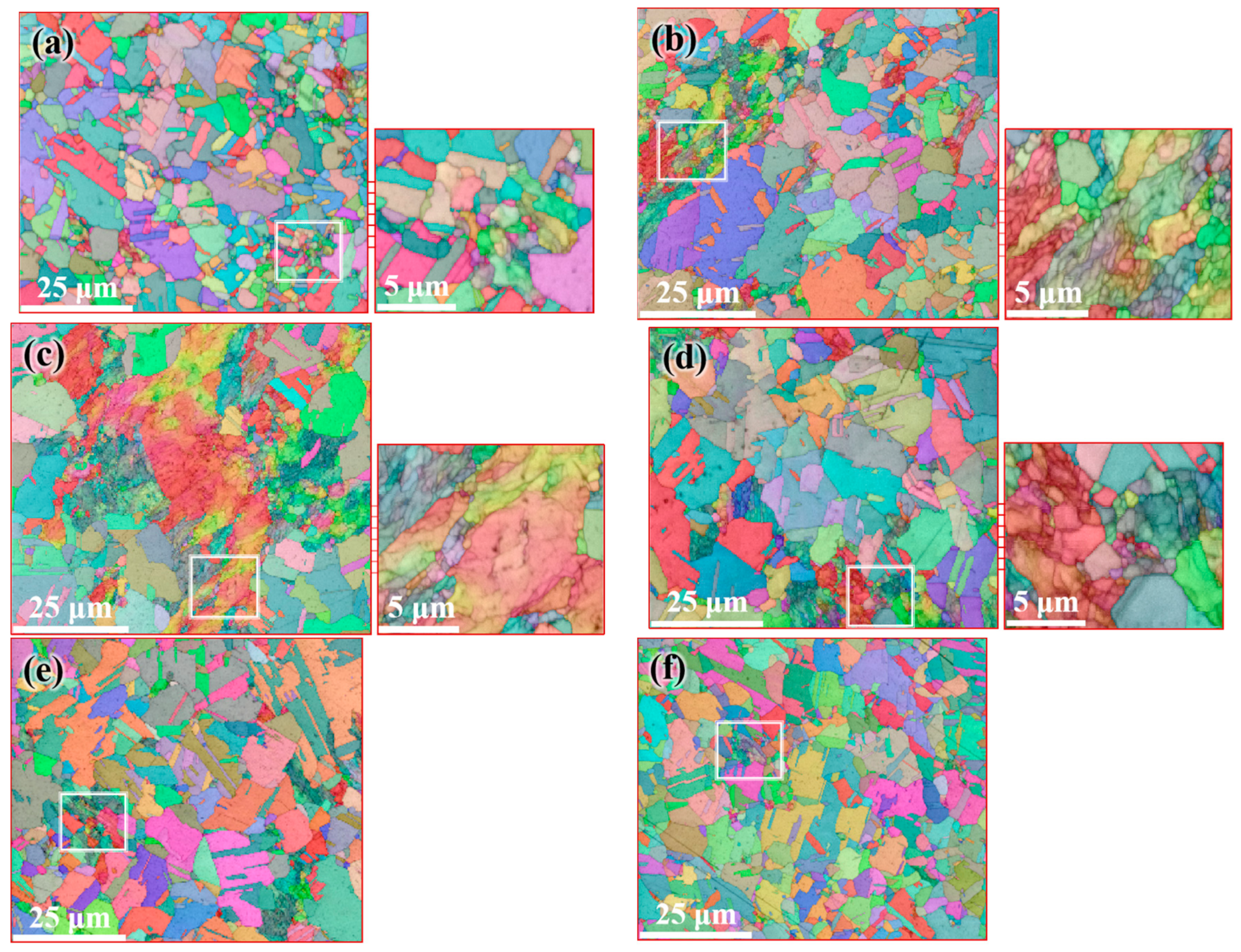
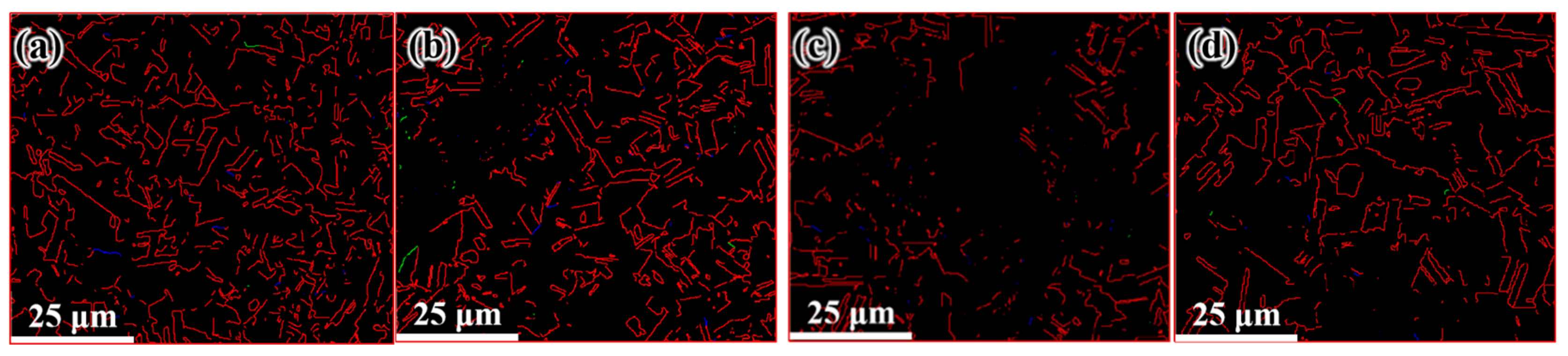
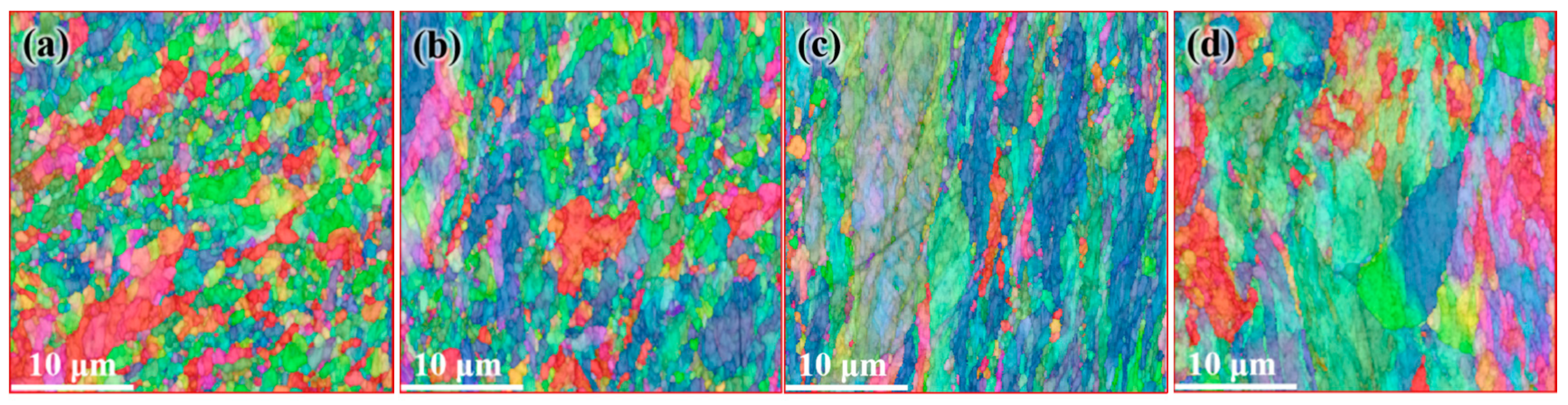
- The bimodal structure can be realized using FCE at 150 °C, which is characterized with ultrafine/nano grains embed in coarse grains. This structure transforms to the gradient structure when the processing is conducted at room temperature, with the grains in edge region all refined to an ultrafine scale.
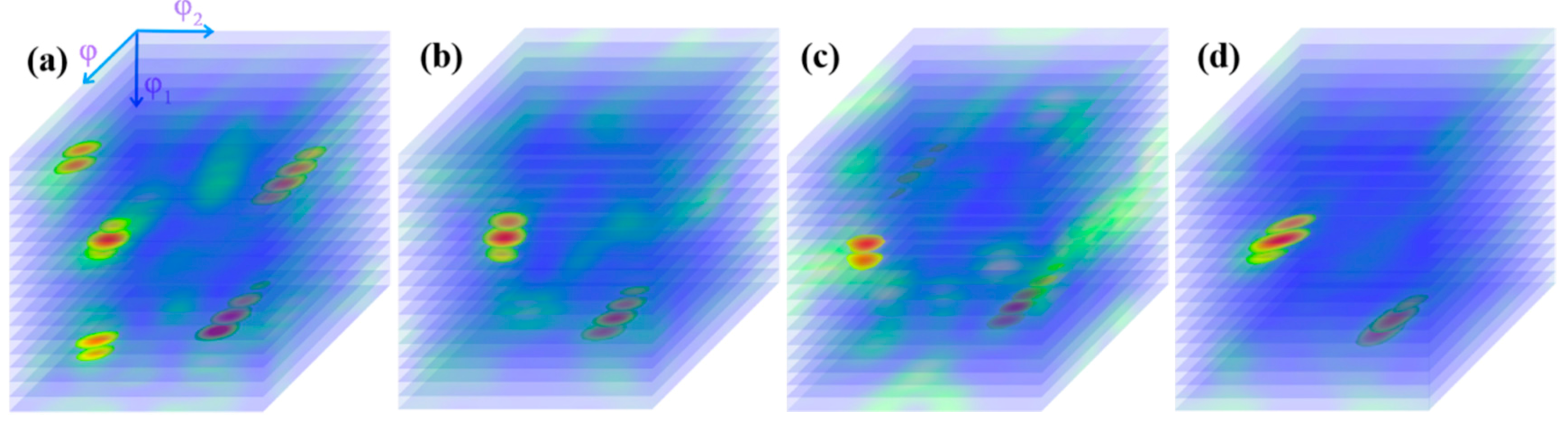
- Grain orientation concentration of sample subject to FCE is much weaker than that of CE. This is because the bulges in FCE result in much more complex flow trajectories of metal.
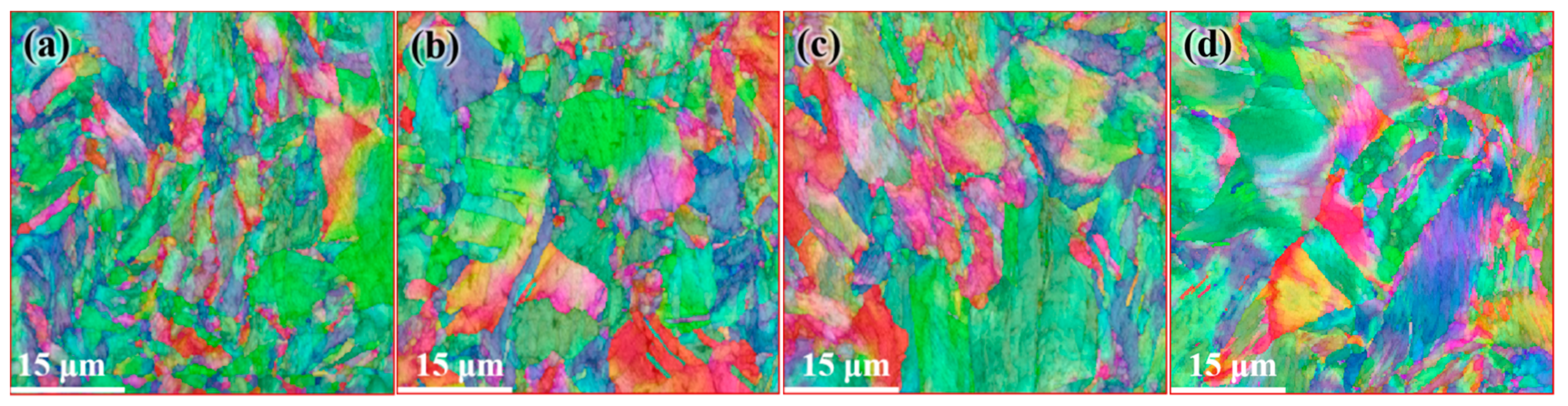
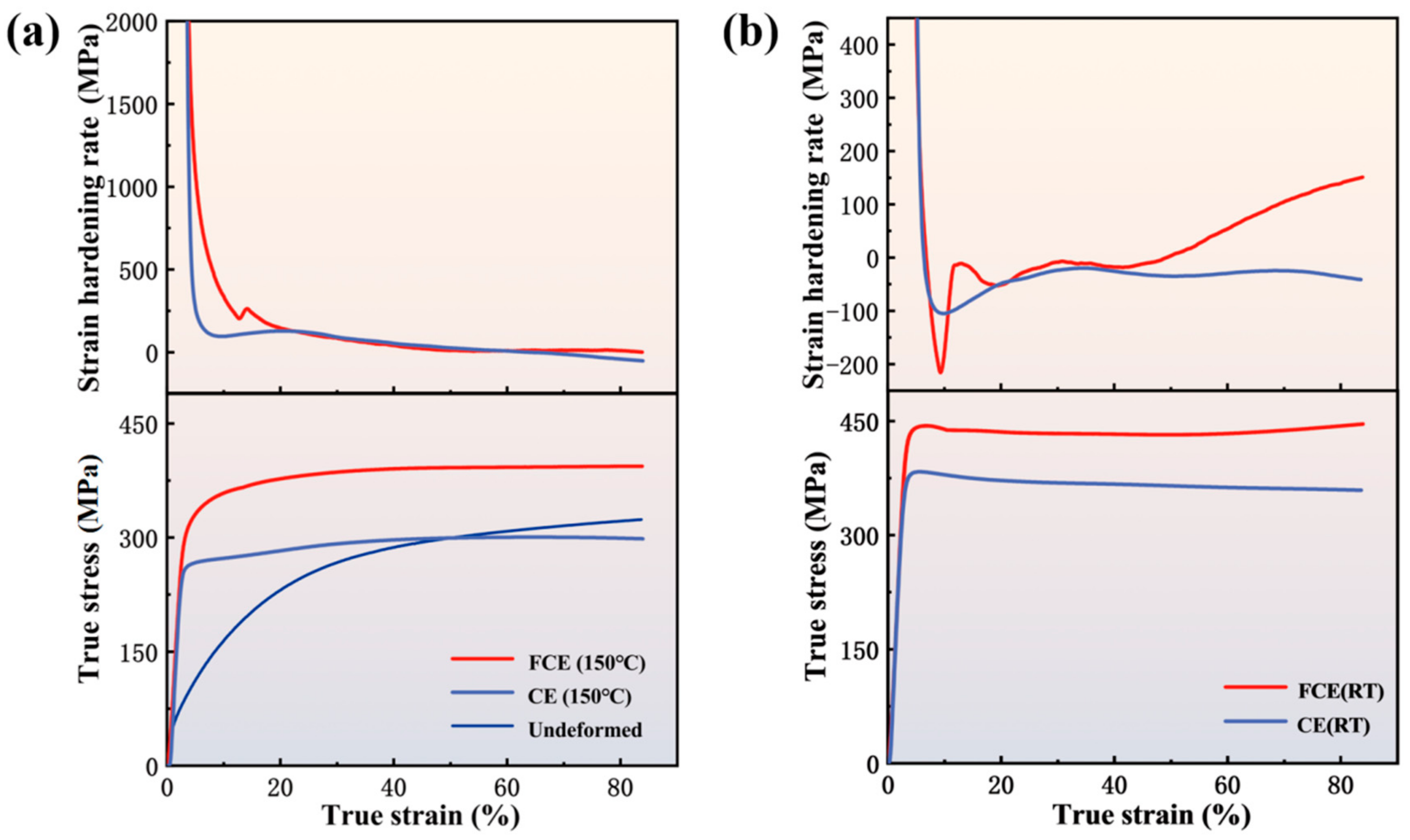
- The sample subject to FCE shows significant improvement of the strain hardening effect and strength compared to CE because the heterostructures were formed after FCE, while overall refinement may reduce the strain hardening effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, H.J.; Chen, W.; Ou, H.; Cui, Z.S. Multiscale modeling of discontinuous dynamic recrystallization during hot working by coupling multilevel cellular automaton and finite element method. Int. J. Plast. 2021, 145, 103064. [Google Scholar] [CrossRef]
- Bahmani, A.; Kim, W.J. Effect of Grain Refinement and Dispersion of Particles and Reinforcements on Mechanical Properties of Metals and Metal Matrix Composites through High-Ratio Differential Speed Rolling. Materials 2020, 13, 4159. [Google Scholar] [CrossRef]
- Vu, V.Q.; Toth, L.S.; Beygelzimer, Y.; Zhao, Y. Microstructure, Texture and Mechanical Properties in Aluminum Produced by Friction-Assisted Lateral Extrusion. Materials 2021, 14, 2465. [Google Scholar] [CrossRef] [PubMed]
- Zhu, L.; Ruan, H.; Li, X.; Ming, D.; Jian, L. Modeling grain size dependent optimal twin spacing for achieving ultimate high strength and related high ductility in nanotwinned metals. Acta Mater. 2011, 59, 5544–5557. [Google Scholar] [CrossRef]
- Schitz, J.; Jacobsen, K.W. A maximum in the strength of nanocrystalline copper. Science 2003, 301, 1357–1359. [Google Scholar] [CrossRef] [Green Version]
- Ovid’Ko, I.A.; Valiev, R.Z.; Zhu, Y.T. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y.; Lu, K. Ductility and strain hardening in gradient and lamellar structured materials. Scr. Mater. 2020, 186, 321–325. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Zambaldi, C.; Shanthraj, P.; Roters, F. Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys. Acta Mater. 2014, 81, 386–400. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, C.; Cao, P.; Wang, X.; Lavernia, E.J. Aged metastable high-entropy alloys with heterogeneous lamella structure for superior strength-ductility synergy. Acta Mater. 2020, 199, 602–612. [Google Scholar] [CrossRef]
- Li, J.; Mao, Q.; Nie, J.; Huang, Z.; Wang, S.; Li, Y. Impact property of high-strength 316L stainless steel with heterostructures. Mater. Sci. Eng. A 2019, 754, 457–460. [Google Scholar] [CrossRef]
- Zhu, L.; Ruan, H.; Chen, A.; Guo, X.; Lu, J. Microstructures-based constitutive analysis for mechanical properties of gradient-nanostructured 304 stainless steels. Acta Mater. 2017, 128, 375–390. [Google Scholar] [CrossRef]
- Ning, G.; Li, D.; Yu, H.; Xin, R.; Zhang, Z.; Li, X.; Chai, L. Annealing behavior of gradient structured copper and its effect on mechanical properties. Mater. Sci. Eng. A 2017, 702, 331–342. [Google Scholar]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Yu, L.; Lu, Y.; Li, W.; Mahmoud, K.; Liu, H.; Jin, X. Hierarchical microstructure design of a bimodal grained twinning-induced plasticity steel with excellent cryogenic mechanical properties. Acta Mater. 2018, 158, 79–94. [Google Scholar]
- Li, Y.; Li, W.; Li, S.; Min, N.; Jin, X. Ensuring the strength and ductility synergy in an austenitic stainless steel: Single-or multi-phase hetero-structures design. Scr. Mater. 2021, 193, 81–85. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Khoddam, S.; Estrin, Y.; Kim, H.S.; Bouaziz, O. Torsional and compressive behaviours of a hybrid material: Spiral fibre reinforced metal matrix composite. Mater. Des. 2015, 85, 404–411. [Google Scholar] [CrossRef]
- Yinmin, W.; Mingwei, C.; Fenghua, Z.; En, M. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, M.; Yan, D.; Yuan, F.; Jiang, P.; Wu, X. Dynamically reinforced heterogeneous grain structure prolongs ductility in a medium-entropy alloy with gigapascal yield strength. Proc. Natl. Acad. Sci. USA 2018, 115, 7224–7229. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shahbaz, M.; Pardis, N.; Moon, J.; Ebrahimi, R.; Kim, H.S. Microstructural and Mechanical Properties of a Material Processed by Streamline Proposed Vortex Extrusion Die. Met. Mater. Int. 2021, 27, 522–529. [Google Scholar] [CrossRef]
- Vu, V.Q.; Prokof’Eva, O.; Toth, L.S.; Usov, V.; Beygelzimer, Y. Obtaining hexagon-shaped billets of copper with gradient structure by twist extrusion. Mater. Charact. 2019, 153, 215–223. [Google Scholar] [CrossRef]
- Shahbaz, M.; Pardis, N.; Kim, J.G.; Ebrahimi, R.; Kim, H.S. Experimental and finite element analyses of plastic deformation behavior in vortex extrusion. Mater. Sci. Eng. A 2016, 674, 472–479. [Google Scholar] [CrossRef]
- Wang, H.Y.; Rong, J.; Yu, Z.Y.; Zha, M.; Wang, C.; Yang, Z.Z.; Jiang, Q.C. Tensile properties, texture evolutions and deformation anisotropy of as-extruded Mg-6Zn-1Zr magnesium alloy at room and elevated temperatures. Mater. Sci. Eng. A 2017, 697, 149–157. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, H.; Wang, M.; Jia, H.; Han, H.; Ma, P. Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding. Materials 2021, 14, 4200. [Google Scholar] [CrossRef]
- Han, L.; Jeurgens, L.; Cancellieri, C.; Wang, J.; Xu, Y.; Huang, Y. Anomalous texture development induced by grain yielding anisotropy in Ni and Ni-Mo alloys. Acta Mater. 2020, 200, 857–868. [Google Scholar] [CrossRef]
- Aghamiri, S.M.S.; Oono, N.; Ukai, S.; Kasada, R.; Noto, H.; Hishinuma, Y.; Muroga, T. Brass-texture induced grain structure evolution in room temperature rolled ODS copper. Mater. Sci. Eng. A 2019, 749, 118–128. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium–zinc–rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef] [Green Version]
- Hamad, K.; Ko, Y.G. A cross-shear deformation for optimizing the strength and ductility of AZ31 magnesium alloys. Sci. Rep. 2016, 6, 29954. [Google Scholar] [CrossRef]
- Yan, Z.; Zhang, Z.; Li, X.; Xu, J.; Xue, Y. A novel severe plastic deformation method and its effect on microstructure, texture and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2020, 822, 153698. [Google Scholar] [CrossRef]
- Chang, L.L.; Wang, Y.N.; Zhao, X.; Huang, J.C. Microstructure and mechanical properties in an AZ31 magnesium alloy sheet fabricated by asymmetric hot extrusion. Mater. Sci. Eng. A 2008, 496, 512–516. [Google Scholar] [CrossRef]
- Liu, B.Y.; Liu, F.; Yang, N.; Zhai, X.B.; Zhang, L.; Yang, Y.; Shan, Z.W. Large plasticity in magnesium mediated by pyramidal dislocations. Science 2019, 365, 73–75. [Google Scholar] [CrossRef]
- Leffers, T.; Ray, R.K. The brass-type texture and its deviation from the copper-type texture. Prog. Mater. Sci. 2009, 54, 351–396. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Tóth, L.S. Texture evolution in equal-channel angular extrusion. Prog. Mater. Sci. 2009, 54, 427–510. [Google Scholar] [CrossRef]
- Beausir, B.; Tóth, L.S.; Neale, K.W. Ideal orientations and persistence characteristics of hexagonal close packed crystals in simple shear. Acta Mater. 2007, 55, 2695–2705. [Google Scholar] [CrossRef]
- Bennett, T.A.; Petrov, R.H.; Kestens, L.; Zhuang, L.Z.; Smet, P.D. The effect of particle-stimulated nucleation on texture banding in an aluminium alloy. Scr. Mater. 2010, 63, 461–464. [Google Scholar] [CrossRef]
- Polkowski, W.; Jóźwik, P.; Polański, M.; Bojar, Z. Microstructure and texture evolution of copper processed by differential speed rolling with various speed asymmetry coefficient. Mater. Sci. Eng. A 2013, 564, 289–297. [Google Scholar] [CrossRef]
- Xu, H.; Guo, Z.P.; Zhang, P.Y.; Zhou, Y.; Ma, P.K. Influence of Texture on the Mechanical Properties of a Mg-6Al-1Zn-0.9Sn Alloy Processed by ECAP. Materials 2021, 14, 2664. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.F.; Guo, M.X.; Chen, Y.; Zhu, J.; Zhang, J.S.; Zhuang, L.Z. Effect of thermomechanical processing on microstructure, texture evolution, and mechanical properties of Al-Mg-Si-Cu alloys with different Zn contents. Metall. Mater. Trans. A 2017, 48, 3540–3558. [Google Scholar] [CrossRef]
- Uniwersał, A.; Wroński, M.; Wróbel, M.; Wierzbanowski, K.; Baczmański, A. Texture effects due to asymmetric rolling of polycrystalline copper. Acta Mater. 2017, 139, 30–38. [Google Scholar] [CrossRef]
- Ungár, T.; Li, L.; Tichy, G.; Pantleon, W.; Choo, H.; Liaw, P.K. Work softening in nanocrystalline materials induced by dislocation annihilation. Scr. Mater. 2011, 64, 876–879. [Google Scholar] [CrossRef]
- Qian, T.; Marx, M.; Schüler, K.; Hockauf, M.; Vehoff, H. Plastic deformation mechanism of ultra-fine-grained AA6063 processed by equal-channel angular pressing. Acta Mater. 2010, 58, 2112–2123. [Google Scholar] [CrossRef]
- Cao, Z.H.; Xu, L.J.; Sun, W.; Shi, J.; Wei, M.Z.; Pan, G.J.; Meng, X.K. Size dependence and associated formation mechanism of multiple-fold annealing twins in nanocrystalline Cu. Acta Mater. 2015, 95, 312–323. [Google Scholar] [CrossRef]
- Fu, Y.; Lv, M.; Zhao, Q.; Zhang, H.; Cui, Z. Investigation on the size and distribution effects of O phase on fracture properties of Ti2AlNb superalloy by using image-based crystal plasticity modeling. Mater. Sci. Eng. A 2021, 805, 140787. [Google Scholar] [CrossRef]
- Liu, M.; Tieu, A.K.; Peng, C.T.; Zhou, K. Explore the anisotropic indentation pile-up patterns of single-crystal coppers by crystal plasticity finite element modelling. Mater. Lett. 2015, 161, 227–230. [Google Scholar] [CrossRef]
- Li, Y.; Liu, M.; Zhang, H.; Liu, J.; Cui, Z. Study of the influence of δ-ferrite on the TRIP effect of a low-density high aluminum steel by using full-field crystal plasticity modeling. Mater. Sci. Eng. A 2020, 772, 138667. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Distance from Edge (mm) | Average Grain Diameter (μm) | Specific Surface Area of Grain Boundaries (μm−1) | Twin Length per Unit Area (μm−1) |
|---|---|---|---|
| 0.25 | 5.54 | 0.36 | 0.083 |
| 1 | 7.92 | 0.25 | 0.076 |
| 2 | 11.05 | 0.18 | 0.067 |
| 4 | 13.4 | 0.15 | 0.061 |
| Distance from the Edge (mm) | Average Grain Diameter (μm) | Specific Surface Area of Grain Boundaries (μm−1) | Twin Length per Unit Area (μm−1) |
|---|---|---|---|
| 0.25 | 2.58 | 0.78 | 0.21 |
| 1 | 2.84 | 0.70 | 0.16 |
| 2 | 3.23 | 0.62 | 0.10 |
| 4 | 3.34 | 0.60 | 0.13 |
| Distance from the Edge (mm) | Average Grain Diameter (μm) | Specific Surface Area of Grain Boundaries (μm−1) | Twin Length per Unit Area (μm−1) |
|---|---|---|---|
| 0.25 | 2.65 | 0.75 | 0.098 |
| 1 | 5.92 | 0.34 | 0.087 |
| 2 | 8.97 | 0.22 | 0.083 |
| 3 | 10.18 | 0.19 | 0.067 |
| Distance from the Edge (mm) | Average Grain Diameter (μm) | Specific Surface Area of Grain Boundaries (μm−1) | Twin Length per Unit Area (μm−1) |
|---|---|---|---|
| 0.25 | 0.72 | 2.78 | 0.013 |
| 1 | 0.89 | 2.24 | 0.015 |
| 2 | 1.22 | 1.64 | 0.019 |
| 3 | 1.47 | 1.36 | 0.021 |
| C11 (MPa) | C12 (MPa) | C44 (MPa) | h0 (MPa) | τ0 (MPa) | τs (MPa) | q | γ0 |
|---|---|---|---|---|---|---|---|
| 168,400 | 121,400 | 75,400 | 90 | 1 | 1.3 | 1 | 0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, G.; Li, Y.; Chen, F. Investigation on the Strengthening Mechanism of Flow Control Extrusion by Using Experiment and Numerical Simulation. Materials 2021, 14, 5001. https://doi.org/10.3390/ma14175001
Wu G, Li Y, Chen F. Investigation on the Strengthening Mechanism of Flow Control Extrusion by Using Experiment and Numerical Simulation. Materials. 2021; 14(17):5001. https://doi.org/10.3390/ma14175001
Chicago/Turabian StyleWu, Guangshan, Yangqi Li, and Fei Chen. 2021. "Investigation on the Strengthening Mechanism of Flow Control Extrusion by Using Experiment and Numerical Simulation" Materials 14, no. 17: 5001. https://doi.org/10.3390/ma14175001
APA StyleWu, G., Li, Y., & Chen, F. (2021). Investigation on the Strengthening Mechanism of Flow Control Extrusion by Using Experiment and Numerical Simulation. Materials, 14(17), 5001. https://doi.org/10.3390/ma14175001