
Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams


Abstract
:1. Introduction
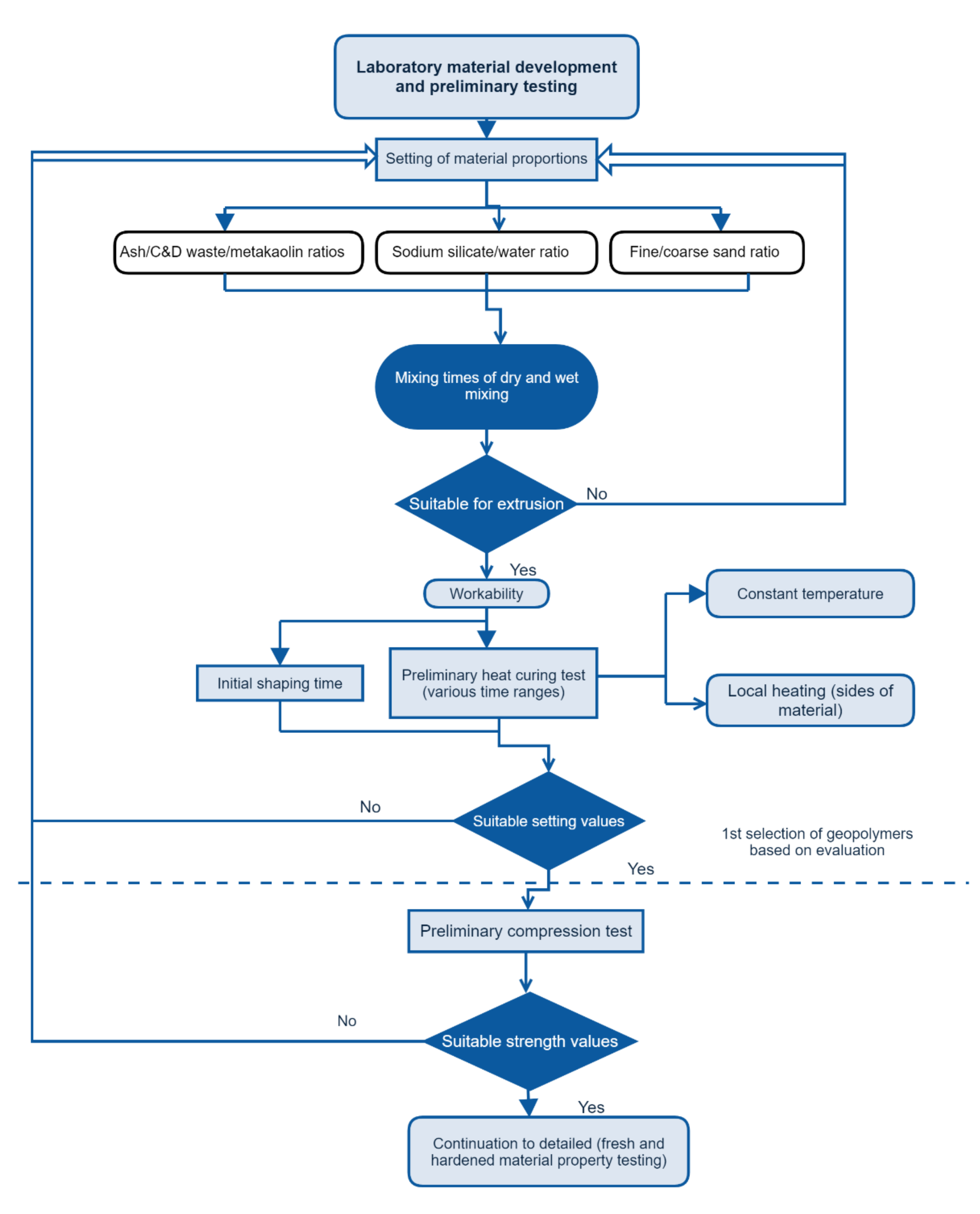
2. Experimental Preparation
2.1. Raw Materials
2.2. Preparation of 3D Printable Geopolymer Materials: Mixing Procedure
2.3. Experimental Methods
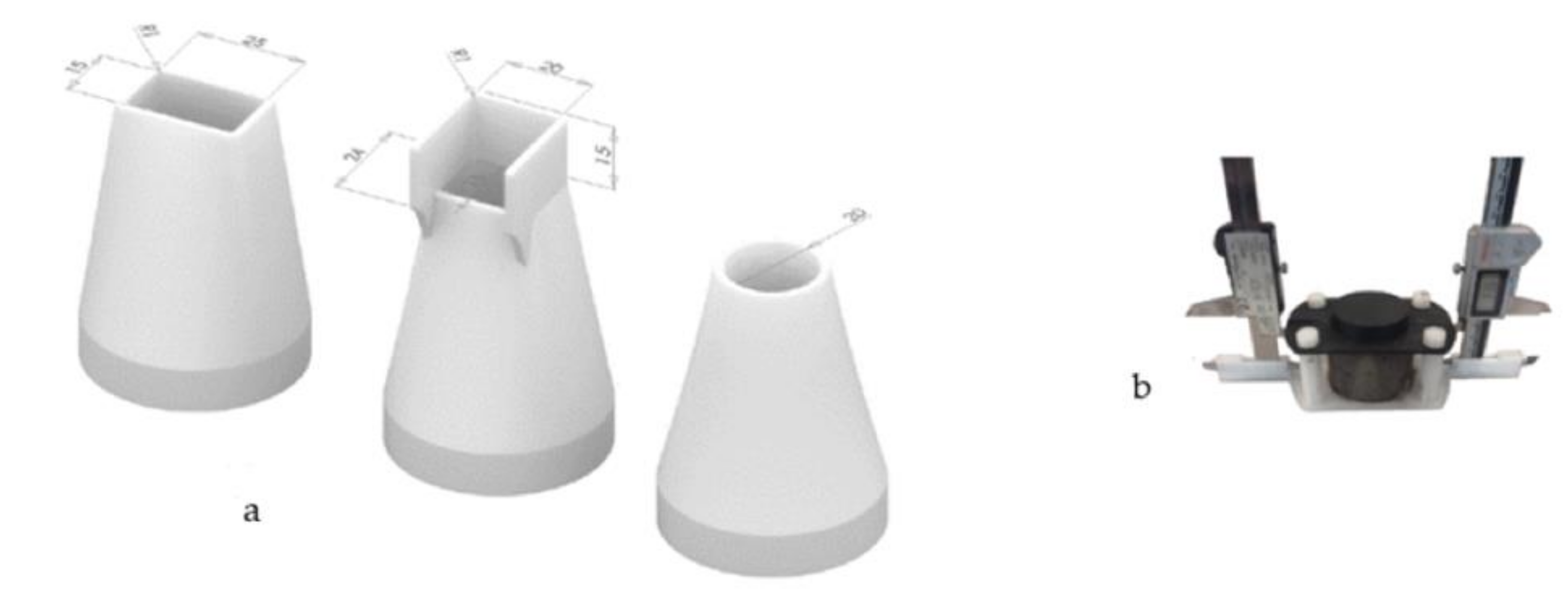
2.3.1. Temperature and Shape Setting
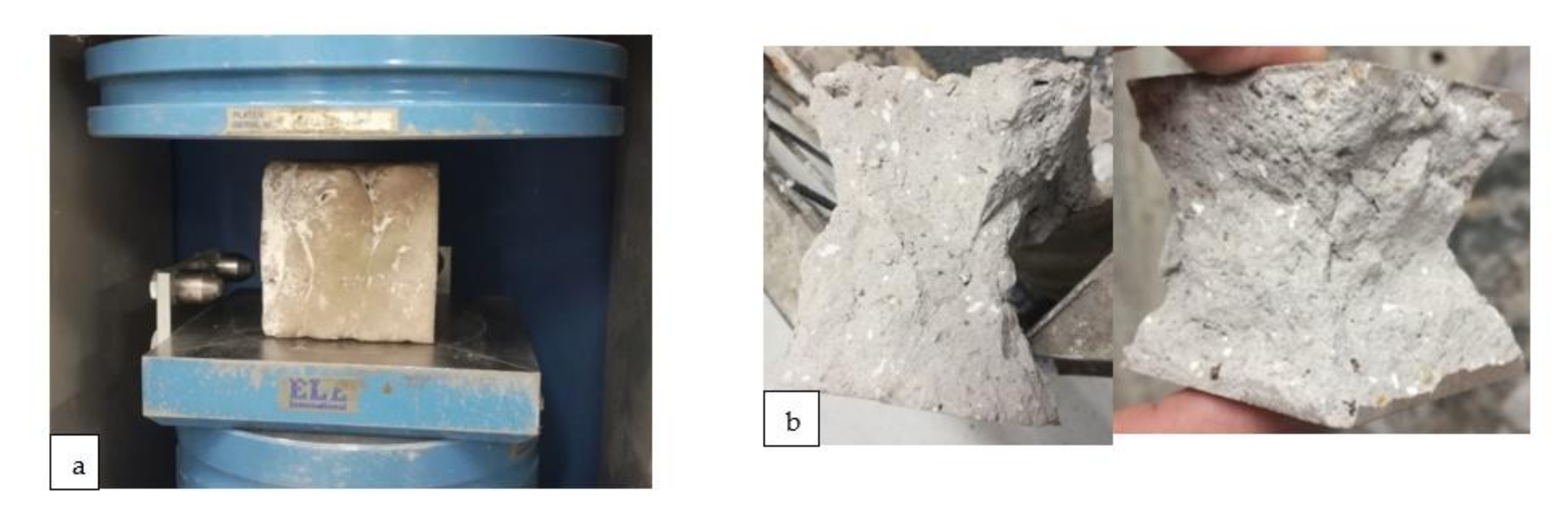
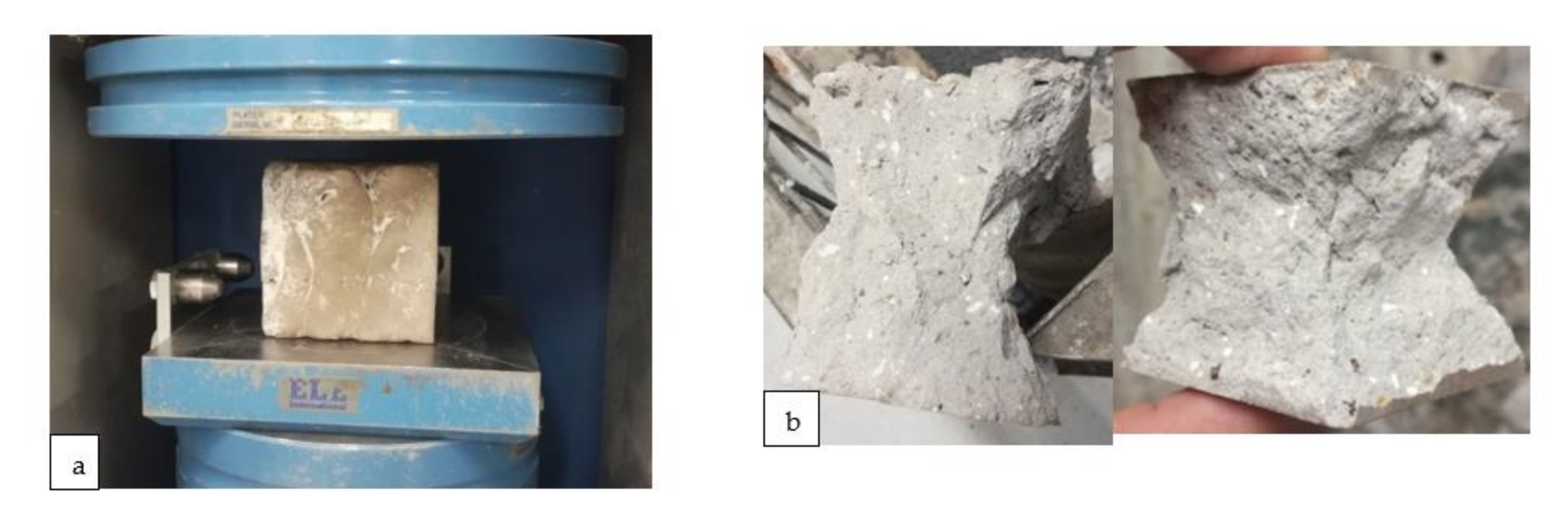
2.3.2. Compressive Strength Test
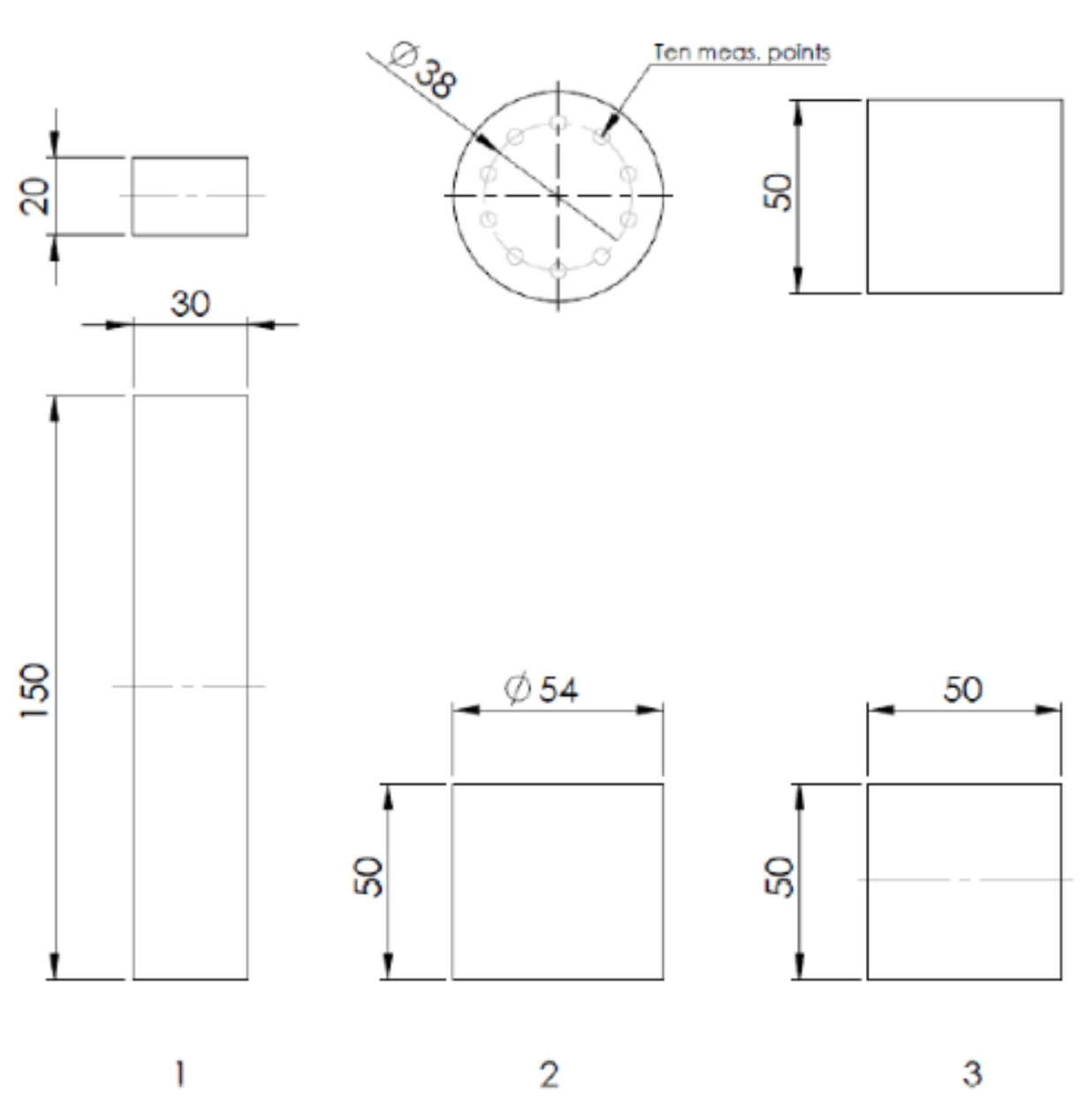
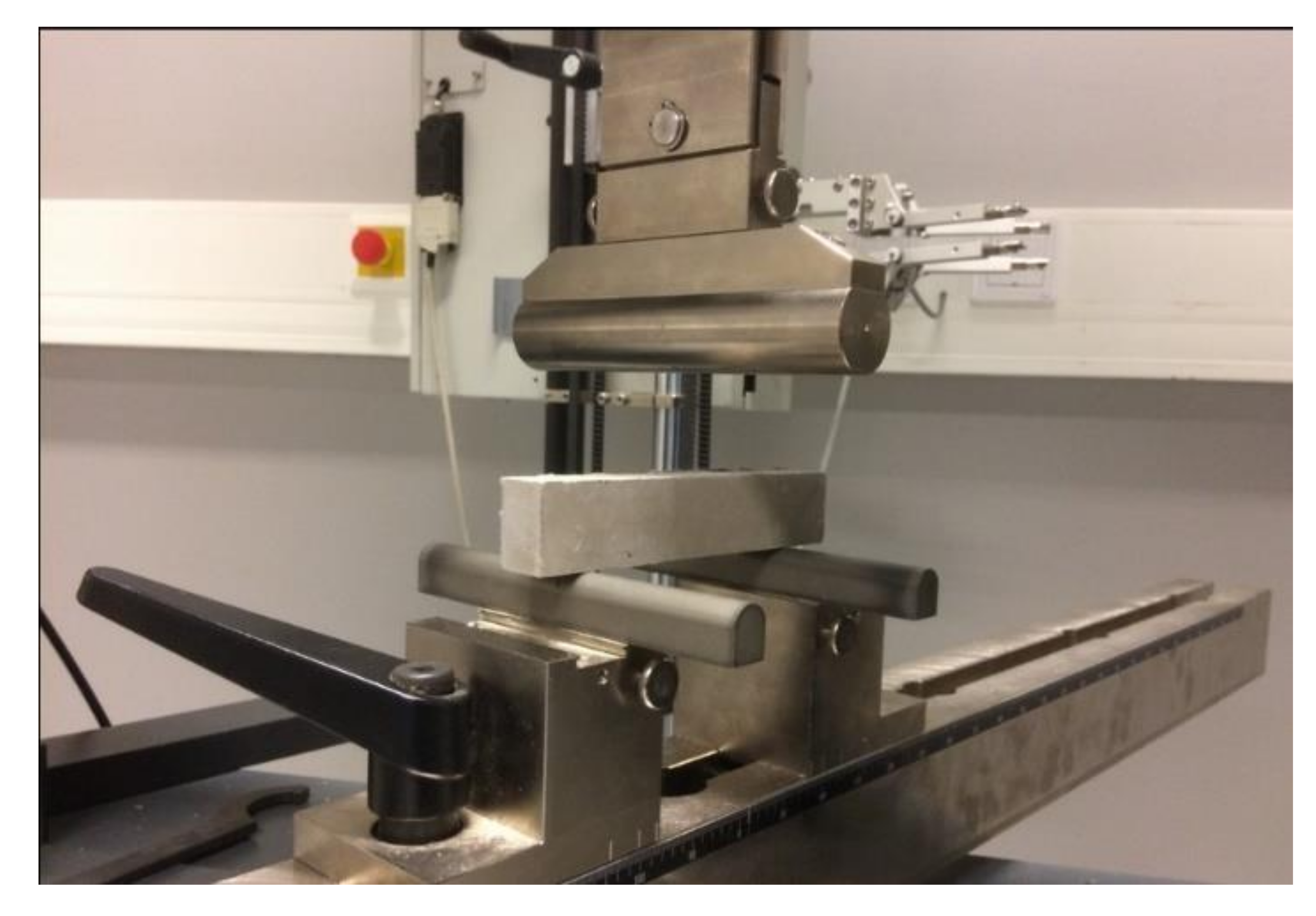
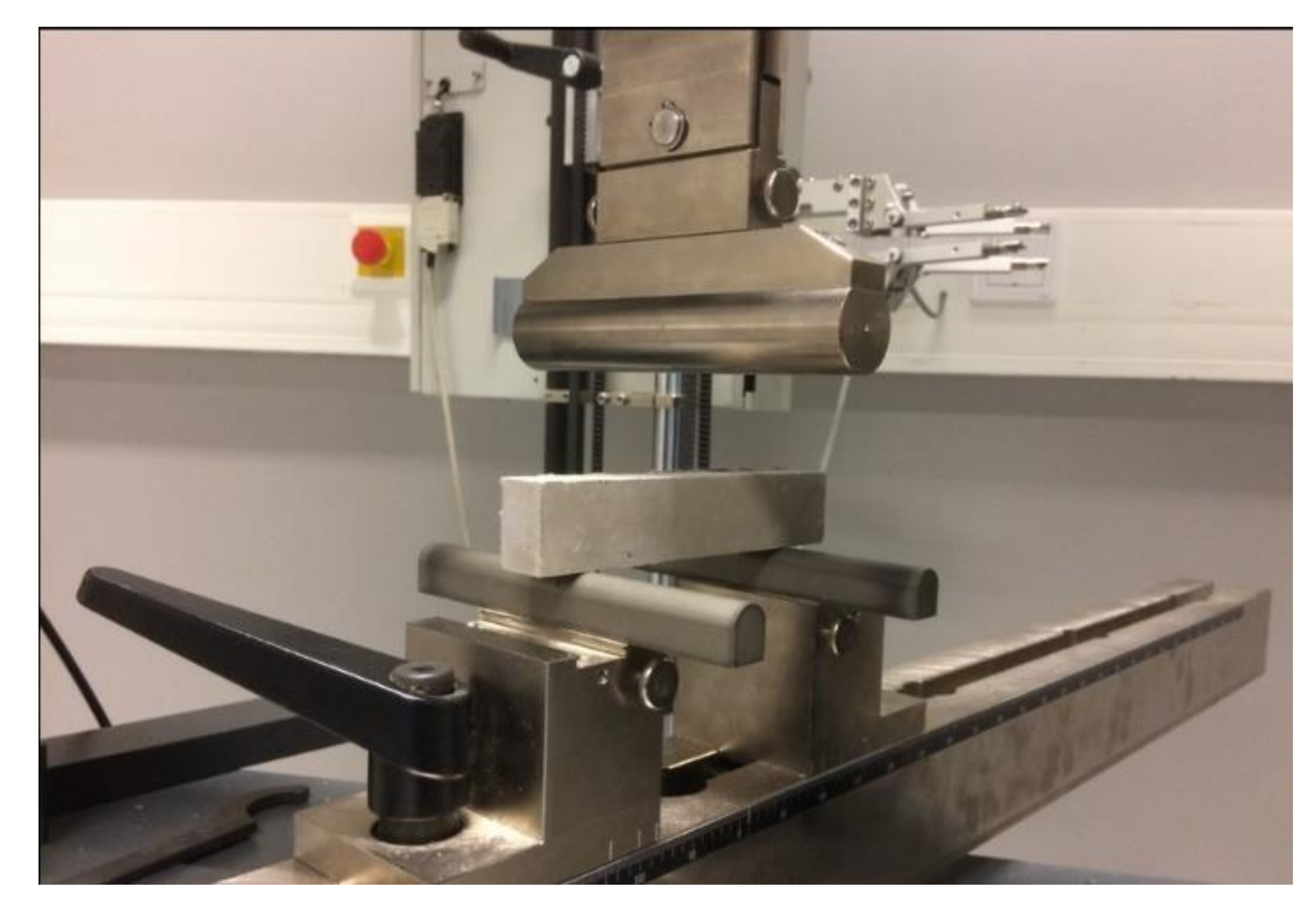
2.3.3. Flexural Strength Test
3. Results and Discussion
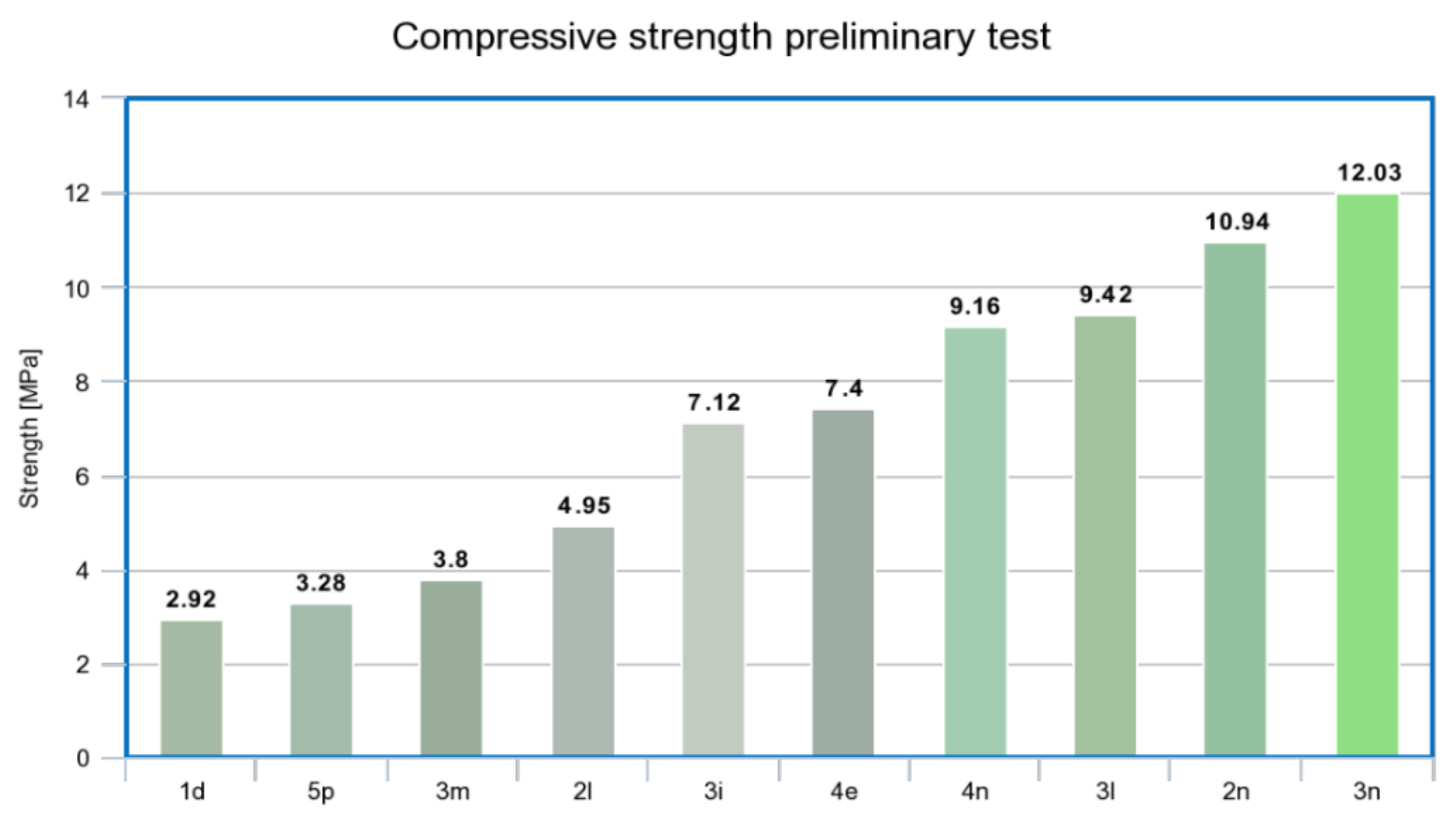
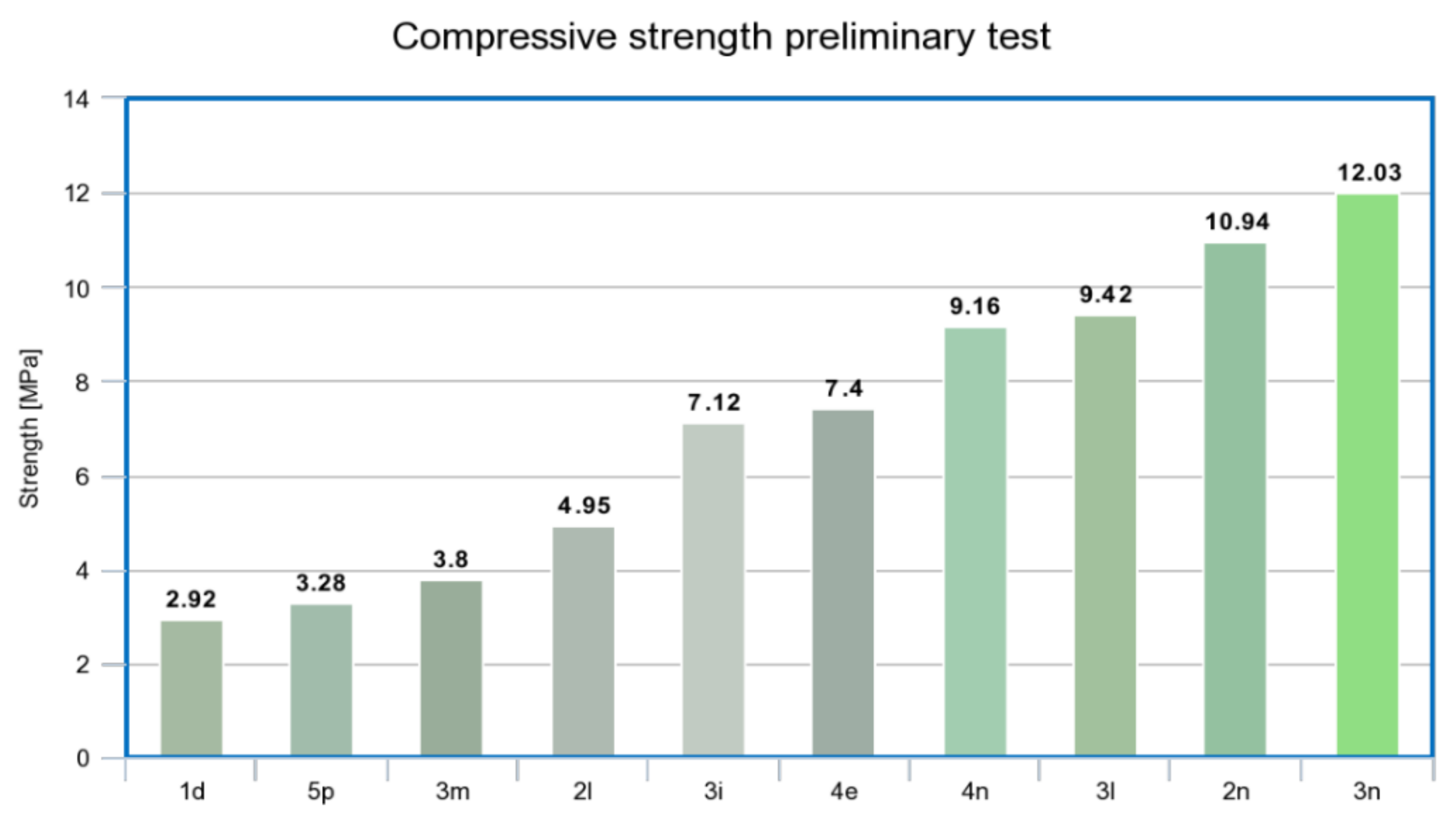
3.1. Preliminary Compression Testing
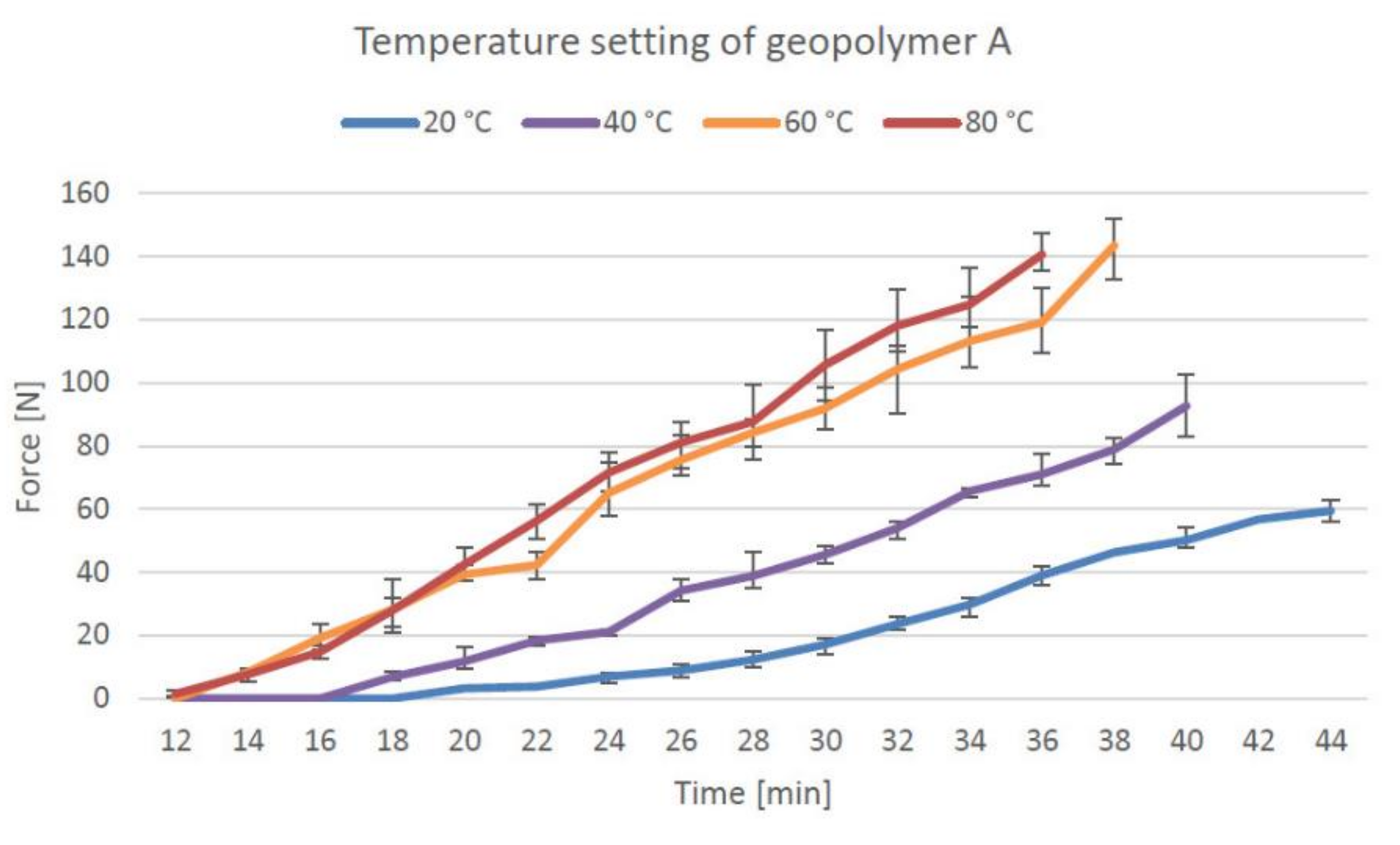
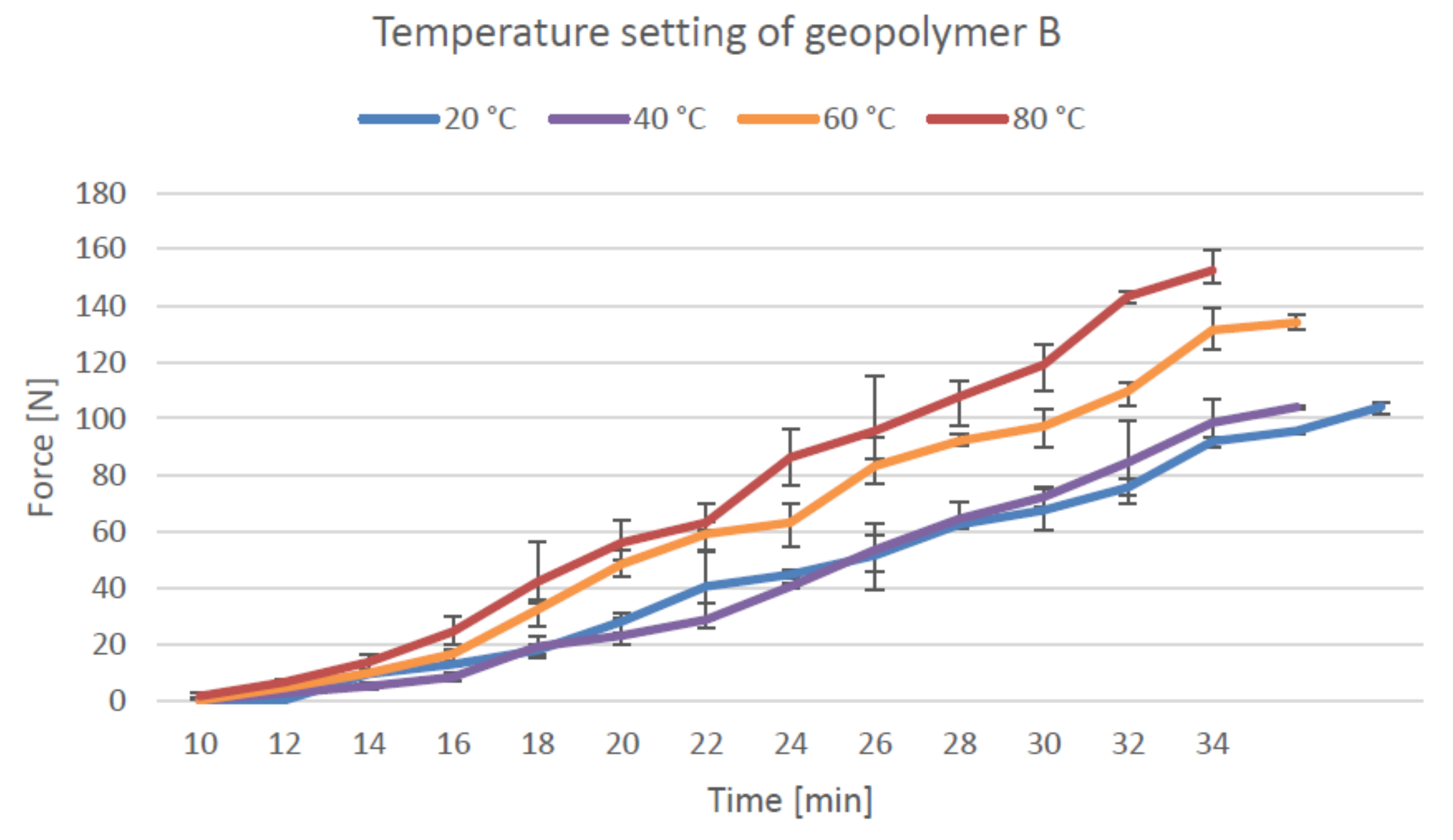
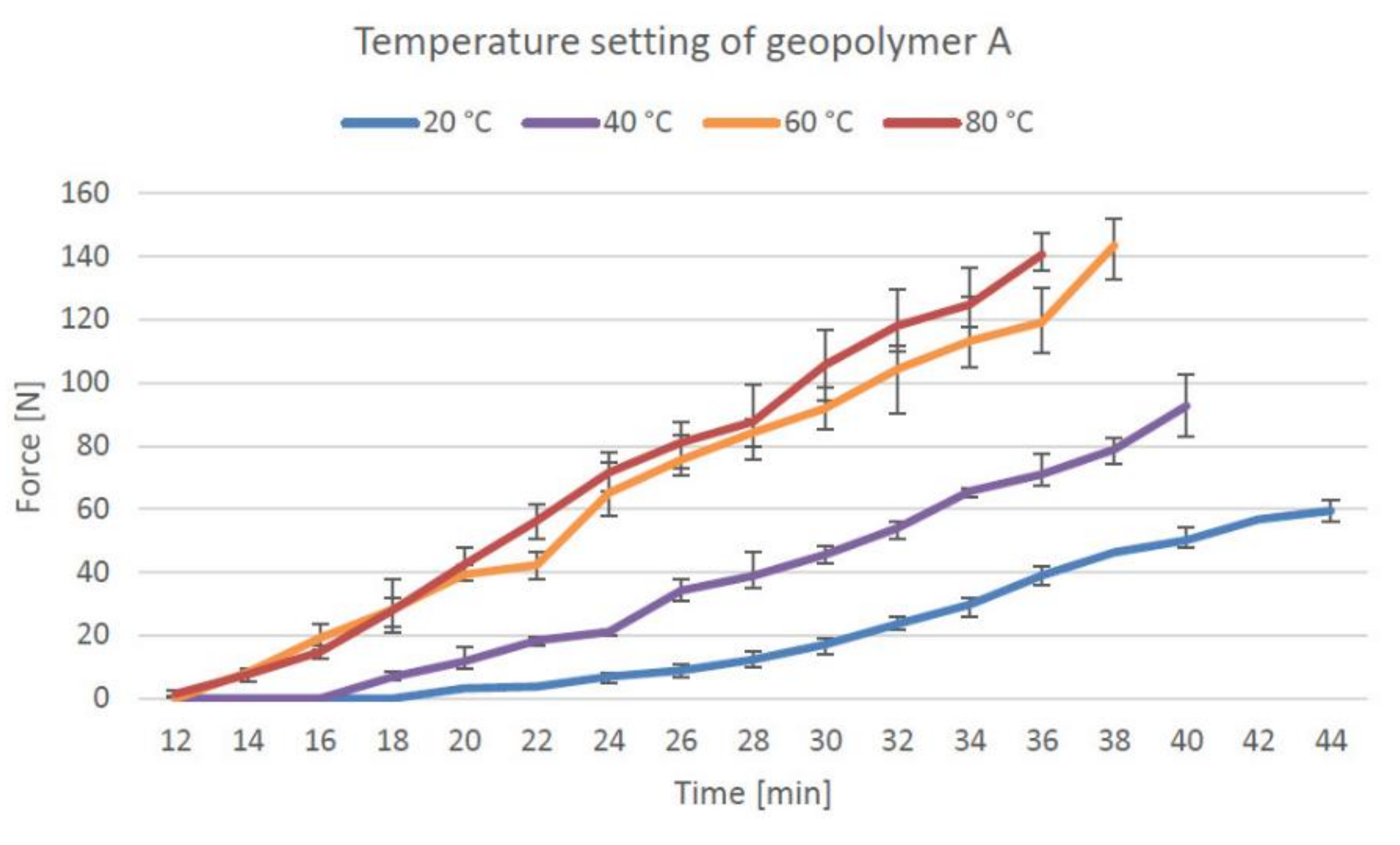
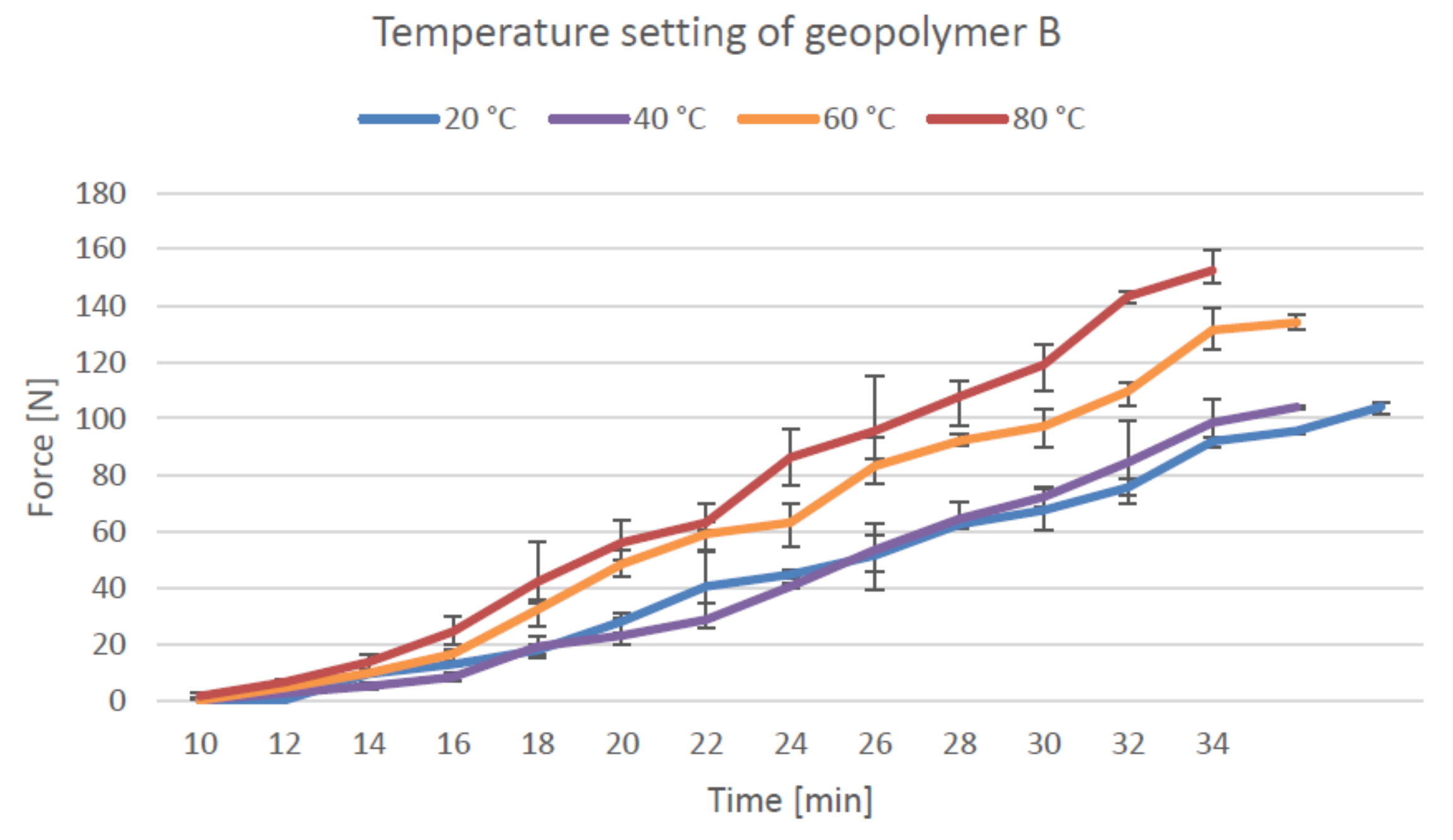
3.2. Temperature Setting
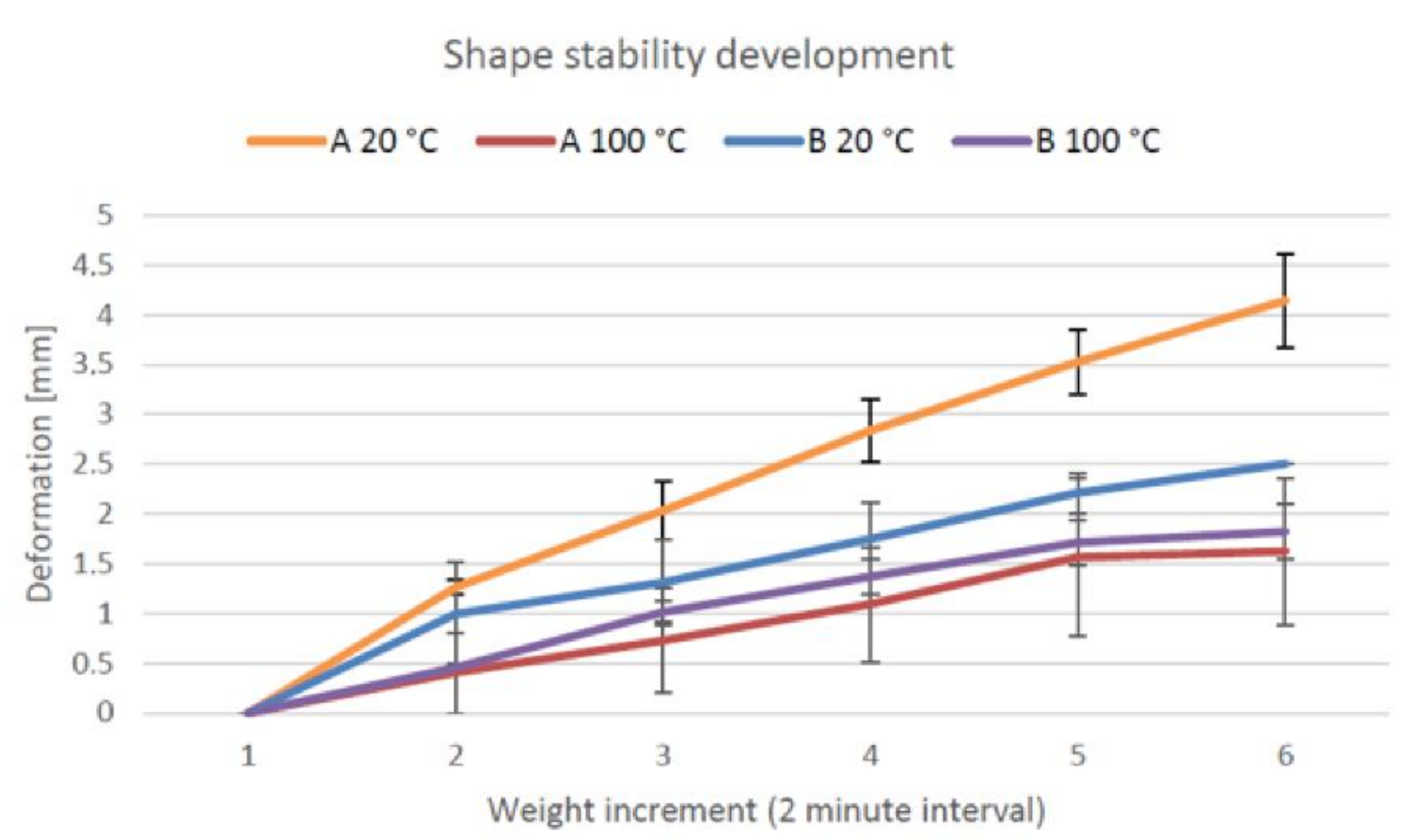
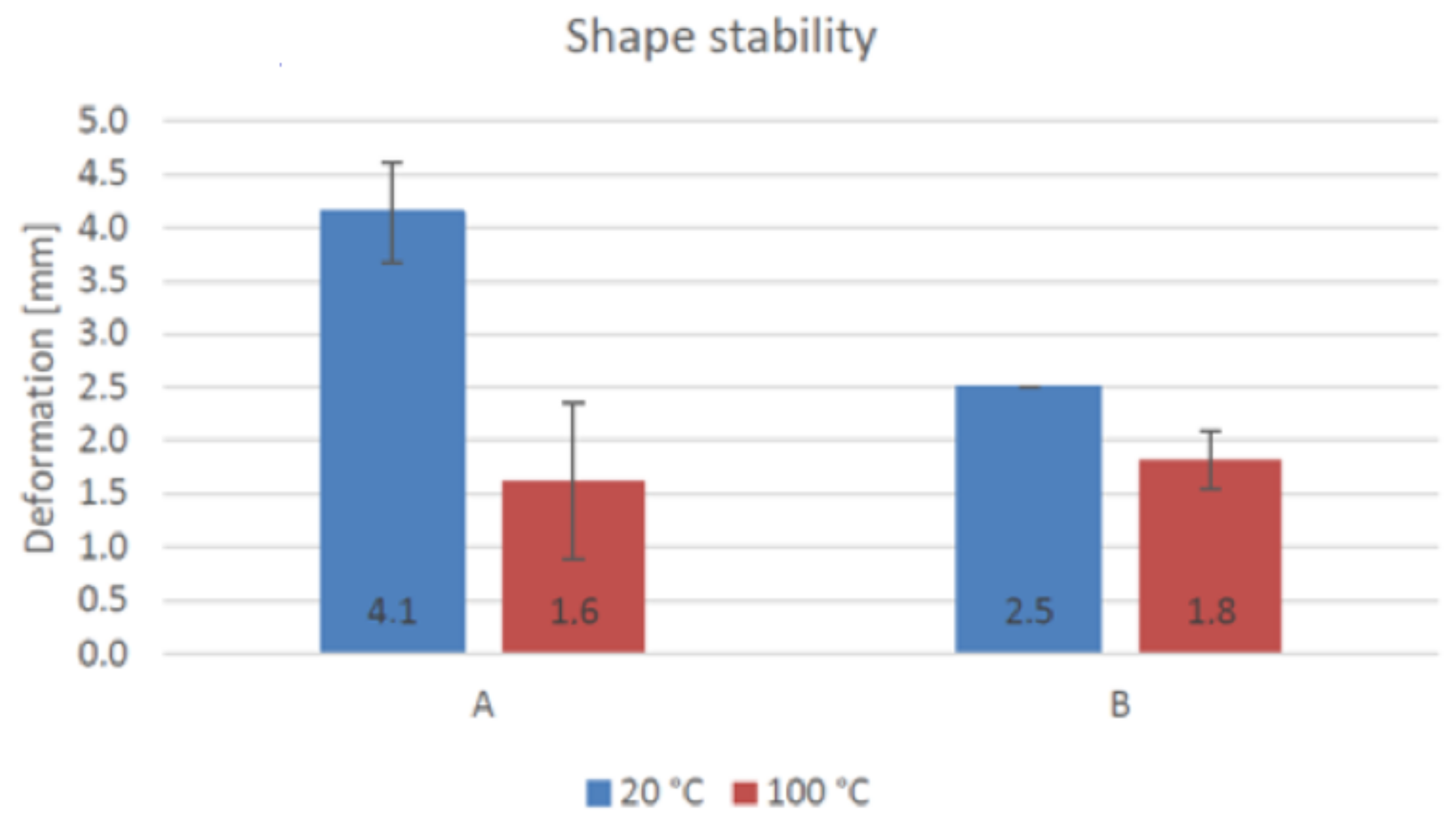
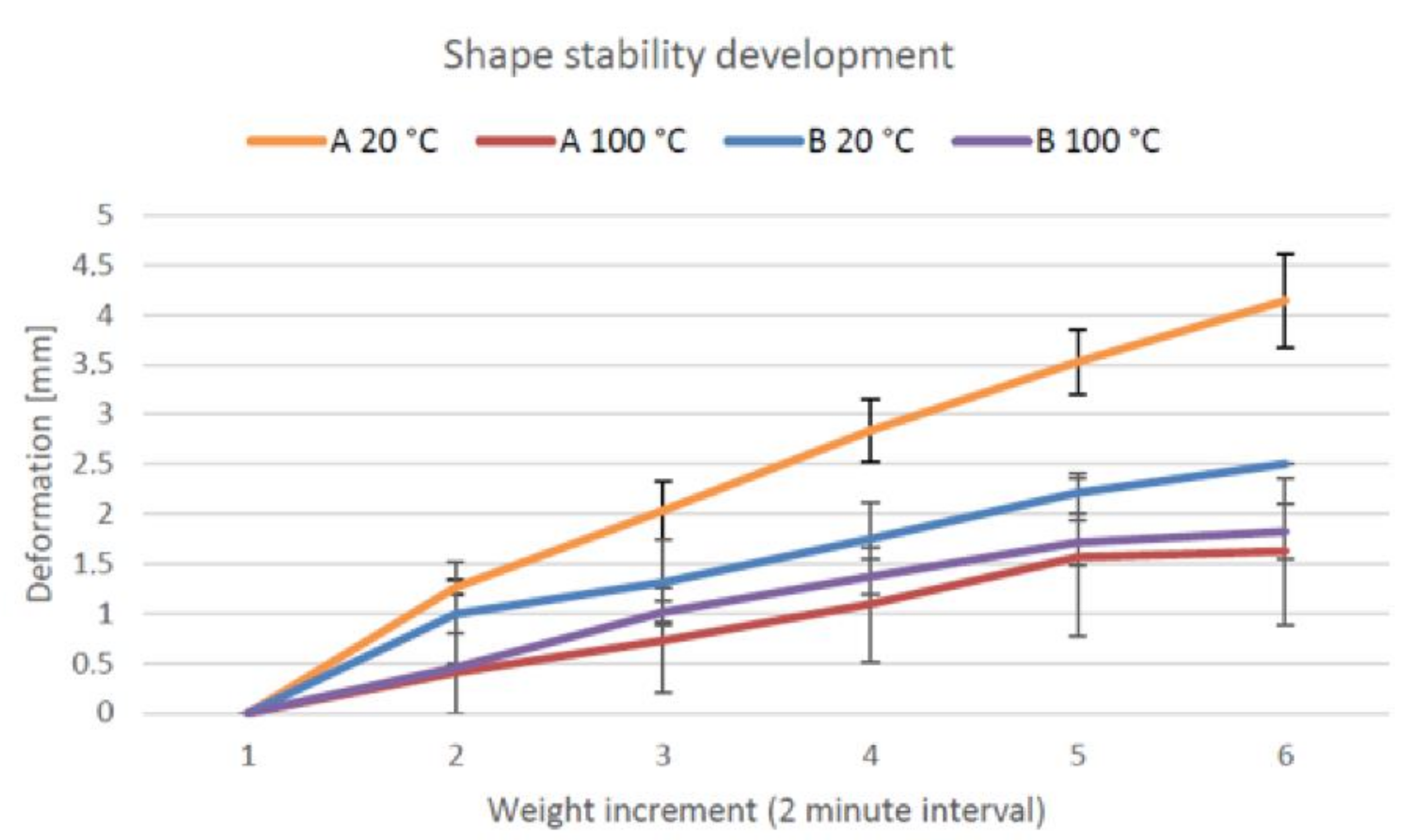
3.3. Shape Stability
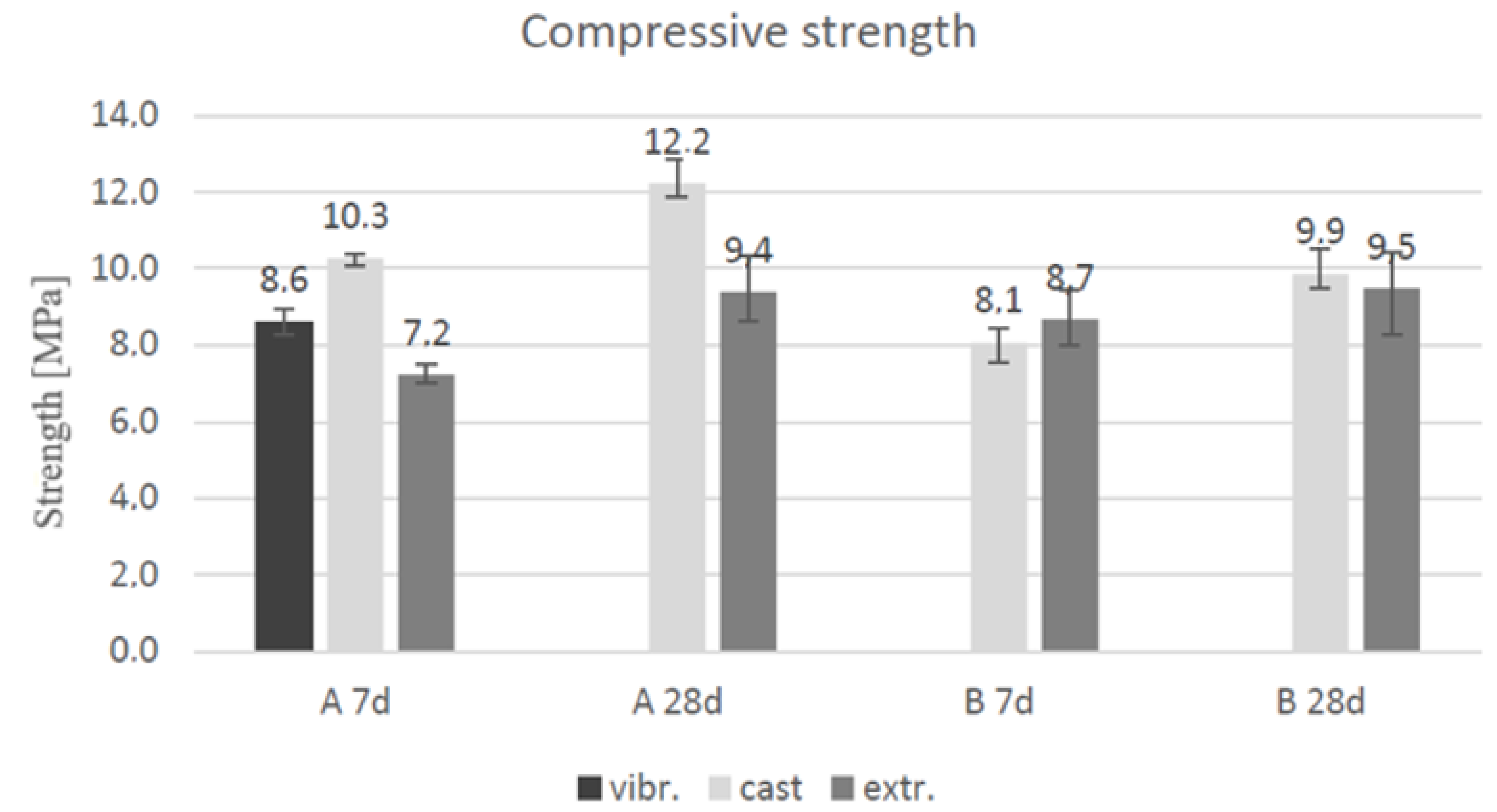
3.4. Compressive Strength Test
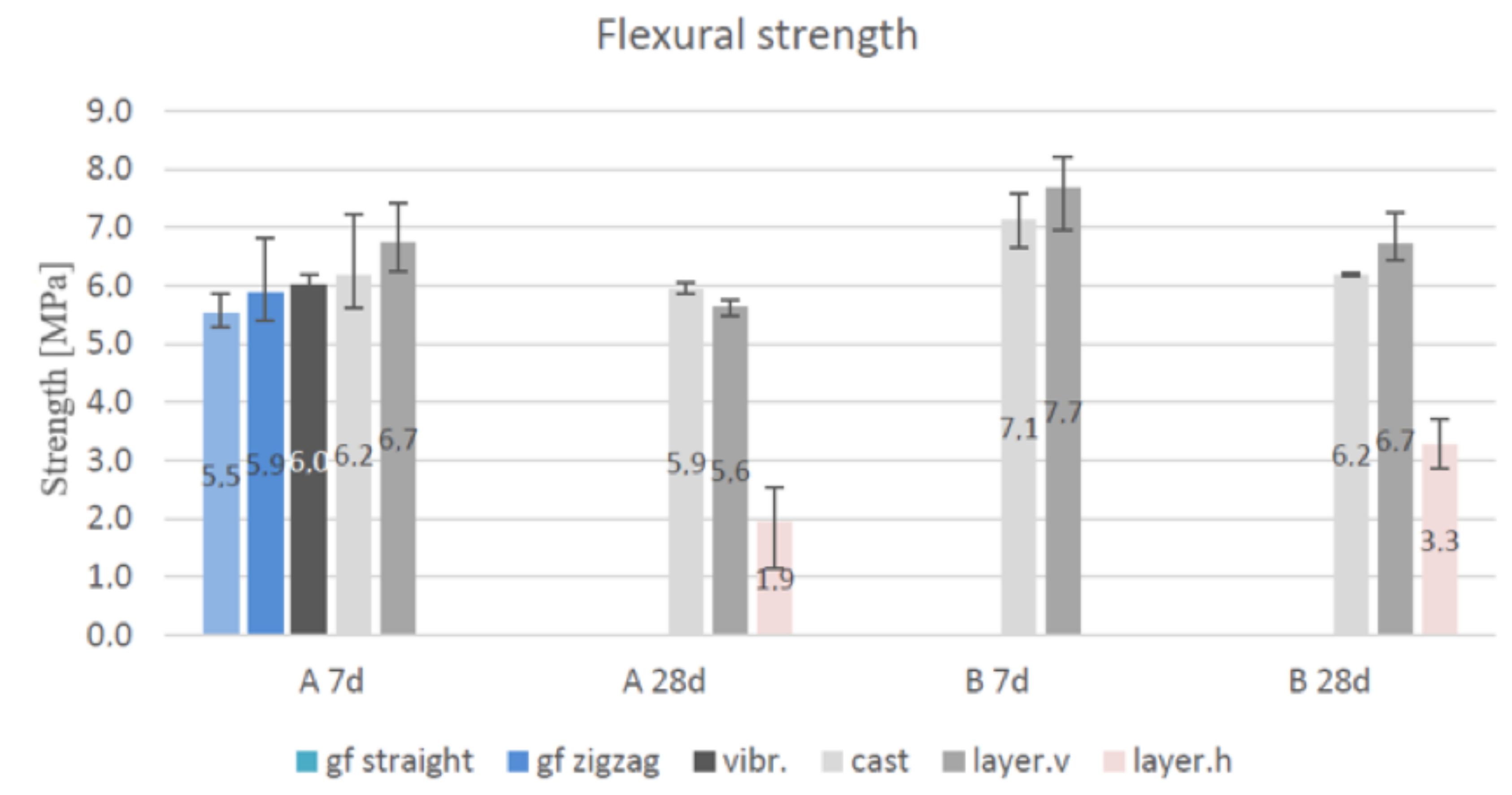
3.5. Flexural Strength Test
3.6. Density
4. Conclusions
- The material properties of the developed geopolymer are considered suitable for 3D printing with few prerequisites. The initial setting times of the geopolymers were investigated at approximately 38 and 44 min, which could be accelerated with the heat introduction.
- Shape stability was observed in 8–10 min, which was enhanced by heating the geopolymer between temperatures of 20 and 100 °C.
- The tested geopolymers cannot be extruded straight after mixing. Therefore, a controlled setting is used in a separate buffer with possible heat introduction before pumping it through an extrusion nozzle.
- The buildability and shape stability are also increased if heat elements are attached to the nozzle with trowels.
- Printability was significantly improved with heat treatment and suitable material proportions.
- Decreasing the amount of recyclable materials used in the geopolymer mix increased its comprehensive strength when commercial aluminosilicate materials were substituted. Flexural strength can be enhanced with additives, which is in contrast to the case of compressive strength. The use of vibration or continuous glass fibre strings could not improve the strength properties of geopolymers, which indicates that alternative solutions are required to enhance the strength properties.
- The development of a 3D printable geopolymer material entirely from recycled materials or waste products is challenging. The use of recycled materials in geopolymers containing aluminium/silicon alone is inadequate for material development. The ash, C&D waste, and separate side streams should be used in a suitable ratio of the elements favourable for geopolymerisation. Nevertheless, it can be concluded that recyclable products can be applied in higher volumes in 3D printable materials even as fillers.
- The compressive strength of geopolymer concrete realised in this research work has potential applications in utility bedding, backfill walls, retaining walls or trenches, filling of sewers, tunnel-shaft construction, bedding materials for pipes, pathways, bedding for footing, pavement kerbs, patio slabs, noise barrier walls, and non-structural work. However, in the future, the aforementioned strength properties can be improved via extensive pre-processing of the recycled materials (e.g., sieving Styrofoam out of C&D waste, etc.) and by using suitable alkaline reagent ratios. The improved compressive strength material has potential for application in structural work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.; G. Al-Ghamdi, S.; Koç, M. Additive manufacturing: Technology, applications, markets, and opportunities for the built environment. Autom. Constr. 2020, 118, 103268. [Google Scholar] [CrossRef]
- Pérez, M.; Carou, D.; Rubio, E.; Teti, R. Current advances in additive manufacturing. Procedia CIRP 2020, 88, 439–444. [Google Scholar] [CrossRef]
- Tankova, T.; da Silva, L. Robotics and Additive Manufacturing in the Construction Industry. Curr. Robot. Rep. 2020, 1, 13–18. [Google Scholar] [CrossRef] [Green Version]
- Rane, K.; Strano, M. A comprehensive review of extrusion-based additive manufacturing processes for rapid production of metallic and ceramic parts. Adv. Manuf. 2019, 7, 155–173. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Bikas, H.; Stavridis, J.; Stavropoulos, P.; Chryssolouris, G. A Design Framework to Replace Conventional Manufacturing Processes with Additive Manufacturing for Structural Components: A Formula Student Case Study. Procedia CIRP 2016, 57, 710–715. [Google Scholar] [CrossRef]
- Buswell, R.; Leal de Silva, W.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Mohan, M.; Rahul, A.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2021, 115, 103855. [Google Scholar]
- Lim, J.; Panda, B.; Pham, Q. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, D.; Lin, X.; Zhang, T. The study of the structure rebuilding and yield stress of 3D printing geopolymer pastes. Constr. Build. Mater. 2018, 184, 575–580. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Nazari, A.; Bagheri, A. Mechanical properties of layered geopolymer structures applicable in concrete 3D-printing. Constr. Build. Mater. 2018, 176, 690–699. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Panda, B.; Noor Mohamed, N.; Paul, S.; Bhagath Singh, G.; Tan, M.; Šavija, B. The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and mechanical properties of admixtures modified 3D printing sulphoaluminate cementitious materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Chen, Y.; Chaves Figueiredo, S.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The Effect of Viscosity-Modifying Admixture on the Extrudability of Limestone and Calcined Clay-Based Cementitious Material for Extrusion-Based 3D Concrete Printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Salman, N.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Zhang, G.; Yang, H.; Ju, C.; Yang, Y. Novel selection of environment-friendly cementitious materials for winter construction: Alkali-activated slag/Portland cement. J. Clean. Prod. 2020, 258, 120592. [Google Scholar] [CrossRef]
- Nikolov, A.; Rostovsky, I.; Nugteren, H. Geopolymer materials based on natural zeolite. Case Stud. Constr. Mater. 2017, 6, 198–205. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of Type of Fiber on Inter-Layer Bond and Flexural Strengths of Extrusion-Based 3D Printed Geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F. Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram. Int. 2015, 41, 5696–5704. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J. Effect of different superplasticizers and activator combinations on workability and strength of fly ash based geopolymer. Mater. Des. 2014, 57, 667–672. [Google Scholar] [CrossRef]
- Ueng, T.; Lyu, S.; Chu, H.; Lee, H.; Wang, T. Adhesion at interface of geopolymer and cement mortar under compression: An experimental study. Constr. Build. Mater. 2012, 35, 204–210. [Google Scholar] [CrossRef]
- Ma, C.; Awang, A.; Omar, W. Structural and material performance of geopolymer concrete: A review. Constr. Build. Mater. 2018, 186, 90–102. [Google Scholar] [CrossRef]
- Zain, H.; Abdullah, M.; Hussin, K.; Ariffin, N.; Bayuaji, R. Review on Various Types of Geopolymer Materials with the Environmental Impact Assessment. In Proceedings of the MATEC Web Conference, Sibiu, Romania, 7–9 June 2017; Volume 97, p. 01021. [Google Scholar]
- Menegaki, M.; Damigos, D. A review on current situation and challenges of construction and demolition waste management. Curr. Opin. Green Sustain. Chem. 2018, 13, 8–15. [Google Scholar] [CrossRef]
- Construction & Demolition Waste, Cembureau.Eu. 2021. Available online: https://cembureau.eu/policy-focus/sustainable-construction/construction-demolition-waste/ (accessed on 21 June 2021).
- Bacher, J.; Laine-Ylijoki, J.; Luoranen, M. Directions of Future Developments in Waste Recycling; Meinander, M., Mroueh, U.-M., Eds.; JULKAISIJA–UTGIVARE, (Tekniikantie 4 A, Espoo); VTT Technical Research Centre of Finland: Esper, Finland, 2021; Available online: http://www.vtt.fi/publications/index.jsp (accessed on 21 June 2021).
- Liikanen, M.; Havukalnen, J.; Grönman, K.; Horttanalnen, M. Constructiion and demolition waste streams from the material recovery point of view: A case study of the South Karelia region, Finland. Waste Manag. Environ. IX 2018. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Li, B. Study on the essential properties of recycled powders from construction and demolition waste. J. Clean. Prod. 2020, 253, 119865. [Google Scholar] [CrossRef]
- Letelier, V.; Ortega, J.; Muñoz, P.; Tarela, E.; Moriconi, G. Influence of Waste Brick Powder in the Mechanical Properties of Recycled Aggregate Concrete. Sustainability 2018, 10, 1037. [Google Scholar] [CrossRef] [Green Version]
- Ortega, J.; Letelier, V.; Solas, C.; Moriconi, G.; Climent, M.; Sánchez, I. Long-term effects of waste brick powder addition in the microstructure and service properties of mortars. Constr. Build. Mater. 2018, 182, 691–702. [Google Scholar] [CrossRef] [Green Version]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.; Mohamed, N.; Tay, Y.; Tan, M. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Paul, S.; Tay, Y.; Panda, B.; Tan, M. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.A.N.; Tay, D.Y.W.; He, L.; Tan, M. Effects of slag addition on bond strength of 3D printed geopolymer mortar: An experimental investigation. In Proceedings of the 3rd International Conference on Progress in Additive Manufacturing (Pro-AM 2018), Nanyang Technological University; Singapore, 4–17 May 2018, 17 May 2018; pp. 62–67. Available online: https://hdl.handle.net/10356/88254 (accessed on 21 June 2021).
- Lechner, P.; Hartmann, C.; Ettemeyer, F.; Volk, W. A Plane Stress Failure Criterion for Inorganically-Bound Core Materials. Materials 2021, 14, 247. [Google Scholar] [CrossRef]
- Stauder, B.; Berbic, M.; Schumacher, P. Mohr-Coulomb failure criterion from unidirectional mechanical testing of sand cores after thermal exposure. J. Mater. Process. Technol. 2019, 274, 116274. [Google Scholar] [CrossRef]
- Paul, S.; van Zijl, G.; Tan, M.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction. Sci. China Technol. Sci. 2017, 61, 475–495. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Adam, A.; Horianto, X. The Effect of Temperature and Duration of Curing on the Strength of Fly Ash Based Geopolymer Mortar. Procedia Eng. 2014, 95, 410–414. [Google Scholar]
- Panda, B.; Paul, S.; Hui, L.; Tay, Y.; Tan, M. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Peltonen, R. Process Solutions of Extrusion-based Additive Manufacturing for Geopolymers and 3D Printable Material Properties. Master’s Thesis, Lappeenranta University of Technology (LUT), Lappeenranta, Finland, 2019. Available online: https://lutpub.lut.fi/handle/10024/159328 (accessed on 11 April 2021).
- ASTM C403/C403M-08. Standard Test Method for Time of Setting of Concrete Mixtures by Penetration Resistance; American Society of Testing and Materials: West Conshohocken, PA, USA, 2008; p. 7. [Google Scholar]
- SFS-EN 12390-3. Testing Hardened Concrete. Part 3: Compressive Strength of Test Specimens; Finnish Standards Association: Helsinki, Finland, 2009; p. 19. [Google Scholar]
- SFS-EN 196-1. Methods of Testing Cement. Part 1: Determination of Strength; Finnish Standards Association: Helsinki, Finland, 2016; p. 32. [Google Scholar]
- SFS-EN 12390-5. Testing Hardened Concrete. Part 5: Flexural Strength of Test Specimens; Finnish Standards Association: Helsinki, Finland, 2009; p. 11. [Google Scholar]
- Panda, B.; Chandra Paul, S.; Jen Tan, M. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.; Lukey, G.; Palomo, A.; van Deventer, J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2006, 42, 2917–2933. [Google Scholar] [CrossRef]
- Daukšys, M.; Pocius, R.; Venčkauskas, L.; Augonis, M.; Kelpša, Š. Influence of the concrete mixture compaction time on density and compressive strength of hardened concrete samples. J. Sustain. Archit. Civ. Eng. 2015, 11, 79–87. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | C&D W | Bark Ash | Fly Ash | Metakaolin | Glass Wool |
|---|---|---|---|---|---|
| Al [%] | 8.5 | 6.5 | 3.3 | 21.2 | 28.9 |
| Si [%] | 23.8 | 6.2 | 7.6 | 25.7 | 1.3 |
| Material | Fly Ash | Bark Ash | Sand Fine | Sand Coarse | C&D W |
|---|---|---|---|---|---|
| Moisture [%] | 10.38 | 0.07 | 11.54 | 2.23 | 21.87 |
| Mix | Mixability | Geopolymer Mix Initial Stage | Initial Workable Time | Extrudability | Curing Appearance After 1 Day | Water-to-Silicate Ratio | Silicate-to-Binder Ratio | Al-to-Si ratio | Waste Materials |
|---|---|---|---|---|---|---|---|---|---|
| 1d | Mixed ingredients in liquid form | Sticky and low slump, partially maintains shape | Material sets under 3 min | Material started to tear after initial setting time | Cracking on surface | Above 5 (6) | Between 3.5 and 4. | Between 1.8 and 2.3 | 50–55% |
| 5p | Ingredients mixed well | Sticky and low slump | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | 0 | Between 1.4 and 1.6 | 55–60%. |
| 3m | Ingredients mixed/liquid absorbed not well | Sticky and low slump | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 2.5 and 3 | Between 1.8 and 2.3 | 60% or higher |
| 2l | Ingredients mixed/liquid absorbed not well | Maintains its shape but partly sticky | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 2.5 and 3 | Between 1.6 and 1.8 | 55–60% |
| 3i | Ingredients mixed/ but stiffness or low viscosity | Maintains its shape but partly sticky | More than 5 min | 7.5 | No powder formation/uniform colour | 6 | Between 2.0 and 2.5 | Between 1.4 and 1.6 | 55–60% |
| 4e | Ingredients mixed well | Maintains its shape but partly sticky | More than 5 min | 7.5 | No powder formation/uniform colour | 6 | Between 2.0 and 2.5 | Between 1.4 and 1.6 | 55–60% |
| 4n | Ingredients mixed but breakdown in crumbles | Possible to shape and does not fracture | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 2.5 and 3 | Between 1.4 and 1.6 | 55–60% |
| 3l | Ingredients mixed/ but stiffness or low viscosity | Maintains its shape but partly sticky | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 1.5 and 2,0 | Between 1.6 and 1.8 | 55–60% |
| 2n | Ingredients mixed well | Sticky and low slump | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 2.5 and 3 | Between 1.4 and 1.6 | 55–60% |
| 3n | Ingredients mixed well | Maintains its shape but partly sticky | More than 5 min | 7.5 | No powder formation/uniform colour | 7.5 | Between 2.5 and 3 | Between 1.4 and 1.6 | 55–60% |
| Mix | Ash | C&D Waste | Metakaolin | Reagent | Water | Sand c | Sand F | Al | Si | Curing Min |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 d | 9 | 28 | 13 | 13 | 23 | 14 | 10.5 | 5.7 | 4 | |
| 5 p | 13 | 11 | 35 | 9 | 15 | 13 | 4.6 | 1.8 | 8 | |
| 3 m | 15 | 13 | 3 | 21 | 9 | 26 | 13 | 5 | 2.2 | 6 |
| 2 l | 7 | 10 | 13 | 21 | 10 | 26 | 13 | 6.2 | 3.8 | 17 |
| 3 i | 7 | 9 | 13 | 15 | 16 | 26 | 13 | 6.2 | 4 | 5 |
| 4 e | 7 | 10 | 13 | 15 | 16 | 26 | 13 | 6.1 | 4 | 7 |
| 4 n | 7 | 9.5 | 13 | 22 | 9 | 30 | 9 | 6 | 4 | 9 |
| 3 l | 10 | 10 | 13 | 22 | 6 | 26 | 13 | 6.5 | 3.9 | 8 |
| 2 n | 7 | 10 | 13 | 22 | 9 | 30 | 9 | 6.2 | 4.1 | 10 |
| 3 n | 7 | 10 | 13 | 22 | 6 | 30 | 9 | 6.2 | 4.1 | 8 |
| Tests (Materials A and B) | Number of Samples |
|---|---|
| Compression testing (A and B) | 24 |
| Flexural testing (A and B) | 24 |
| Casted vibration specimens for compressive testing (A) | 3 |
| Flexural testing (making layers in the vertical direction for curing for 28 days) (A and B) | 6 |
| Flexural test with continuous glass fibre (A) | 6 |
| Samples casted for flexural testing in vibration table (A) | 3 |
| Setting test (A and B) | 24 |
| Shape stability (A and B) | 12 |
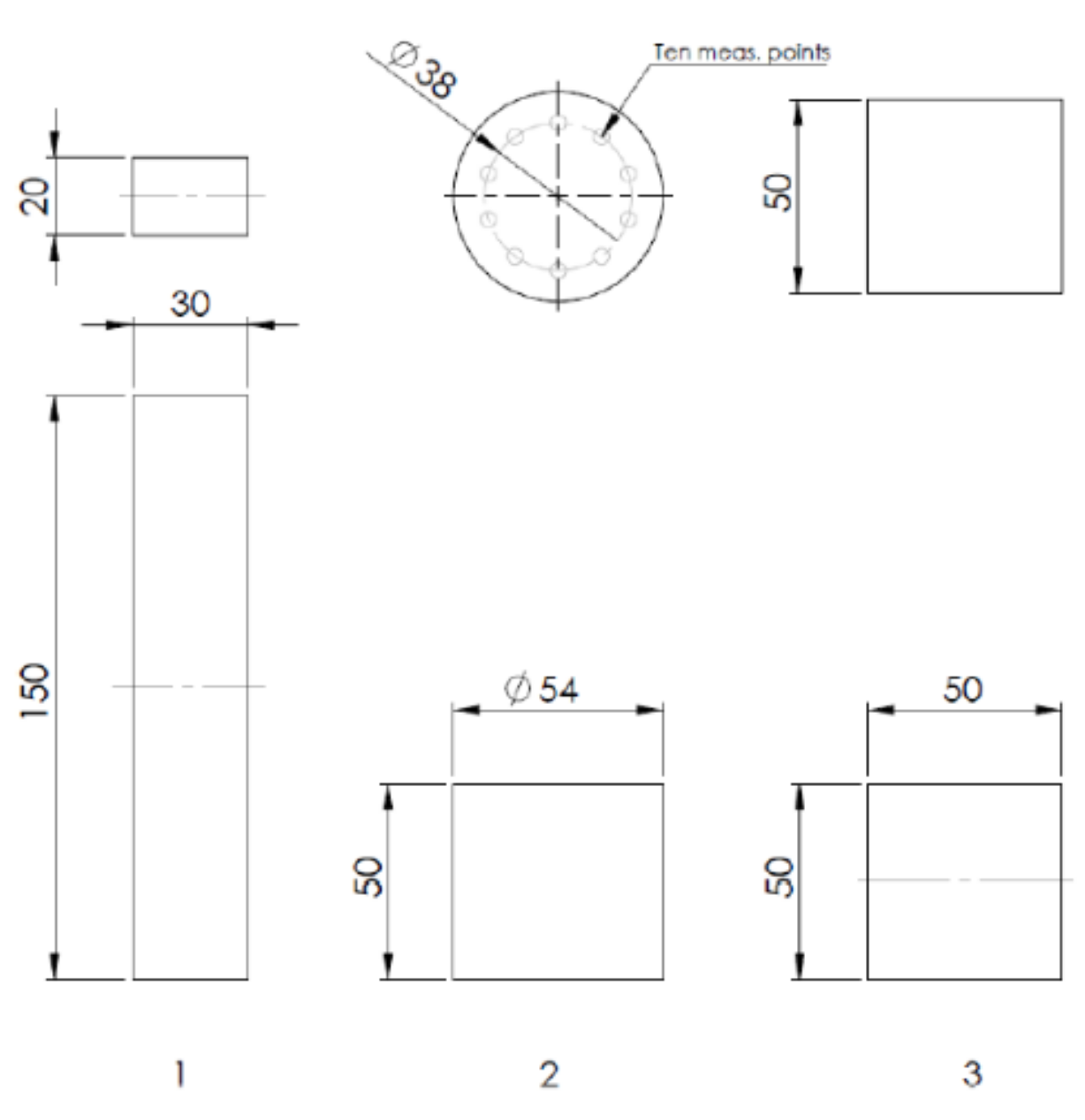
| Test | Preparation | Specimens | Amount | Measurements |
|---|---|---|---|---|
| Temperature setting | Temperatures of 20, 40, 60, and 80 °C | Cylindrical container: diameter 54 mm and height 50 mm | 3 samples for each temperature (12 total) | 13 penetrations (2-min interval) |
| Shape stability | Temperatures 20 and 100 °C on sides | Cylindrical container: diameter 54 mm and height 50 mm | 3 samples for each temperature (6 total) | 5 layers load (2-min interval) |
| Compression | 7- and 28-day hardened samples (cast and layered) | 50 × 50 × 50 mm cube (4-min intervals for layers) | 6 samples for each day (3 samples with layer structure) | Samples loaded until fracture (0.9 kN/s) |
| Flexural | 7- and 28-day hardened samples (cast and layered) | 150 × 30 × 20 mm (10-min intervals for layers) | 6 samples for each day (3 samples with layer structure) | Samples loaded until fracture (3.55 N/s) |
| Material Sample | Compressive Strength (MPa) (2 n) | Compressive Strength (MPa) (3 n) |
|---|---|---|
| 1 | 10.93 | 12.02 |
| 2 | 10.94 | 12.03 |
| 3 | 10.93 | 12.02 |
| 4 | 10.94 | 12.03 |
| 5 | 10.92 | 12.03 |
| 6 | 10.94 | 12.02 |
| 7 | 10.92 | 12.01 |
| 8 | 10.93 | 12.03 |
| 9 | 10.93 | 12.02 |
| 10 | 10.94 | 12.03 |
| Mean value | 10.932 | 12.024 |
| Sample | Sample A after 7-Days Curing [kg/m3] | Sample A after 28-Days Curing [kg/m3] | Sample B after 7-Days Curing [kg/m3] | Sample B after 7-Days Curing [kg/m3] |
|---|---|---|---|---|
| Casted | 1693 | 1618 | 1752 | 1621 |
| Extruded | 1806 | 1635 | 1756 | 1666 |
| Vibrated | 1637 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Munir, Q.; Peltonen, R.; Kärki, T. Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams. Materials 2021, 14, 4758. https://doi.org/10.3390/ma14164758
Munir Q, Peltonen R, Kärki T. Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams. Materials. 2021; 14(16):4758. https://doi.org/10.3390/ma14164758
Chicago/Turabian StyleMunir, Qaisar, Riku Peltonen, and Timo Kärki. 2021. "Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams" Materials 14, no. 16: 4758. https://doi.org/10.3390/ma14164758
APA StyleMunir, Q., Peltonen, R., & Kärki, T. (2021). Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams. Materials, 14(16), 4758. https://doi.org/10.3390/ma14164758