
Recent Advancements in Plastic Packaging Recycling: A Mini-Review

 ,
,  ,
,  and
and 
Abstract
:
1. Introduction
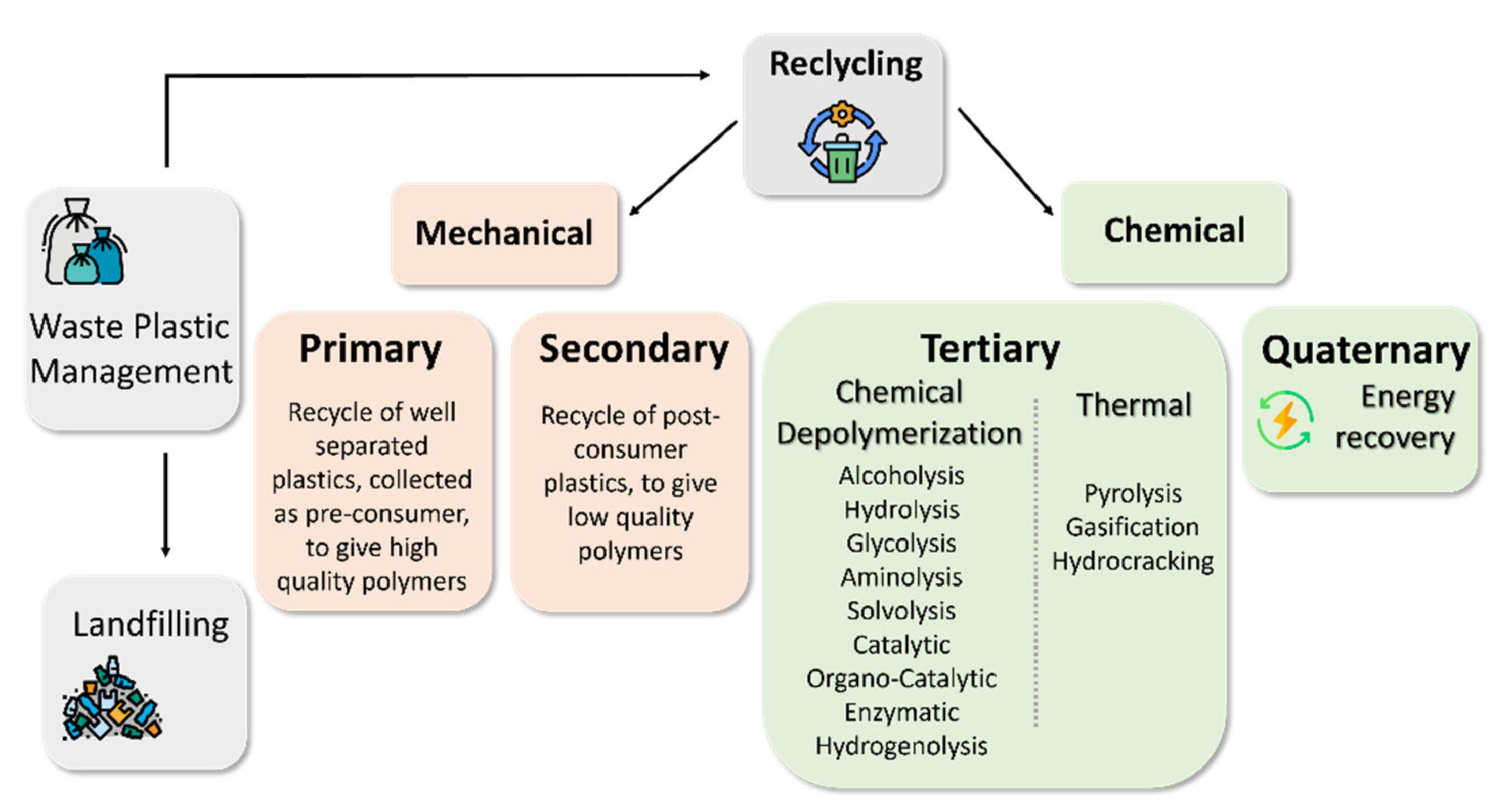
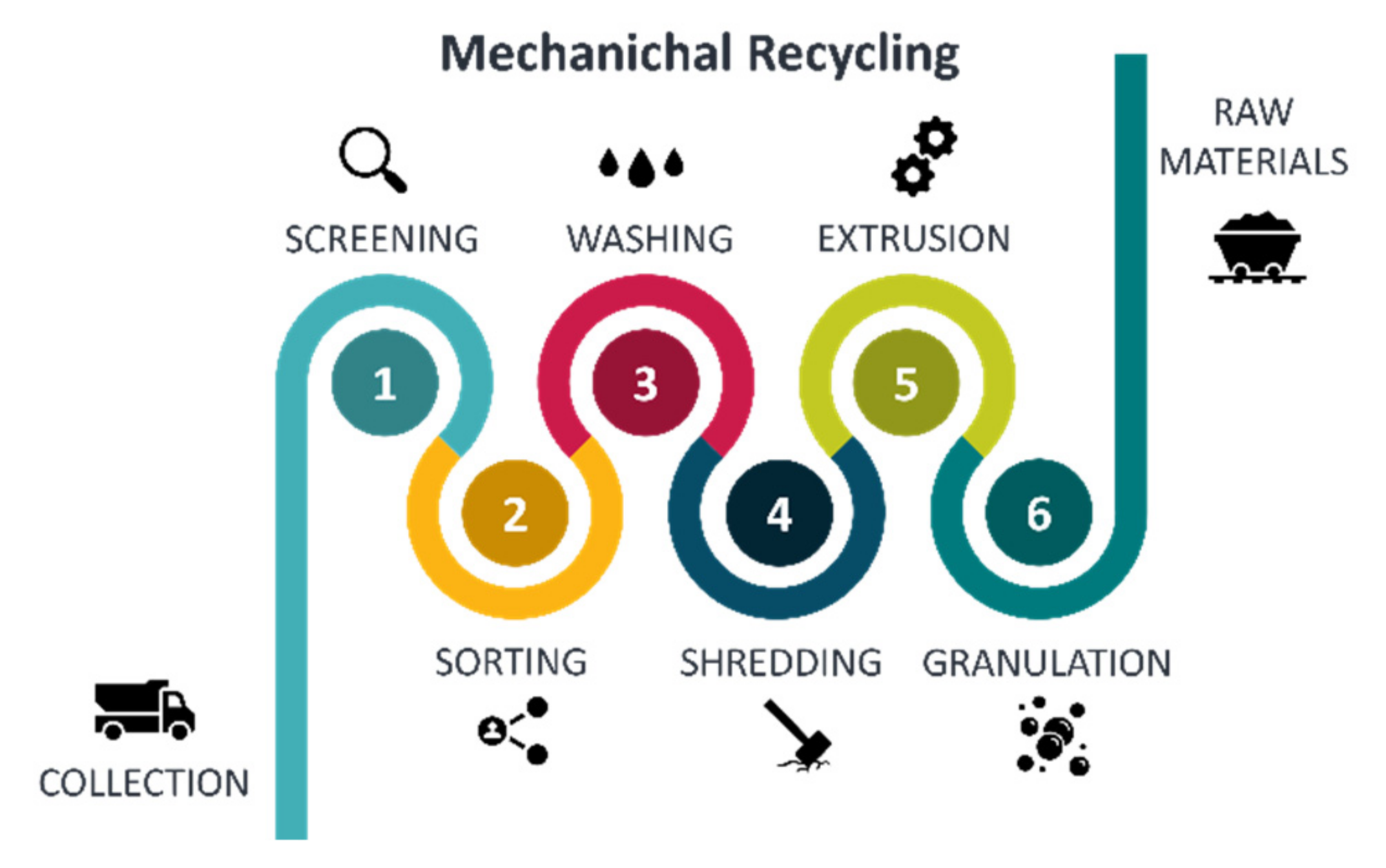
2. Overview of Plastic Recycling Techniques
3. Primary and Secondary Recycling
4. Chemical Depolymerization
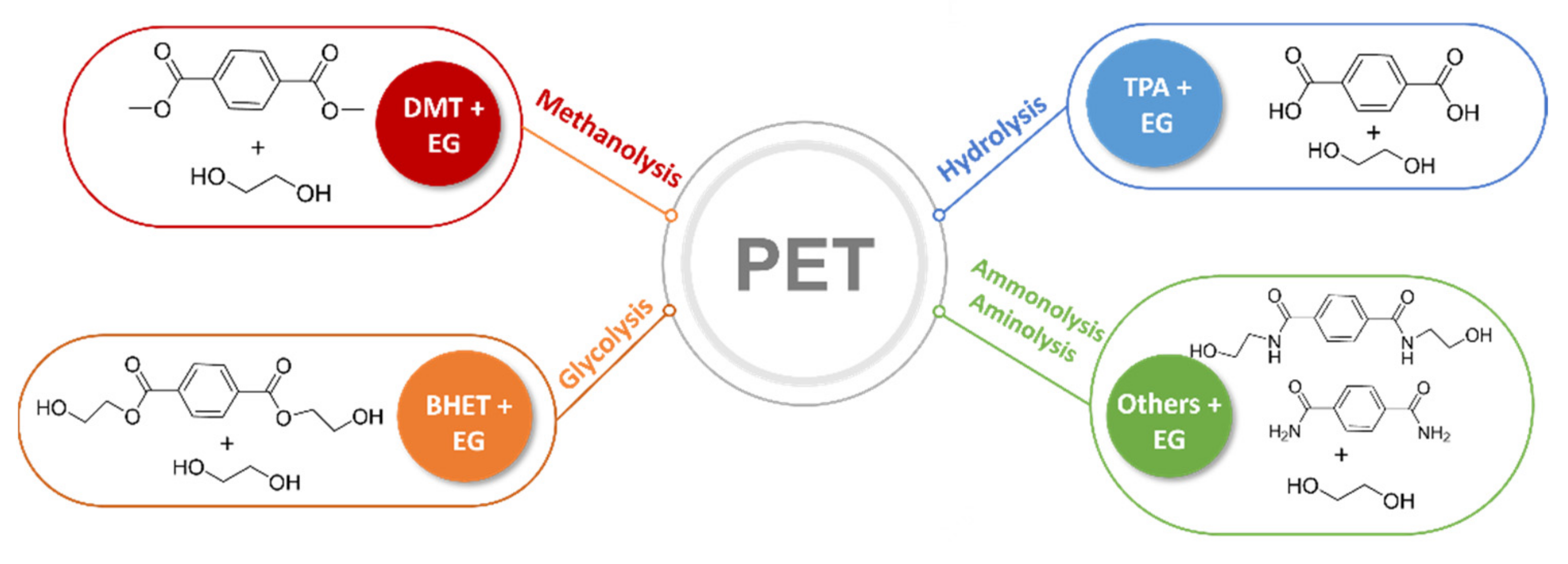
4.1. Solvolysis
4.1.1. Hydrolysis
4.1.2. Methanolysis
4.1.3. Glycolysis
4.1.4. Aminolysis
4.2. Catalytic Depolymerization
4.2.1. Enzymatic Catalysis
4.2.2. Hydrogenolysis
4.2.3. Hydrosilylation
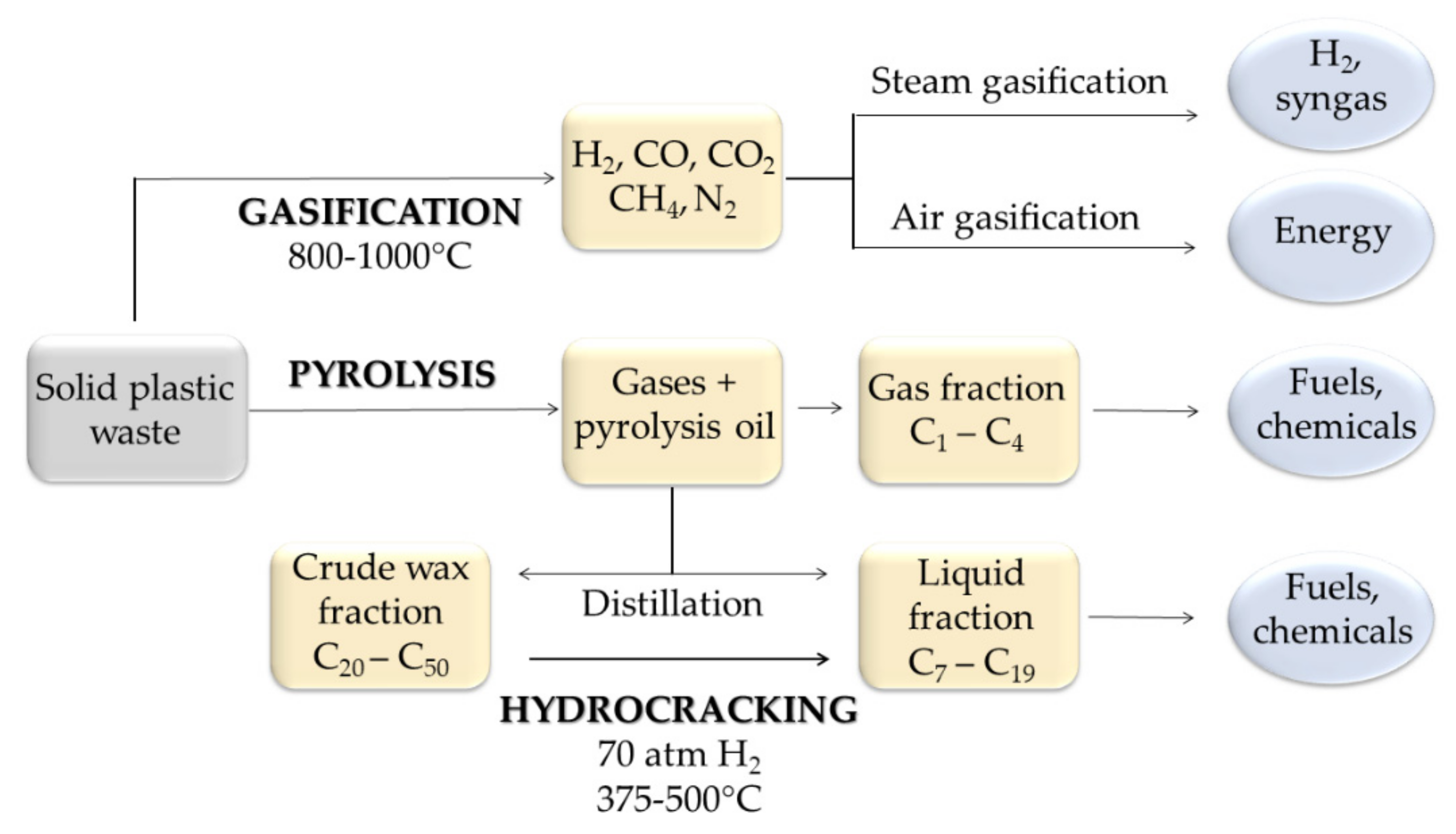
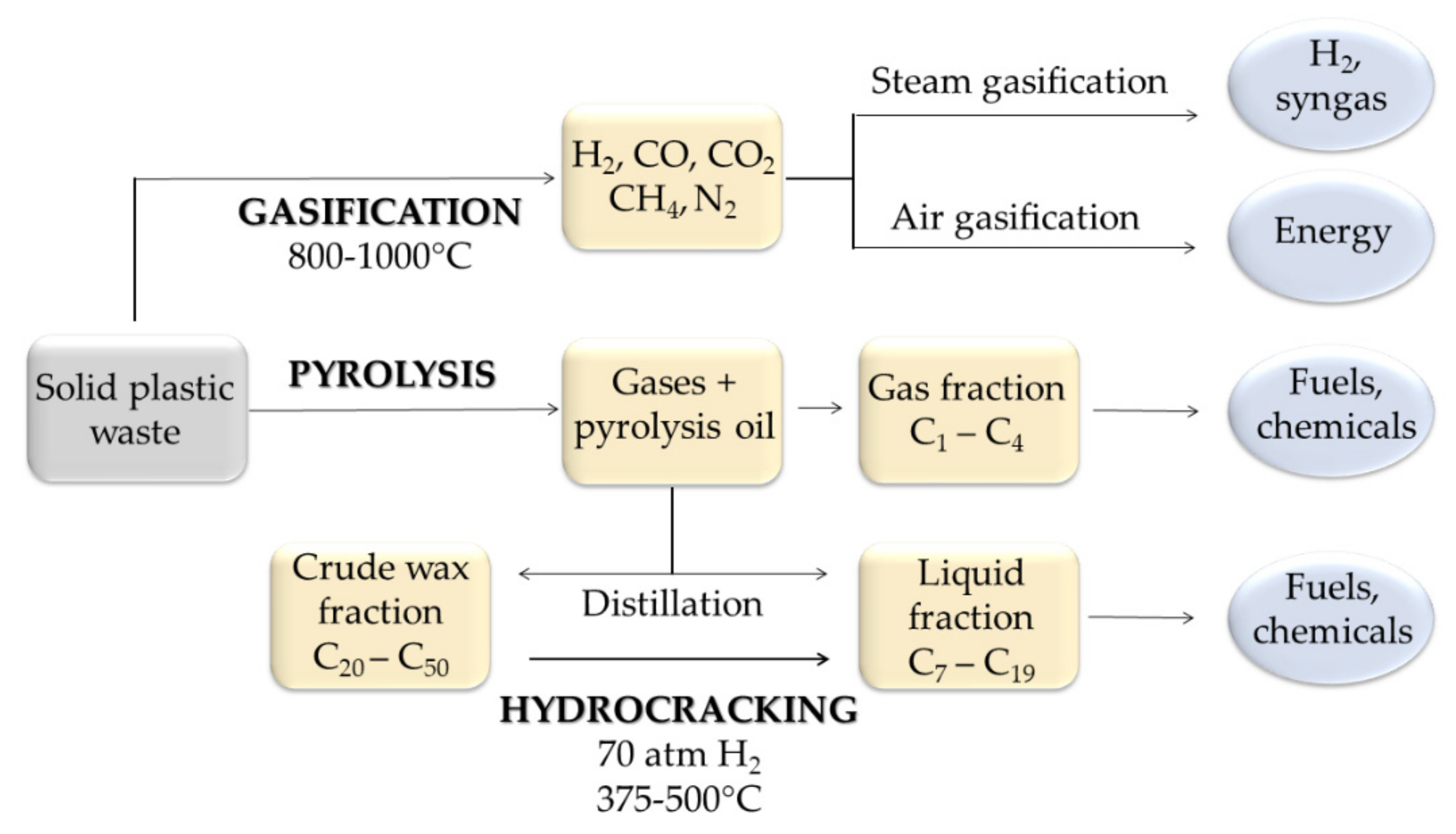
5. Thermal Recycling
5.1. Pyrolysis
5.2. Hydrocracking
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leal Filho, W.; Saari, U.; Fedoruk, M.; Iital, A.; Moora, H.; Klöga, M.; Voronova, V. An overview of the problems posed by plastic products and the role of extended producer responsibility in europe. J. Clean. Prod. 2019, 214, 550–558. [Google Scholar] [CrossRef]
- Rasmussen, S.C. From parkesine to celluloid: The birth of organic plastics. Angew. Chem. Int. Ed. 2021, 60, 8012–8016. [Google Scholar] [CrossRef] [PubMed]
- Chalmin, P. The history of plastics: From the capitol to the tarpeian rock. FACTS 2019, 19, 6–11. [Google Scholar]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, 1–5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gilbert, M. Plastics materials: Introduction and historical development. In Brydson’s Plastics Materials, 8th ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2016; pp. 2–18. [Google Scholar] [CrossRef]
- Scalenghe, R. Resource or waste? A perspective of plastics degradation in soil with a focus on end–of–life options. Heliyon 2018, 4, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Paletta, A.; Leal Filho, W.; Balogun, A.L.; Foschi, E.; Bonoli, A. Barriers and challenges to plastics valorisation in the context of a circular economy: Case studies from italy. J. Clean. Prod. 2019, 241, 118149–118164. [Google Scholar] [CrossRef]
- Foschi, E.; Bonoli, A. The commitment of packaging industry in the framework of the european strategy for plastics in a circular economy. Adm. Sci. 2019, 9, 18. [Google Scholar] [CrossRef] [Green Version]
- Plastics Europe. Plastics–The Facts 2020 an Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Brussels, Belgium, 2020. [Google Scholar]
- Ahmed, T.; Shahid, M.; Azeem, F.; Rasul, I.; Shah, A.A.; Noman, M.; Hameed, A.; Manzoor, N.; Manzoor, I.; Muhammad, S. Biodegradation of plastics: Current scenario and future prospects for environmental safety. Environ. Sci. Pollut. Res. 2018, 25, 7287–7298. [Google Scholar] [CrossRef]
- Gatto, V.; Conca, S.; Bardella, N.; Beghetto, V. Efficient triazine derivatives for collagenous materials stabilization. Materials 2021, 14, 3069. [Google Scholar] [CrossRef]
- Asgher, M.; Qamar, S.A.; Bilal, M.; Iqbal, H.M.N. Bio–based active food packaging materials: Sustainable alternative to conventional petrochemical–based packaging materials. Int. Food Res. J. 2020, 137, 109625–109637. [Google Scholar] [CrossRef]
- Mochane, M.J.; Magagula, S.I.; Sefadi, J.S.; Mokhena, T.C. A review on green composites based on natural fiber–reinforced polybutylene succinate (PBS). Polymers 2021, 13, 1200. [Google Scholar] [CrossRef] [PubMed]
- Rafiqah, S.A.; Khalina, A.; Harmaen, A.S.; Tawakkal, I.A.; Zaman, K.; Asim, M.; Nurrazi, M.N.; Lee, C.H. A review on properties and application of bio-based poly(butylene succinate). Polymers 2021, 13, 1436. [Google Scholar] [CrossRef] [PubMed]
- Saratale, R.G.; Cho, S.K.; Saratale, G.D.; Kadam, A.A.; Ghodake, G.S.; Kumar, M.; Bharagava, R.N.; Kumar, G.; Kim, D.S.; Mulla, S.I.; et al. A Comprehensive overview and recent advances on polyhydroxyalkanoates (pha) production using various organic waste streams. Bioresour. Technol. 2021, 325, 124685–124700. [Google Scholar] [CrossRef] [PubMed]
- De Donno Novelli, L.; Moreno Sayavedra, S.; Rene, E.R. Polyhydroxyalkanoate (PHA) production via resource recovery from industrial waste streams: A review of techniques and perspectives. Bioresour. Technol. 2021, 331, 124895–124908. [Google Scholar] [CrossRef] [PubMed]
- Al Battashi, H.; Al–Kindi, S.; Gupta, V.K.; Sivakumar, N. Polyhydroxyalkanoate (PHA) production using volatile fatty acids derived from the anaerobic digestion of waste paper. J. Polym. Environ. 2021, 29, 250–259. [Google Scholar] [CrossRef]
- Rosenboom, J.G.; Hohl, D.K.; Fleckenstein, P.; Storti, G.; Morbidelli, M. Bottle–Grade polyethylene furanoate from ring–opening polymerisation of cyclic oligomers. Nat. Commun. 2018, 9, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al Ghatta, A.; Wilton–Ely, J.D.E.T.; Hallett, J.P. From sugars to fdca: A techno–economic assessment using a design concept based on solvent selection and carbon dioxide emissions. Green Chem. 2021, 23, 1716–1733. [Google Scholar] [CrossRef]
- Filiciotto, L.; Rothenberg, G. Biodegradable plastics: Standards, policies, and impacts. ChemSusChem 2021, 14, 56–72. [Google Scholar] [CrossRef]
- Ojogbo, E.; Ogunsona, E.O.; Mekonnen, T.H. Chemical and physical modifications of starch for renewable polymeric materials. Mater. Today Sustain. 2020, 7, 1–25. [Google Scholar] [CrossRef]
- De Freitas, A.d.S.M.; Rodrigues, J.S.; Maciel, C.C.; Pires, A.A.F.; Lemes, A.P.; Ferreira, M.; Botaro, V.R. Improvements in thermal and mechanical properties of composites based on thermoplastic starch and kraft lignin. Int. J. Biol. Macromol. 2021, 184, 863–873. [Google Scholar] [CrossRef]
- Cecone, C.; Costamagna, G.; Ginepro, M.; Trotta, F. One–Step sustainable synthesis of cationic high–swelling polymers obtained from starch–derived maltodextrins. RSC Adv. 2021, 11, 7653–7662. [Google Scholar] [CrossRef]
- Zarski, A.; Bajer, K.; Kapuśniak, J. Review of the most important methods of improving the processing properties of starch toward non-food applications. Polymers 2021, 13, 832. [Google Scholar] [CrossRef]
- Beghetto, V.; Gatto, V.; Conca, S.; Bardella, N.; Buranello, C.; Gasparetto, G.; Sole, R. Development of 4–(4,6–dimethoxy–1,3,5–triazin–2–yl)–4–methyl–morpholinium chloride cross–linked carboxymethyl cellulose films. Carbohydr. Polym. 2020, 249, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Khezerlou, A.; Zolfaghari, H.; Banihashemi, S.A.; Forghani, S.; Ehsani, A. Plant gums as the functional compounds for edible films and coatings in the food industry: A review. Carbohydr. Polym. 2021, 32, 2306–2326. [Google Scholar] [CrossRef]
- Fu, Y.; Dudley, E.G. Antimicrobial–coated films as food packaging: A review. Compr. Rev. Food Sci. Food Saf. 2021, 20, 3404–3437. [Google Scholar] [CrossRef] [PubMed]
- Hashmi, M.; Ullah, S.; Ullah, A.; Saito, Y.; Haider, M.K.; Bie, X.; Wada, K.; Kim, I.S. Carboxymethyl cellulose (cmc) based electrospun composite nanofiber mats for food packaging. Polymers 2021, 13, 302. [Google Scholar] [CrossRef]
- Panahirad, S.; Dadpour, M.; Peighambardoust, S.H.; Soltanzadeh, M.; Gullón, B.; Alirezalu, K.; Lorenzo, J.M. applications of carboxymethyl cellulose– and pectin–based active edible coatings in preservation of fruits and vegetables: A review. Trends Food Sci. Technol. 2021, 110, 663–673. [Google Scholar] [CrossRef]
- Beghetto, V.; Gatto, V.; Conca, S.; Bardella, N.; Scrivanti, A. Polyamidoamide dendrimers and cross–linking agents for stabilized bioenzymatic resistant metal–free bovine collagen. Molecules 2019, 24, 3611. [Google Scholar] [CrossRef] [Green Version]
- Luzi, F.; Torre, L.; Kenny, J.M.; Puglia, D. Bio– and fossil–based polymeric blends and nanocomposites for packaging: Structure–property relationship. Materials 2019, 12, 471. [Google Scholar] [CrossRef] [Green Version]
- Papadopoulos, A.N. Advances in wood composites III. Polymers 2021, 13, 163. [Google Scholar] [CrossRef] [PubMed]
- Wasti, S.; Triggs, E.; Farag, R.; Auad, M.; Adhikari, S.; Bajwa, D.; Li, M.; Ragauskas, A.J. Influence of plasticizers on thermal and mechanical properties of biocomposite filaments made from lignin and polylactic acid for 3d printing. Compos. Part B Eng. 2021, 205–213. [Google Scholar] [CrossRef]
- Cavallo, E.; He, X.; Luzi, F.; Dominici, F.; Cerrutti, P.; Bernal, C.; Foresti, M.L.; Torre, L.; Puglia, D. UV Protective, antioxidant, antibacterial and compostable polylactic acid composites containing pristine and chemically modified lignin nanoparticles. Molecules 2020, 26, 126. [Google Scholar] [CrossRef] [PubMed]
- Sole, R.; Taddei, L.; Franceschi, C.; Beghetto, V. Efficient chemo–enzymatic transformation of animal biomass waste for eco–friendly leather production. Molecules 2019, 24, 2979. [Google Scholar] [CrossRef] [Green Version]
- Chandra Dubey, S.; Mishra, V.; Sharma, A. A review on polymer composite with waste material as reinforcement. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Sid, S.; Mor, R.S.; Kishore, A.; Sharanagat, V.S. Bio–sourced polymers as alternatives to conventional food packaging materials: A review. Trends Food Sci. Technol. 2021, 115, 87–104. [Google Scholar] [CrossRef]
- European Bioplastics. European Bioplastic Report 2019 2020—Bioplastics Market Data 2019, Global Production Capacities of Bioplastics 2019–2024; Market Report; European Bioplastics: Berlin, Germany, 2020. [Google Scholar]
- Mendes, A.C.; Pedersen, G.A. Perspectives on sustainable food packaging: Is bio–based plastics a solution? Trends Food Sci. Technol. 2021, 112, 839–846. [Google Scholar] [CrossRef]
- Streit–Bianchi, M.; Cimadevila, M.; Trettnak, W. Mare Plasticum—The Plastic Sea Combatting Plastic Pollution through Science and Art, 1st ed.; Springer: Berlin, Germany, 2020; pp. 250–252. [Google Scholar]
- Kabir, A.H.M.E.; Sekine, M.; Imai, T.; Yamamoto, K.; Kanno, A.; Higuchi, T. Assessing small–scale freshwater microplastics pollution, land–use, source–to–sink conduits, and pollution risks: Perspectives from japanese rivers polluted with microplastics. Sci. Total Environ. 2021, 768–781. [Google Scholar] [CrossRef]
- Woodward, J.; Li, J.; Rothwell, J.; Hurley, R. Acute riverine microplastic contamination due to avoidable releases of untreated wastewater. Nat. Sustain. 2021, 1–10. [Google Scholar] [CrossRef]
- Akanyange, S.N.; Lyu, X.; Zhao, X.; Li, X.; Zhang, Y.; Crittenden, J.C.; Anning, C.; Chen, T.; Jiang, T.; Zhao, H. Does microplastic really represent a threat? a review of the atmospheric contamination sources and potential impacts. Sci. Total Environ. 2021, 777, 146020. [Google Scholar] [CrossRef]
- Garcia, A.G.; Suárez, D.C.; Li, J.; Rotchell, J.M. A Comparison of microplastic contamination in freshwater fish from natural and farmed sources. Environ. Sci. Pollut. R. 2021, 28, 14488–14497. [Google Scholar] [CrossRef]
- Zhou, Y.; He, G.; Jiang, X.; Yao, L.; Ouyang, L.; Liu, X.; Liu, W.; Liu, Y. Microplastic contamination is ubiquitous in riparian soils and strongly related to elevation, precipitation and population density. J. Hazard. Mater. 2021, 411, 125178–125191. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef] [PubMed]
- Mai, L.; He, H.; Bao, L.J.; Liu, L.Y.; Zeng, E.Y. Plastics are an insignificant carrier of riverine organic pollutants to the coastal oceans. Environ. Sci. Technol. 2020, 54, 15852–15860. [Google Scholar] [CrossRef] [PubMed]
- De Sousa, F.D.B. The role of plastic concerning the sustainable development goals: The literature point of view. Clean. Respons. Consump. 2021, 3, 100020–100044. [Google Scholar] [CrossRef]
- Sitadewi, D.; Yudoko, G.; Okdinawati, L. Bibliographic mapping of post–consumer plastic waste based on hierarchical circular principles across the system perspective. Heliyon 2021, 7, 1–23. [Google Scholar] [CrossRef] [PubMed]
- Mantalovas, K.; di Mino, G. Integrating circularity in the sustainability assessment of asphalt mixtures. Sustainability 2020, 12, 594. [Google Scholar] [CrossRef] [Green Version]
- Ellen Mac Arthur Foundation. The Global Commitment 2020 Progress Report; Technical Report; Ellen Mac Arthur Foundation: Cowes, UK, 2020. [Google Scholar]
- Jain, R.; Tiwari, A. Biosynthesis of planet friendly bioplastics using renewable carbon source. J. Environ. Health Sci. Eng. 2015, 13, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Landi, D.; Cicconi, P.; Germani, M. Analyzing the environmental sustainability of packaging for household appliances: A test case. In Proceedings of the Procedia CIRP; Elsevier B.V.: Amsterdam, The Netherlands, 2020; Volume 90, pp. 355–360. [Google Scholar]
- Rigamonti, L.; Grosso, M.; Møller, J.; Martinez Sanchez, V.; Magnani, S.; Christensen, T.H. Environmental evaluation of plastic waste management scenarios. Resour. Conserv. Recy. 2014, 85, 42–53. [Google Scholar] [CrossRef]
- Tang, Y.; Liu, Y.; Chen, Y.; Zhang, W.; Zhao, J.; He, S.; Yang, C.; Zhang, T.; Tang, C.; Zhang, C.; et al. A review: Research progress on microplastic pollutants in aquatic environments. Sci. Total Environ. 2021, 766, 142572–142587. [Google Scholar] [CrossRef]
- Liang, Y.; Tan, Q.; Song, Q.; Li, J. An analysis of the plastic waste trade and management in Asia. Waste Manag. 2021, 119, 242–253. [Google Scholar] [CrossRef]
- Basuhi, R.; Moore, E.; Gregory, J.; Kirchain, R.; Gesing, A.; Olivetti, E.A. Environmental and economic implications of u.s. postconsumer plastic waste management. Resour. Conserv. Recy. 2021, 167, 1–11. [Google Scholar] [CrossRef]
- Brouwer, M.T.; Thoden van Velzen, E.U.; Augustinus, A.; Soethoudt, H.; de Meester, S.; Ragaert, K. Predictive model for the dutch post–consumer plastic packaging recycling system and implications for the circular economy. Waste Manag. 2018, 71, 62–85. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hsu, W.-T.; Domenech, T.; McDowall, W. How circular are plastics in the EU?: MFA of plastics in the eu and pathways to circularity. J. Clean. Prod. 2021, 2, 100004–100013. [Google Scholar] [CrossRef]
- Van Eygen, E.; Laner, D.; Fellner, J. Circular economy of plastic packaging: Current practice and perspectives in austria. Waste Manag. 2018, 72, 55–64. [Google Scholar] [CrossRef]
- Balwada, J.; Samaiya, S.; Mishra, R.P. Packaging Plastic Waste Manage, for a Circular Economy and Identifying a Better Waste Collection System Using Analytical Hierarchy Process (AHP). In Proceedings of the Procedia CIRP; Elsevier B.V.: Amsterdam, The Netherlands, 2021; Volume 98, pp. 270–275. [Google Scholar] [CrossRef]
- Ragossnig, A.M.; Agamuthu, P. Plastic waste: Challenges and opportunities. Waste Manag. Res. 2021, 39, 629–630. [Google Scholar] [CrossRef]
- Larrain, M.; van Passel, S.; Thomassen, G.; van Gorp, B.; Nhu, T.T.; Huysveld, S.; van Geem, K.M.; de Meester, S.; Billen, P. Techno–economic assessment of mechanical recycling of challenging post–consumer plastic packaging waste. Resour. Conserv. Recy. 2021, 170, 105607–105620. [Google Scholar] [CrossRef]
- Lombardi, M.; Rana, R.; Fellner, J. Material flow analysis and sustainability of the italian plastic packaging management. J. Clean. Prod. 2021, 287, 125573–125581. [Google Scholar] [CrossRef]
- Bishop, G.; Styles, D.; Lens, P.N.L. Recycling of european plastic is a pathway for plastic debris in the ocean. Environ. Int. 2020, 142, 105893–105905. [Google Scholar] [CrossRef]
- Lebreton, L.; Andrady, A. Future scenarios of global plastic waste generation and disposal. Palgrave Commun. 2019, 5, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Da Costa, J.P.; Mouneyrac, C.; Costa, M.; Duarte, A.C.; Rocha–Santos, T. The role of legislation, regulatory initiatives and guidelines on the control of plastic pollution. Front. Environ. Sci. 2020, 8, 1–14. [Google Scholar] [CrossRef]
- European Commission. A European Strategy for Plastics in a Circular Economy. In Communication from the Commission to the European Parliament; The Council, The European Economic and Social Committee and The Committee af The Regions: Brussels, Belgium, 2018. [Google Scholar]
- Mah, A. Future-Proofing Capitalism: The Paradox of the Circular Economy for Plastics. Glob. Environ. Politics 2021, 21, 121–142. [Google Scholar] [CrossRef]
- Payne, J.; Jones, M.D. The chemical recycling of polyesters for a circular plastics economy: Callenges and emerging opportunities. ChemSusChem 2021, 14, 1–31. [Google Scholar] [CrossRef]
- Gundupalli, S.P.; Hait, S.; Thakur, A. A review on automated sorting of source–separated municipal solid waste for recycling. Waste Manag. 2017, 60, 56–74. [Google Scholar] [CrossRef] [PubMed]
- Schwarz, A.E.; Ligthart, T.N.; Godoi Bizarro, D.; de Wild, P.; Vreugdenhil, B.; van Harmelen, T. Plastic recycling in a circular economy; determining environmental performance through an lca matrix model approach. Waste Manag. 2021, 121, 331–342. [Google Scholar] [CrossRef] [PubMed]
- Idumah, C.I.; Nwuzor, I.C. Novel trends in plastic waste management. SN Appl. Sci. 2019, 1, 1402–1416. [Google Scholar] [CrossRef] [Green Version]
- Shen, L.; Worrell, E. Plastic recycling. In Handbook of Recycling: State–of–the–Art for Practitioners, Analysts, and Scientists; Elsevier Inc.: Amsterdam, The Netherlands, 2014; pp. 179–190. [Google Scholar]
- Briassoulis, D.; Pikasi, A.; Hiskakis, M. Recirculation potential of post–consumer /industrial bio–based plastics through mechanical recycling—Techno–economic sustainability criteria and indicators. Polym. Degrad. Stab. 2021, 183, 109217–109237. [Google Scholar] [CrossRef]
- Bening, C.R.; Pruess, J.T.; Blum, N.U. Towards a circular plastics economy: Interacting barriers and contested solutions for flexible packaging recycling. J. Clean. Prod. 2021, 302, 126966–126985. [Google Scholar] [CrossRef]
- Kumar, R. Tertiary and Quaternary Recycling of Thermoplastics by Additive Manufacturing Approach for Thermal Sustainability. Mater. Today Proc. 2020, 37, 2382–2386. [Google Scholar] [CrossRef]
- Gopinath, K.P.; Nagarajan, V.M.; Krishnan, A.; Malolan, R. A critical review on the influence of energy, environmental and economic factors on various processes used to handle and recycle plastic wastes: Development of a comprehensive index. J. Clean. Prod. 2020, 274, 123031–123047. [Google Scholar] [CrossRef]
- Davidson, M.G.; Furlong, R.A.; McManus, M.C. Developments in the life cycle assessment of chemical recycling of plastic waste–A review. J. Clean. Prod. 2021, 293, 126163–126175. [Google Scholar] [CrossRef]
- Thiounn, T.; Smith, R.C. Advances and approaches for chemical recycling of plastic waste. J. Polym. Sci. 2020, 58, 1347–1364. [Google Scholar] [CrossRef] [Green Version]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of post-consumer plastic packaging waste in eu: Process efficiencies, material flows, and barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Ncube, L.K.; Ude, A.U.; Ogunmuyiwa, E.N.; Zulkifli, R.; Beas, I.N. An overview of plastic waste generation and management in food packaging industries. Recycling 2021, 6, 12. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Y.; Zhang, L. Recent progress in the chemical upcycling of plastic wastes. ChemSusChem 2021, 14, 1–16. [Google Scholar] [CrossRef]
- Chen, H.; Wan, K.; Zhang, Y.; Wang, Y. Waste to wealth: Chemical recycling and chemical upcycling of waste plastics for a great future. ChemSusChem 2021, 14, 1–15. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical recycling of packaging plastics: A review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Mulakkal, M.C.; Castillo Castillo, A.; Taylor, A.C.; Blackman, B.R.K.; Balint, D.S.; Pimenta, S.; Charalambides, M.N. Advancing mechanical recycling of multilayer plastics through finite element modelling and environmental policy. Resour. Conserv. Recy. 2021, 166, 105371. [Google Scholar] [CrossRef]
- Ellen Mac Arthur Foundation. The New Plastics Economy: Rethinking the Future of Plastics & Catalysing Action; Ellen Mac Arthur Foundation: Cowes, UK, 2016. [Google Scholar]
- Lange, J.-P. Towards circular carbo-chemicals–the metamorphosis of petrochemicals. Energy Environ. Sci. 2021, 14, 4358–4376. [Google Scholar] [CrossRef]
- Rahimi, A.R.; Garciá, J.M. Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem. 2017, 1–11. [Google Scholar] [CrossRef]
- Serranti, S.; Bonifazi, G. Techniques for separation of plastic wastes. In Use of Recycled Plastics in Eco-efficient Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 9–37. [Google Scholar] [CrossRef]
- Das, S.K.; Eshkalak, S.K.; Chinnappan, A.; Ghosh, R.; Jayathilaka, W.A.D.M.; Baskar, C.; Ramakrishna, S. Plastic recycling of polyethylene terephthalate (PET) and polyhydroxybutyrate (PHB)—A comprehensive review. Mater. Circ. Econ. 2021, 3, 1–22. [Google Scholar] [CrossRef]
- Na, H.; Yoo, K.; Jha, M.K.; Tabelin, C.B. The separation of aluminum and stainless-steel scraps using vibrating mixed-size ball bed. Metals 2020, 10, 868. [Google Scholar] [CrossRef]
- Selina, M.; Markus, B.; Daniel, S.; Renato, S. Wet-mechanical processing of a plastic-rich two-dimensional-fraction from mixed wastes for chemical recycling. Waste Manag. Res. 2021, 39, 731–743. [Google Scholar] [CrossRef]
- Schwabl, D.; Bauer, M.; Lehner, M. Advancing plastic recycling by wet-mechanical processing of mixed waste fractions. Processes 2021, 9, 493. [Google Scholar] [CrossRef]
- Civancik-Uslu, D.; Nhu, T.T.; van Gorp, B.; Kresovic, U.; Larrain, M.; Billen, P.; Ragaert, K.; de Meester, S.; Dewulf, J.; Huysveld, S. Moving from Linear to Circular Household Plastic packaging in belgium: Prospective life cycle assessment of mechanical and thermochemical recycling. Resour. Conserv. Recy. 2021, 171, 105633. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, H.; Du, Y.; Wang, C.; Wang, H. Surface alcoholysis induced by alkali-activation ethanol: A novel scheme for binary flotation of polyethylene terephthalate from other plastics. J. Clean. Prod. 2021, 314, 128096. [Google Scholar] [CrossRef]
- Heidarpour, M.; Movahed, S.O.; Jourabchi, S. The effect of microwave irradiation on the flotation of the selected polymers as a potential solution for plastic recycling. J. Polym. Environ. 2021, 1–15. [Google Scholar] [CrossRef]
- Tanısalı, E.; Özer, M.; Burat, F. Precious metals recovery from waste printed circuit boards by gravity separation and leaching. Min. Proc. Extr. Met. Rev. 2020, 24–37. [Google Scholar] [CrossRef]
- Bilesan, M.R.; Makarova, I.; Wickman, B.; Repo, E. Efficient separation of precious metals from computer waste printed circuit boards by hydrocyclone and dilution-gravity methods. J. Clean. Prod. 2021, 286, 125505. [Google Scholar] [CrossRef]
- Huang, Z.; Zhu, J.; Wu, X.; Qiu, R.; Xu, Z.; Ruan, J. Eddy current separation can be used in separation of non-ferrous particles from crushed waste printed circuit boards. J. Clean. Prod. 2021, 312, 127755. [Google Scholar] [CrossRef]
- Nie, C.C.; Shi, S.X.; Lyu, X.J.; Wu, P.; Wang, J.X.; Zhu, X. Settlement behavior and stratification of waste printed circuit boards particles in gravitational field. Resour. Conserv. Recy. 2021, 170, 105615. [Google Scholar] [CrossRef]
- Araujo-Andrade, C.; Bugnicourt, E.; Philippet, L.; Rodriguez-Turienzo, L.; Nettleton, D.; Hoffmann, L.; Schlummer, M. Review on the photonic techniques suitable for automatic monitoring of the composition of multi-materials wastes in view of their posterior recycling. Waste Manag. Res. 2021, 39, 631–651. [Google Scholar] [CrossRef] [PubMed]
- Duan, Q.; Li, J. Classification of common household plastic wastes combining multiple methods based on near-infrared spectroscopy. ACS ES&T Eng. 2021, 7, 1065–1073. [Google Scholar] [CrossRef]
- Thoden van Velzen, E.U.; Chu, S.; Alvarado Chacon, F.; Brouwer, M.T.; Molenveld, K. The impact of impurities on the mechanical properties of recycled polyethylene. Packag. Technol. Sci. 2021, 34, 219–228. [Google Scholar] [CrossRef]
- Cacciari, I.; Corradi, G. Common plastics THz classification via artificial neural networks: A discussion on a class of time domain features. Opt. Mater. 2021, 117, 111134. [Google Scholar] [CrossRef]
- Zeng, Q.; Sirven, J.B.; Gabriel, J.C.P.; Tay, C.Y.; Lee, J.M. Laser induced breakdown spectroscopy for plastic analysis. Trac-Trend. Anal. Chem. 2021, 140, 16280. [Google Scholar] [CrossRef]
- Bobulski, J.; Kubanek, M. Deep learning for plastic waste classification system. Appl. Comput. Intell. Soft Comput. 2021, 1, 3–4. [Google Scholar] [CrossRef]
- Knappich, F.; Klotz, M.; Schlummer, M.; Wölling, J.; Mäurer, A. Recycling process for carbon fiber reinforced plastics with polyamide 6, polyurethane and epoxy matrix by gentle solvent treatment. Waste Manag. 2019, 85, 73–81. [Google Scholar] [CrossRef]
- Georgiopoulou, I.; Pappa, G.D.; Vouyiouka, S.N.; Magoulas, K. Recycling of post-consumer multilayer tetra pak® packaging with the selective dissolution-precipitation process. Resouer. Conserv. Recy. 2021, 165, 105268. [Google Scholar] [CrossRef]
- Sherwood, J. Closed-Loop Recycling of Polymers Using Solvents. Johns. Matthey Technol. Rev. 2020, 64, 4–15. [Google Scholar] [CrossRef]
- Vollmer, I.; Jenks, M.J.F.; Roelands, M.C.P.; White, R.J.; van Harmelen, T.; de Wild, P.; van der Laan, G.P.; Meirer, F.; Keurentjes, J.T.F.; Weckhuysen, B.M. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Ma, S.; Qiu, J.; Tian, A.; Li, Q.; Xu, X.; Wang, B.; Lu, N.; Liu, Y.; Zhu, J. Upcycling of post-consumer polyolefin plastics to covalent adaptable networksvia in situcontinuous extrusion cross-linking. Green Chem. 2021, 23, 2931–2937. [Google Scholar] [CrossRef]
- Roosen, M.; Mys, N.; Kusenberg, M.; Billen, P.; Dumoulin, A.; Dewulf, J.; van Geem, K.M.; Ragaert, K.; De Meester, S. Detailed analysis of the composition of selected plastic packaging waste products and its implications for mechanical and thermochemical recycling. Environ. Sci. Technol. 2020, 54, 13282–13293. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Christiansen, J.D.; Daugaard, A.E.; Astrup, T.F. Closing the loop for pet, pe and pp waste from households: Influence of material properties and product design for plastic recycling. J. Waste Manag. 2019, 96, 75–85. [Google Scholar] [CrossRef] [PubMed]
- Korley, L.T.J.; Epps, T.H.; Helms, B.A.; Ryan, A.J. Toward polymer upcycling-adding value and tackling circularity. Science 2021, 373, 66–69. [Google Scholar] [CrossRef] [PubMed]
- Chanda, M. Chemical aspects of polymer recycling. Adv. Ind. Eng. Polym. Res. 2021, 4, 133–150. [Google Scholar] [CrossRef]
- Hundertmark, T.; Mayer, M.; Mcnally, C.; Simons, T.J.; Witte, C. How plastics-waste recycling could transform the chemical industry. Mckinsey Chem. 2018, 29, 118. [Google Scholar]
- Ügdüler, S.; van Geem, K.M.; Denolf, R.; Roosen, M.; Mys, N.; Ragaert, K.; de Meester, S. Towards closed-loop recycling of multilayer and coloured pet plastic waste by alkaline hydrolysis. Green Chem. 2020, 22, 5376–5394. [Google Scholar] [CrossRef]
- Knott, B.C.; Erickson, E.; Allen, M.D.; Gado, J.E.; Graham, R.; Kearns, F.L.; Pardo, I.; Topuzlu, E.; Anderson, J.J.; Austin, H.P.; et al. characterization and engineering of a two-enzyme system for plastics depolymerization. Proc. Natl. Acad. Sci. USA 2020, 117, 25476–25485. [Google Scholar] [CrossRef]
- Tournier, V.; Topham, C.M.; Gilles, A.; David, B.; Folgoas, C.; Moya-Leclair, E.; Kamionka, E.; Desrousseaux, M.L.; Texier, H.; Gavalda, S.; et al. An engineered pet depolymerase to break down and recycle plastic bottles. Nature 2020, 580, 216–219. [Google Scholar] [CrossRef]
- Kaabel, S.; Therien, J.P.D.; Deschenes, C.; Duncan, D.; Friscic, T.; Auclair, K. Clean enzymatic depolymerization of highly crystalline polyethylene terephthalate in moist-solid reaction mixtures. BioRxiv 2020, 29, 118. [Google Scholar] [CrossRef]
- Lee, H.L.; Chiu, C.W.; Lee, T. Engineering terephthalic acid product from recycling of pet bottles waste for downstream operations. Chem. Eng. J. Adv. 2021, 5, 100079. [Google Scholar] [CrossRef]
- Bäckström, E.; Odelius, K.; Hakkarainen, M. Ultrafast microwave assisted recycling of pet to a family of functional precursors and materials. Eur. Polym. J. 2021, 151, 110441. [Google Scholar] [CrossRef]
- Pham, D.D.; Cho, J. Low-energy catalytic methanolysis of poly(ethyleneterephthalate). Green Chem. 2021, 23, 511–525. [Google Scholar] [CrossRef]
- Meng, G.; Ji, K.; Zhang, W.; Kang, Y.; Wang, Y.; Zhang, P.; Wang, Y.G.; Li, J.; Cui, T.; Sun, X.; et al. Tandem catalyzing the hydrodeoxygenation of 5-hydroxymethylfurfural over a ni3fe intermetallic supported pt single-atom site catalyst. Chem. Sci. 2021, 12, 4139–4146. [Google Scholar] [CrossRef]
- Fuentes, C.A.; Gallegos, M.v.; García, J.R.; Sambeth, J.; Peluso, M.A. Catalytic glycolysis of poly(ethylene terephthalate) using zinc and cobalt oxides recycled from spent batteries. Waste Biomass Valorization 2020, 11, 4991–5001. [Google Scholar] [CrossRef]
- Lalhmangaihzuala, S.; Laldinpuii, Z.; Lalmuanpuia, C.; Vanlaldinpuia, K. glycolysis of poly(ethylene terephthalate) using biomass-waste derived recyclable heterogeneous catalyst. Polymers 2021, 13, 37. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Guo, J.; Gu, Y.; Gao, J.; Liu, F.; Yu, S. Pushing the limits in alcoholysis of waste polycarbonate with dbu-based ionic liquids under metal- and solvent-free conditions. ACS Sustain. Chem. Eng. 2018, 6, 13114–13121. [Google Scholar] [CrossRef]
- Barnard, E.; Rubio Arias, J.J.; Thielemans, W. Chemolytic depolymerisation of PET: A Review. Green Chem. 2021, 23, 3765–3789. [Google Scholar] [CrossRef]
- Čolnik, M.; Knez, Ž.; Škerget, M. Sub- and supercritical water for chemical recycling of polyethylene terephthalate waste. Chem. Eng. Sci. 2021, 233, 116389. [Google Scholar] [CrossRef]
- Stanica-Ezeanu, D.; Matei, D. Natural depolymerization of waste poly(ethylene terephthalate) by neutral hydrolysis in marine water. Nat. Sci. Rep. 2021, 11, 4431. [Google Scholar] [CrossRef] [PubMed]
- Delle Chiaie, K.R.; McMahon, F.R.; Williams, E.J.; Price, M.J.; Dove, A.P. Dual-catalytic depolymerization of polyethylene terephthalate (PET). Polym. Chem. 2020, 11, 1450–1453. [Google Scholar] [CrossRef] [Green Version]
- Damayanti; Wu, H.S. Strategic possibility routes of recycled pet. Polymers 2021, 13, 1475. [Google Scholar] [CrossRef]
- Sadler, J.C.; Wallace, S. Microbial synthesis of vanillin from waste poly(ethylene terephthalate). Green Chem. 2021, 23, 4665–4672. [Google Scholar] [CrossRef]
- Sadeghi, B.; Marfavi, Y.; AliAkbari, R.; Kowsari, E.; Borbor Ajdari, F.; Ramakrishna, S. Recent studies on recycled pet fibers: Production and applications: A review. Mat. Circ. Econ. 2021, 3, 1–18. [Google Scholar] [CrossRef]
- Myren, T.H.T.; Stinson, T.A.; Mast, Z.J.; Huntzinger, C.G.; Luca, O.R. Chemical and electrochemical recycling of end-use poly(ethylene terephthalate) (PET) plastics in batch, microwave and electrochemical reactors. Molecules 2020, 25, 2742. [Google Scholar] [CrossRef]
- Du, J.T.; Sun, Q.; Zeng, X.F.; Wang, D.; Wang, J.X.; Chen, J.F. ZnO nanodispersion as pseudohomogeneous catalyst for alcoholysis of polyethylene terephthalate. Chem. Eng. Sci. 2020, 220, 115642. [Google Scholar] [CrossRef]
- Mckeown, P.; Mckeown, P.; Kamran, M.; Kamran, M.; Davidson, M.G.; Davidson, M.G.; Jones, M.D.; Jones, M.D.; Román-Ramírez, L.A.; Wood, J. Organocatalysis for versatile polymer degradation. Green Chem. 2020, 22, 3721–3726. [Google Scholar] [CrossRef]
- Liu, S.; Kots, P.A.; Vance, B.C.; Danielson, A.; Vlachos, D.G. Plastic waste to fuels by hydrocracking at mild conditions. Sci. Adv. 2021, 7, 17. [Google Scholar] [CrossRef] [PubMed]
- Jehanno, C.; Demarteau, J.; Mantione, D.; Arno, M.C.; Ruipérez, F.; Hedrick, J.L.; Dove, A.P.; Sardon, H. selective chemical upcycling of mixed plastics guided by a thermally stable organocatalyst. Angew. Chem. Int. Ed. 2021, 60, 6710–6717. [Google Scholar] [CrossRef]
- Wang, L.; Nelson, G.A.; Toland, J.; Holbrey, J.D. Glycolysis of PET using 1,3-dimethylimidazolium-2-carboxylate as an organocatalyst. ACS Sustain. Chem. Eng. 2020, 8, 13362–13368. [Google Scholar] [CrossRef]
- Cano, I.; Martin, C.; Fernandes, J.A.; Lodge, R.W.; Dupont, J.; Casado-Carmona, F.A.; Lucena, R.; Cardenas, S.; Sans, V.; de Pedro, I. Paramagnetic ionic liquid-coated SiO2@Fe3O4 nanoparticles—The next generation of magnetically recoverable nanocatalysts applied in the glycolysis of PET. Appl. Catal. B 2020, 260, 118110. [Google Scholar] [CrossRef]
- Liu, Y.; Yao, X.; Yao, H.; Zhou, Q.; Xin, J.; Lu, X.; Zhang, S. degradation of poly(ethylene terephthalate) catalyzed by metal-free choline-based ionic liquids. Green Chem. 2020, 22, 3122–3131. [Google Scholar] [CrossRef]
- González-Izquierdo, P.; Fabelo, O.; Beobide, G.; Cano, I.; Ruiz De Larramendi, I.; Vallcorba, O.; Fernández, J.R.; Fernández-Díaz, M.T.; de Pedro, I. Crystal structure, magneto-structural correlation, thermal and electrical studies of an imidazolium halometallate molten salt: (Trimim)[FeCl4]. RSC Adv. 2020, 10, 11200–11209. [Google Scholar] [CrossRef] [Green Version]
- Ghorbantabar, S.; Ghiass, M.; Yaghobi, N.; Bouhendi, H. investigation of conventional analytical methods for determining conversion of polyethylene terephthalate waste degradation via aminolysis process. J. Mater. Cycles Waste Manag. 2021, 23, 526–536. [Google Scholar] [CrossRef]
- Demarteau, J.; Olazabal, I.; Jehanno, C.; Sardon, H. Aminolytic upcycling of poly(ethylene terephthalate) wastes using a thermally-stable organocatalyst. Polym. Chem. 2020, 11, 4875–4882. [Google Scholar] [CrossRef]
- Liguori, F.; Moreno-Marrodán, C.; Barbaro, P. Valorisation of plastic waste via metal-catalysed depolymerisation. Beilstein J. Org. Chem. 2021, 17, 589–621. [Google Scholar] [CrossRef] [PubMed]
- Taghavi, N.; Udugama, I.A.; Zhuang, W.Q.; Baroutian, S. Challenges in biodegradation of non-degradable thermoplastic waste: From environmental impact to operational readiness. Biotechnol. Adv. 2021, 49, 107731. [Google Scholar] [CrossRef] [PubMed]
- Cornwall, W. The plastic eaters. Science 2021, 373, 36–39. [Google Scholar] [CrossRef]
- Lee, A.; Liew, M.S. Tertiary recycling of plastics waste: An analysis of feedstock, chemical and biological degradation methods. J. Mater. Cycles Waste Manag. 2021, 23, 32–43. [Google Scholar] [CrossRef]
- Nikolaivits, E.; Pantelic, B.; Azeem, M.; Taxeidis, G.; Babu, R.; Topakas, E.; Fournet, M.B.; Nikodinovic-Runic, J. Progressing plastics circularity: A review of mechano-biocatalytic approaches for waste plastic (re)valorization. Front. Bioeng. Biotechnol. 2021. [Google Scholar] [CrossRef] [PubMed]
- Santacruz-Juárez, E.; Buendia-Corona, R.E.; Ramírez, R.E.; Sánchez, C. Fungal enzymes for the degradation of polyethylene: Molecular docking simulation and biodegradation pathway proposal. J. Hazard. Mater. 2021, 411. [Google Scholar] [CrossRef]
- Scrivanti, A.; Bortoluzzi, M.; Sole, R.; Beghetto, V. Synthesis and characterization of yttrium, europium, terbium and dysprosium complexes containing a novel type of triazolyl–oxazoline ligand. Chem. Pap. 2018, 72, 799–808. [Google Scholar] [CrossRef]
- Paganelli, S.; Alam, M.M.; Beghetto, V.; Scrivanti, A.; Amadio, E.; Bertoldini, M.; Matteoli, U. A pyridyl-triazole ligand for ruthenium and iridium catalyzed C=C and C=O hydrogenations in water/organic solvent biphasic systems. Appl. Catal. A-Gen. 2015, 503, 20–25. [Google Scholar] [CrossRef]
- Beghetto, V.; Scrivanti, A.; Bertoldini, M.; Aversa, M.; Zancanaro, A.; Matteoli, U. A practical, enantioselective synthesis of the fragrances canthoxal and silvial®, and evaluation of their olfactory activity. Synthesis 2015, 47, 272–278. [Google Scholar] [CrossRef]
- Lu, S.; Jing, Y.; Feng, B.; Guo, Y.; Liu, X.; Wang, Y. H2-free plastic conversion: Converting PET back to btx by unlocking hidden hydrogen. ChemSusChem 2021, 100514. [Google Scholar] [CrossRef]
- Jing, Y.; Wang, Y.; Furukawa, S.; Xia, J.; Sun, C.; Hülsey, M.J.; Wang, H.; Guo, Y.; Liu, X.; Yan, N. Towards the circular economy: Converting aromatic plastic waste back to arenes over a Ru/Nb2O5 catalyst. Angew. Chem. Int. Ed. 2021, 60, 5527–5535. [Google Scholar] [CrossRef] [PubMed]
- Kratish, Y.; Li, J.; Liu, S.; Gao, Y.; Marks, T.J. polyethylene terephthalate deconstruction catalyzed by a carbon-supported single-site molybdenum-dioxo complex. Angew. Chem. Int. Ed. 2020, 59, 19857–19861. [Google Scholar] [CrossRef]
- Rorrer, J.E.; Beckham, G.T.; Román-Leshkov, Y. Conversion of polyolefin waste to liquid alkanes with ru-based catalysts under mild conditions. JACS Au 2021, 1, 8–12. [Google Scholar] [CrossRef]
- Ellis, L.D.; Orski, S.v.; Kenlaw, G.A.; Norman, A.G.; Beers, K.L.; Román-Leshkov, Y.; Beckham, G.T. tandem heterogeneous catalysis for polyethylene depolymerization via an olefin-intermediate process. ACS Sustain. Chem. Eng. 2021, 9, 623–628. [Google Scholar] [CrossRef]
- Kosloski-Oh, S.C.; Wood, Z.A.; Manjarrez, Y.; de Los Rios, J.P.; Fieser, M.E. Catalytic methods for chemical recycling or upcycling of commercial polymers. Mater. Horiz. 2021, 8, 1084–1129. [Google Scholar] [CrossRef]
- Fernandes, A.C. Reductive depolymerization of plastic waste catalyzed by Zn(OAc)2 2H2O. ChemSusChem 2021, 100514. [Google Scholar] [CrossRef]
- Dogu, O.; Pelucchi, M.; van de Vijver, R.; van Steenberge, P.H.M.; D’hooge, D.R.; Cuoci, A.; Mehl, M.; Frassoldati, A.; Faravelli, T.; van Geem, K.M. The chemistry of chemical recycling of solid plastic waste via pyrolysis and gasification: State-of-the-art, challenges, and future directions. Prog. Energy Combust. 2021, 84. [Google Scholar] [CrossRef]
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.I.; Dhavamani, J.; Gardy, J.; Hassanpour, A.; Nizami, A.S. Catalytic pyrolysis of plastic waste: Moving toward pyrolysis based biorefineries. Front. Energy Res. 2019, 7. [Google Scholar] [CrossRef] [Green Version]
- Ikäheimo, J.; Pursiheimo, E.; Kiviluoma, J.; Holttinen, H. Role of power to liquids and biomass to liquids in a nearly renewable energy system. IET Renew. Power Gener. 2019, 13, 1179–1189. [Google Scholar] [CrossRef]
- Qureshi, M.S.; Oasmaa, A.; Pihkola, H.; Deviatkin, I.; Tenhunen, A.; Mannila, J.; Minkkinen, H.; Pohjakallio, M.; Jaine-ylijoki, J. Pyrolysis of plastic waste: Opportunities and challenges. J. Anal. Appl. Pyrol. 2020, 152. [Google Scholar] [CrossRef]
- Su, J.; Fang, C.; Yang, M.; You, C.; Lin, Q.; Zhou, X.; Li, H. Catalytic pyrolysis of waste packaging polyethylene using alcl3-nacl eutectic salt as catalyst. J. Anal. Appl. Pyrol. 2019, 139, 274–281. [Google Scholar] [CrossRef]
- Jia, J.; Veksha, A.; Lim, T.T.; Lisak, G. In situ grown metallic nickel from X–Ni (X=La, Mg, Sr) oxides for converting plastics into carbon nanotubes: Influence of metal–support interaction. J. Clean. Prod. 2020, 258, 120633. [Google Scholar] [CrossRef]
- Akah, A.; Hernandez-Martinez, J.; Rallan, C.; Garforth, A. Enhanced feedstock recycling of post-consumer plastic waste. Chem. Eng. Trans. 2015, 43, 2395–2400. [Google Scholar] [CrossRef]
- Jumah, A.B.; Tedstona, A.A.; Garforth, A. Hydrocracking of virgin and post-consumer polymers. Microporous Mesoporous Mater. 2021, 315, 110912–110920. [Google Scholar] [CrossRef]
- Lee, W.; Bobbink, F.D.; van Muyden, A.P.; Lin, K.; Corminboeuf, C.; Zamani, R.R.; Dyson, P.J. Catalytic hydrocracking of synthetic polymers into grid-compatible gas streams. Cell Rep. 2021, 2, 100332. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry | Catalyst | Co-Cat. | Reaction Conditions | PET Conv. (%) | Sel. (%) | |||
| T (°C) | H2 (bar) | Solvent | t(h) | |||||
| 1 | 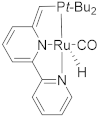 | Kt-BuO | 160 | 54 | Anisole THF | 48 | 99 | 100 1 |
| 2 | 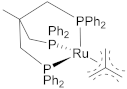 | HNTf | 140 | 100 | Dioxane | 16 | 42 | 64 1 |
| 3 |  | HNTf | 140 | 100 | Dioxane | 16 | 64 | 99 1 |
| 4 | Ru/Nb2O5 | / | 220 | / | H2O | 12 | 91 | 100 2 |
| 5 | Ru/Nb2O5 | / | 200 | 3 | H2O | 12 | 95 | 100 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beghetto, V.; Sole, R.; Buranello, C.; Al-Abkal, M.; Facchin, M. Recent Advancements in Plastic Packaging Recycling: A Mini-Review. Materials 2021, 14, 4782. https://doi.org/10.3390/ma14174782
Beghetto V, Sole R, Buranello C, Al-Abkal M, Facchin M. Recent Advancements in Plastic Packaging Recycling: A Mini-Review. Materials. 2021; 14(17):4782. https://doi.org/10.3390/ma14174782
Chicago/Turabian StyleBeghetto, Valentina, Roberto Sole, Chiara Buranello, Marco Al-Abkal, and Manuela Facchin. 2021. "Recent Advancements in Plastic Packaging Recycling: A Mini-Review" Materials 14, no. 17: 4782. https://doi.org/10.3390/ma14174782
APA StyleBeghetto, V., Sole, R., Buranello, C., Al-Abkal, M., & Facchin, M. (2021). Recent Advancements in Plastic Packaging Recycling: A Mini-Review. Materials, 14(17), 4782. https://doi.org/10.3390/ma14174782