
Methodological Aspects of Obtaining and Characterizing Composites Based on Biogenic Diatomaceous Silica and Epoxy Resins

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Samples
2.3. Characterization Methods
3. Results and Discussion
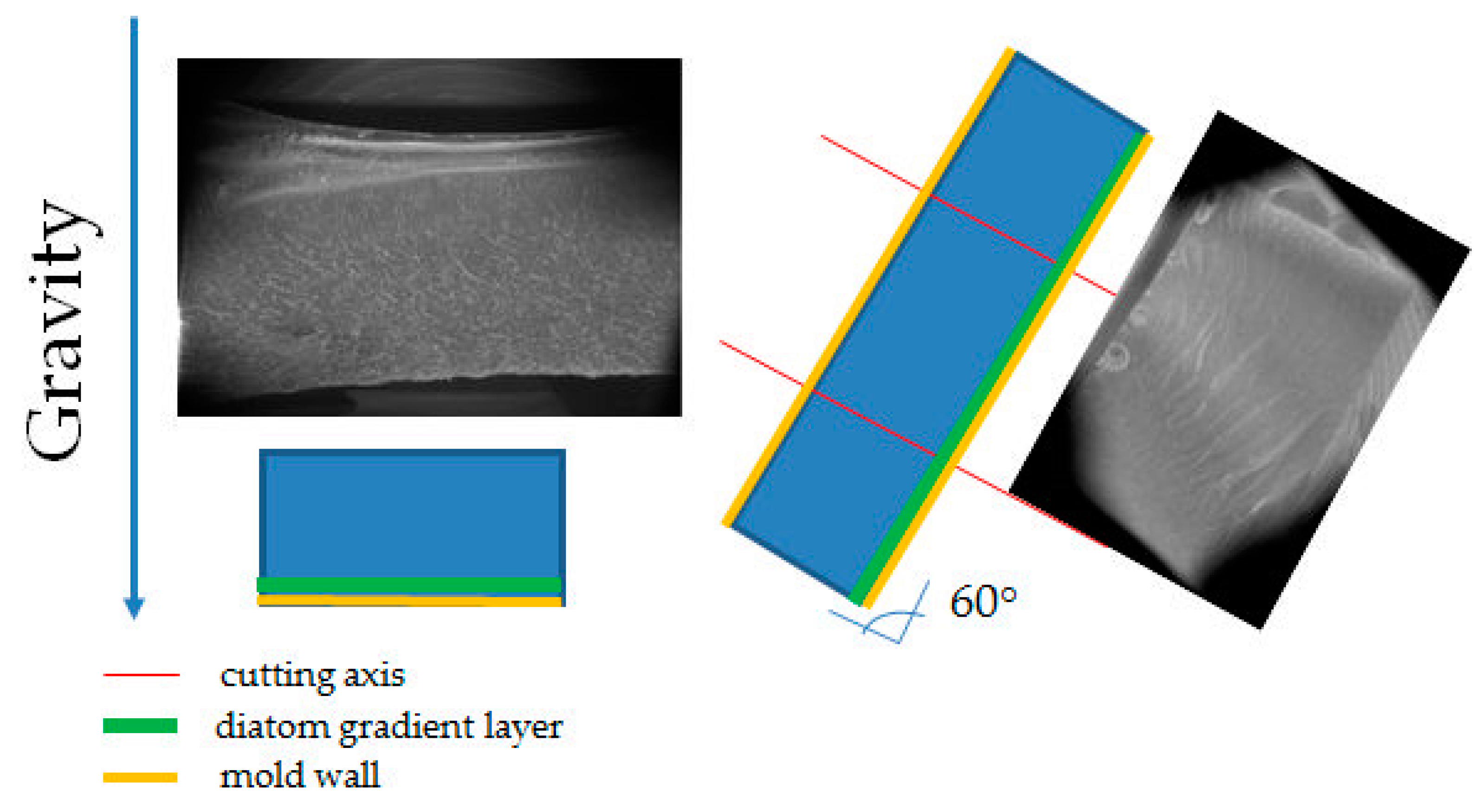
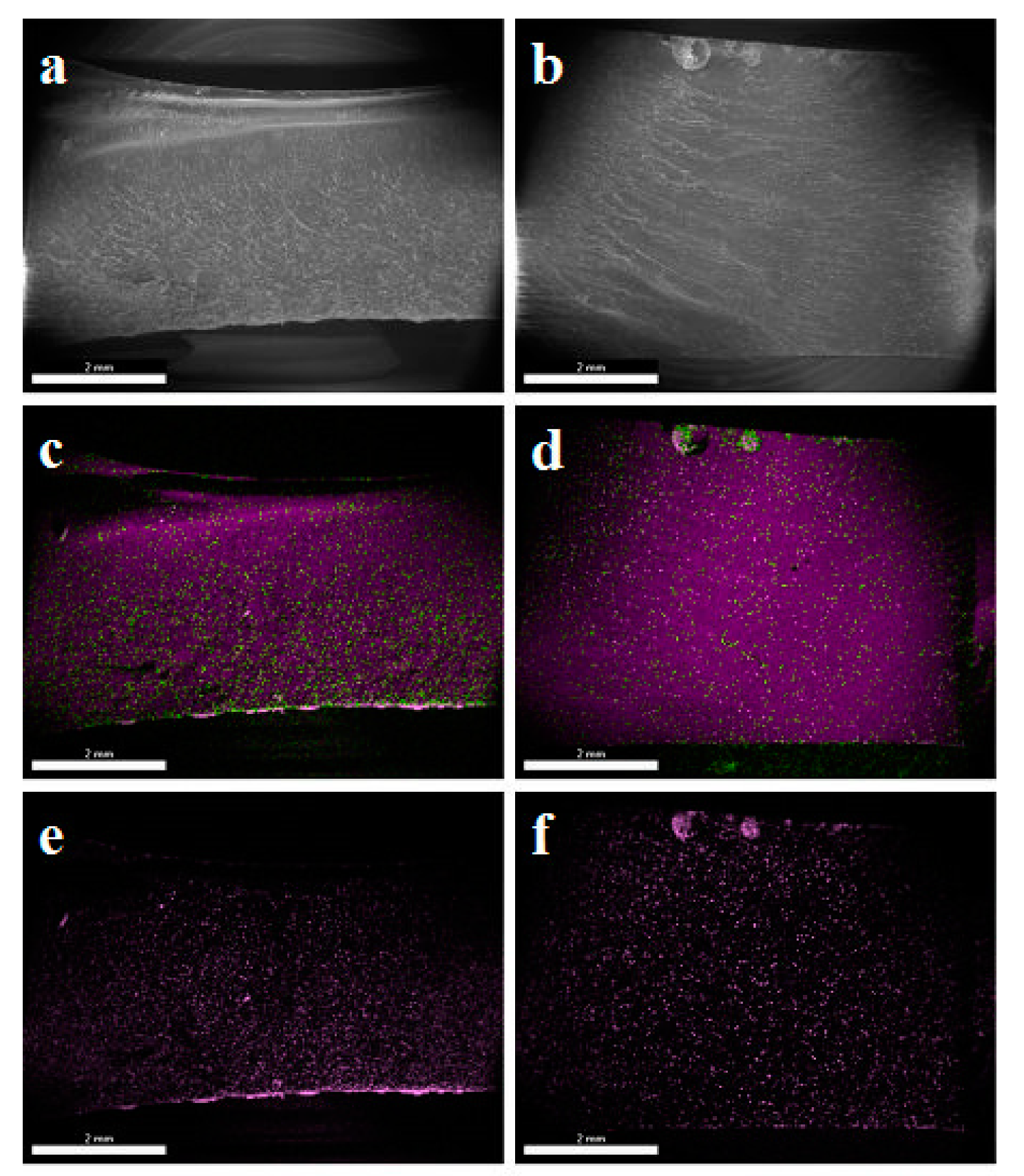
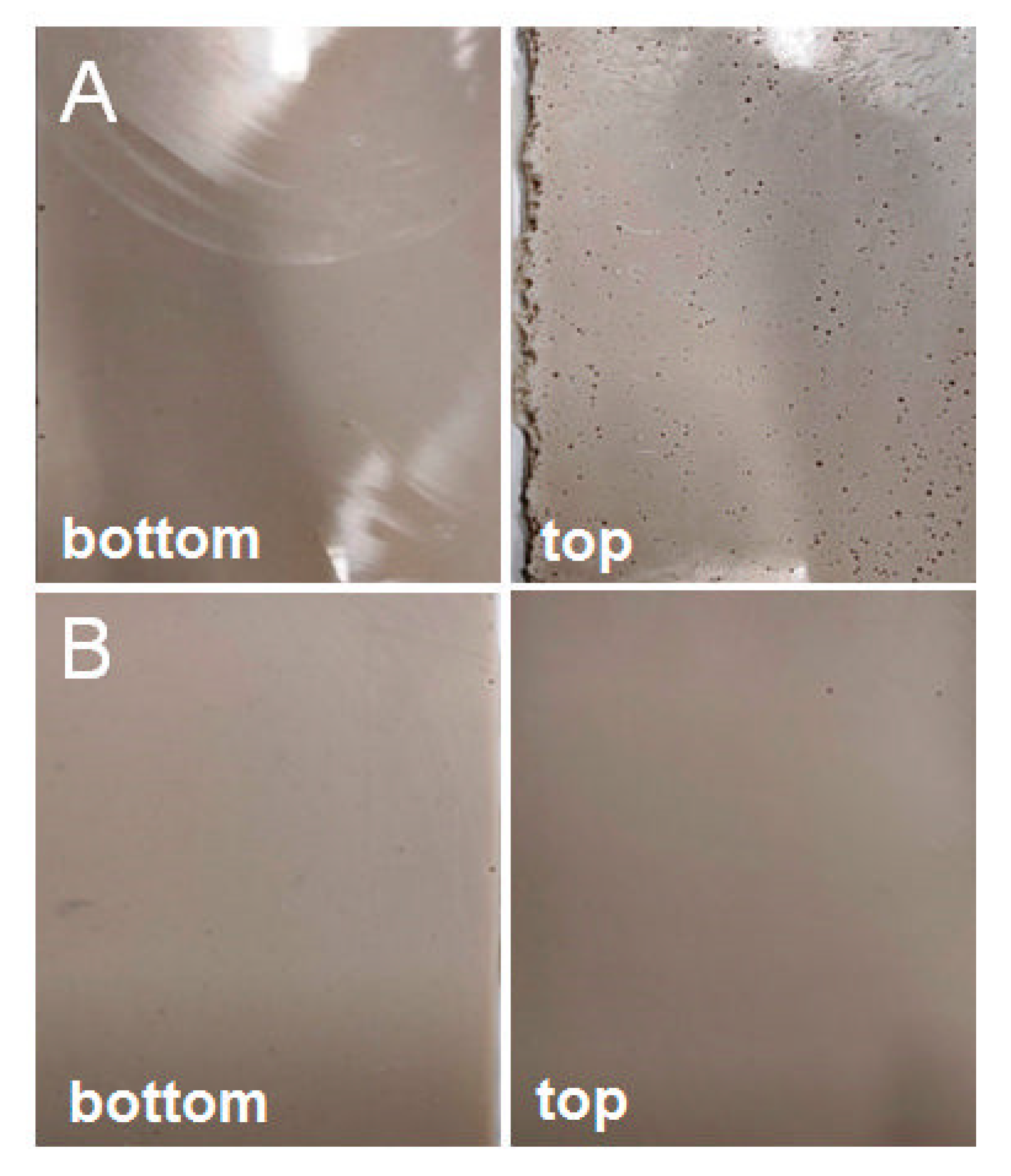
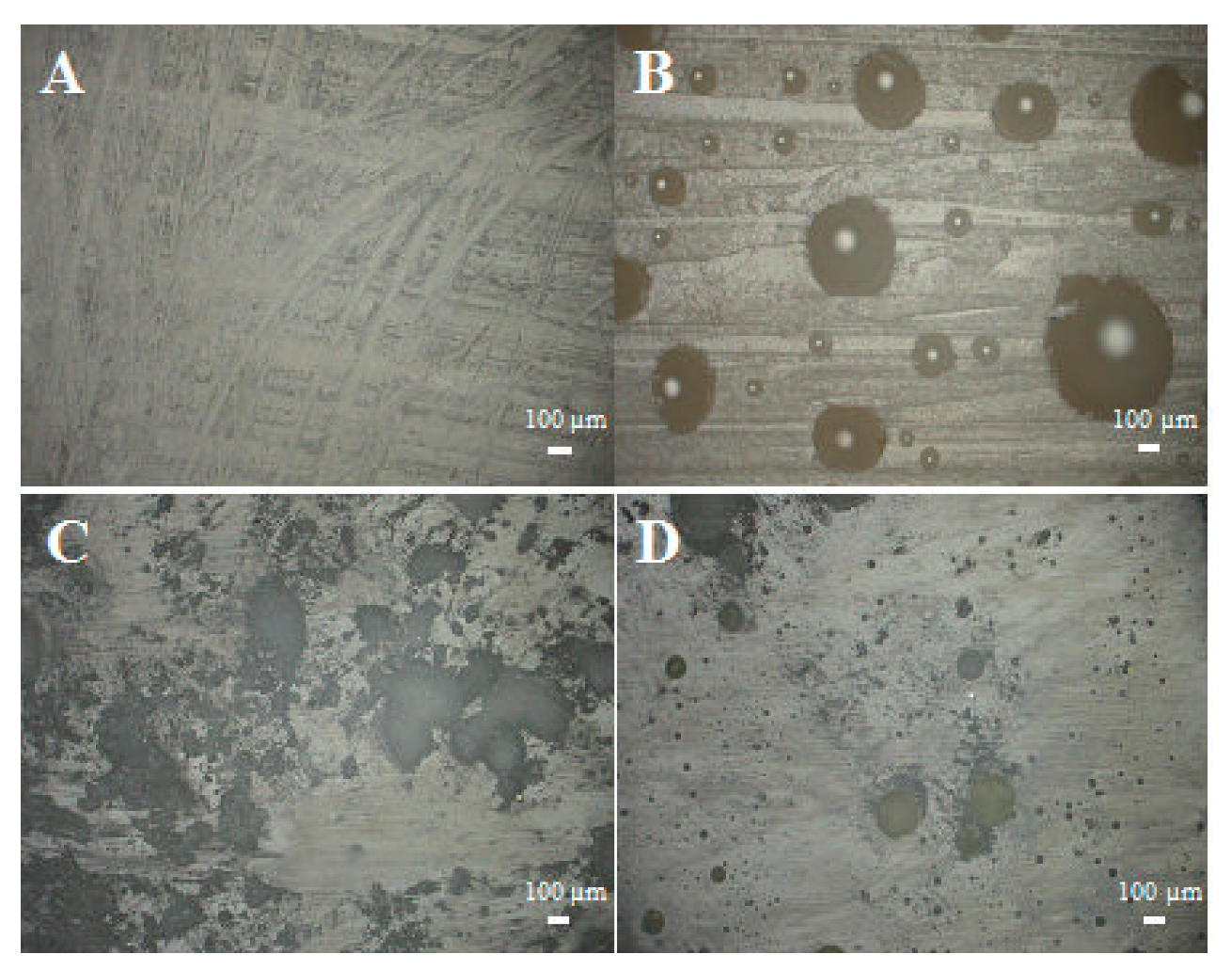
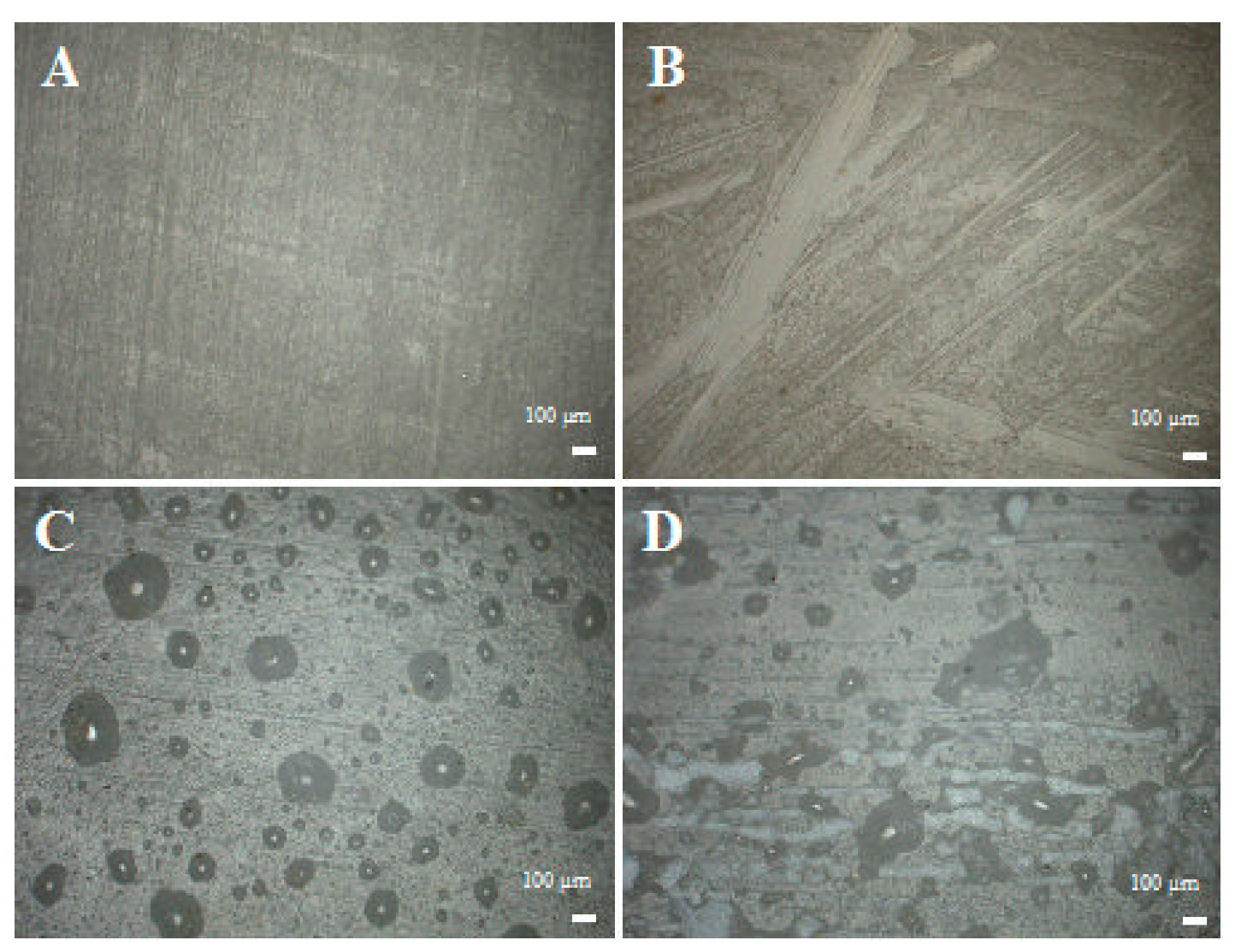
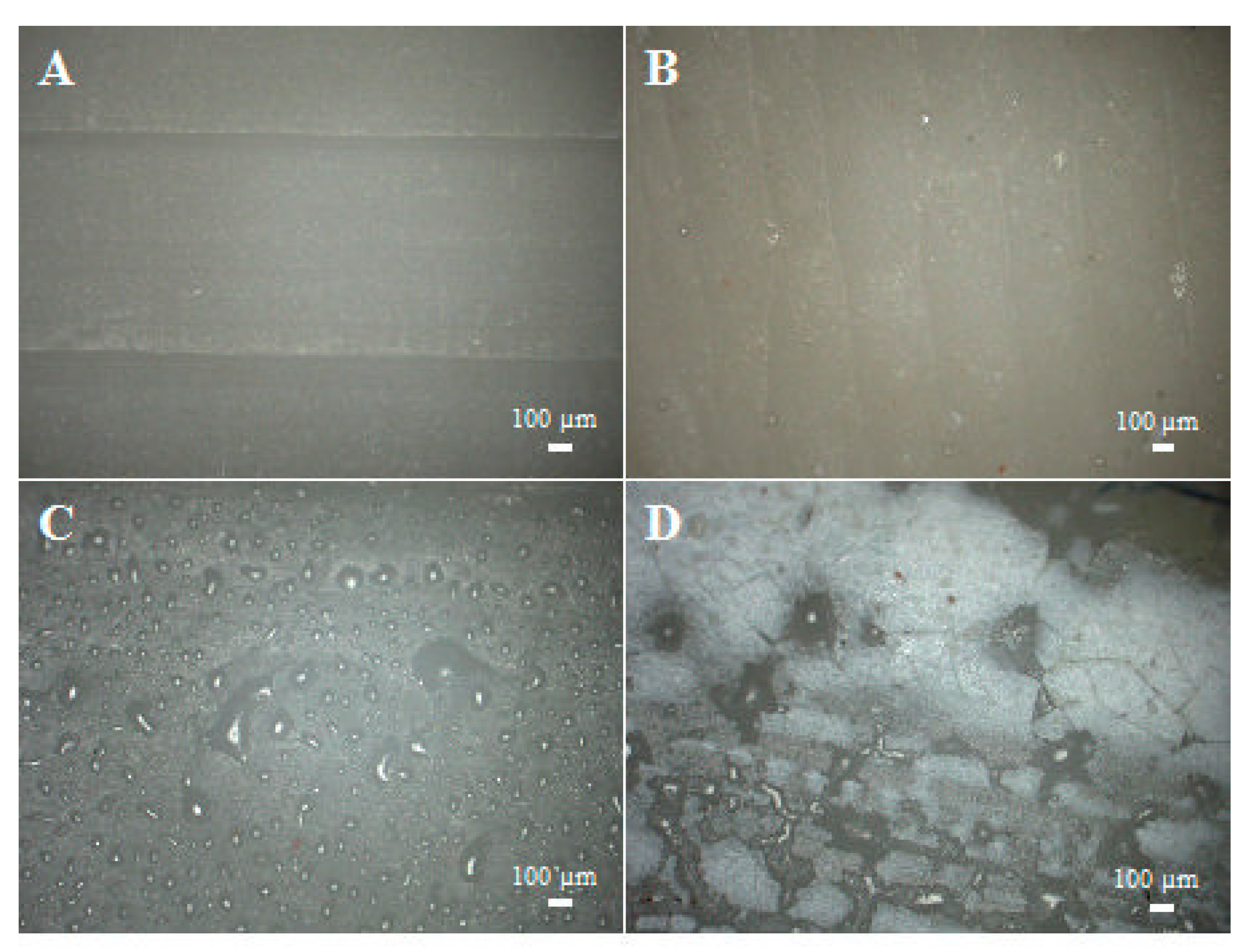
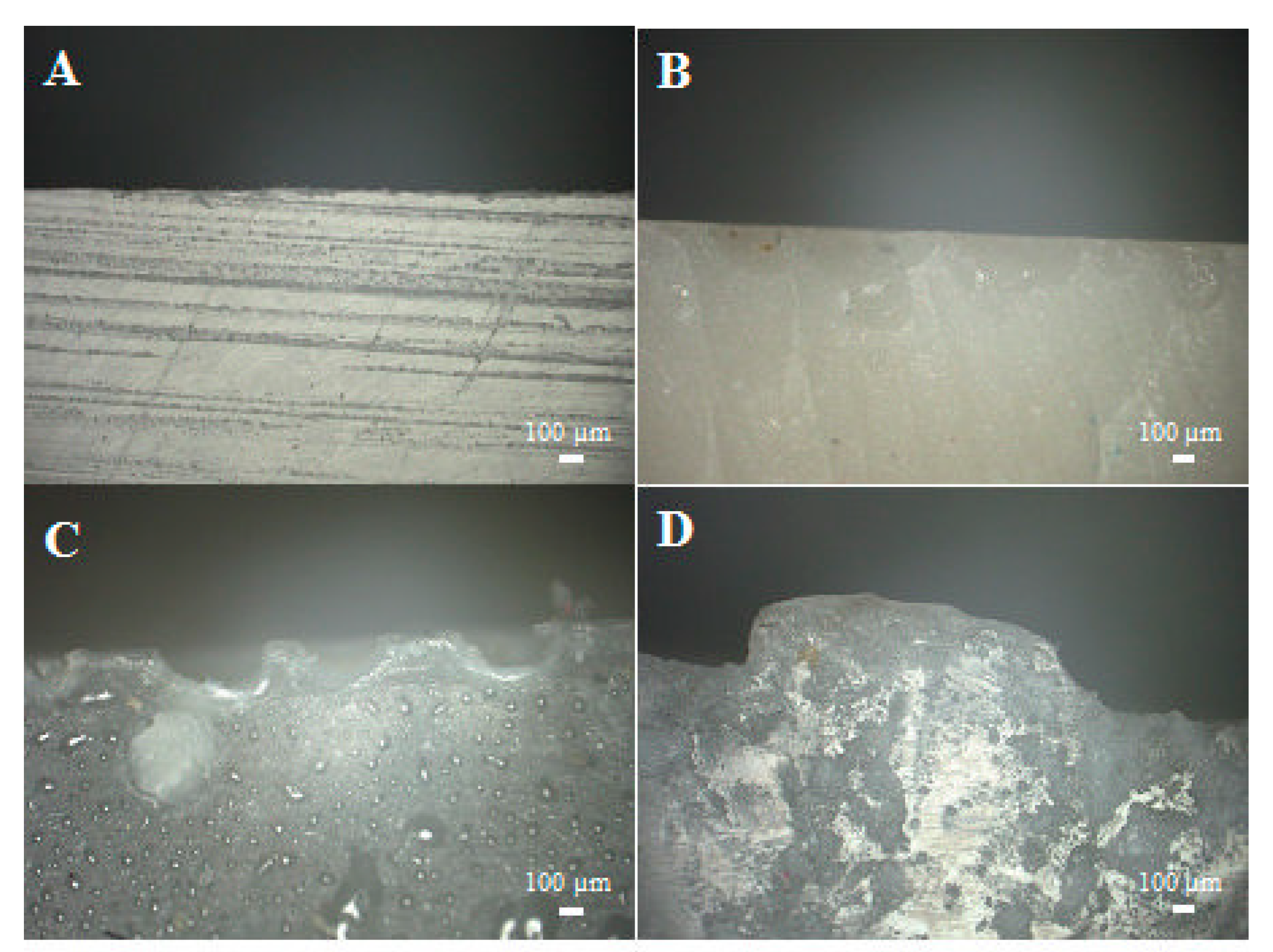
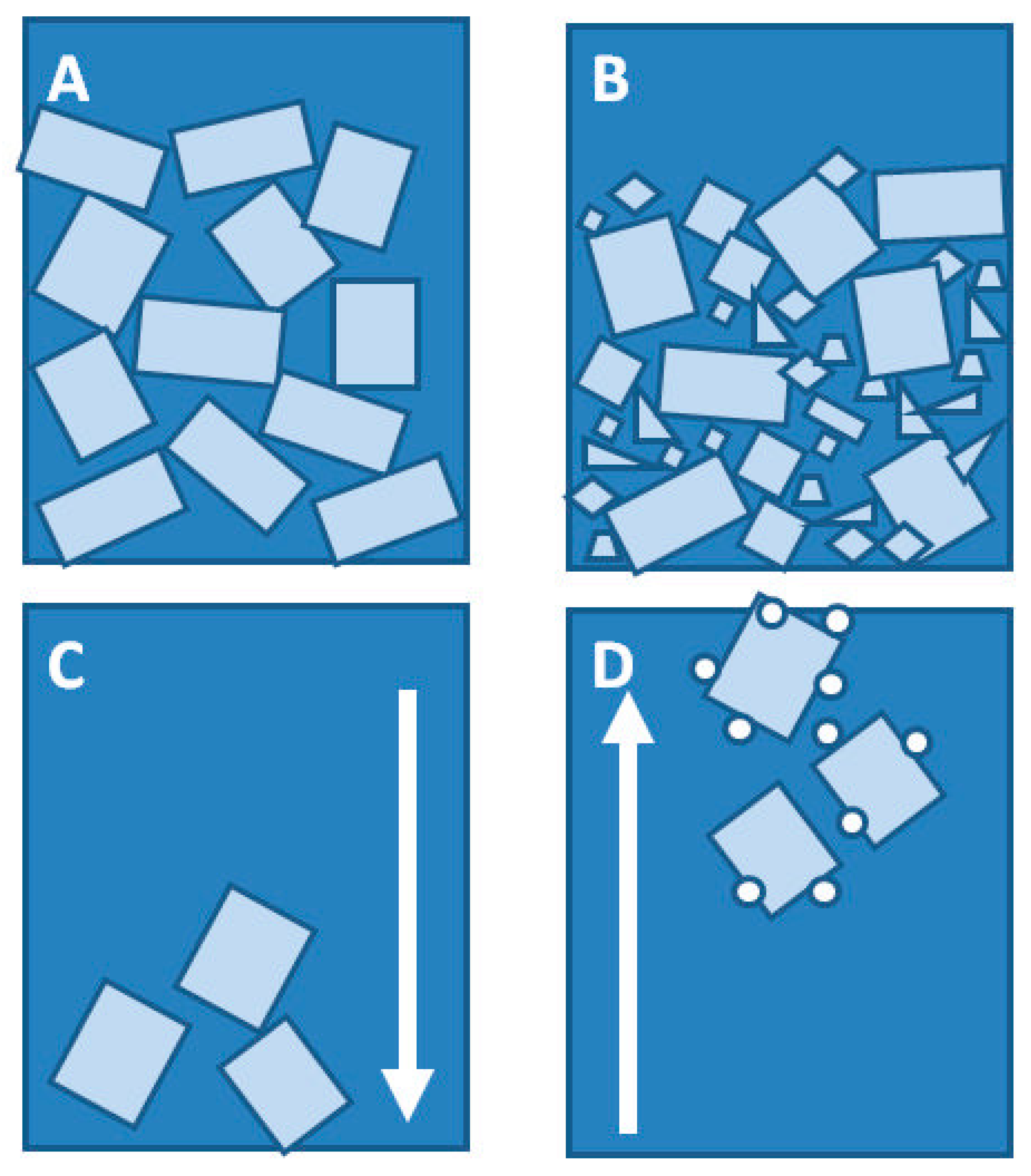
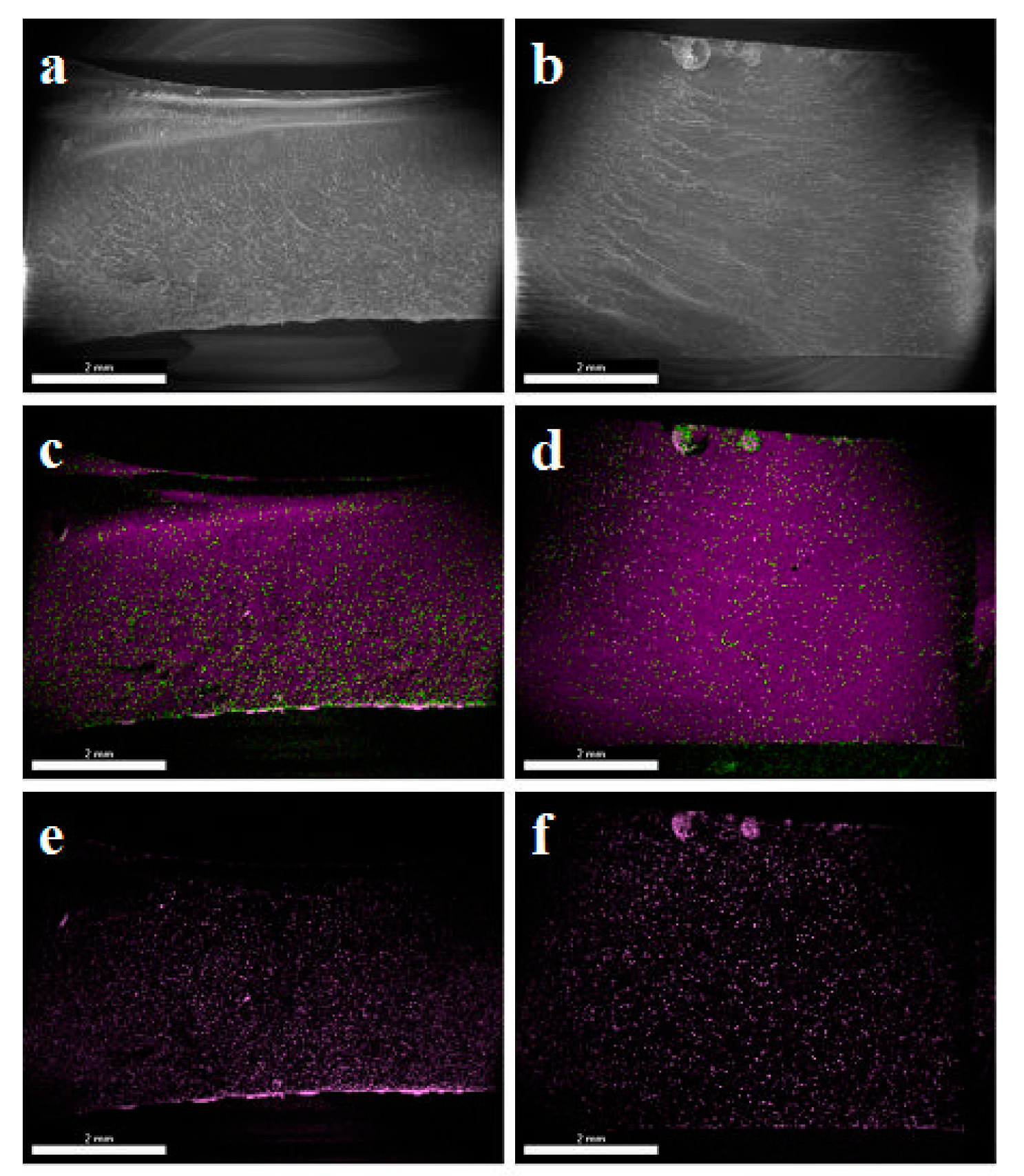
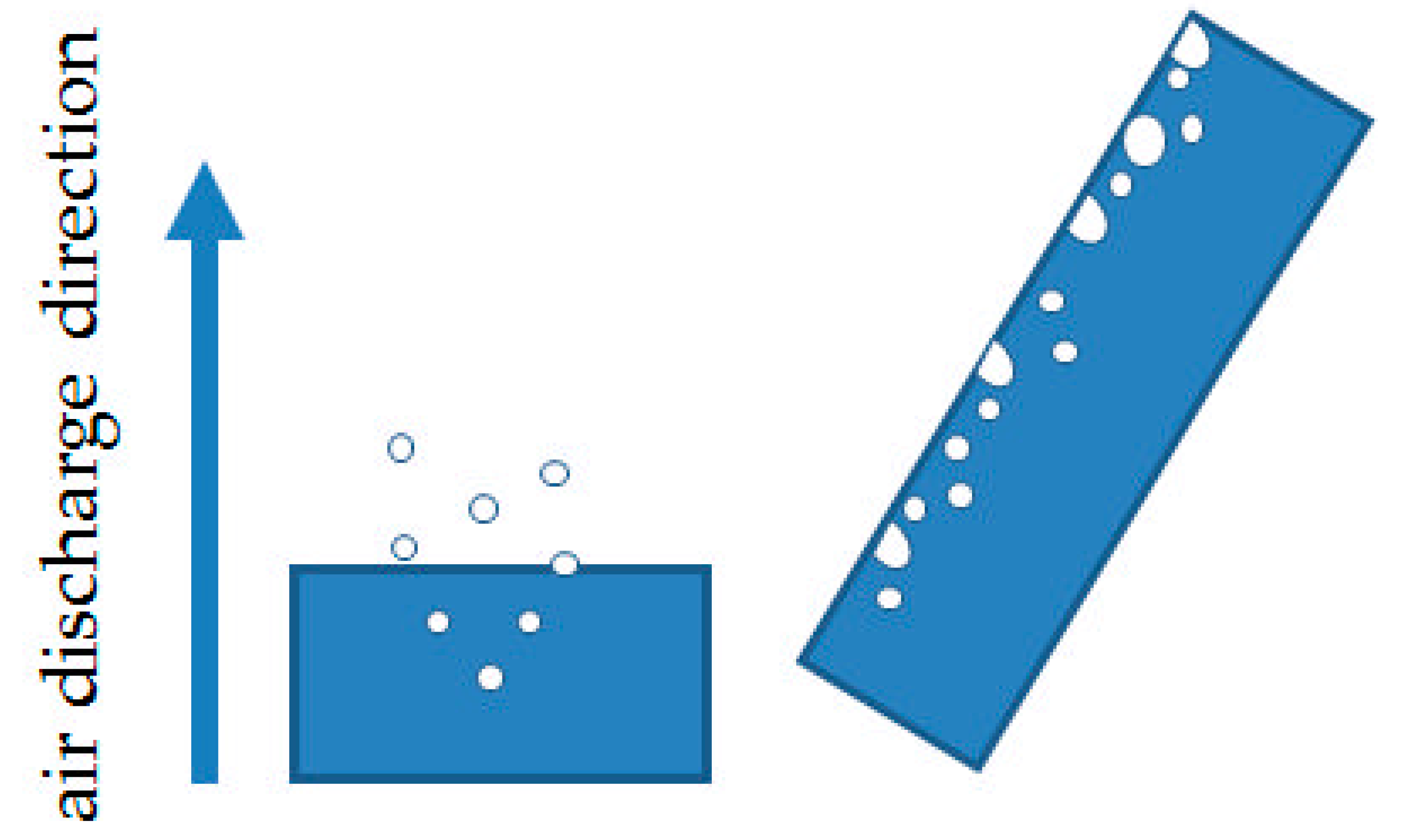
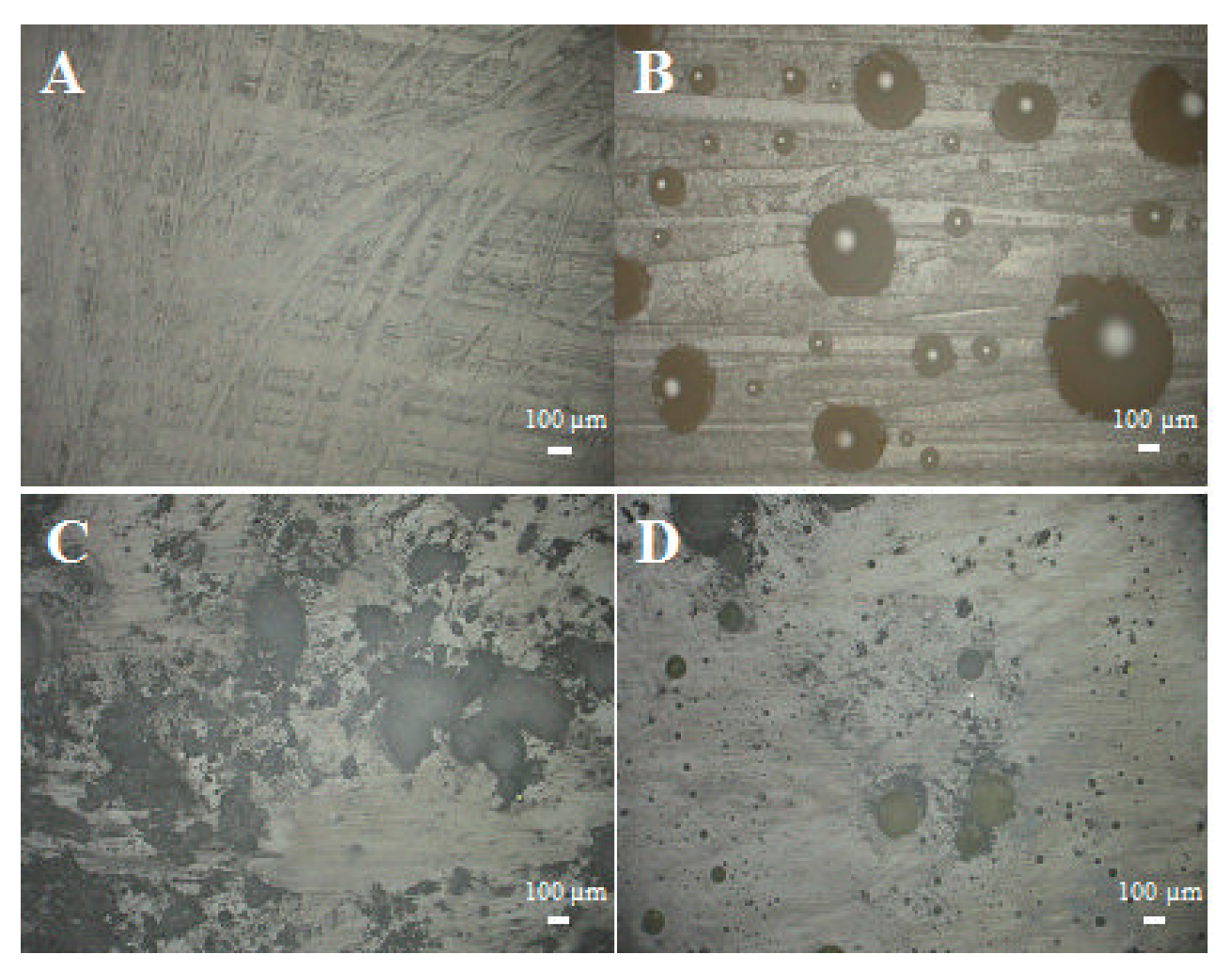
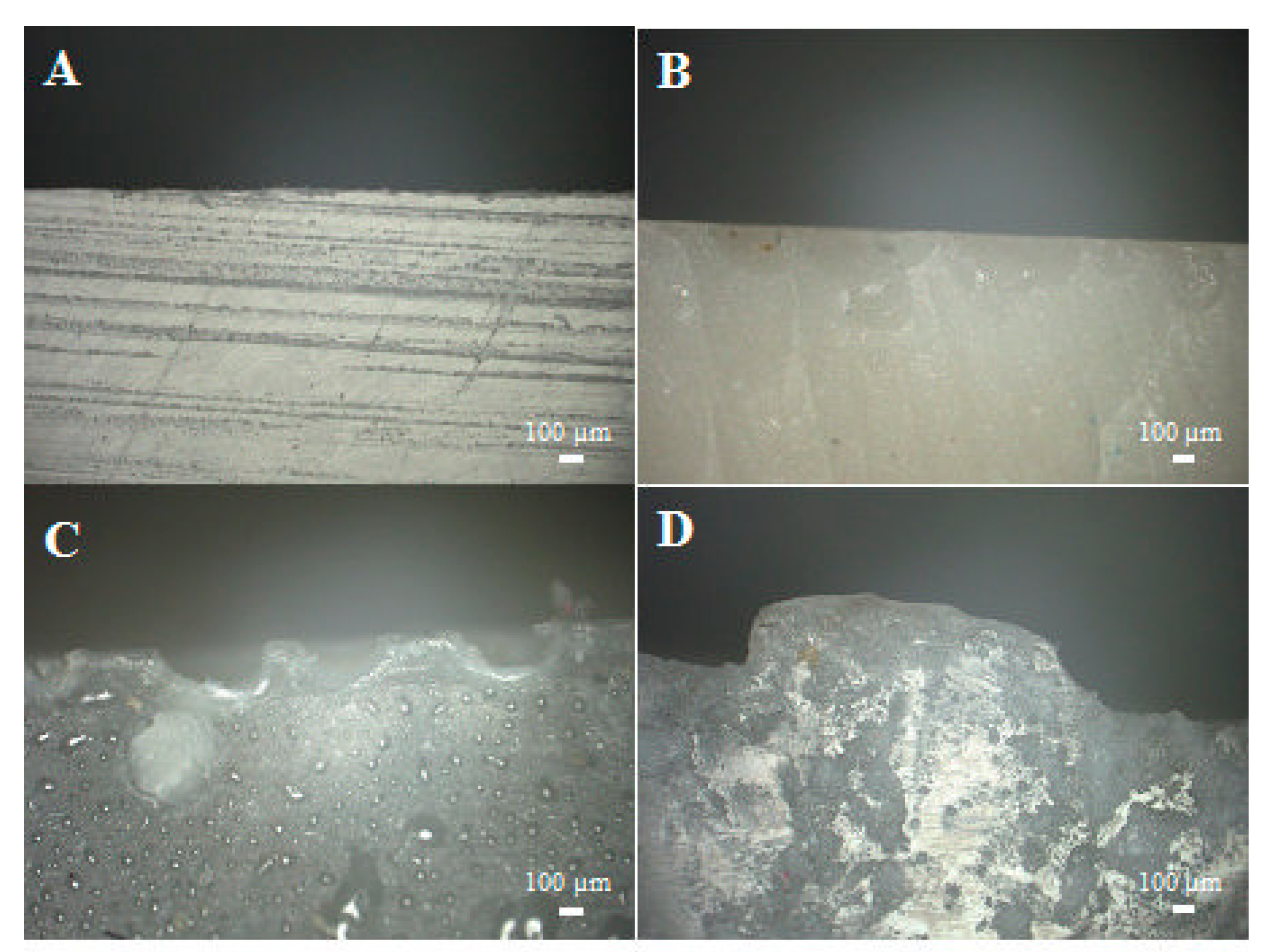
3.1. Influence of Gravity and Degassing
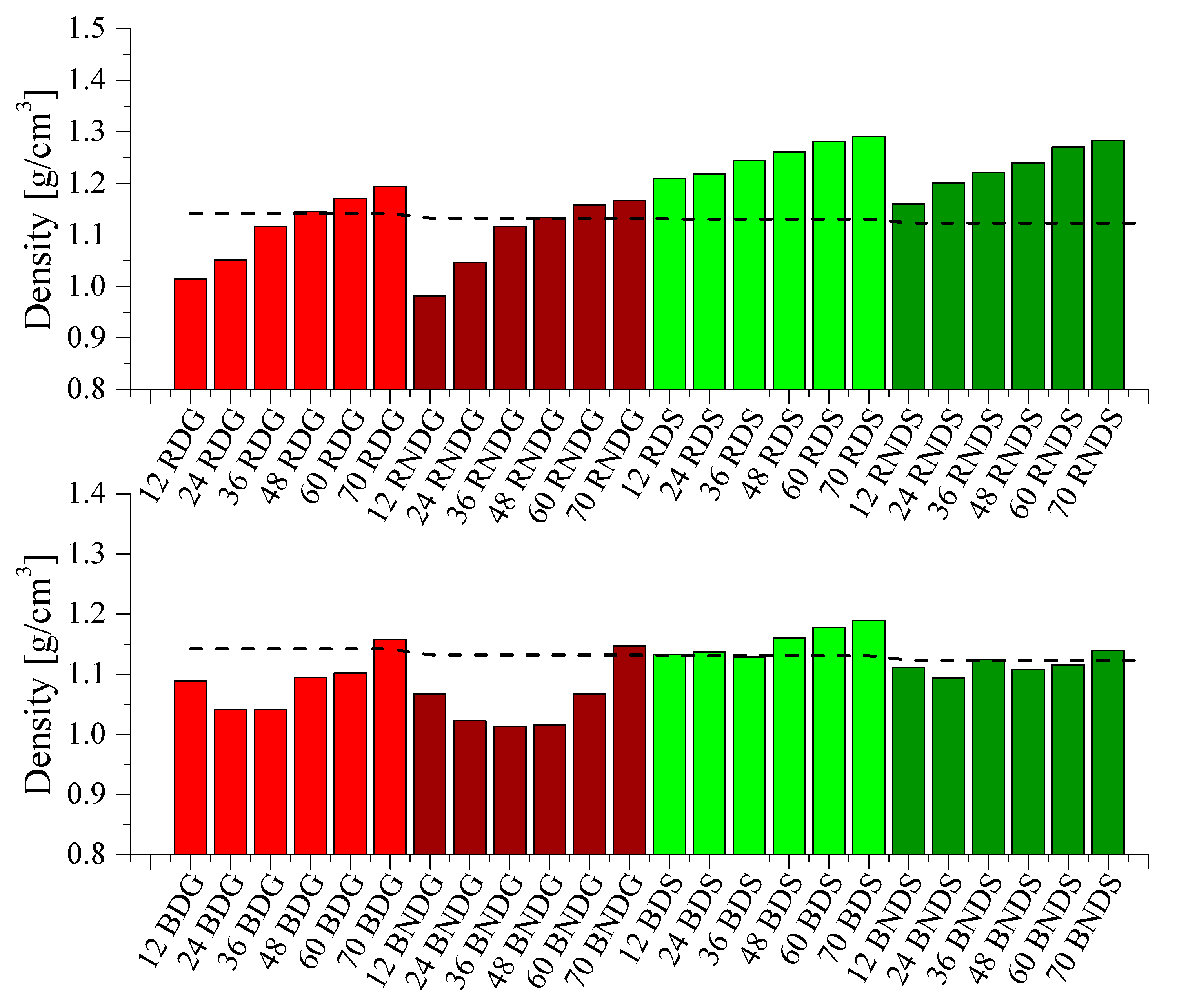
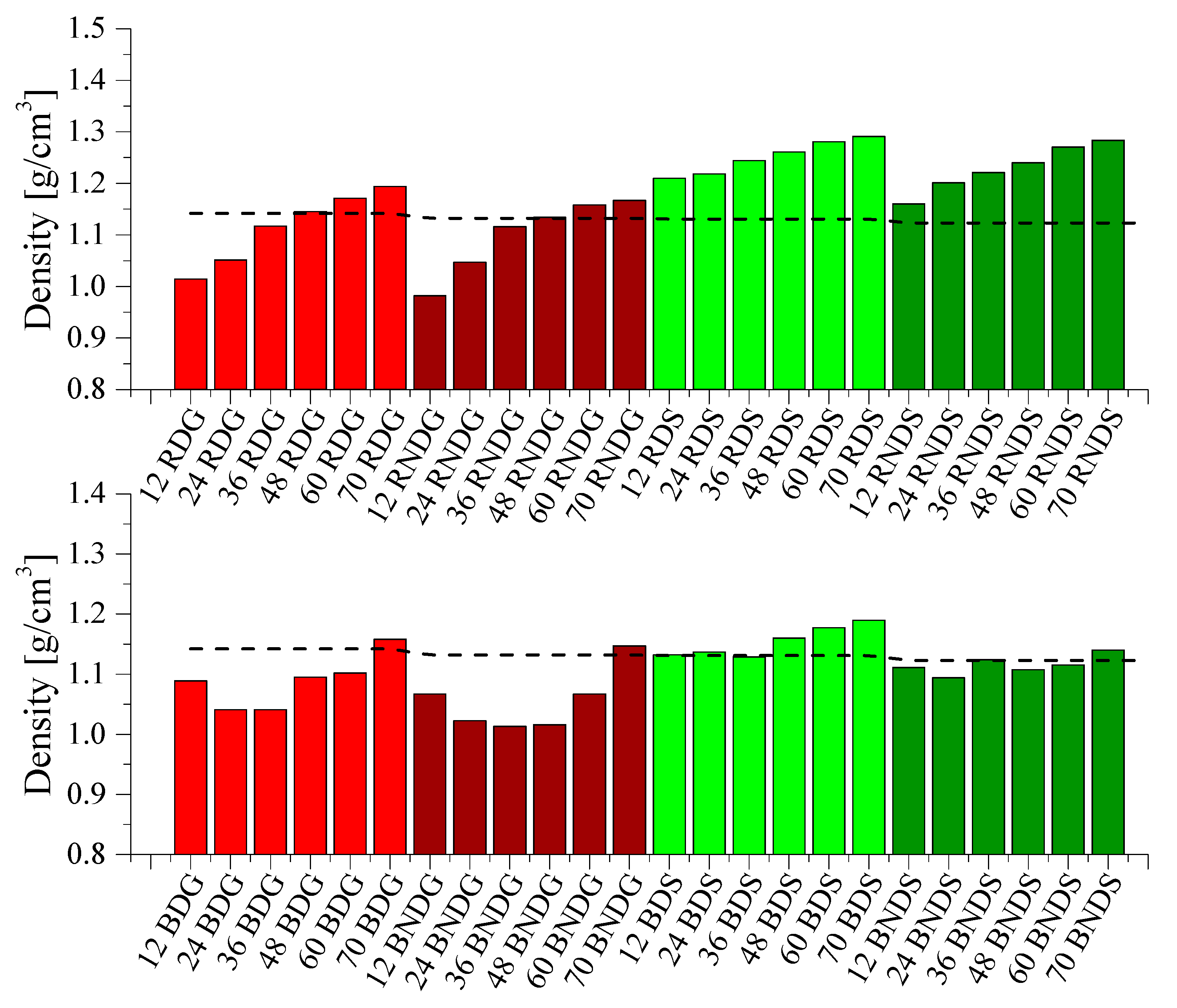
3.2. Density
3.3. Mechanical Properties
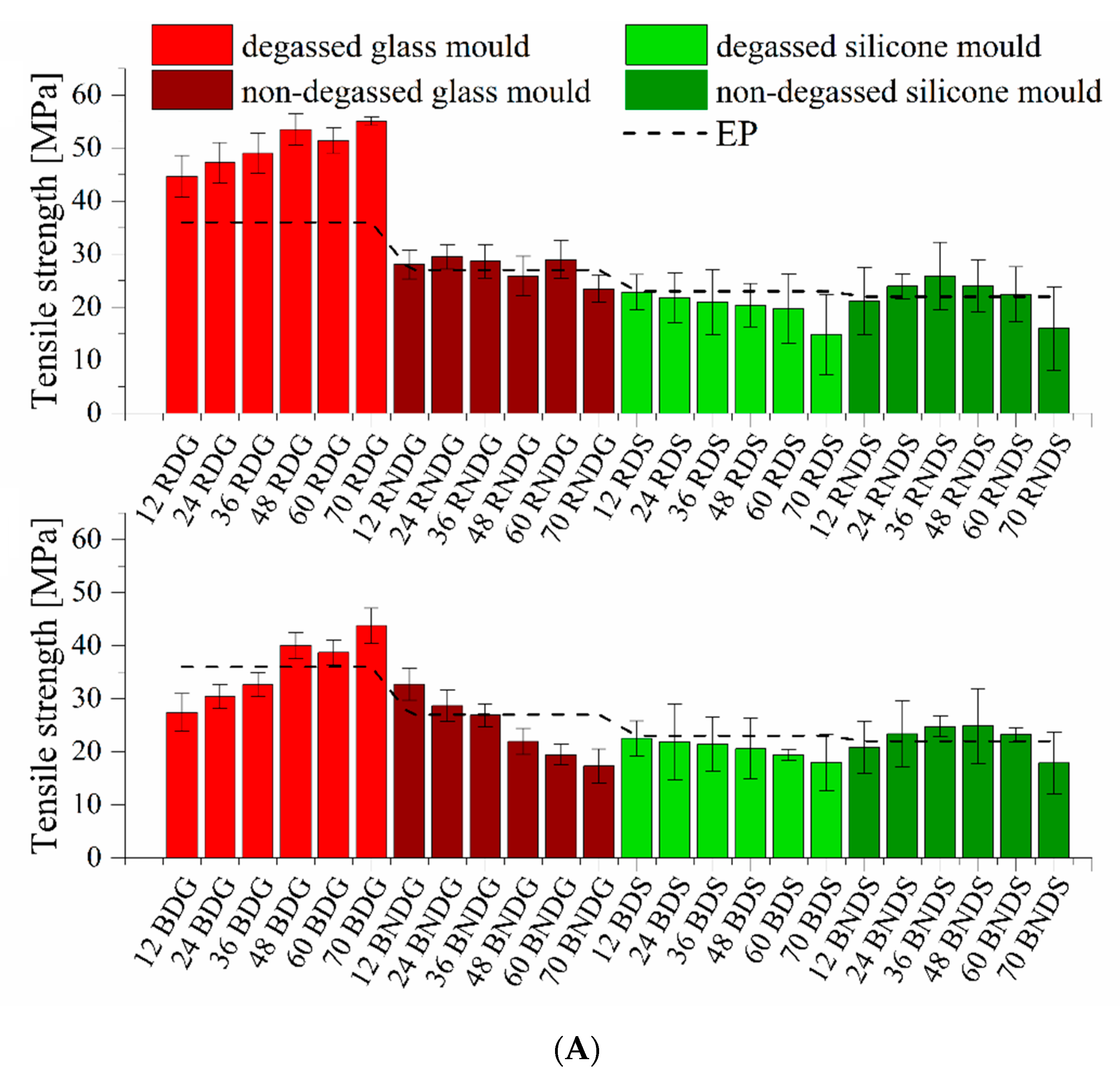
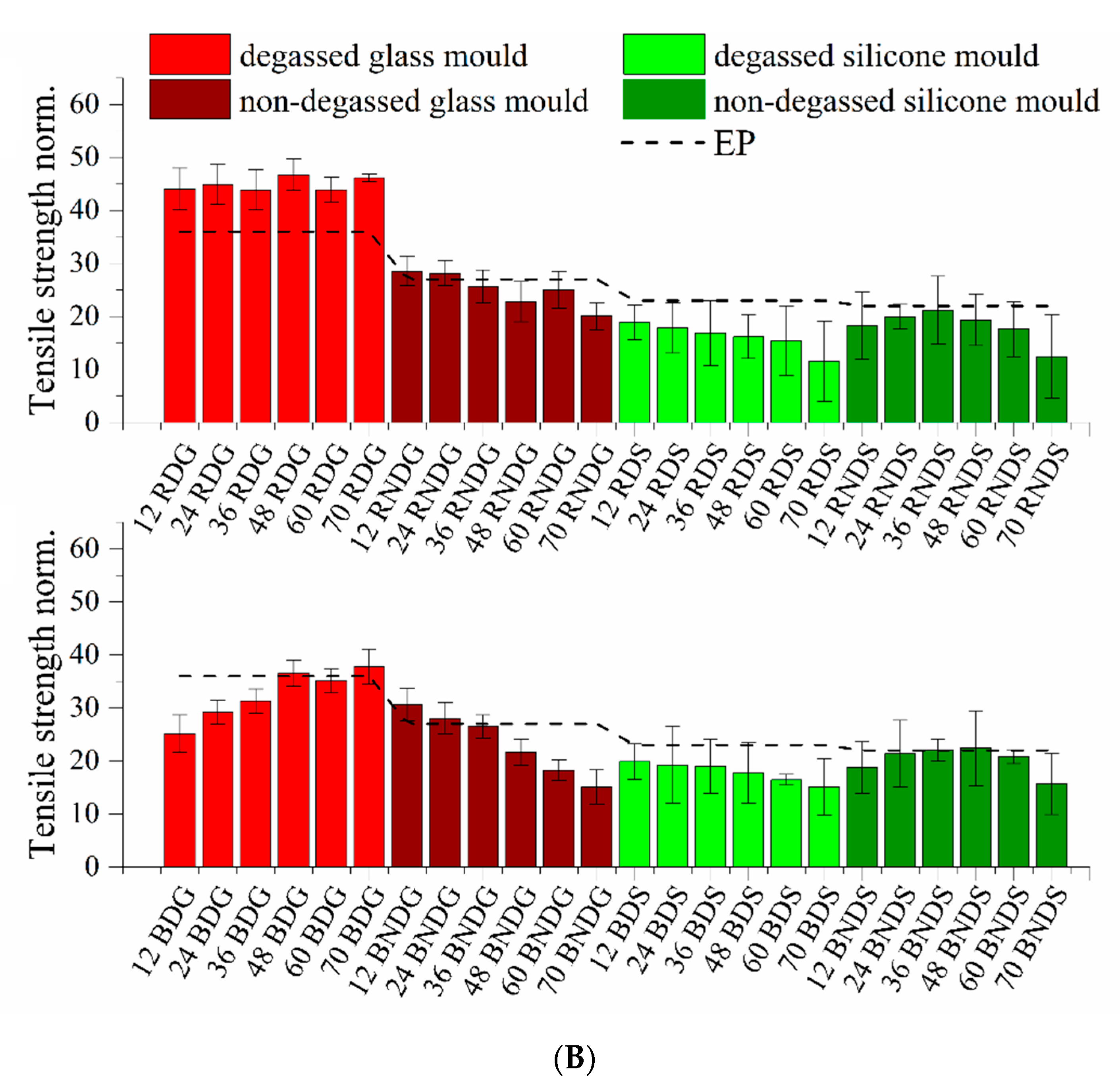
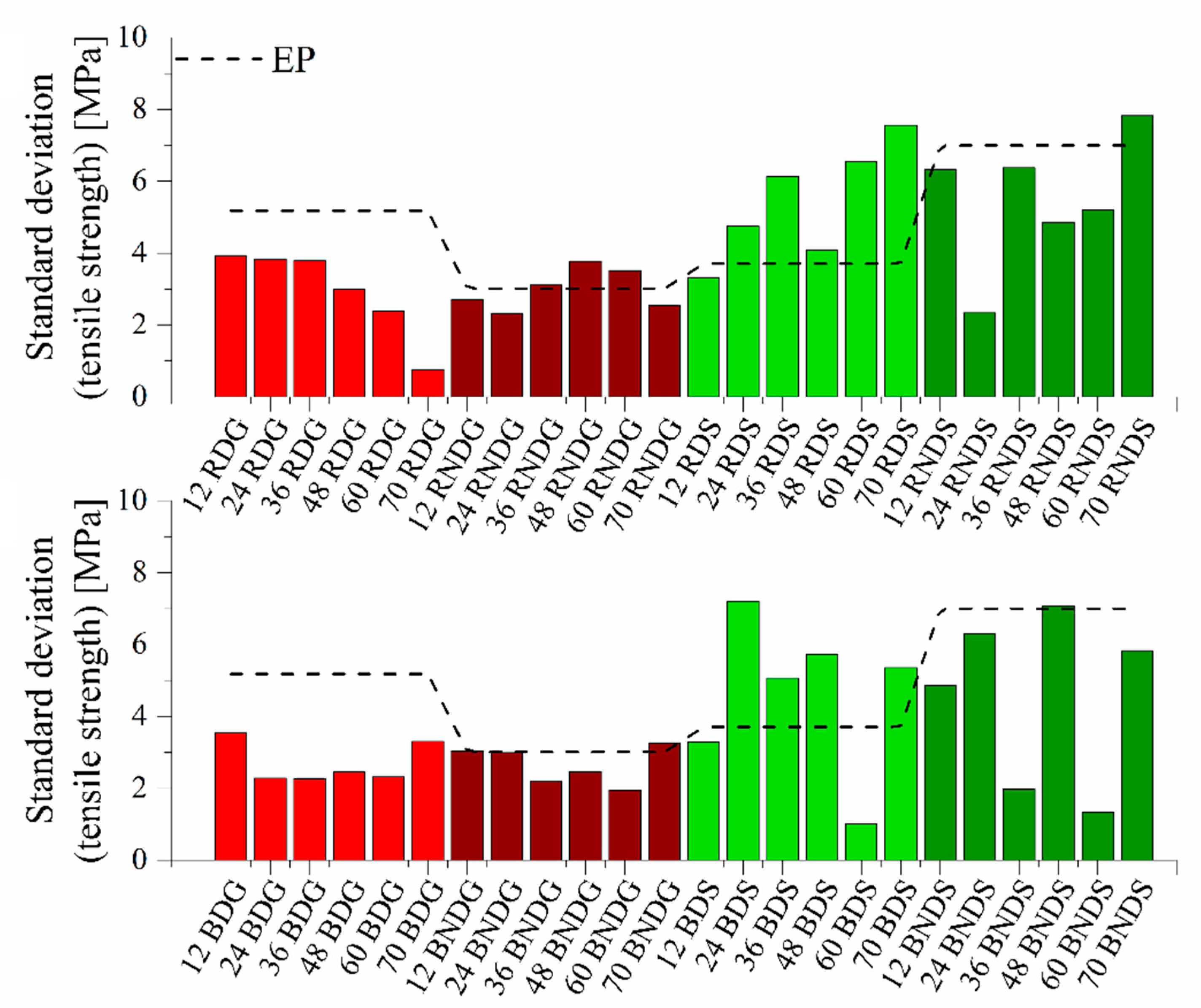
3.3.1. Tensile Strength
3.3.2. Flexural Strength
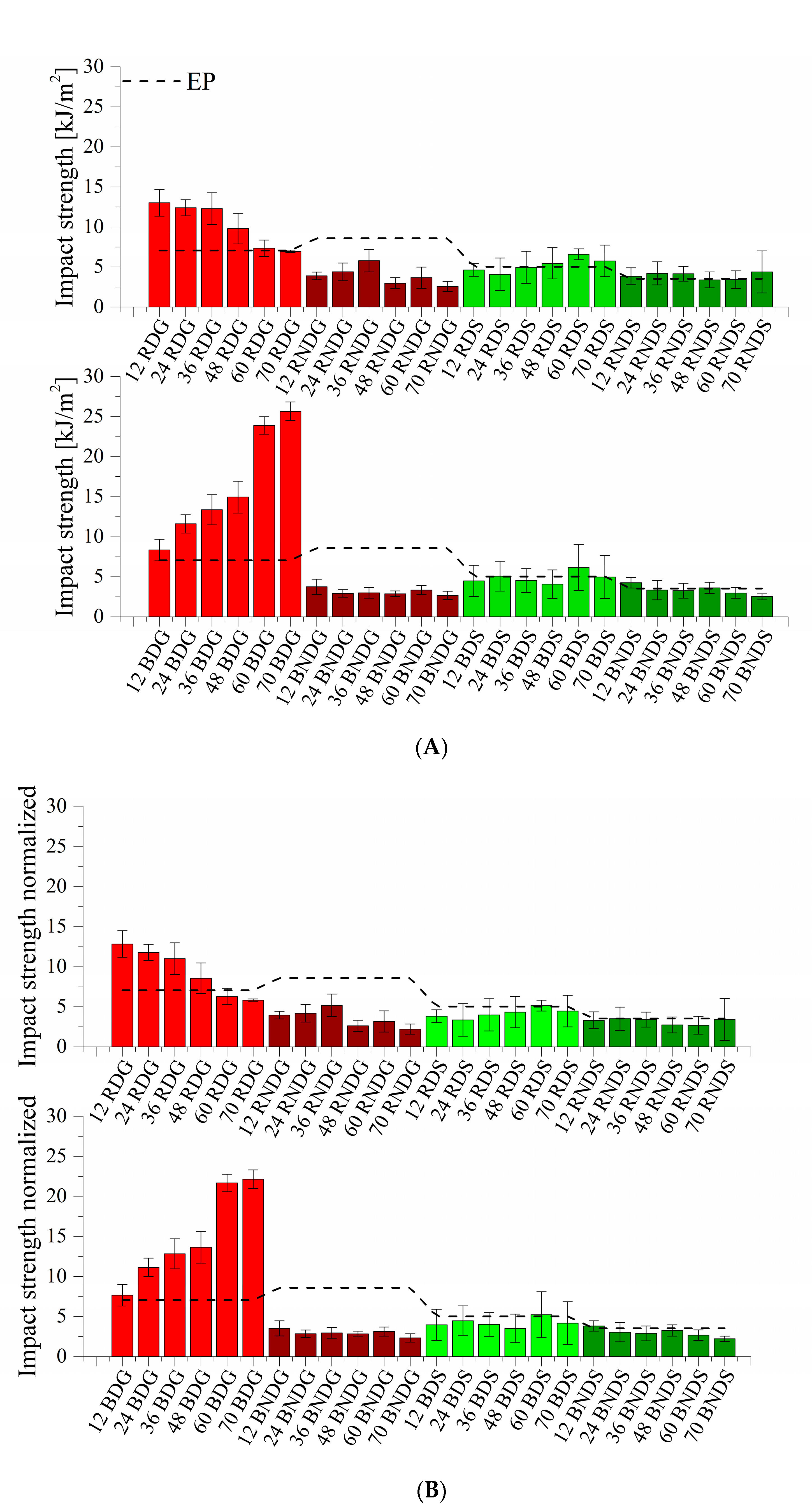
3.3.3. Impact Strength
3.3.4. Standard Deviations
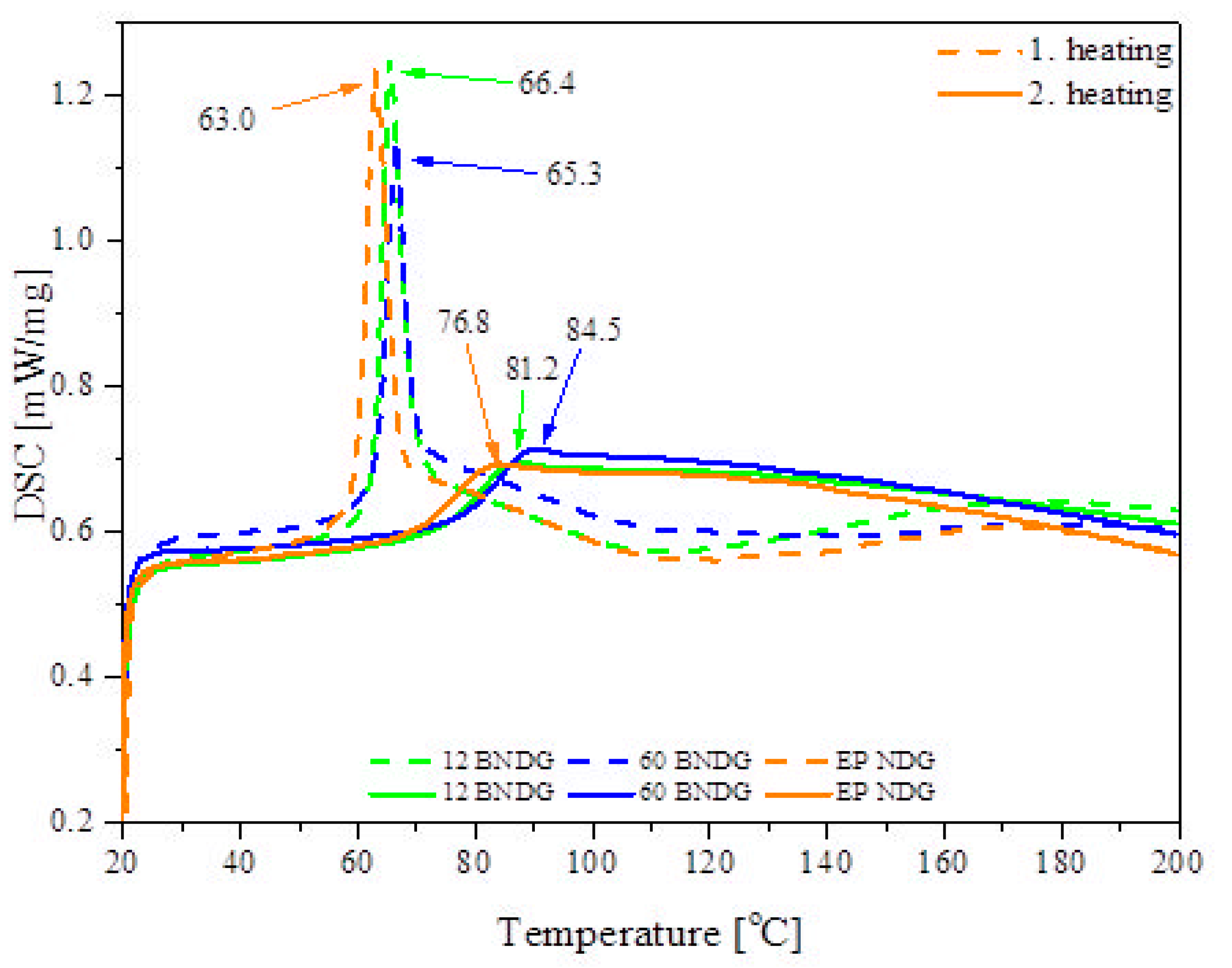
3.4. Thermal Analysis Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jemutai-Kimosop, S.; Orata, F.; Shikuku, V.O.; Okello, V.A.; Getenga, Z.M. Insights on adsorption of carbamazepine onto iron oxide modified diatomaceous earth: Kinetics, isotherms, thermodynamics, and mechanisms. Environ. Res. 2020, 180, 108898. [Google Scholar] [CrossRef] [PubMed]
- Zhen, Y.; Zhang, J.; Wang, W.; Li, Y.; Gao, X.; Xue, H.; Hayat, T. Embedded SnO2/Diatomaceous earth composites for fast humidity sensing and controlling properties. Sens. Actuators B Chem. 2020, 303, 127137. [Google Scholar] [CrossRef]
- Ghobara, M.M.; Mohamed, A. Diatomite in use: Nature, modifications, commercial applications and prospective trends. In Diatoms: Fundamentals and Applications; Seckbach, J., Gordon, R., Eds.; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Mohamed, E.A.; Selim, A.Q.; Zayed, A.M.; Komarneni, S.; Mobarak, M.; Seliem, M.K. Enhancing adsorption capacity of Egyptian diatomaceous earth by thermo-chemical purification: Methylene blue uptake. J. Colloid Interface Sci. 2019, 534, 408–419. [Google Scholar] [CrossRef] [PubMed]
- Aphiruk, C. Effects of thermal and acid treatments on some physico-chemical properties of lampang diatomite. Suranaree J. Sci. Technol. 2004, 11, 289–299. [Google Scholar]
- Tsai, W.T.; Lai, C.W.; Hsien, K.J. Characterization and adsorption properties of diatomaceous earth modified by hydrofluoric acid etching. J. Colloid Interface Sci. 2006, 297, 749–754. [Google Scholar] [CrossRef]
- Şan, O.; Gören, R.; Özgür, C. Purification of diatomite powder by acid leaching for use in fabrication of porous ceramics. Int. J. Miner. Process. 2009, 93, 6–10. [Google Scholar] [CrossRef]
- Benkacem, T.; Hamdi, B.; Chamayou, A.; Balard, H.; Calvet, R. Physicochemical characterization of a diatomaceous upon an acid treatment: A focus on surface properties by inverse gas chromatography. Powder Technol. 2016, 294, 498–507. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Sun, Z.; Zheng, S. Physical purification of diatomite based on laminar-flow centrifugal separation. Physicochem. Probl. Miner. Process. 2014, 50, 705–718. [Google Scholar] [CrossRef]
- Jung, K.W.; Jang, D.; Ahn, K.H. A novel approach for improvement of purity and porosity in diatomite (diatomaceous Earth) by applying an electric field. Int. J. Miner. Process. 2014, 131, 7–11. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, X.; Zhang, G.; Zheng, S.; Frost, R.L. A novel method for purification of low grade diatomite powders in centrifugal fields. Int. J. Miner. Process. 2013, 125, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Dobrosielska, M.; Dobrucka, R.; Gloc, M.; Brząkalski, D.; Szymański, M.; Kurzydłowski, K.J.; Przekop, R.E. A new method of diatomaceous earth fractionation—A bio-raw material source for epoxy-based composites. Materials 2021, 14, 1663. [Google Scholar] [CrossRef] [PubMed]
- Lee, B.S.; Feng, C.T.; Lin, K.H.; Lin, W.C.; Shu, Y.L.; Shu, C.M. Effectiveness and application of modified wind turbine coating: Adding ionic liquids to titanium dioxide and diatomaceous earth. J. Loss Prev. Process Ind. 2021, 72, 104566. [Google Scholar] [CrossRef]
- Udele, K.E.; Morrell, J.J.; Sinha, A. Biological durability of cross-laminated timber—The state of things. For. Prod. J. 2021, 71, 124–132. [Google Scholar]
- Zheng, T.; Xi, H.; Wang, Z.; Zhang, X.; Wang, Y.; Qiao, Y.; Wang, X. The curing kinetics and mechanical properties of epoxy resin composites reinforced by PEEK microparticles. Polym. Test. 2020, 91, 106781. [Google Scholar] [CrossRef]
- Gómez-Laserna, O.; Irizar, P.; Lando, G.; Kortazar, L.; Irto, A.; Ruiz-Rubio, L.; Olazabal, M.Á. Design of epoxy-silica hybrids based on cycloaliphatic diol of natural origin for conservation of lithic materials. Prog. Org. Coat. 2021, 151, 106028. [Google Scholar] [CrossRef]
- Chiou, Y.C.; Chou, H.Y.; Shen, M.Y. Effects of adding graphene nanoplatelets and nanocarbon aerogels to epoxy resins and their carbon fiber composites. Mater. Des. 2019, 178, 107869. [Google Scholar] [CrossRef]
- Kureli, I.; Dongel, N. Effect of the layer structure of wooden floorings on dimensional mobility under different relative humidity and water retention conditions. For. Prod. J. 2020, 70, 122–133. [Google Scholar]
- Guo, S.Y.; Zhang, X.; Ren, J.; Chen, J.Z.; Zhao, T.J.; Li, T.W.; Zhang, L. Preparation of TiO2/epoxy resin composite and its effect on mechanical and bonding properties of OPC mortars. Constr. Build. Mater. 2021, 272, 121960. [Google Scholar] [CrossRef]
- Shields, A.J.; Hepburn, D.M.; Kemp, I.J.; Cooper, J.M. The absorption of mould release agent by epoxy resin. Polym. Degrad. Stab. 2000, 70, 253–258. [Google Scholar] [CrossRef]
- Nogueira, P.; Ramirez, C.; Torres, A.; Abad, M.J.; Cano, J.; Lopez, J.; Barral, L. Effect of water sorption on the structure and mechanical properties of an epoxy resin system. J. Appl. Polym. Sci. 2001, 80, 71–80. [Google Scholar] [CrossRef]
- Cheng, J.; Wang, J.; Yang, S.; Zhang, Q.; Huo, S.; Zhang, Q.; Ding, G. Benzimidazolyl-substituted cyclotriphosphazene derivative as latent flame-retardant curing agent for one-component epoxy resin system with excellent comprehensive performance. Compos. Part B Eng. 2019, 177, 107440. [Google Scholar] [CrossRef]
- Wan, Y.J.; Gong, L.X.; Tang, L.C.; Wu, L.B.; Jiang, J.X. Mechanical properties of epoxy composites filled with silane-functionalized graphene oxide. Compos. Part A Appl. Sci. Manuf. 2014, 64, 79–89. [Google Scholar] [CrossRef]
- Pan, L.; Ban, J.; Lu, S.; Chen, G.; Yang, J.; Luo, Q.; Yu, J. Improving thermal and mechanical properties of epoxy composites by using functionalized graphene. RSC Adv. 2015, 5, 60596–60607. [Google Scholar] [CrossRef]
- Medina, R.; Haupert, F.; Schlarb, A.K. Improvement of tensile properties and toughness of an epoxy resin by nanozirconium-dioxide reinforcement. J. Mater. Sci. 2008, 43, 3245–3252. [Google Scholar] [CrossRef]
- Ruamcharoen, P.; Umaree, S.; Ruamcharoen, J. Relationship between tensile properties and morphology of epoxy resin modified by epoxidised natural rubber. J. Mater. Sci. Eng. 2011, 5, 504–510. [Google Scholar]
- EN ISO 527-1:2012 Plastics—Detetrmination of Tensile Properties—Part 1: General Principles; PKN: Warsaw, Poland, 2013.
- EN ISO 178:2010 Plastics—Determination of Flexural Properties; PKN: Warsaw, Poland, 2011.
- ISO 179-1:2010 Plastics—Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test; PKN: Warsaw, Poland, 2010.
- Gültürk, E.; Güden, M.; Taşdemirci, A. Calcined and natural frustules filled epoxy matrices: The effect of volume fraction on the tensile and compression behavior. Compos. Part B Eng. 2013, 44, 491–500. [Google Scholar] [CrossRef] [Green Version]
- Taşdemirci, A.; Yüksel, S.; Karsu, D.; Gültürk, E.; Hall, I.W.; Güden, M. Diatom frustule-filled epoxy: Experimental and nu-merical study of the quasi-static and high strain rate compression behavior. Mater. Sci. Eng. A 2008, 480, 373–382. [Google Scholar] [CrossRef] [Green Version]
- Fard, M.Y.; Raji, B.; Chattopadhyay, A. The ratio of flexural strength to uniaxial tensile strength in bulk epoxy resin polymeric materials. Polym. Test. 2014, 40, 156–162. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nazwa Skrócona | Sample Name |
|---|---|
| EP | Reference |
| RDG | Rinsed with degassing glass mould |
| BDG | Base with degassing glass mould |
| RNDG | Rined without degassing glas mould |
| BNDG | Base without degassing glass mould |
| RDS | Rinsed with degassing silicon mould |
| BDS | Base with degassing silicon mould |
| RNDS | Rined without degassing silicon mould |
| BNDS | Base without degassing silicon mould |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobrosielska, M.; Dobrucka, R.; Brząkalski, D.; Gloc, M.; Rębiś, J.; Głowacka, J.; Kurzydłowski, K.J.; Przekop, R.E. Methodological Aspects of Obtaining and Characterizing Composites Based on Biogenic Diatomaceous Silica and Epoxy Resins. Materials 2021, 14, 4607. https://doi.org/10.3390/ma14164607
Dobrosielska M, Dobrucka R, Brząkalski D, Gloc M, Rębiś J, Głowacka J, Kurzydłowski KJ, Przekop RE. Methodological Aspects of Obtaining and Characterizing Composites Based on Biogenic Diatomaceous Silica and Epoxy Resins. Materials. 2021; 14(16):4607. https://doi.org/10.3390/ma14164607
Chicago/Turabian StyleDobrosielska, Marta, Renata Dobrucka, Dariusz Brząkalski, Michał Gloc, Janusz Rębiś, Julia Głowacka, Krzysztof J. Kurzydłowski, and Robert E. Przekop. 2021. "Methodological Aspects of Obtaining and Characterizing Composites Based on Biogenic Diatomaceous Silica and Epoxy Resins" Materials 14, no. 16: 4607. https://doi.org/10.3390/ma14164607
APA StyleDobrosielska, M., Dobrucka, R., Brząkalski, D., Gloc, M., Rębiś, J., Głowacka, J., Kurzydłowski, K. J., & Przekop, R. E. (2021). Methodological Aspects of Obtaining and Characterizing Composites Based on Biogenic Diatomaceous Silica and Epoxy Resins. Materials, 14(16), 4607. https://doi.org/10.3390/ma14164607