1. Introduction
Industrial plants are usually equipped with a manifold of sensors that are used to monitor as well as to control processes. Dependent upon the monitored process, the equipped sensors may have sampling rates that are too low or the measurements can only be conducted through extensive offline analyses, which is unsuitable for efficient process control [
1,
2]. Thus, researchers started developing predictive mathematical models from physically measured data sets that allow the continuous monitoring of relevant state variables of the processes. These predictive models, in combination with physically measured sensor data, are so-called soft sensors [
1,
2]. Soft sensors find their application in various fields, such as the control and optimization of bioprocesses [
3], quality monitoring in the petrochemical industry [
4] or even in the field of soft robotics [
5]. Dependent upon the physical content of the soft sensor, the soft sensor model can be differentiated into two categories, namely model-driven and data-driven soft sensors. Model-driven soft sensors, also called white-box models, completely rely on physical-mathematical models of the process. Data-driven soft sensors, also called black-box models, are empirical models that purely rely on statistical relationships. A combination of these two models is also common, and is referred to as a grey-box model [
1,
2,
6]. The authors in [
6] present an overview of the characterization and classification of models and modelling specifically in metal forming, as well as in introduction to model selection.
The freeform bending process with a movable die offers an approach to bending complex geometries without changing the bending tool. Currently, a set geometry is bent while neglecting the mechanical properties of the workpiece. As freeform bending causes plastic deformation of the tube, not only does the material harden but the residual stresses in the part are influenced significantly [
7]. Yet, the residual stress state, the hardening of the material and the ductility influences further processing steps down to the production line as well as the service behavior of the component [
8,
9,
10]. Thus, the need to control the mechanical properties decoupled from a set geometry arises, as this allows precise adjustment of the mechanical properties. The authors in [
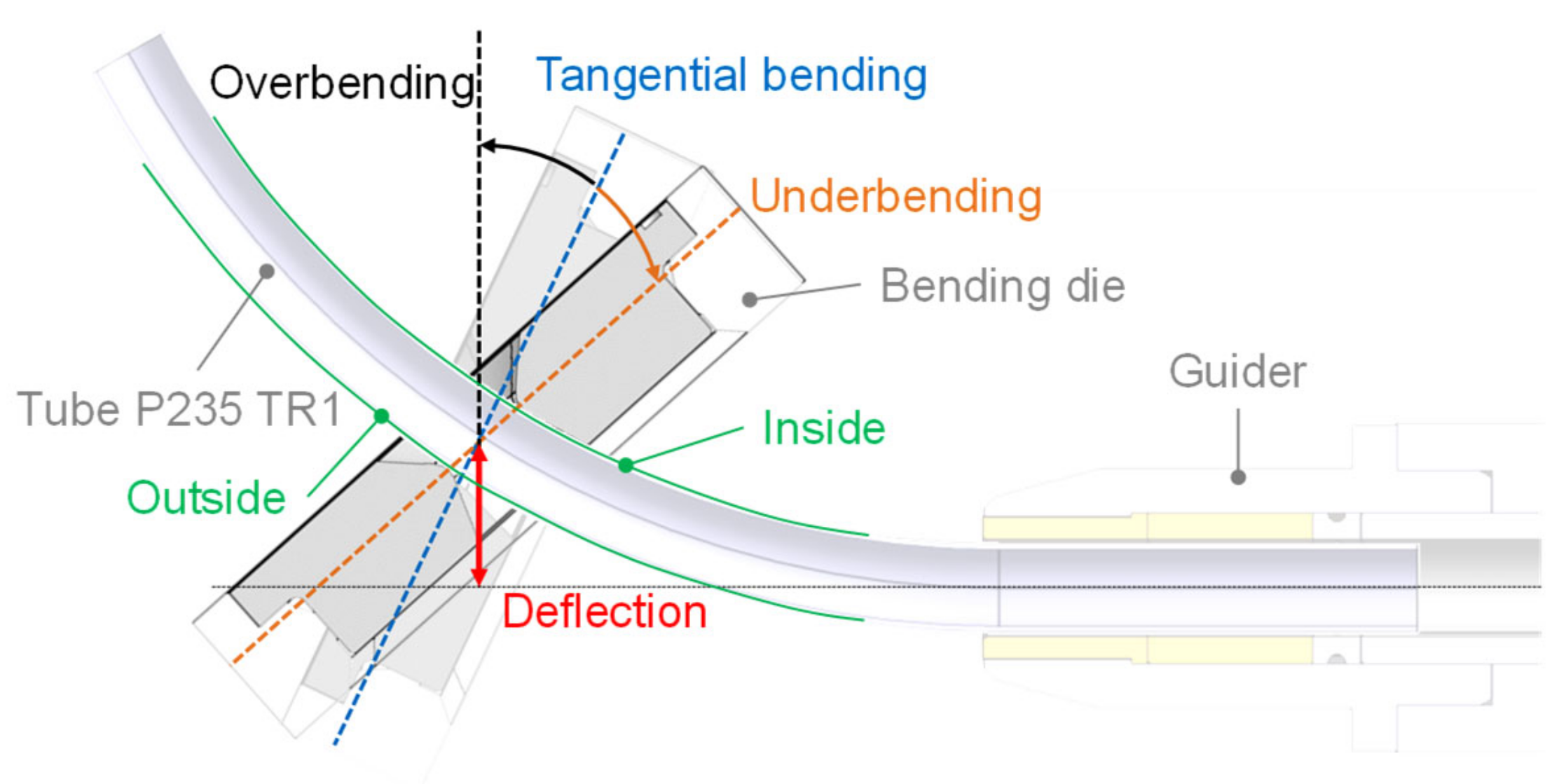
7] describe the bending process in detail and study the influence that different degrees of freedom of the freeform bending process have on the mechanical properties. They introduced a novel bending strategy, so-called non-tangential bending, which now allows the mechanical properties to be influenced while keeping a set geometry. Compared to normal freeform bending, the bending die has a non-tangential position during maximum deflection to the bent component. This position can lead to either underbending or overbending of the tube, see
Figure 1. Non-tangential bending extends the result space for freeform bending and can be used for a decoupling of bent geometry (radius and angle of the tube) and the resulting properties of the tube [
7].
The authors in [
7] namely introduce seven bending strategies (9 mm 22 deg, 10 mm 16 deg, 10 mm 20 deg, 11 mm 13 deg, 11 mm 14 deg, 12 mm 12 deg and 12 mm 13 deg), where the denotation of, e.g., 9 mm 22 deg means that the bending tool was deflected by 9 mm and had a rotation angle of 22 deg. These bending strategies offer the same set geometry and constitute the tubes studied in this paper.
As the mechanical properties can currently only be determined by time-consuming, offline measurements, an intelligent solution in the form of a soft sensor is needed, as this allows inline prediction of inline unmeasurable quantities and can then serve as a basis for a control loop based on mechanical properties.
To develop a soft sensor for the freeform bending process with movable die, an analysis of the process data delivered by the physically measured data sets is necessary. This allows the derivation of a concept for correlating state variables in the soft sensor. This paper focuses on the process data analysis and the measurement equipment suitability and proposes a novel correlation scheme for local strength, strain level and residual hoop stresses derived from ultrasonic contact impedance (UCI) measurements for freeform bending, which will be introduced in
Section 2. Part of the process data analysis is how the novel freeform bending strategy of non-tangential bending influences the mechanical properties of the material. Due to the bending process, the material will undergo plastic deformation, which will affect the residual stresses, plasticity and local strength [
8,
11].
Residual stresses are multi-axial stresses in equilibrium within a closed system that is not subject to any external forces or torques [
10]. The residual stress states in the workpiece are influenced by nearly all manufacturing processes. A change in residual stress state can be caused by, e.g., locally varying thermal conditions or inhomogeneous plastic deformation [
9,
12]. In most cases, residual stress states can be neglected, yet in some cases the residual stress state must be considered as it determines the technical application of the workpiece. If not considered, the residual stress state can lead to failure of the workpiece such as crack formation, distortion, or maybe even detrimental failure [
9,
10]. Residual stresses are categorized into three types, namely residual stresses of type I, II and III. They can be of tensile and compressive nature and are dependent upon the orientation in the tube. They can be differentiated into hoop residual stresses, longitudinal residual stresses and radial residual stresses [
13]. Tensile residual stresses can render an entire workpiece useless if the component must withstand high load stresses, while compressive residual stress states can positively influence the workpiece’s lifespan [
12].
The residual stress state can currently only be quantitatively investigated by extensive offline analyses such as (semi-) destructive investigation methods, e.g., the drill hole method [
14,
15] and sectioning methods [
16], as well as non-destructive investigation methods such as the x-ray diffraction measurement or magnetic methods, e.g., Barkhausen noise analysis [
17,
18]. Magnetic Barkhausen noise, in particular, poses a good alternative, but the signal among different types of materials is not comparable as different microstructures lead to different micromagnetic signals [
18]. Yet, to make freeform bending more efficient, an inline monitoring of the residual stresses is needed that can also be used across a variety of materials, which will be investigated in this work.
In addition to the residual stress state, the strain hardening of the material, due to the bending process, needs to be investigated. Strain hardening of a material is influenced namely by the degree of deformation ϕ, the strain rate
and the Temperature T. The authors in [
7] have shown that the influence of the strain rate
on strain hardening during freeform bending with a movable die can be neglected. During forming, ϕ changes the order and density of the dislocations, phase distribution and grain shape of the material. During cold forming, an increased ϕ causes the dislocation density of the material to rise, meaning the material strain hardens while the elongation capacity decreases [
8,
11]. Depending on the loading case of the bent workpiece, it is necessary to know how much the material strain hardened and elongated during the bending process, as it will influence the application and lifespan of the workpiece [
18]. Thus, the local strength as well as plasticity are of importance to monitor during the bending process.
It is commonly known that tensile testing provides information on materials’ characteristics such as yield strength, tensile strength, strain hardening behavior and maximum elongation [
19]. It is also commonly known that the tensile strength of a material can be analytically correlated to the measured hardness [
20]. Furthermore, an influence of residual stresses on hardness have also been proven [
21]. Yet, an analytic correlation between hardness, the local strength and residual stresses has not yet been proposed. Thus, this work proposes a novel correlation scheme based on measured hardness,
Section 2.3, that is implemented into a soft sensor.
For the soft sensor itself, a suitable model must be identified. When analyzing the system closely, the development of the mechanical properties influenced by the freeform bending process depicts a dynamic, nonlinear system. The term of a dynamic system describes a state space within which the defined coordinates describe the state at any given point in combination with a dynamical rule using the present values of the state variables in order to describe the state variables’ direct future [
22]. While nonlinearity of a dynamic system means that the system’s output cannot be described by a linear operator applied to the system’s input [
23]. The nonlinearity of the system is derived from the results of [
7], as the residual hoop stress state influences the hardness nonlinearily. Models for nonlinear, dynamic systems are manifold. Among these are for example NARMAX models [
24], neural networks relying solely on statistical relationships between variables [
24], Kalman-filters [
24] and various others. The authors have chosen the extended Kalman filter to model the development of the mechanical properties, as this is a well-researched algorithm for non-linear dynamic systems that has a relatively low complexity [
25]. As no previous filter has been introduced for the freeform bending process, the authors chose the EKF as the basis for the proposed soft sensor. Thus, any other model will not be discussed further.
The extended Kalman filter (EKF) is an advancement of the Kalman filter. As the development of the mechanical properties depicts a nonlinear system, the EKF is needed. The EKF linearizes the system about a current estimate in each time step by implementing a Jacobian matrix, meaning a first-order partial derivative of a vector function with respect to a vector [
25]. To give a state estimate, the algorithm utilizes two steps: a prediction and an update step that are modelled by the following equations [
25]:
The hat operator describes that the variable is an estimate, whereas the superscripts − and + denote that the estimates are predicted or updated estimates of the variable. Term P is called the state error covariance and describes the error covariance the filter thinks the estimate error has. Due to its summation with Q, the error covariance increases in the prediction step, which means that the filter is more uncertain in the estimate of the state variable after prediction [
25]. During the update step, the measurement residual,
, is computed first. It is the difference between the true measurement,
, and the estimated measurement,
, where h is the measurement matrix. The residual is later multiplied by the Kalman gain
to provide the updated state estimate
. The filter then computes the updated error covariance
to use in the next time step. The updated error covariance is smaller than the predicted error covariance, meaning the filter became more certain. F and H are two Jacobian matrices, which serve the purpose of linearizing the nonlinear system [
25].
The following sections will present how the correlation scheme based on hardness deriving from local strength, ductility and residual hoop stresses is formulated and how each term influences the hardness. Furthermore, the measurement suitability of UCI hardness measurements is analyzed as an inline-monitoring solution by investigation surface influences as well as cross-referencing the UCI method with Vickers hardness scale HV 10 measurements (Dia-Testor 731, Instron Wolpert, Ludwigshafen, Germany). The derived correlation scheme and all influencing parameters are lastly implemented into the EKF to enable inline monitoring of all relevant mechanical properties during the freeform bending process.
3. Results and Discussion
This section presents the results and the discussion of this work. Firstly, the measuring equipment suitability is analyzed where UCI hardness measurements in comparison to HV 10 measurements are shown. Additionally, surface roughness influences are given. Yet, the focus lies in the derivation of local strength, residual hoop stresses, and plasticity by hardness measurements. The results for each term in the correlation scheme will be presented and a regression drawn. Furthermore, the implementation of the regressions in the EKF algorithm and the predictions generated by the soft sensor will be introduced.
3.1. Measurement Equipment Suitability—Comparison of Measuring Methods
The measurement suitability of the UCI hardness measurements is investigated by comparing the UCI hardness values with HV 10 measurements. This was done by performing both UCI hardness measurements and HV 10 measurements on all seven differently non-tangentially bent steel tubes.
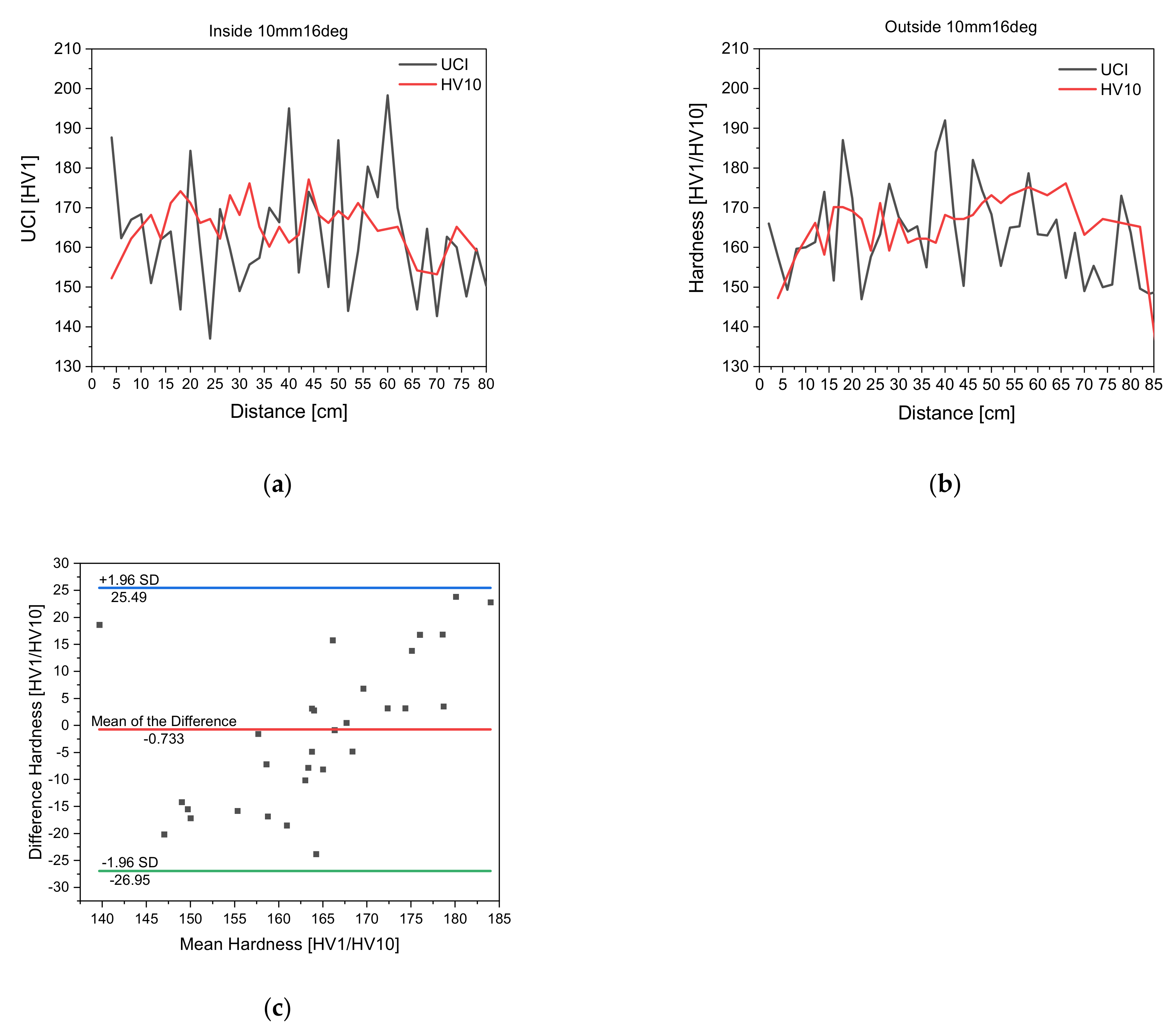
Figure 4 shows exemplarily the comparison of UCI hardness vs. HV 10 hardness on tubes 10mm16deg both on the inside and the outside of the tube. Based on that data, a Bland–Altman plot was formulated for the UCI hardness and HV 10 measurements to ultimately prove whether UCI hardness measurements are suitable for inline measuring.
In
Figure 4, the UCI measurements scatter more than the HV 10 measurements. However, it is visible that both measurements suggest the same hardness development along the tube. Considering that UCI hardness measurements are taken by hand, a higher scatter in measurement data is plausible. Even though the steel tube was clamped tightly during measurement and the measurements were conducted by the same person, manual measurements have the tendency to scatter in a larger fashion.
To quantitatively describe whether UCI hardness measurements are suitable for inline measuring, a Bland–Altman plot was formulated according to
Section 2.2. The Kolmogorov–Smirnov test shows that for a confidence interval of α = 0.05 the critical value of 0.2342 is not surpassed by the maximum deviation in the test statistic, namely 0.0808, meaning the null hypothesis will not be rejected. Thus, the difference is distributed normally, and a Bland–Altman plot can be formulated to compare UCI hardness and HV 10 measurements. The Bland–Altman plot shows that the mean of the difference is −0.733 and the limits of agreement are −0.733 + 1.96 × SD and −0.733 − 1.96 × SD. All data points lie within the defined limits of agreement, meaning that UCI hardness measurements offer a good alternative to HV 10 measurements and are suitable as an inline measuring method [
30,
31].
3.2. Measurement Equipment Suitability—Investigation of Surface Roughness Influences
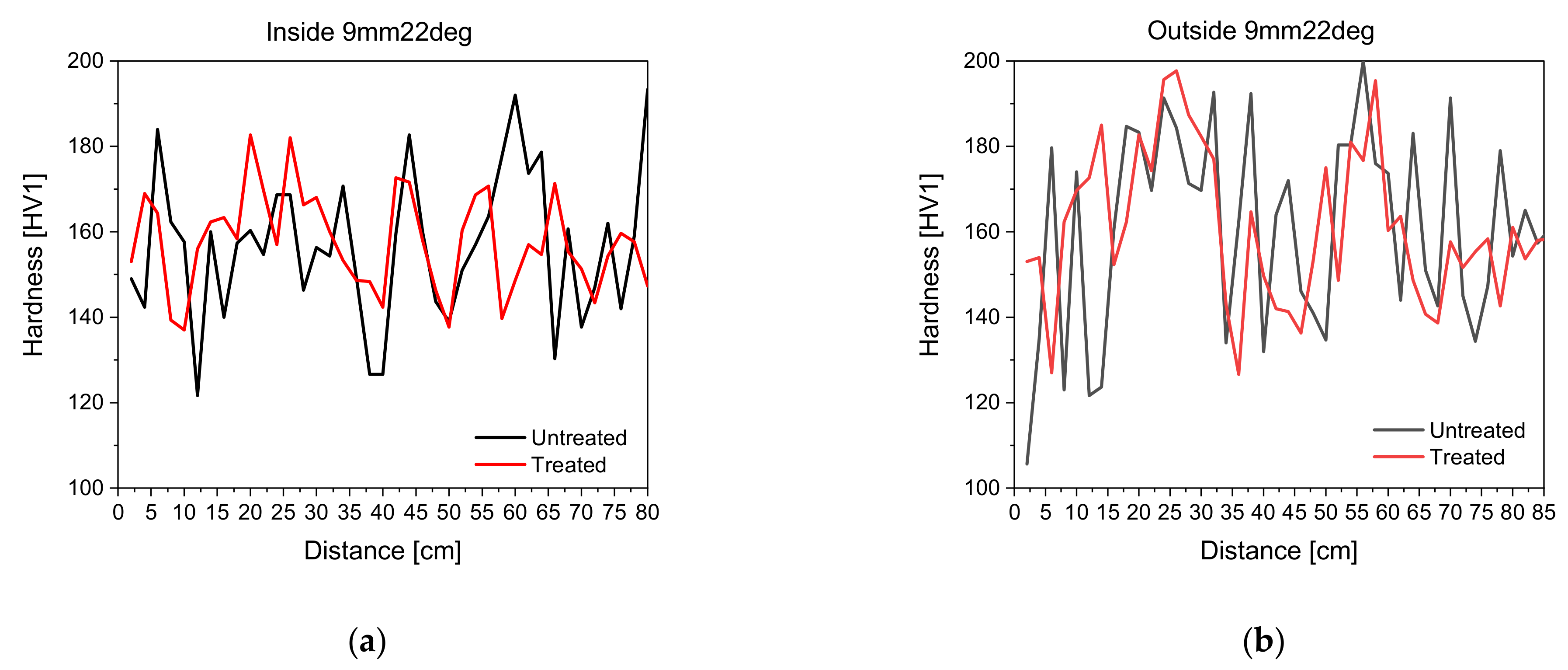
Figure 5 shows the development of hardness measurements along the inside and outside of the steel tube with treated and untreated surfaces. All seven non-tangentially bent steel tubes were examined, but only two exemplary tubes are shown in the following figures, as the results are comparable.
Surface roughness influences, seen in
Figure 5, do exist for the UCI hardness measurements. Outliers become less prominent in the treated surfaces, yet both measurements describe identical trends in hardness. Surface roughness in this case means a tarnished surface and roughness due to lubricants from bending. Although an inline surface preparation will not be possible during the bending process, the authors decided to formulate the correlation scheme based on measurements with treated surfaces, particularly as the individual correlation terms of
and
were also determined on samples with a treated surface. It is permissible to formulate the correlation scheme based on data with treated surfaces, as the surface roughness does not have an influence on the underlying mechanical properties such as strain hardening and residual stress state variations. Furthermore, the UCI measurement method relies on the dampening of the oscillation in the rod and not on an optical evaluation. Thus, it is acceptable to perform measurements on surfaces with a higher roughness later on [
33].
3.3. Measurement Equipment Suitability–Investigation of Systematic Measurement Error and Statistical Measurement Uncertainty
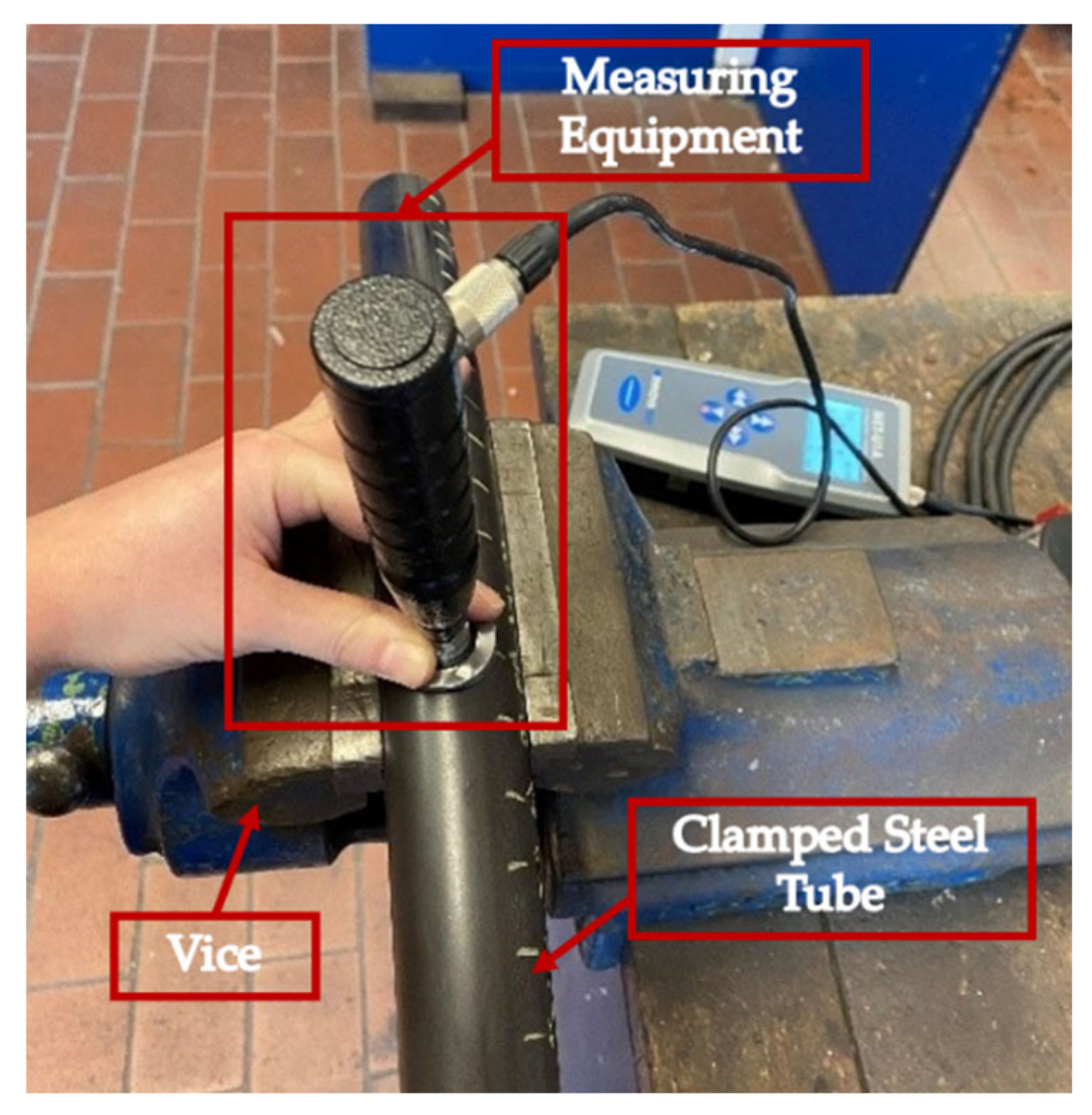
As a systematic measurement error, the authors could identify that the UCI measurements along the surface were taken by hand. To minimize the measurement error, all hand measurements were taken by the same person and a custom-made guider for the UCI hardness measuring device was utilized. All steel tubes were tightly clamped during the measurements as to eliminate any influences due to displacement of the sample. As the UCI hardness measurement equipment will ultimately be incorporated into the machine and guided by a machine, the systematic measurement error “manual testing” will be eliminated.
The statistical measurement uncertainty was determined by measuring a treated, unbent steel tube in an area of two centimeters with thirty measurements in order to derive the standard deviation. The following
Table 3 depicts the statistical data as well as the standard deviation determined according to Formula (7).
Thus, yielding a statistical uncertainty determined by a standard deviation of 6.5 HV 1.
In conclusion, a new inline measuring sensor for freeform bending could be established.
3.4. HVTotal
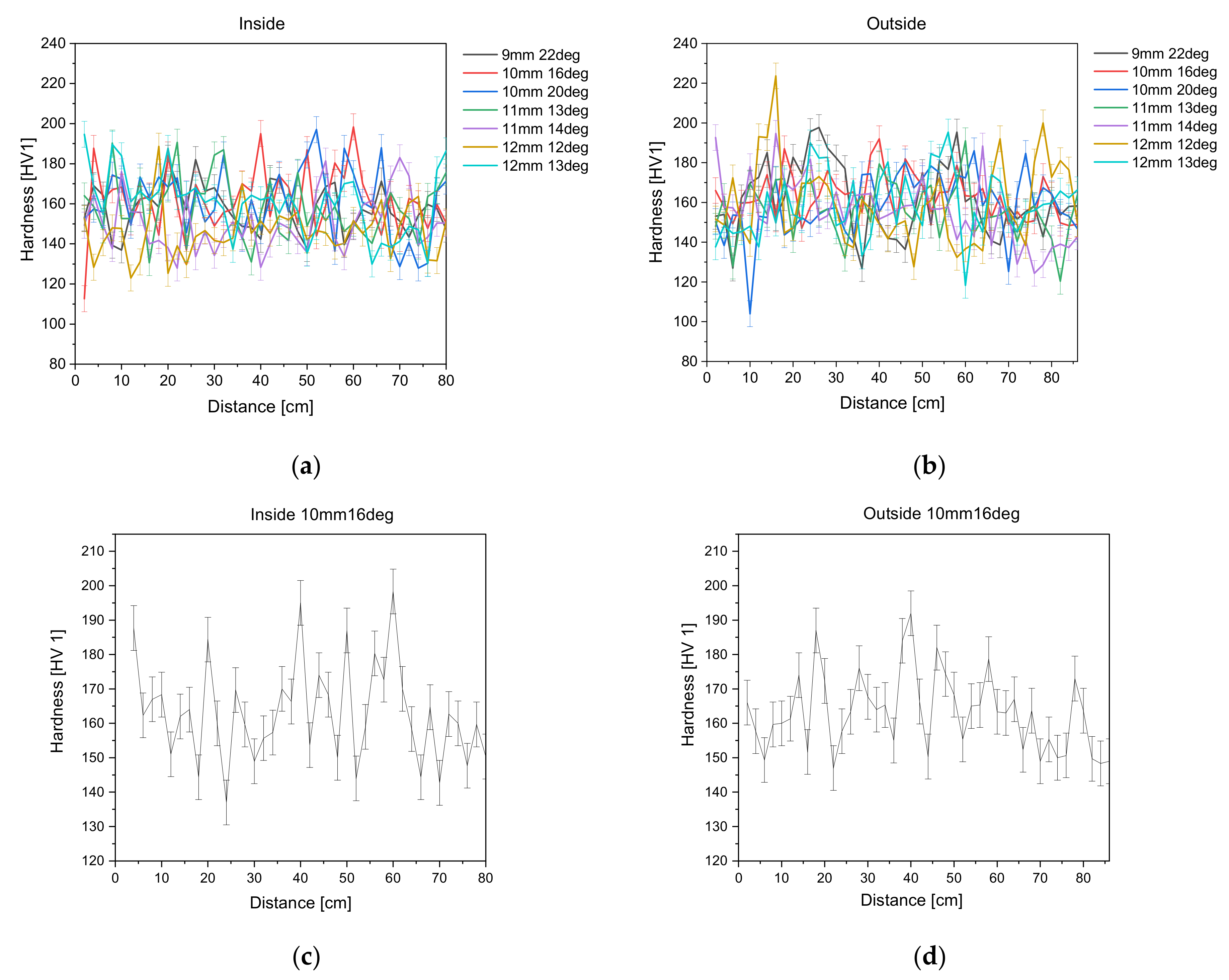
HVTotal development along the non-tangentially bent and treated surface steel tubes can be seen in
Figure 6a,b, while
Figure 6c,d give an exemplary overview of the hardness development of non-tangentially bent steel tube 10mm16deg. Error bars derived from the standard deviation are also plotted in the diagram.
As expected, the hardness seen in
Figure 6 increases slightly where the die is fully deflected, meaning where ϕ is largest, for all non-tangentially bent tubes. Although the measurements scatter, the general trend can be seen. HV 1 measurements lie for inside measurements within an interval of 147 HV 1 to 192 HV 1 and for the outside measurements within an interval of 137 HV 1 and 198 HV 1. It can also be seen that the hardness does not increase significantly for any of the non-tangentially bent tubes, which is also suggested by the conventional stress–strain curves seen in
Figure 7, showing that the material does not have a pronounced strain hardening behavior.
3.5. HVGroundstate, HVStrain Hardening and Plasticity
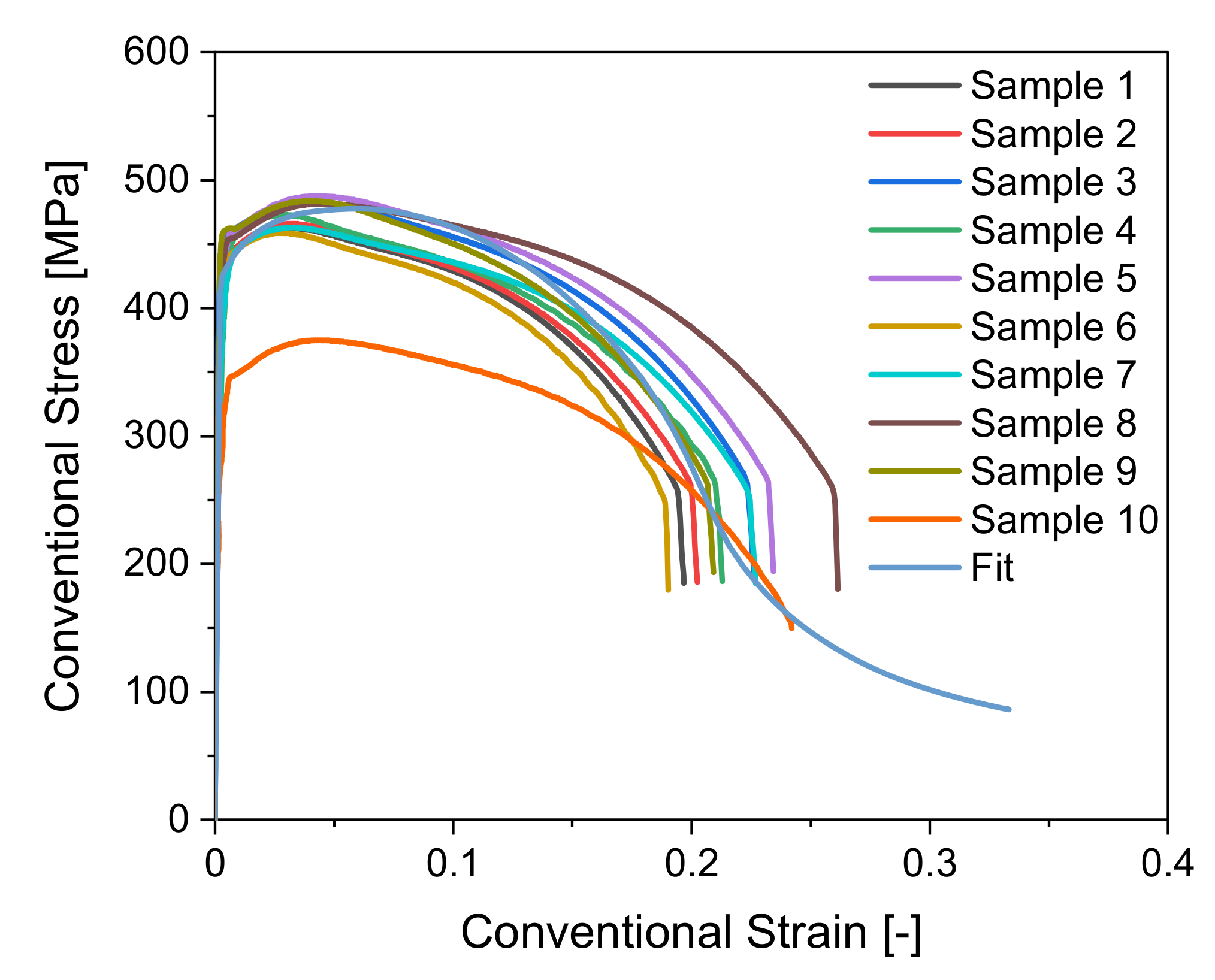
The results of the tensile tests can be taken from
Figure 7. Depicted are the conventional stress–strain curves for the tensile tests conducted at room temperature as well as the numerically modelled tensile test. The conventional strains at fracture vary from 0.19 to 0.26. The tensile test shows that the material does not strain harden strongly.
Figure 7 again shows that the material properties scatter strongly. Sample 10 is an extreme outlier and has a tensile strength value lower by 100 MPa compared to the rest of the samples. The strong scatter in the material properties is permissible according to the norm [
26,
27], yet also results in difficulty of precise regression formulation. It is important to emphasize that investigations, especially regarding the fluctuations in the base material, need to be conducted and accounted for in the algorithm.
Using this data and taking hardness measurements in the different conventional plastic strain stages, a relationship between hardness and local strength can be derived in
Figure 8. The hardness and local strength are plotted against the conventional strain level.
It can be seen that the local strength value does not change by much as the interval lies between 465 MPa and 558 MPa even after the conventional plastic strain level rises up to 10%. Compared to this, the hardness values scatter in a higher fashion on an interval between 160 HV 1 and 210 HV 1. However, it is noticeable that hardness and local strength differ from each other by a scaling factor. When local strength and hardness are put into proportion, hardness scaled up by a factor of 2.88 on average results in the strength value. This scaling factor is implemented into the soft sensor to inline monitor the local strength.
To assume the relationship between hardness and local strength to be a scaling factor is suitable for a primary approach, as the material does not have a pronounced strain hardening behavior, elastic material behavior is not of interest and it is a well-known fact that base hardness can be reinterpreted as the tensile strength [
20]. Further investigations should be conducted to generate more data. A regression between hardness and local strength should be derived using a material that has a pronounced strain hardening behavior.
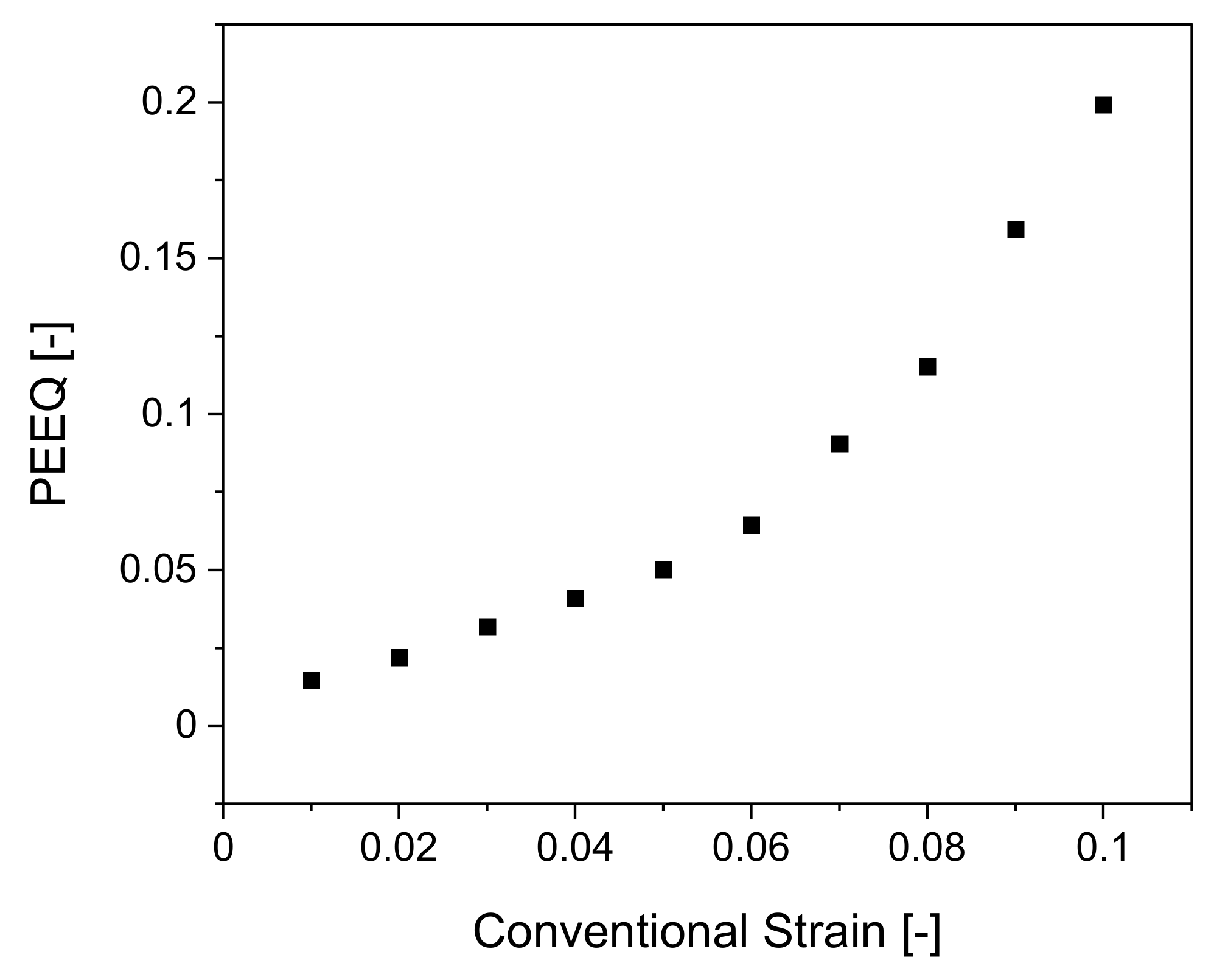
To derive the true strain level introduced during bending, the numerical model was utilized. The stopped tensile tests at various conventional plastic strains, 1% to 10%, were analyzed regarding the displacement. The displacement points were compared with the simulation to gain insight into the true strain introduced by bending, as the conventional strain does not describe the actual strains in the critical areas because it does not consider the change in cross-section. The following
Figure 9, shows the conventional strain values plotted against the equivalent plastic strain (PEEQ) values from the simulation. The true strain values from the simulation were then used by the algorithm to predict the true strain level in the bent tube.
Figure 9 shows that the true strain increases exponentially compared to the conventional strains, as expected.
It must be noted that only plasticity levels up to 10% conventional plastic strain are included. This is due to the fact that beginning at 11% conventional plastic strain, the test samples start to neck diffusely, meaning necking both in the width and thickness direction occurs [
35]. Thus, a uniaxial stress state no longer exists and a multiaxial stress state will be present in the material [
8]. To still monitor the local strength and true strains but without any influences due to a change in stress state, only the data before necking is used. This is also permissible, as the bent steel tubes do not neck during bending.
To further improve the filter, tensile tests utilizing Zwicks optical measurement equipment Aramis are anticipated. These will provide meticulous data on the local true strain and can be used to derive a regression between plasticity and hardness directly, which can be implemented into the dynamics matrix of the filter.
3.6. HVResidual Stresses
As mentioned in
Section 2.3.3, the regression between residual hoop stresses and hardness relies on the results in [
7]. The chosen regression to inline monitor the residual hoop stresses can be seen in
Figure 10.
The regression function selected is:
This fit offers a coefficient of determination of 0.8555.
The modelling of the residual hoop stresses as an exponential function is also permissible for implementation into the algorithm. The residual of R² = 0.8555 suggests that the function represents the development adequately. Although a quadratic fit would have led to a higher residual of the regression, the development of the residual stresses was modelled with an exponential fit. The quadratic fit would have suggested that at lower hardness the residual hoop stresses would increase again. That is not the trend shown in [
7]. Further data points will be generated for proper validation of the primary exponential fit. Additionally, investigations regarding residual stress influences on hardness need to be conducted as currently only residual hoop stresses are monitored. Longitudinal residual stresses and radial residual stresses should also be incorporated as they also determine the application of the work piece.
3.7. Implementation of Regressions into Soft Sensor
After implementing the regressions into the dynamics matrix and defining the Jacobian thereof, the soft sensor derives local strength and residual hoop stresses as seen in
Figure 11a,b. For the computation of the algorithm, the algorithm utilizes the hardness values without standard deviation. According to the Kolmogorov-Smirnoff test, the test statistics for measurement uncertainty is normally distributed for
. For the taken test statistic, the true value lies for 95% of all samples in the confidence interval of [188.81; 193.45]. Thus, hardness values without regard to the standard deviation are used in the algorithm, especially as defining interval limits in the EKF may lead to a distortion of the prediction due to the loop nature of the algorithm. Further studies on how interval limits influence predictions are recommended.
The algorithm uses the hardness, calculates the local strength and residual hoop stresses, and runs the EKF. After strength is predicted, the plasticity level will be forecast by scanning the tensile test data.
Figure 11c shows the prediction of the plasticity level.
It can be seen that compared to the measurement values derived by regression, the predictions forecast the same trends. Both local strength and residual hoop stress development is predicted in the same trend as the regression derives. Yet, outliers in the predictions made by the EKF can be seen.
Thus, the current algorithm successfully offers an estimate as well as a prediction of the local strength, residual hoop stresses and plasticity. Yet, further validation is needed. Hence, more mechanical property data in the form of tensile test and residual stress analyses need to be generated. As the current modelling of noise in the EKF is solely dependent upon the taken measurements, further analyses regarding disturbances due to the process will be conducted and modelled in the filter. Furthermore, a detailed characterization of the base material to adequately identify disturbances due to scatter bands in the mechanical properties is anticipated and will be incorporated into the soft sensor. It is also intended to implement error propagation rules into the algorithm to get an even clearer prediction of the mechanical properties. As a model for the initial soft sensor for freeform bending, the EKF has proven to be a suitable algorithm as it linearizes the nonlinear system and can be customized according to preference.
As the material, seen in
Figure 7, does not have a pronounced strain hardening behavior, strength values do not offer a large range. This can lead to difficulties in deriving the plasticity level later in the algorithm as little change in the local strength suggests a larger interval of plasticity in the algorithm. Further studies, especially regarding the local plasticity level, as mentioned in
Section 3.5, are intended to incorporate the plasticity level into the EKF.
The greatest advantage of utilizing a correlation scheme based on hardness is that it can be transferred to various kinds of materials. The authors investigated what inline testing equipment can be utilized as a basis for a soft sensor. The most promising approaches were either using micromagnetic Barkhausen sensors or hardness measurements. The authors decided to formulate an initial soft sensor based on hardness measurements, as this does not exclude non-ferromagnetic materials. Yet, additional investigations on the implementation of nondestructive testing results generated by Barkhausen noise sensors are conducted and will be incorporated into the soft sensor. A disadvantage of the scheme is that for a new material the regressions have to be newly determined, which does take some time to test.


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}