
Exploring the Potential of Cotton Industry Byproducts in the Plastic Composite Sector: Macro and Micromechanics Study of the Flexural Modulus

 ,
,  ,
,  ,
,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Composite Materials
2.2.2. Obtention of Standard Specimens and Flexural Test
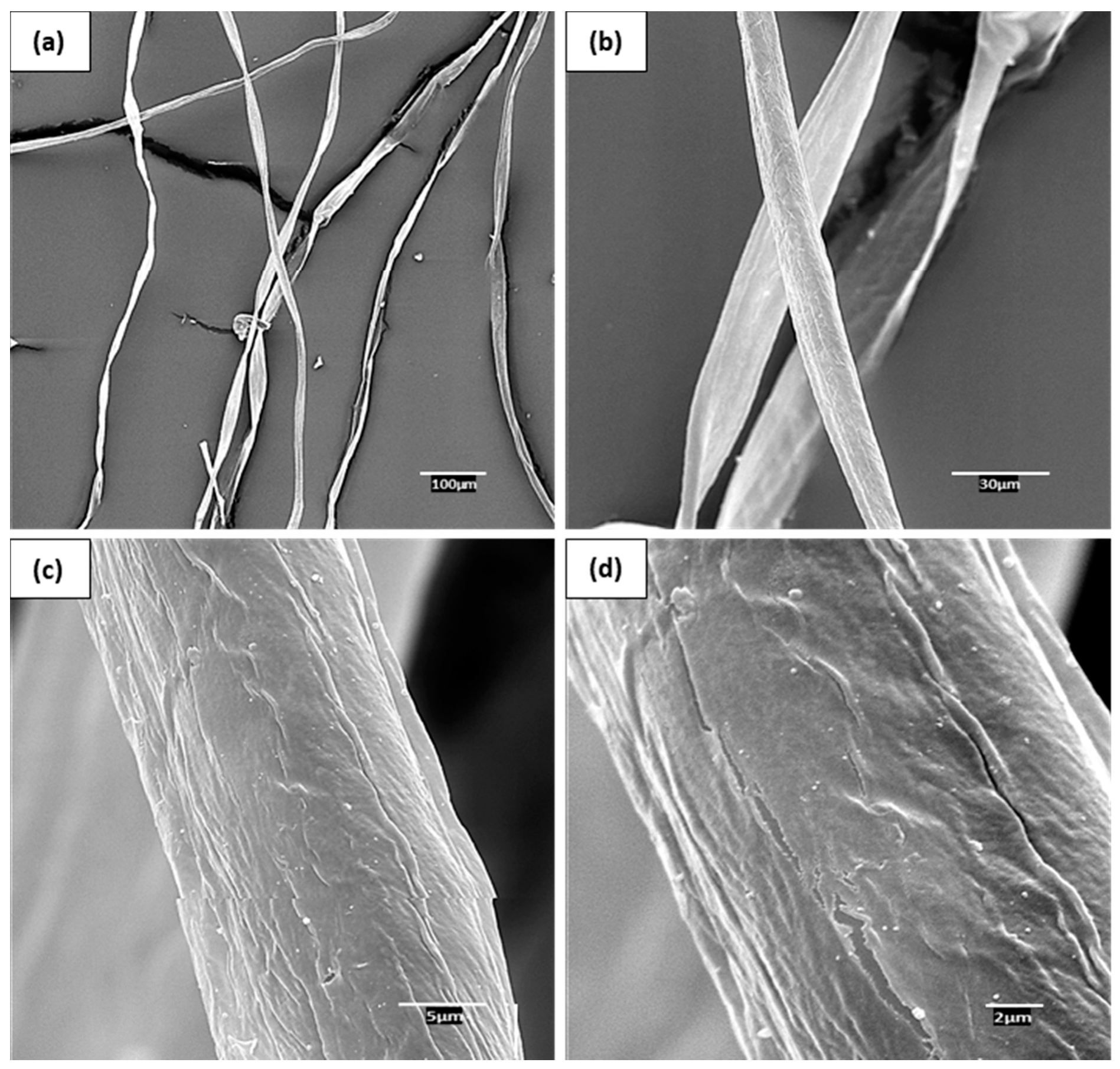
2.2.3. Morphological Analysis of the Fibers
2.2.4. Density Measurement and Void Volume Percentage
2.2.5. Modeling the Flexural Modulus
3. Results
3.1. Density and Void Volume Percentage of the Composites
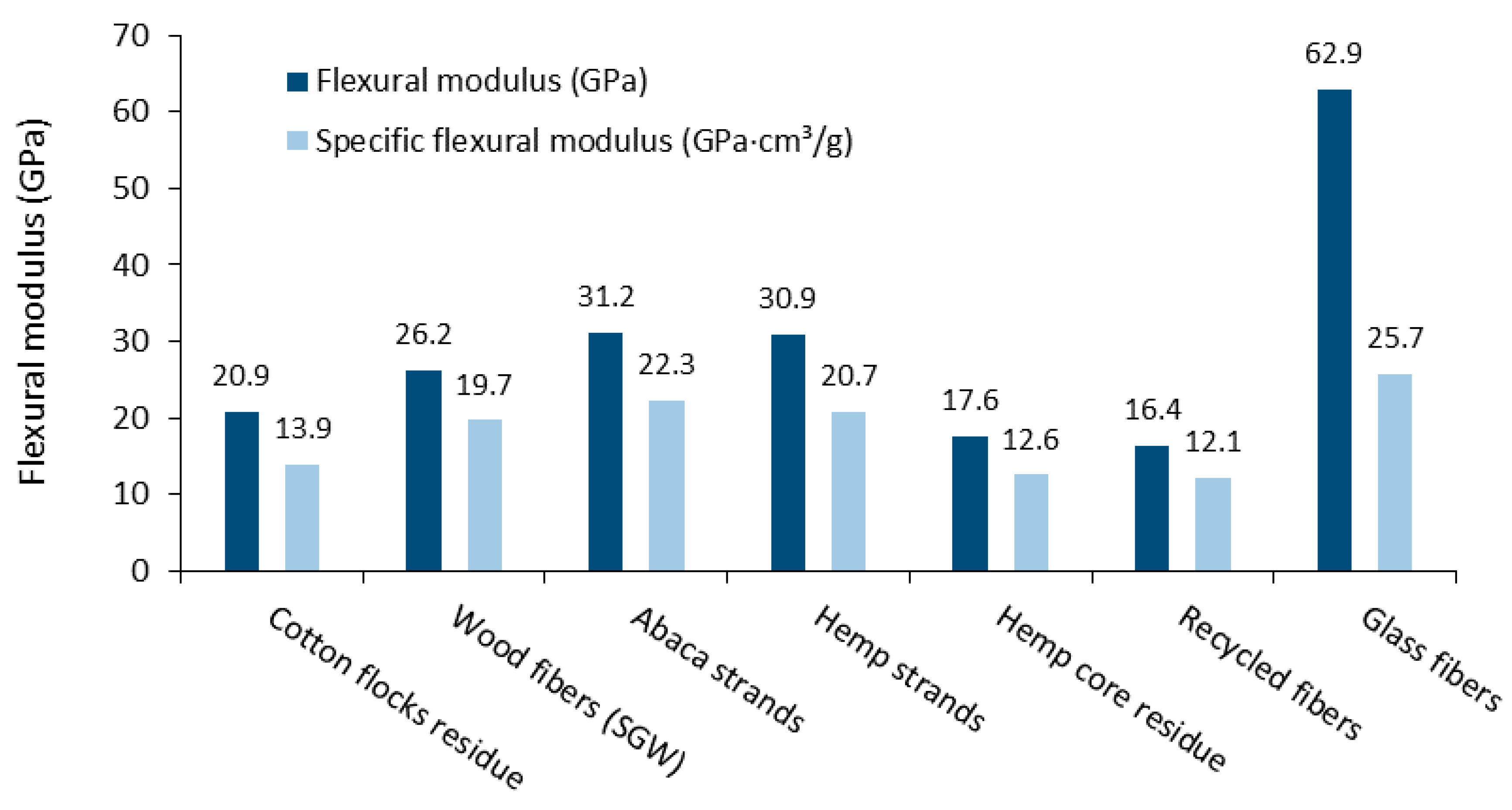
3.2. Analysis of the Flexural Modulus
3.3. Contribution of Cotton Fibers to the Flexural Modulus of the Composites
3.4. Determination of the Intrinsic Flexural Modulus
3.5. Modulus Efficiency, Length, and Orientation Factors
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Liakos, N.; Kumar, V.; Pongsakornrungsilp, S.; Garza-Reyes, J.A.; Gupta, B.; Pongsakornrungsilp, P. Understanding circular economy awareness and practices in manufacturing firms. J. Enterp. Inf. Manag. 2019, 32, 563–584. [Google Scholar] [CrossRef]
- Stahel, W.R. The circular economy. Nature 2016, 531, 435–438. [Google Scholar] [CrossRef] [Green Version]
- Malinauskaite, J.; Jouhara, H.; Czajczyńska, D.; Stanchev, P.; Katsou, E.; Rostkowski, P.; Thorne, R.J.; Colón, J.; Ponsá, S.; Al-Mansour, F.; et al. Municipal solid waste management and waste-to-energy in the context of a circular economy and energy recycling in Europe. Energy 2017, 141, 2013–2044. [Google Scholar] [CrossRef]
- Chemiefaser, I. Worldwide Production Volume of Chemical and Textile Fibers from 1975 to 2018; Statista Inc.: Hamburg, Germany, 2018. [Google Scholar]
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2021, 13, 134. [Google Scholar] [CrossRef] [PubMed]
- De Silva, R.; Wang, X.; Byrne, N. Recycling textiles: The use of ionic liquids in the separation of cotton polyester blends. RSC Adv. 2014, 4, 29094–29098. [Google Scholar] [CrossRef]
- Shen, F.; Xiao, W.; Lin, L.; Yang, G.; Zhang, Y.; Deng, S. Enzymatic saccharification coupling with polyester recovery from cotton-based waste textiles by phosphoric acid pretreatment. Bioresour. Technol. 2013, 130, 248–255. [Google Scholar] [CrossRef]
- Jeihanipour, A.; Karimi, K.; Niklasson, C.; Taherzadeh, M.J. A novel process for ethanol or biogas production from cellulose in blended-fibers waste textiles. Waste Manag. 2010, 30, 2504–2509. [Google Scholar] [CrossRef] [PubMed]
- Serra, A.; Tarrés, Q.; Chamorro, M.-À.; Soler, J.; Mutjé, P.; Espinach, F.X.; Vilaseca, F. Modeling the Stiffness of Coupled and Uncoupled Recycled Cotton Fibers Reinforced Polypropylene Composites. Polymers 2019, 11, 1725. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites; Lawrence, T., Ed.; Taylor & Francis: Boca Raton, FL, USA, 2005; ISBN 9780203508206. [Google Scholar]
- Bledzki, A.K.; Gassan, J.; Theis, S. Wood-filled thermoplastic composites. Mech. Compos. Mater. 1998, 34, 563–568. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Serrano, A.; Espinach, F.X.; Tresserras, J.; Pellicer, N.; Alcala, M.; Mutje, P. Study on the technical feasibility of replacing glass fibers by old newspaper recycled fibers as polypropylene reinforcement. J. Clean. Prod. 2014, 65, 489–496. [Google Scholar] [CrossRef]
- Puglia, D.; Biagiotti, J.; Kenny, J.M. A review on natural fibre-based composites—Part II: Application of natural reinforcements in composite materials for automotive industry. J. Nat. Fibers 2004, 1, 23–65. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Tarrés, Q.; Delgado-Aguilar, M.; Espinach, F.X.; Mutjé, P.; Vilaseca, F. Biobased Composites from Biobased-Polyethylene and Barley Thermomechanical Fibers: Micromechanics of Composites. Materials 2019, 12, 4182. [Google Scholar] [CrossRef] [Green Version]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef] [PubMed]
- Chokshi, S.; Parmar, V.; Gohil, P.; Chaudhary, V. Chemical Composition and Mechanical Properties of Natural Fibers. J. Nat. Fibers 2020, 18, 1–12. [Google Scholar] [CrossRef]
- Zabihzadeh, S.M.; Ebrahimi, G.; Enayati, A.A. Effect of Compatibilizer on Mechanical, Morphological, and Thermal Properties of Chemimechanical Pulp-reinforced PP Composites. J. Thermoplast. Compos. Mater. 2011, 24, 221–231. [Google Scholar] [CrossRef]
- Belgacem, C.; Serra-Parareda, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M.; Boufi, S. Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength. Polymers 2021, 13, 1751. [Google Scholar] [CrossRef] [PubMed]
- Ndiaye, D.; Gueye, M.; Malang Badji, A.; Thiandoume, C.; Dasylva, A.; Tidjani, A. Effects of Reinforcing Fillers and Coupling Agents on Performances of Wood–Polymer Composites. In Bio-Based Composites for High-Performance Materials: From Strategy to Industrial Application; CRC Press: Boca Raton, FL, USA, 2014; pp. 113–132. [Google Scholar]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K.; Verma, S.K.; Tripathy, S.S. Effect of MAPP as a Coupling Agent on the Performance of Jute-PP Composites. J. Reinf. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Claramunt, J.; Mutjé, P.; Ardanuy, M.; Espinach, F.X. Behavior of the interphase of dyed cotton residue flocks reinforced polypropylene composites. Compos. Part B Eng. 2017, 128, 200–207. [Google Scholar] [CrossRef] [Green Version]
- Serra, A.; Tarrés, Q.; Llop, M.; Reixach, R.; Mutjé, P.; Espinach, F.X. Recycling dyed cotton textile byproduct fibers as polypropylene reinforcement. Text. Res. J. 2019, 89, 2113–2125. [Google Scholar] [CrossRef]
- Neagu, R.C.; Gamstedt, E.K.; Berthold, F. Stiffness Contribution of Various Wood Fibers to Composite Materials. J. Compos. Mater. 2006, 40, 663–699. [Google Scholar] [CrossRef]
- Espinach, F.X.; Julián, F.; Alcalà, M.; Tresserras, J.; Mutjé, P. High Stiffness Performance Alpha-Grass Pulp Fiber Reinforced Thermoplastic Starch-Based Fully Biodegradable Composites. BioResources 2013, 9, 738–755. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Chen, Z.Q.; Wei, Y.Q.; Zeng, X.G. Numerical Modeling of Tensile Behavior of Fiber-reinforced Polymer Composites. J. Compos. Mater. 2010, 44, 2325–2340. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Oliver-Ortega, H.; Alberto Méndez, J.; Camps, J.; Espinach, F.X.; Mutjé, P. The role of lignin on the mechanical performance of polylactic acid and jute composites. Int. J. Biol. Macromol. 2018, 116, 299–304. [Google Scholar] [CrossRef] [PubMed]
- ASTM. ASTM D618—13: Standard Practice for Conditioning Plastics for Testing; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. ASTM D790—17 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Rao, P.D.; Kiran, C.U.; Prasad, K.E. Effect of fiber loading and void content on tensile properties of keratin based randomly oriented human hair fiber composites. Int. J. Compos. Mater. 2017, 7, 136–143. [Google Scholar]
- Tarrés; Soler; Rojas-Sola; Oliver-Ortega; Julián; Espinach; Mutjé; Delgado-Aguilar Flexural Properties and Mean Intrinsic Flexural Strength of Old Newspaper Reinforced Polypropylene Composites. Polymers 2019, 11, 1244. [CrossRef] [PubMed] [Green Version]
- Vilaseca, F.; Serra-Parareda, F.; Espinosa, E.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. Valorization of Hemp Core Residues: Impact of NaOH Treatment on the Flexural Strength of PP Composites and Intrinsic Flexural Strength of Hemp Core Fibers. Biomolecules 2020, 10, 823. [Google Scholar] [CrossRef]
- Hirsch, T.J. Modulus of elasticity of concrete affected by elastic moduli of cement paste matrix and aggregate. J. Am. Concr. Inst. 1962, 59, 427–452. [Google Scholar]
- Halpin, J.C.; Pagano, N.J. The Laminate Approximation for Randomly Oriented Fibrous Composites. J. Compos. Mater. 1969, 3, 720–724. [Google Scholar] [CrossRef]
- Halpin, J.C. Effects of Environmental Factors on Composite Materials; Air Force Materials Lab Wright-Patterson AFB: Dayton, OH, USA, 1969. [Google Scholar]
- Affdl, J.H.; Kardos, J.L. The Halpin-Tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar] [CrossRef]
- Reixach, R.; Espinach, F.X.; Franco-Marquès, E.; Ramirez de Cartagena, F.; Pellicer, N.; Tresserras, J.; Mutjé, P. Modeling of the tensile moduli of mechanical, thermomechanical, and chemi-thermomechanical pulps from orange tree pruning. Polym. Compos. 2013, 34, 1840–1846. [Google Scholar] [CrossRef]
- Cox, H.L. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72. [Google Scholar] [CrossRef]
- Krenchel, H. Fibre Reinforcement, Theoretical and Practical Investigations of the Elasticity and Strength of Fibre-Reinforced Materials; Akademisk Forlag: Copenhagen, Denmark, 1964. [Google Scholar]
- Fukuda, H.; Kawata, K. On Young’s modulus of short fibre composites. Fibre Sci. Technol. 1974, 7, 207–222. [Google Scholar] [CrossRef]
- Sanomura, Y.; Kawamura, M. Fiber orientation control of short-fiber reinforced thermoplastics by ram extrusion. Polym. Compos. 2003, 24, 587–596. [Google Scholar] [CrossRef]
- Madsen, B.; Thygesen, A.; Lilholt, H. Plant fibre composites–porosity and stiffness. Compos. Sci. Technol. 2009, 69, 1057–1069. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Licence, P.; Clifford, M.J. Determining the minimum, critical and maximum fibre content for twisted yarn reinforced plant fibre composites. Compos. Sci. Technol. 2012, 72, 1909–1917. [Google Scholar] [CrossRef] [Green Version]
- Saheb, D.N.; Jog, J.P. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Brahmakumar, M.; Pavithran, C.; Pillai, R.M. Coconut fibre reinforced polyethylene composites: Effect of natural waxy surface layer of the fibre on fibre/matrix interfacial bonding and strength of composites. Compos. Sci. Technol. 2005, 65, 563–569. [Google Scholar] [CrossRef]
- Prasad, S.V.; Pavithran, C.; Rohatgi, P.K. Alkali treatment of coir fibres for coir-polyester composites. J. Mater. Sci. 1983, 18, 1443–1454. [Google Scholar] [CrossRef]
- Arrakhiz, F.Z.; El Achaby, M.; Malha, M.; Bensalah, M.O.; Fassi-Fehri, O.; Bouhfid, R.; Benmoussa, K.; Qaiss, A. Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mater. Des. 2013, 43, 200–205. [Google Scholar] [CrossRef]
- Carrasco, F.; Mutjé, P.; Pelach, M.A. Control of retention in paper-making by colloid titration and zeta potential techniques. Wood Sci. Technol. 1998, 32, 145–155. [Google Scholar] [CrossRef]
- Karmaker, A.C.; Youngquist, J.A. Injection molding of polypropylene reinforced with short jute fibers. J. Appl. Polym. Sci. 1996, 62, 1147–1151. [Google Scholar] [CrossRef]
- Koronis, G.; Silva, A.; Fontul, M. Green composites: A review of adequate materials for automotive applications. Compos. Part B Eng. 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Julián, F.; Espinosa, E.; Rodríguez, A.; Espinach, F.X.; Vilaseca, F. Feasibility of Barley Straw Fibers as Reinforcement in Fully Biobased Polyethylene Composites: Macro and Micro Mechanics of the Flexural Strength. Molecules 2020, 25, 2242. [Google Scholar] [CrossRef]
- Li, X.; Xiao, R.; Morrell, J.J.; Zhou, X.; Du, G. Improving the performance of hemp hurd/polypropylene composites using pectinase pre-treatments. Ind. Crops Prod. 2017, 97, 465–468. [Google Scholar] [CrossRef]
- López, J.P.; Gironès, J.; Mendez, J.A.; Pèlach, M.A.; Vilaseca, F.; Mutjé, P. Impact and flexural properties of stone-ground wood pulp-reinforced polypropylene composites. Polym. Compos. 2013, 34, 842–848. [Google Scholar] [CrossRef]
- Gironès, J.; Lopez, J.P.; Vilaseca, F.; Bayer, R.; Herrera-Franco, P.J.; Mutjé, P. Biocomposites from Musa textilis and polypropylene: Evaluation of flexural properties and impact strength. Compos. Sci. Technol. 2011, 71, 122–128. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Espinach, F.X.; Pelach, M.À.; Méndez, J.A.; Vilaseca, F.; Tarrés, Q. Effect of NaOH Treatment on the Flexural Modulus of Hemp Core Reinforced Composites and on the Intrinsic Flexural Moduli of the Fibers. Polymers 2020, 12, 1428. [Google Scholar] [CrossRef] [PubMed]
- Wisnom, M.R. The relationship between tensile and flexural strength of unidirectional composites. J. Compos. Mater. 1992, 26, 1173–1180. [Google Scholar] [CrossRef]
- Mujika, F.; Carbajal, N.; Arrese, A.; Mondragon, I. Determination of tensile and compressive moduli by flexural tests. Polym. Test. 2006, 25, 766–771. [Google Scholar] [CrossRef]
- Hashemi, S. Hybridisation effect on flexural properties of single- and double-gated injection moulded acrylonitrile butadiene styrene (ABS) filled with short glass fibres and glass beads particles. J. Mater. Sci. 2008, 43, 4811–4819. [Google Scholar] [CrossRef]
- Arbelaiz, A.; Fernandez, B.; Ramos, J.A.; Retegi, A.; Llano-Ponte, R.; Mondragon, I. Mechanical properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling. Compos. Sci. Technol. 2005, 65, 1582–1592. [Google Scholar] [CrossRef]
- Shibata, S.; Cao, Y.; Fukumoto, I. Press forming of short natural fiber-reinforced biodegradable resin: Effects of fiber volume and length on flexural properties. Polym. Test. 2005, 24, 1005–1011. [Google Scholar] [CrossRef]
- Hsueh, C.H. Young’s modulus of unidirectional discontinuous-fibre composites. Compos. Sci. Technol. 2000, 60, 2671–2680. [Google Scholar] [CrossRef]
- Espinach, F.X.; Julian, F.; Verdaguer, N.; Torres, L.; Pelach, M.A.; Vilaseca, F.; Mutje, P. Analysis of tensile and flexural modulus in hemp strands/polypropylene composites. Compos. Part B Eng. 2013, 47, 339–343. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled Newspaper Fibers as Reinforcing Fillers in Thermoplastics: Part I-Analysis of Tensile and Impact Properties in Polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Mittal, R.K.; Gupta, V.B.; Sharma, P. The effect of fibre orientation on the interfacial shear stress in short fibre-reinforced polypropylene. J. Mater. Sci. 1987, 22, 1949–1955. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural Fibre Composites and Their Applications: A Review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Content (wt. %) | ||||||
|---|---|---|---|---|---|---|
| 20 | 0.905 | 0.983 | 1.500 | 0.131 | 0.986 | 0.339 |
| 30 | 1.028 | 1.505 | 0.205 | 1.033 | 0.460 | |
| 40 | 1.076 | 1.502 | 0.287 | 1.084 | 0.715 | |
| 50 | 1.129 | 1.504 | 0.376 | 1.140 | 0.881 |
| Fiber Content (wt. %) | Vf | 0 wt.% MAPP | 6 wt.% MAPP | ||
|---|---|---|---|---|---|
| (GPa) | (%) | (GPa) | (%) | ||
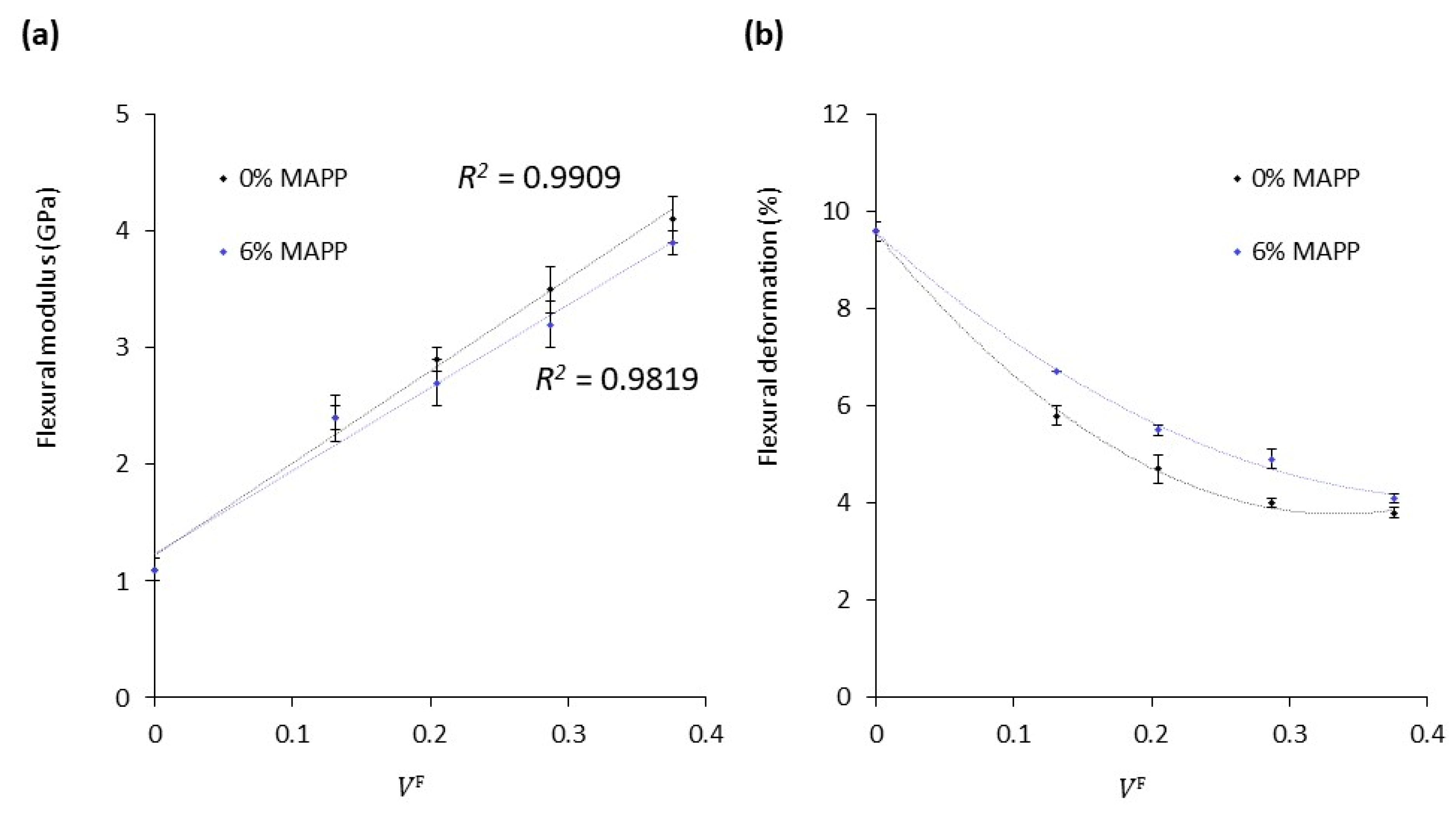
| 0 | 0 | 1.1 ± 0.1 | 9.6 ± 0.2 | 1.1 ± 0.1 | 9.6 ± 0.2 |
| 20 | 0.131 | 2.4 ± 0.2 | 5.8 ± 0.2 | 2.4 ± 0.1 | 6.7 ± 0.0 |
| 30 | 0.205 | 2.9 ± 0.1 | 4.7 ± 0.3 | 2.7 ± 0.2 | 5.5 ± 0.1 |
| 40 | 0.287 | 3.5 ± 0.2 | 4.0 ± 0.1 | 3.2 ± 0.2 | 4.9 ± 0.2 |
| 50 | 0.376 | 4.1 ± 0.2 | 3.8 ± 0.1 | 3.9 ± 0.1 | 4.1 ± 0.1 |
| Fiber Content (wt. %) | 0 wt.% MAPP | 6 wt.% MAPP | ||||
|---|---|---|---|---|---|---|
(µm) | (µm) | (µm) | (µm) | |||
| 20 | 512 ± 9 | 16.5 | 31.0 | 509 ± 9 | 16.5 | 30.8 |
| 30 | 459 ± 5 | 27.8 | 406 ± 5 | 24.6 | ||
| 40 | 396 ± 13 | 24.0 | 339 ± 7 | 20.5 | ||
| 50 | 351 ± 15 | 21.3 | 299 ± 11 | 18.1 | ||
| Fiber Content (wt. %) | Intrinsic Flexural Modulus (Gpa) | |||||
|---|---|---|---|---|---|---|
| 0 wt.% MAPP | 6 wt.% MAPP | |||||
| Hirsch | TP&HT | Hirsch | TP&HT | |||
| 20 | 24.1 | 29.4 | 21.8 | 24.1 | 29.4 | 23.3 |
| 30 | 21.1 | 23.7 | 19.4 | 18.7 | 20.4 | 20.8 |
| 40 | 19.9 | 21.4 | 18.3 | 17.3 | 18.1 | 19.6 |
| 50 | 18.6 | 18.9 | 17.6 | 17.3 | 17.6 | 17.6 |
| Average | 20.9 | 23.4 | 20.7 | 19.4 | 21.4 | 19.3 |
| Coupling Agent Content | Factor | Fiber Content (wt. %) | Average | |||
|---|---|---|---|---|---|---|
| 20 | 30 | 40 | 50 | |||
| 0 wt.% MAPP | (Hirsch) | 24.1 | 21.1 | 19.9 | 18.6 | 20.9 |
| 0.46 | 0.47 | 0.48 | 0.49 | 0.47 | ||
| 0.89 | 0.90 | 0.90 | 0.91 | 0.90 | ||
| 0.52 | 0.52 | 0.53 | 0.54 | 0.53 | ||
| 66.0° | 65.2° | 64.3° | 63.1° | 64.7° | ||
| 30.6° | 30.6° | 30.6° | 30.6° | 30.6° | ||
| 6 wt.% MAPP | (Hirsch) | 24.1 | 18.7 | 17.3 | 17.3 | 19.4 |
| 0.46 | 0.48 | 0.49 | 0.49 | 0.48 | ||
| 0.89 | 0.89 | 0.89 | 0.89 | 0.89 | ||
| 0.52 | 0.54 | 0.55 | 0.55 | 0.54 | ||
| 65.8° | 63.5° | 61.9° | 61.2° | 63.1° | ||
| 30.6° | 30.6° | 30.6° | 30.6° | 30.6° | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Serra, A.; Serra-Parareda, F.; Vilaseca, F.; Delgado-Aguilar, M.; Espinach, F.X.; Tarrés, Q. Exploring the Potential of Cotton Industry Byproducts in the Plastic Composite Sector: Macro and Micromechanics Study of the Flexural Modulus. Materials 2021, 14, 4787. https://doi.org/10.3390/ma14174787
Serra A, Serra-Parareda F, Vilaseca F, Delgado-Aguilar M, Espinach FX, Tarrés Q. Exploring the Potential of Cotton Industry Byproducts in the Plastic Composite Sector: Macro and Micromechanics Study of the Flexural Modulus. Materials. 2021; 14(17):4787. https://doi.org/10.3390/ma14174787
Chicago/Turabian StyleSerra, Albert, Ferran Serra-Parareda, Fabiola Vilaseca, Marc Delgado-Aguilar, Francesc X. Espinach, and Quim Tarrés. 2021. "Exploring the Potential of Cotton Industry Byproducts in the Plastic Composite Sector: Macro and Micromechanics Study of the Flexural Modulus" Materials 14, no. 17: 4787. https://doi.org/10.3390/ma14174787
APA StyleSerra, A., Serra-Parareda, F., Vilaseca, F., Delgado-Aguilar, M., Espinach, F. X., & Tarrés, Q. (2021). Exploring the Potential of Cotton Industry Byproducts in the Plastic Composite Sector: Macro and Micromechanics Study of the Flexural Modulus. Materials, 14(17), 4787. https://doi.org/10.3390/ma14174787