
Surface Integrity and Tool Wear Analysis on Turning of Copper-Nickel 70/30 ASTM B122 Alloy under Low Initial Lubrication

 ,
,
Abstract
1. Introduction
Analytical Fundamentals
2. Experimental Details
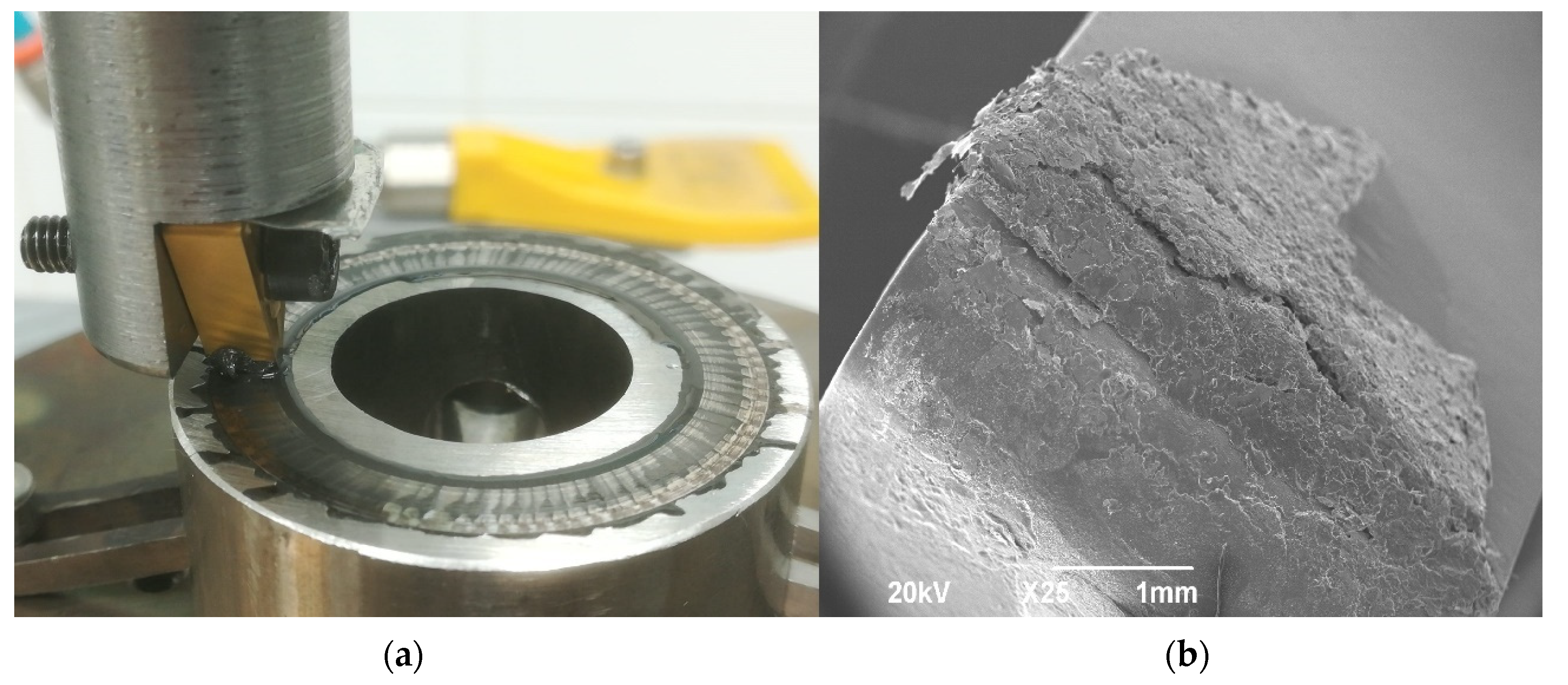
2.1. Methodology for the Friction and Wear Analysis
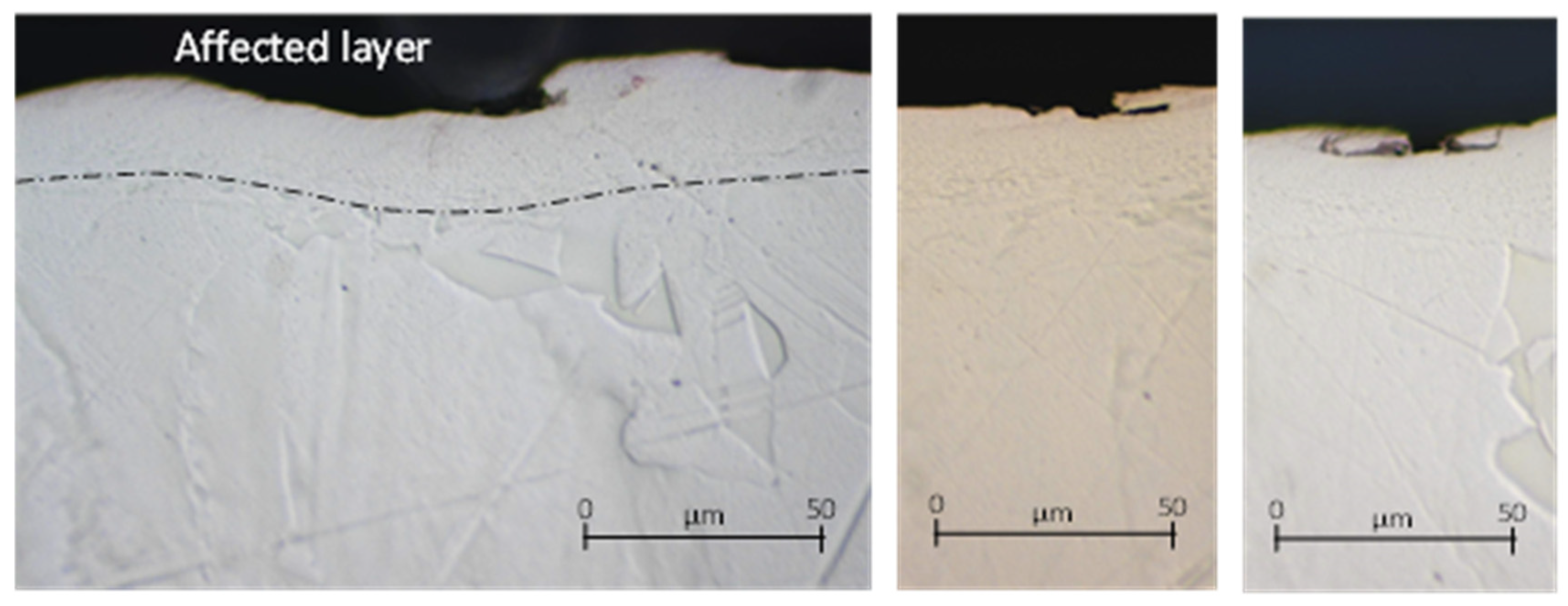
2.2. Methodology for the Surface Integrity Analysis
3. Experimental Results and Discussion
3.1. Pin on Disk Friction and Wear Results
3.2. Surface Integrity Results in Turning Process
4. Conclusions
- COF under dry conditions is extremely high, which can lead to a higher cutting force and great temperature during dry machining. By applying continuous flood lubrication, the COF is significantly reduced.
- Under LIL conditions, the COF is similar to the value obtained under flood lubrication conditions. For that purpose, the application of only one droplet of lubricant is necessary. This beneficial effect can be attributed to a layer of lubricant created by the mixture of oil and the debris during friction. Although this effect is limited, the effectiveness of this lubrication system has been demonstrated for long run distances.
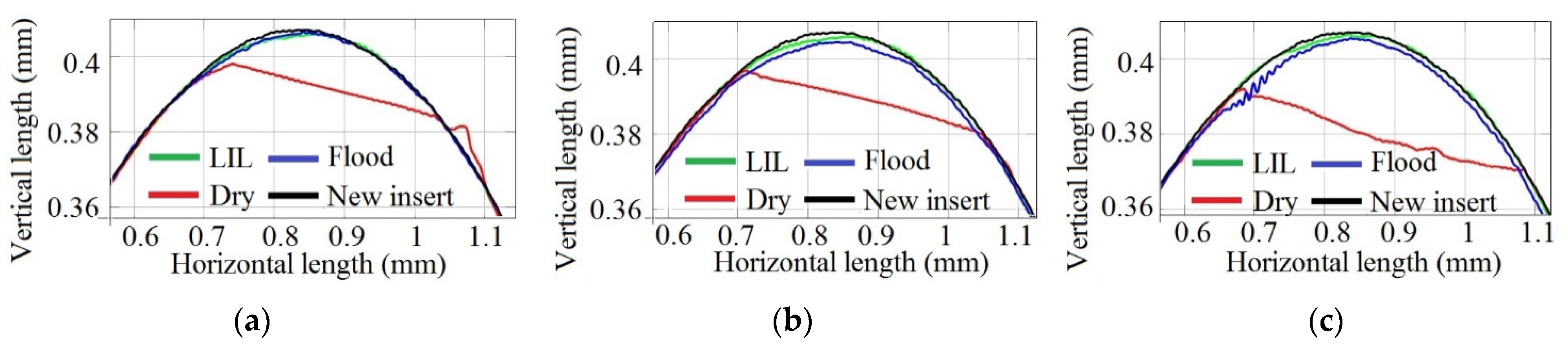
- Tool wear is considerably reduced under LIL conditions, implying an increase in tool life.
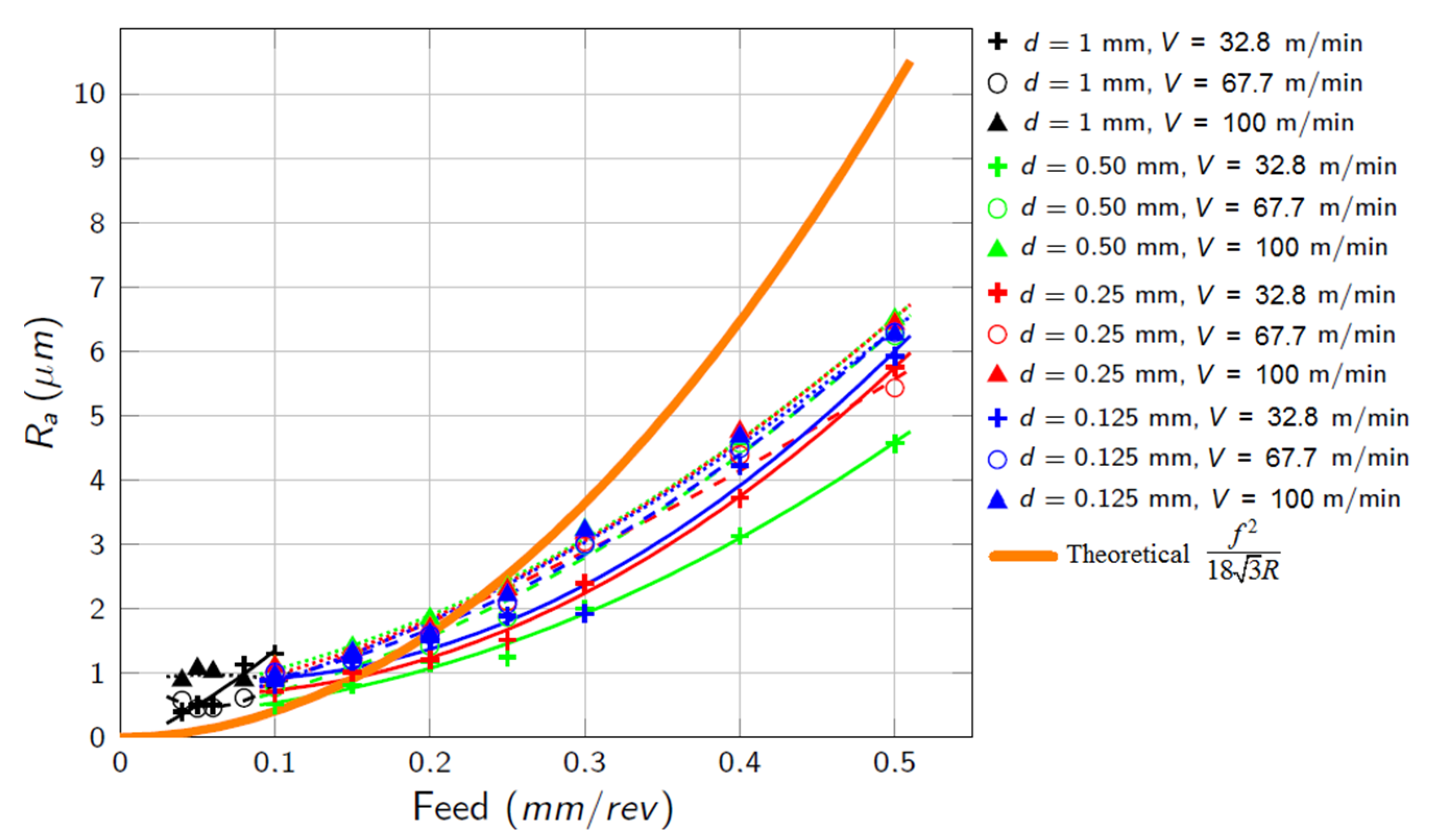
- The surface integrity analysis for the machined parts has been performed based on the Ra parameter. It has been verified that the roughness is always lower under LIL conditions, what can be explained in comparison to flood traditional lubrication due to the lower plastic deformation of Cu-Ni alloy during the cutting process.
- By using ANOVA analysis, the most relevant parameters affecting Ra under LIL conditions have been obtained. The feed rate is the most important factor, with a contribution of 95%. The cutting speed, although is less relevant, should also be taken into consideration. Alternative empirical models have been proposed to predict the surface roughness under LIL condition for the turning process of Cu-Ni ASTM B122 alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| f | feed rate (mm/rev) |
| d | depth of cut (mm) |
| V | cutting speed (m/min) |
| R | tool radius |
| Ra | arithmetic average roughness (µm) |
| COF | coefficient of friction |
| Fn | normal force (N) |
| L | sliding distance (m) |
| Vol | average wear volume (mm3) |
| A | average wear area (mm2) |
| K | specific wear rate (mm3/Nm) |
References
- García-Martínez, E.; Miguel, V.; Manjabacas, M.C.; Martínez-Martínez, A.; Naranjo, J.A. Low initial lubrication procedure in the machining of copper-nickel 70/30 ASTM B122 alloy. J. Manuf. Process. 2021, 62, 623–631. [Google Scholar] [CrossRef]
- Gravier, J.; Vignal, V.; Bissey-Breton, S. Influence of residual stress, surface roughness and crystallographic texture induced by machining on the corrosion behaviour of copper in salt-fog atmosphere. Corros. Sci. 2012, 61, 162–170. [Google Scholar] [CrossRef]
- Eder, S.J.; Grützmacher, P.G.; Rodríguez Ripoll, M.; Dini, D.; Gachot, C. Effect of Temperature on the Deformation Behavior of Copper Nickel Alloys under Sliding. Materials 2020, 14, 60. [Google Scholar] [CrossRef] [PubMed]
- Altas, E.; Gokkaya, H.; Karatas, M.A.; Ozkan, D. Analysis of Surface Roughness and Flank Wear Using the Taguchi Method in Milling of NiTi Shape Memory Alloy with Uncoated Tools. Coatings 2020, 10, 1259. [Google Scholar] [CrossRef]
- Mane, S.; Kumar, S. Analysis of surface roughness during turning of AISI 52100 hardened alloy steel using minimal cutting fluid application. Adv. Mater. Process. Technol. 2020, 1–12. [Google Scholar] [CrossRef]
- Duc, P.M.; Giang, L.H.; Dai, M.D.; Sy, D.T. An experimental study on the effect of tool geometry on tool wear and surface roughness in hard turning. Adv. Mech. Eng. 2020, 12, 168781402095988. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Pervaiz, S.; Ahmad, S.; Mohammad, A.; Saleh, M. On the turning of electron beam melted gamma-TiAl with coated and uncoated tools: A machinability analysis. J. Mater. Process. Technol. 2020, 282, 116664. [Google Scholar] [CrossRef]
- Yao, C.; Lin, J.; Wu, D.; Ren, J. Surface integrity and fatigue behavior when turning γ-TiAl alloy with optimized PVD-coated carbide inserts. Chin. J. Aeronaut. 2018, 31, 826–836. [Google Scholar] [CrossRef]
- Miguélez, M.H.; Zaera, R.; Molinari, A.; Cheriguene, R.; Rusinek, A. Residual Stresses in Orthogonal Cutting of Metals: The Effect of Thermomechanical Coupling Parameters and of Friction. J. Therm. Stress. 2009, 32, 269–289. [Google Scholar] [CrossRef][Green Version]
- Faverjon, P.; Rech, J.; Leroy, R. Influence of Minimum Quantity Lubrication on Friction Coefficient and Work-Material Adhesion During Machining of Cast Aluminum With Various Cutting Tool Substrates Made of Polycrystalline Diamond, High Speed Steel, and Carbides. J. Tribol. 2013, 135. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez, A.; Naranjo, J.A.; Coello, J. Tribological characterization of tribosystem Ti48Al2Cr2Nb-coated/uncoated carbide tools at different temperatures. Wear 2021, 484–485, 203992. [Google Scholar] [CrossRef]
- Yap, T.C.; El-Tayeb, N.S.M.; von Brevern, P. Cutting forces, friction coefficient and surface roughness in machining Ti-5Al-4V-0.6Mo-0.4Fe using carbide tool K313 under low pressure liquid nitrogen. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 11–15. [Google Scholar] [CrossRef]
- Melkote, S.N.; Grzesik, W.; Outeiro, J.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.-J.; M’Saoubi, R.; Saldana, C. Advances in material and friction data for modelling of metal machining. CIRP Ann. 2017, 66, 731–754. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Das, S.; Debnath, U.K. Estimation of the friction coefficient in turning process of metals through model experiment. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 685–692. [Google Scholar] [CrossRef]
- Zemzemi, F.; Rech, J.; Salem, W.B.; Dogui, A.; Kapsa, P. Development of a friction model for the tool-chip-workpiece interfaces during dry machining of AISI4142 steel with TiN coated carbide cutting tools. Int. J. Mach. Mach. Mater. 2007, 2, 361. [Google Scholar] [CrossRef]
- Smolenicki, D.; Boos, J.; Kuster, F.; Roelofs, H.; Wyen, C.F. In-process measurement of friction coefficient in orthogonal cutting. CIRP Ann. 2014, 63, 97–100. [Google Scholar] [CrossRef]
- Mane, S.; Karagadde, S.; Joshi, S.S.; Kapoor, S.G. Evaluation of an Adhesive Friction Coefficient under Extreme Contact Conditions and Its Application to the Machining Process. Tribol. Trans. 2020, 63, 841–856. [Google Scholar] [CrossRef]
- Childs, T.H.C. Friction modelling in metal cutting. Wear 2006, 260, 310–318. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef] [PubMed]
- Park, K.-H.; Suhaimi, M.A.; Yang, G.-D.; Lee, D.-Y.; Lee, S.-W.; Kwon, P. Milling of titanium alloy with cryogenic cooling and minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. 2017, 18, 5–14. [Google Scholar] [CrossRef]
- Mathew, N.T.; Laxmanan, V. Temperature rise in workpiece and cutting tool during drilling of titanium aluminide under sustainable environment. Mater. Manuf. Process. 2018, 33, 1765–1774. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2021, 153, 106597. [Google Scholar] [CrossRef]
- Ståhl, J.-E.; Schultheiss, F.; Hägglund, S. Analytical and Experimental Determination of the Ra Surface Roughness during Turning. Procedia. Eng. 2011, 19, 349–356. [Google Scholar] [CrossRef]
- Grzesik, W. A revised model for predicting surface roughness in turning. Wear 1996, 194, 143–148. [Google Scholar] [CrossRef]
- Arsecularatne, J.A. On tool-chip interface stress distributions, ploughing force and size effect in machining. Int. J. Mach. Tools Manuf. 1997, 37, 885–899. [Google Scholar] [CrossRef]
- Coello, J.; Miguel, V.; Martínez, A.; Avellaneda, F.J.; Calatayud, A. Friction behavior evaluation of an EBT zinc-coated trip 700 steel sheet through flat friction tests. Wear 2013, 305, 129–139. [Google Scholar] [CrossRef]
- Zhang, Q.; Ding, H.; Zhou, G.; Guo, X.; Zhang, M.; Li, N.; Wu, H.; Xia, M. Dry Sliding Wear Behavior of a Selected Titanium Alloy Against Counterface Steel of Different Hardness Levels. Metall. Mater. Trans. A 2019, 50, 220–233. [Google Scholar] [CrossRef]
- Costa, H.L.; Oliveira Junior, M.M.; de Mello, J.D.B. Effect of debris size on the reciprocating sliding wear of aluminium. Wear 2017, 376–377, 1399–1410. [Google Scholar] [CrossRef]
- Barrau, O.; Boher, C.; Gras, R.; Rezai-Aria, F. Wear mecahnisms and wear rate in a high temperature dry friction of AISI H11 tool steel: Influence of debris circulation. Wear 2007, 263, 160–168. [Google Scholar] [CrossRef]
- Marques, A.; Paipa Suarez, M.; Falco Sales, W.; Rocha Machado, Á. Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J. Mater. Process. Technol. 2019, 266, 530–543. [Google Scholar] [CrossRef]
- Gunda, R.K.; Narala, S.K.R. Tribological studies to analyze the effect of solid lubricant particle size on friction and wear behaviour of Ti-6Al-4V alloy. Surf. Coat. Technol. 2016, 308, 203–212. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Srikant, R.R.; Rao, D.N. Experimental investigation to study the performance of solid lubricants in turning of AISI1040 steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 1273–1281. [Google Scholar] [CrossRef]
- Srivastava, A.S.; Agarwal, S.; Saxena, K.K. Effect of Solid Lubricant on Surface Quality in Turning of Al 6061 Alloy. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar]
- Paul, S.; Dhar, N.; Chattopadhyay, A. Beneficial effects of cryogenic cooling over dry and wet machining on tool wear and surface finish in turning AISI 1060 steel. J. Mater. Process. Technol. 2001, 116, 44–48. [Google Scholar] [CrossRef]
- Waldorf, D.J.; DeVor, R.E.; Kapoor, S.G. An Evaluation of Ploughing Models for Orthogonal Machining. J. Manuf. Sci. Eng. 1999, 121, 550–558. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Depth of Cut (mm) | Feed Rate (mm/rev) | Lubrication Condition |
|---|---|---|
| 0.25 | 0.1, 0.15, 0.2, 0.25 | Dry, flood, LIL |
| 0.50 | 0.1, 0.15, 0.2, 0.25 | Dry, flood, LIL |
| 1 | 0.04, 0.05, 0.06, 0.08, 0.1 | Dry, flood, LIL |
| Depth of Cut (mm) | Feed Rate (mm/rev) | Cutting Speed (m/min) |
|---|---|---|
| 0.125 | 0.1, 0.15, 0.2, 0.3, 0.4, 0.5 | 32.8, 67.7, 100 |
| 0.25 | 0.1, 0.15, 0.2, 0.3, 0.4, 0.5 | 32.8, 67.7, 100 |
| 0.50 | 0.1, 0.15, 0.2, 0.3, 0.4, 0.5 | 32.8, 67.7, 100 |
| 1 | 0.04, 0.05, 0.06, 0.08, 0.1 | 32.8, 67.7, 100 |
| Length | Wear | LIL | Flood | Dry |
|---|---|---|---|---|
| 1000 m | A (μm2) | 260.59 | 532.91 | 2079.67 |
| Vol (mm3) | 0.00124 | 0.00254 | 0.00991 | |
| 2000 m | A (μm2) | 308.68 | 944.22 | 4388.49 |
| Vol (mm3) | 0.00147 | 0.00450 | 0.02090 | |
| 3000 m | A (μm2) | 382.43 | 1439.76 | 7047.31 |
| Vol (mm3) | 0.00182 | 0.00686 | 0.03357 |
| Factor | DF | Adj. SS | Adj. MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|
| d | 2 | 0.376 | 0.188 | 3.47 | 0.047 | 0.19 |
| f | 6 | 185.218 | 30.8696 | 570.24 | 0 | 95.13 |
| V | 2 | 5.392 | 2.6962 | 49.81 | 0 | 2.77 |
| f·V | 12 | 1.234 | 0.1028 | 1.9 | 0.088 | 0.63 |
| d·V | 4 | 0.922 | 0.2306 | 4.26 | 0.01 | 0.47 |
| d·f | 12 | 0.26 | 0.0217 | 0.4 | 0.949 | 0.13 |
| ANOVA Error | 24 | 1.299 | 0.0541 | - | - | 0.67 |
| Total | 62 | 194.702 | - | - | - | 100 |
| Model | Parameters | SSE (μm2) | Standard Deviation (μm) |
|---|---|---|---|
| [1] | a = 15.9839 b = 1.4415 | 10.90 | 0.42 |
| [2] | a = 3.5730 b = 1.4321 c = 0.2149 | 5.26 | 0.29 |
| [3] | a = 0.5564 b = 1.7426 c = 0.4129 | 7.03 | 0.34 |
| [4] | a = −1.5838 b = 12.9461 c = 0.0006 | 9.72 | 0.39 |
| [5] | a = 12.1269 b = 0.0038 c = 1.4324 | 5.49 | 0.29 |
| [6] | a = 3.5262 b = 1.7072 c = 0.2354 e = 0.4266 | 4.59 | 0.27 |
| [7] | a = 3.9542 b = 0.5612 c = 0.0911 e = 0.2137 | 4.36 | 0.26 |
| [8] | a = 3.4343 b = 1.4321 c = 0.2126 e = −0.0399 | 4.93 | 0.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Surface Integrity and Tool Wear Analysis on Turning of Copper-Nickel 70/30 ASTM B122 Alloy under Low Initial Lubrication. Materials 2021, 14, 4868. https://doi.org/10.3390/ma14174868
García-Martínez E, Miguel V, Martínez-Martínez A, Manjabacas MC, Coello J. Surface Integrity and Tool Wear Analysis on Turning of Copper-Nickel 70/30 ASTM B122 Alloy under Low Initial Lubrication. Materials. 2021; 14(17):4868. https://doi.org/10.3390/ma14174868
Chicago/Turabian StyleGarcía-Martínez, Enrique, Valentín Miguel, Alberto Martínez-Martínez, María Carmen Manjabacas, and Juana Coello. 2021. "Surface Integrity and Tool Wear Analysis on Turning of Copper-Nickel 70/30 ASTM B122 Alloy under Low Initial Lubrication" Materials 14, no. 17: 4868. https://doi.org/10.3390/ma14174868
APA StyleGarcía-Martínez, E., Miguel, V., Martínez-Martínez, A., Manjabacas, M. C., & Coello, J. (2021). Surface Integrity and Tool Wear Analysis on Turning of Copper-Nickel 70/30 ASTM B122 Alloy under Low Initial Lubrication. Materials, 14(17), 4868. https://doi.org/10.3390/ma14174868