
The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods


Abstract
1. Introduction
2. Materials and Methods
2.1. Measurement Process
2.2. Analyzed Surfaces
2.3. Applied Methods
2.3.1. Procedures for an Areal form Removal
2.3.2. Algorithms and Approaches for Characterizations of the High-Frequency Errors
Approaches Considered for the Detection of the High-Frequency Noise
Filters Applied for the Reduction in the Influence of High-Frequency Errors
3. Results and Discussion
3.1. Areal form Removal
3.1.1. The Effect of Feature Occurrence on the Areal form Removal by Regular Procedures
3.1.2. Selection of F-Surface (Reference Plane) with Valley Analysis
3.1.3. Reducing the Influence of an End-Effect in the Analysis of Surface Topography
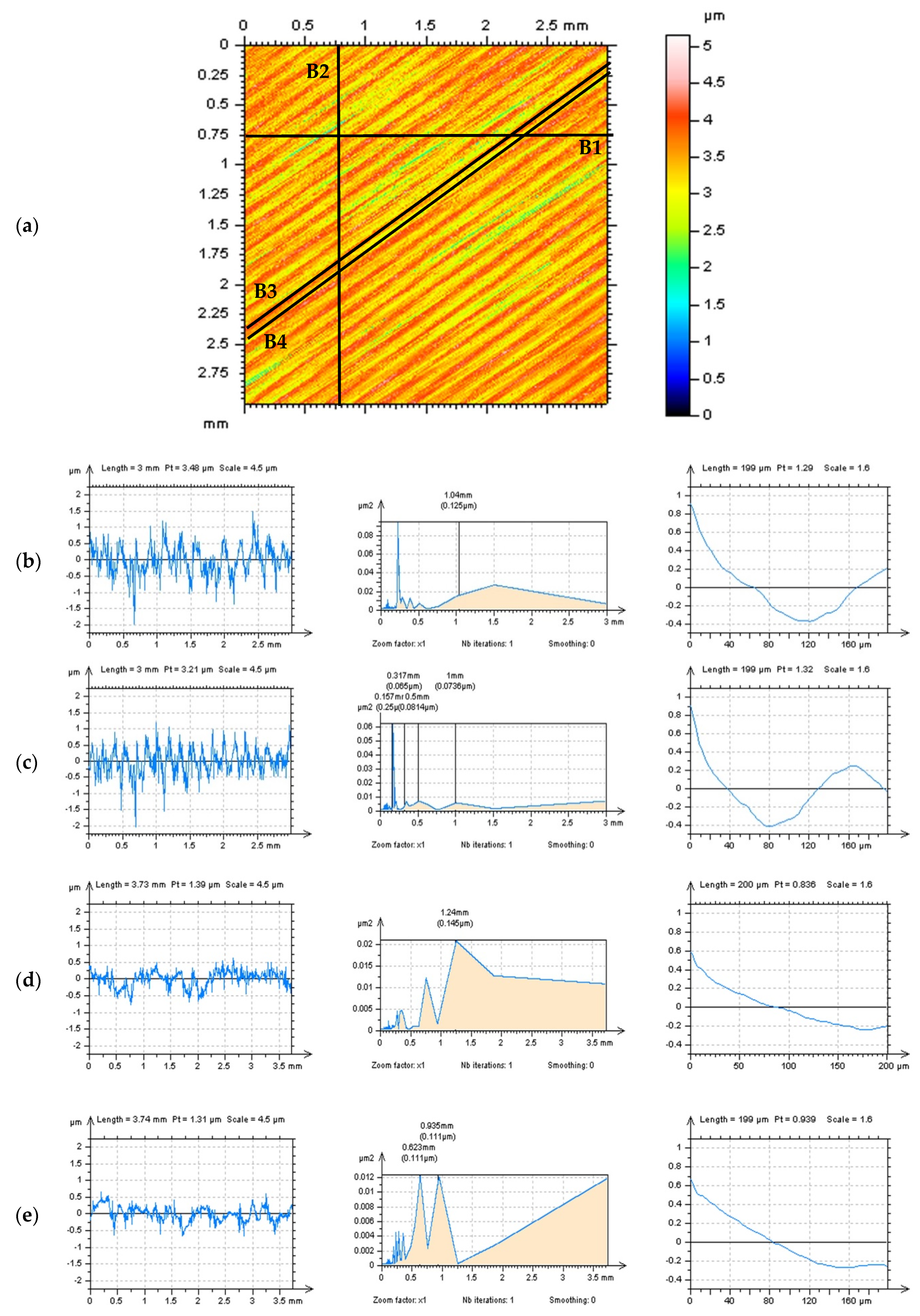
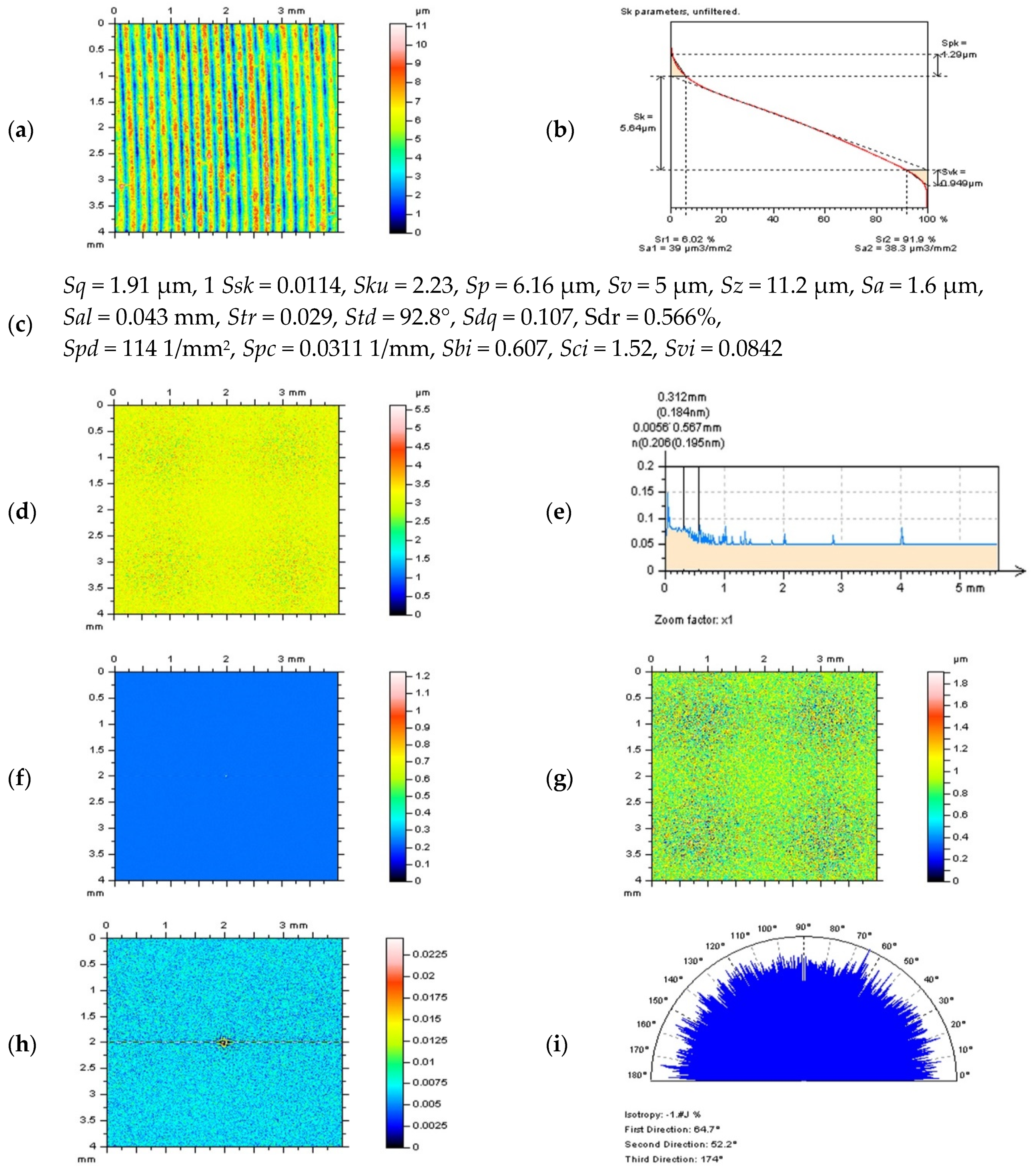
3.2. Analysis of the High-Frequency Measurement Errors
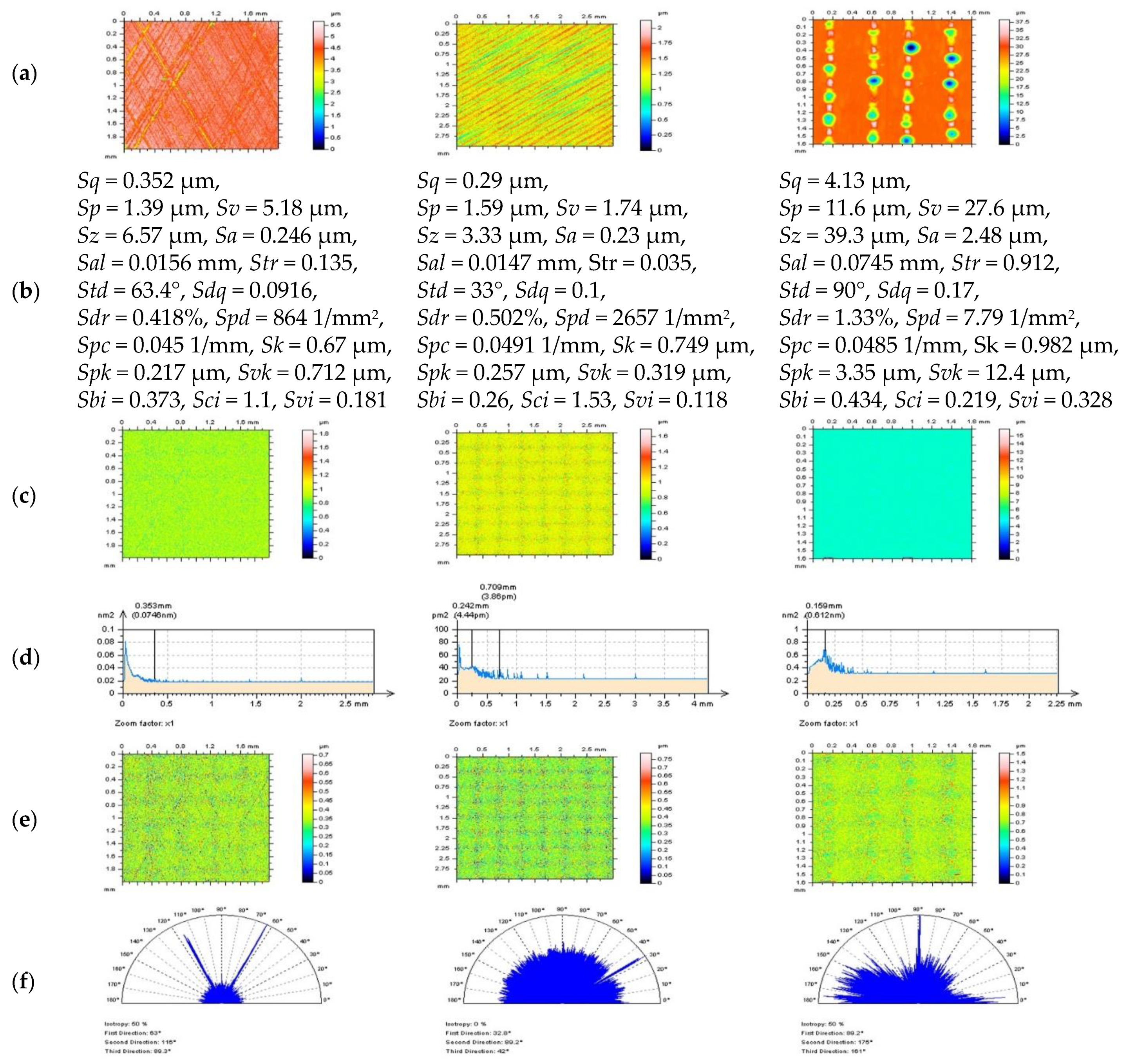
3.2.1. The Influence of Feature Size, Density, and Distribution on the Processes of Detection of High-Frequency Errors
3.2.2. Reduction in the High-Frequency Errors with a Modeled Data Analysis
3.2.3. Proposals of High-Frequency Noise Suppressions with Measured Data Studies
4. Conclusions
- Commonly used, available in the commercial software, algorithms and procedures, e.g., Power Spectral Densities (PSD), Autocorrelation Function (ACF), or filters such as ISO preferred Gaussian regression or robust filter, moving average (arithmetic mean), median or wavelet can be valuable in the definition of the S-F surface. Both operations, F-filtering and S-filtering, can be provided with regular, commercial procedures without alternative, external methods; nevertheless, special attention to the results obtained should be paid;
- For defining the process of an areal form removal, particular attention must be paid to the minimization of a distortion of a selected surface topography features. Usually, distortion has a tendency to increase when deep or wide features, e.g., dimples, valleys, or scratches, were measured. Moreover, the density of the surface topography features affected the accuracy of an areal form removal (F operation) for each of the analyzed algorithms. Various methods, based on the exclusions (e.g., filling, extracting, omitting in general) of those relatively huge valleys, may be valuable in the minimization of errors in the computing of surface topography parameters;
- Detection of the high-frequency errors from the results of surface topography measurements can be provided with an available in the commercial software Power Spectral Density or Autocorrelation Function graphs; nonetheless, both methods should be applied cautiously that they are vigilant against the occurrence of selected characteristics of the surface such as dimples, scratches, oil pockets, and valleys in general. The main purpose is to omit the deep and wide features when the PSD and ACF profile (or areal in exceptional cases) detection of high-frequency errors is accomplished. Other profile extraction methods, e.g., treatment traces or treatment direction methods (TDM), can also be valuable in the definition of this type of errors;
- Reduction in the influence of the high-frequency noise on both data processing and parameter calculation errors can be minimized with an analysis of a noise surface (S-surface). It was found that S-surface, created in the process of removal of high-frequency errors from the raw surface topography measured data, should (must) be characterized by high-frequency components (at least high-frequency should be a dominant frequency with the PSD graph assessments), should not contain any manufacturing traces and be isotropic;
- In general, all of the commercial algorithms (functions, filters) can be fairly advantageous in the characterization of the S-F surface (surface after removal of form and reduction in the high-frequency measurement errors) for various types of surface textures; nonetheless, application of algorithms must be sufficiently accurate, proposed procedures (valley extractions, thresholding approach or comprehensive analysis of the S-surface) may provide the more effective and detailed implementation of the widely available methods. Application of the external (other procedures than those available in the commercial software) may not be required when various modifications of the commonly used approaches, such as those proposed in this paper, will be approved. All the beneficial results obtained with external methods can be received with commercial procedures altered and supported by proposed schemes. Moreover, the extra time and researcher skills for the implementation of an external procedure will not be required.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Parameters and Abbreviations
| ACF autocorrelation function | Sa arithmetic mean height Sa, µm |
| DGS-F denoising Gaussian S-filter | Sal autocorrelation length, mm |
| DMAF denoising moving average filter | Sbi surface bearing index |
| DMF denoising median filter | Sci core fluid retention index |
| DWF wavelet denoising filter | Sdq root mean square gradient |
| F-surface form surface | Sdr developed interfacial areal ratio, % |
| Gauss regular Gaussian regression filter | Sk core roughness depth, µm |
| MQCL Minimum Quantity Cooling Lubrication | Sku kurtosis |
| NSP noise-sensitive parameters | Sp maximum peak height, µm |
| Poly 2nd polynomial of 2nd order | Spc arithmetic mean peak curvature, 1/mm |
| Poly 4th polynomial of 4th order | Spd peak density, 1/mm2 |
| PSD power spectral density | Spk reduced summit height, µm |
| Robust regular robust Gaussian regression filter | Sq root mean square height, µm |
| S-F surface A surface after S- and F- filtering | Ssk skewness |
| S-filter removes small-scale lateral components | Std texture direction,° |
| S-surface short-wavelength noise surface | Str texture parameter |
| SLM selective laser melting | Sv maximum valley depth, µm |
| ST surface topography | Svi valley fluid retention index |
| TDM treatment-(traces)-direction-method | Svk reduced valley depth, µm |
| VEM valley excluding method | Sz the maximum height of surface, µm |
| WLI White Light Interference |
References
- Zhai, W.; Bai, L.; Zhou, R.; Fan, X.; Kang, G.; Liu, Y.; Zhou, K. Recent progress on wear-resistant materials: Designs, properties, and applications. Adv. Sci. 2021, 8, 2003739. [Google Scholar] [CrossRef]
- Wos, S.; Koszela, W.; Pawlus, P. Selected Methods and Applications of Anti-Friction and Anti-Wear Surface Texturing. Materials 2021, 14, 3227. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Yuan, C.; Liu, P.; Peng, Z.; Yan, X. Study on influence of cylinder liner surface texture on lubrication performance for cylinder liner–piston ring components. Tribol. Lett. 2013, 51, 9–23. [Google Scholar] [CrossRef]
- Rao, X.; Sheng, C.; Guo, Z.; Yuan, C. Effects of thread groove width in cylinder liner surface on performances of diesel engine. Wear 2019, 426, 1296–1303. [Google Scholar] [CrossRef]
- Liu, Z.; Liang, F.; Zhai, L.; Meng, X. A comprehensive experimental study on tribological performance of piston ring–cylinder liner pair. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, in press. [Google Scholar]
- Macek, W.; Branco, R.; Szala, M.; Marciniak, Z.; Ulewicz, R.; Sczygiol, N.; Kardasz, P. Profile and Areal Surface Parameters for Fatigue Fracture Characterisation. Materials 2020, 13, 3691. [Google Scholar] [CrossRef]
- La Monaca, A.; Murray, J.W.; Liao, Z.; Speidel, A.; Robles-Linares, J.A.; Axinte, D.A.; Hardy, M.C.; Clare, A.T. Surface integrity in metal machining—Part II: Functional performance. Int. J. Mach. Tools Manu. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Forbes, A.B. Areal form removal. In Characterisation of Areal Surface Texture; Leach, R.K., Ed.; Springer: Berlin, Germany, 2013; pp. 107–128. [Google Scholar]
- Podulka, P.; Dobrzański, P.; Pawlus, P.; Lenart, A. The effect of reference plane on values of areal surface topography parameters from cylindrical elements. Metrol. Meas. Syst. 2014, 21, 247–256. [Google Scholar] [CrossRef][Green Version]
- Stout, K.J.; Sullivan, P.J.; Dong, W.P.; Mainsah, E.; Luo, N.; Mathia, T.; Zahouani, H. The Development of Methods for the Characterisation of Roughness in Three Dimensions; Commission of the European Communities: Luxembourg, 1994. [Google Scholar]
- Podulka, P. Bisquare robust polynomial fitting method for dimple distortion minimisation in surface quality analysis. Surf. Interface Anal. 2020, 52, 875–881. [Google Scholar] [CrossRef]
- Podulka, P. The effect of valley depth on areal form removal in surface topography measurements. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 391–400. [Google Scholar]
- Kondo, Y.; Yoshida, I.; Nakaya, D.; Numada, M.; Koshimizu, H. Verification of characteristics of Gaussian filter series for surface roughness in ISO and proposal of filter selection guidelines. Nanomanuf. Metrol. 2021, 4, 97–108. [Google Scholar] [CrossRef]
- Dobrzanski, P.; Pawlus, P. Digital filtering of surface topography: Part I. Separation of one-process surface roughness and waviness by Gaussian convolution, Gaussian regression and spline filters. Precis. Eng. 2010, 34, 647–650. [Google Scholar] [CrossRef]
- Zeng, W.; Jiang, X.; Scott, P.J. Fast algorithm of the robust Gaussian regression filter for areal surface analysis. Meas. Sci. Technol. 2010, 21, 055108. [Google Scholar] [CrossRef]
- Janecki, D. Gaussian filters with profile extrapolation. Precis. Eng. 2011, 35, 602–606. [Google Scholar] [CrossRef]
- Wang, Z.; Meng, H.; Fu, J. Novel method for evaluating surface roughness by grey dynamic filtering. Measurement 2010, 43, 78–82. [Google Scholar] [CrossRef]
- Podulka, P. Reduction of influence of the high-frequency noise on the results of surface topography measurements. Materials 2021, 14, 333. [Google Scholar] [CrossRef] [PubMed]
- Pawlus, P. An analysis of slope of surface topography. Metrol. Meas. Syst. 2005, 12, 295–313. [Google Scholar]
- Jiang, X.; Wang, K.; Gao, F.; Muhamedsalih, H. Fast surface measurement using wavelength scanning interferometry with compensation of environmental noise. Appl. Optics. 2010, 49, 2903–2909. [Google Scholar] [CrossRef] [PubMed]
- ISO 25178-2:2012. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Gao, W.; Kim, S.W.; Bosse, H.; Haitjema, H.; Chen, Y.L.; Lu, X.D.; Knapp, W.; Weckenmann, A.; Estler, W.T.; Kunzmann, H. Measurement technologies for precision positioning. CIRP Ann. Manuf. Technol. 2015, 64, 773–796. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C. Newnes Interfacing Companion; Newnes: Oxford, UK; Boston, MA, USA, 2002. [Google Scholar]
- Adamczak, S.; Makieła, W.; Stępień, K. Investigating advantages and disadvantages of the analysis of a geometrical surface structure with the use of Fourier and Wavelet Transform. Metrol. Meas. Syst. 2010, 17, 233–244. [Google Scholar] [CrossRef]
- Sharma, A.; Sheoran, G.; Moinuddin, Z.A.J. Improvement of signal-to-noise ratio in digital holography using wavelet transform. Opt. Lasers Eng. 2008, 46, 42–47. [Google Scholar] [CrossRef]
- Huang, L.; Kemao, Q.; Pan, B.; Krishna, A.; Asundi, A.K. Comparison of Fourier transform, windowed Fourier transform, and wavelet transform methods for phase extraction from a single fringe pattern in fringe projection profilometry. Opt. Lasers Eng. 2010, 48, 141–148. [Google Scholar] [CrossRef]
- Wang, X.; Shi, T.; Liao, G.; Zhang, Y.; Hong, Y.; Chen, K. Using wavelet packet transform for surface roughness evaluation and texture extraction. Sensors 2017, 17, 933. [Google Scholar] [CrossRef]
- Yao, L.; He, J. Recent progress in antireflection and self-cleaning technology—From surface engineering to functional surfaces. Prog. Mater. Sci. 2014, 61, 94–143. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. The analysis of directionality of honed cylinder liners surfaces. Scanning 2014, 36, 95–104. [Google Scholar] [CrossRef]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Rozen, B.-G. Experimental friction evaluation for cylinder liner/piston ring contact: Results. Wear 2011, 271, 625–633. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Różański, R.; Królczyk, G.M. Assessment of the classification ability of parameters characterizing surface topography formed in manufacturing and operation processes. Measurement 2021, 170, 108715. [Google Scholar] [CrossRef]
- Wahid, S.M.S. Automotive brake wear: A review. Environ. Sci. Pollut. Res. 2018, 25, 174–180. [Google Scholar] [CrossRef]
- Reddy, N.S.K.; Rao, P.V. Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling. Int. J. Mach. Tools Manu. 2006, 46, 189–198. [Google Scholar] [CrossRef]
- Drozd, K.; Walczak, M.; Szala, M.; Gancarczyk, K. Tribological Behavior of AlCrSiN-Coated Tool Steel K340 Versus Popular Tool Steel Grades. Materials 2020, 13, 4895. [Google Scholar] [CrossRef]
- Chang, C.S.; Mahmood, M.A.; Tsai, T.W.; Han, C.F.; Chung, C.K.; Lin, J.F. Fractal parameters developed to evaluate the effects of laser textured surface on oil contact angle and tribological parameters. J. Laser Appl. 2021, 33, 022021. [Google Scholar] [CrossRef]
- Simoni, F.; Huxol, A.; Villmer, F.J. Improving surface quality in selective laser melting based tool making. J. Intell. Manuf. 2021, in press. [Google Scholar] [CrossRef]
- Agarval, S.; Rao, P.V. Modeling and prediction of surface roughness in ceramic grinding. Int. J. Mach. Tools Manu. 2010, 50, 1065–1076. [Google Scholar] [CrossRef]
- ISO 16610-21:2011. Geometrical Product Specifications (GPS)—Filtration—Part 21: Linear Profile Filters: Gaussian Filters; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- ISO 16610-61:2015. Geometrical Product Specification (GPS)—Filtration—Part 61: Linear Areal Filters—Gaussian Filters; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 16610-31:2016. Geometrical Product Specifications (GPS)—Filtration—Part 31: Robust Profile Filters: Gaussian Regression Filters; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Podulka, P. Edge-area form removal of two-process surfaces with valley excluding method approach. Matec. Web. Conf. 2019, 252, 05020. [Google Scholar] [CrossRef][Green Version]
- Nieslony, P.; Cichosz, P.; Krolczyk, G.M.; Legutko, S.; Smyczek, D.; Kolodziej, M. Experimental studies of the cutting force and surface morphology of explosively clad Ti–steel plates. Measurement 2016, 78, 129–137. [Google Scholar] [CrossRef]
- Elson, J.; Bennett, J. Calculation of the power spectral density from surface profile data. Appl. Opt. 1995, 34, 201–208. [Google Scholar] [CrossRef] [PubMed]
- Krolczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Maia, L.H.A.; Abrao, A.M.; Vasconcelos, W.L.; Sales, W.F.; Machado, A.R. A new approach for detection of wear mechanisms and determination of tool life in turning using acoustic emission. Tribol. Int. 2015, 92, 519–532. [Google Scholar] [CrossRef]
- Podulka, P. Fast Fourier Transform detection and reduction of high-frequency errors from the results of surface topography profile measurements of honed textures. Eksploat. Niezawodn. 2021, 23, 84–93. [Google Scholar] [CrossRef]
- Podulka, P. Improved procedures for feature-based suppression of surface texture high-frequency measurement errors in the wear analysis of cylinder liner topographies. Metals 2021, 11, 143. [Google Scholar] [CrossRef]
- ISO. 25178 part 3: Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 3: Specification Operators; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Villa, J.; González, E.; Moreno, G.; de la Rosa, I.; Flores, J.L.; Alaniz, D. Fringe pattern denoising using spatial oriented gaussian filters. Opt. Commun. 2020, 457, 124704. [Google Scholar] [CrossRef]
- Mainsah, E.; Greenwood, J.A.; Chetwynd, D.G. (Eds.) Metrology and Properties of Engineering Surfaces; Springer: Berlin, Germany, 2001. [Google Scholar]
- Azami, H.; Mohammadi, K.; Bozorgtabar, B. An improved signal segmentation using moving average and Savitzky-Golayfilter. J. Signal Inf. Process. 2012, 3, 39. [Google Scholar]
- Ma, S.; Shen, Z.; Chen, S.; Wang, Z. Calibration and optimization of the effective resolution of an optical profiler using the white-noise method and a median filter. Optik 2015, 126, 4841–4845. [Google Scholar] [CrossRef]
- Chui, C.K. An Introduction on Wavelets; SIAM: Philadelphia, PA, USA, 1992. [Google Scholar]
- Cooklev, T. An efficient architecture for orthogonal wavelet transforms. IEEE Signal Proc. Let. 2006, 13, 77–79. [Google Scholar] [CrossRef]
- Masud, S.; McCanny, J.V. Rapid design of biorthogonal wavelet transforms. IEEE Proc. Devices Syst. 2000, 147, 293–296. [Google Scholar] [CrossRef]
- Chen, X.; Raja, J.; Simanapalli, S. Multi-scale analysis of engineering surfaces. Int. J. Mach. Tools Manu. 1995, 35, 231–238. [Google Scholar] [CrossRef]
- Jiang, X.; Blunt, L. Third generation Wavelet for the extraction of morphological features from micro and nano scalar surfaces. Wear 2004, 257, 1235–1240. [Google Scholar] [CrossRef]
- Pan, Q.; Zhang, L.; Dai, G.; Zhang, H. Two denoising methods by wavelet transform. IEEE T Signal Process. 1999, 47, 3401–3406. [Google Scholar] [CrossRef]
- Vonesch, C.; Blu, T.; Unser, M. Generalized Daubechies Wavelet Families. IEEE T Signal Process. 2007, 55, 4415–4429. [Google Scholar] [CrossRef]
- Brinkmann, S.; Bodschwinna, H. Advanced Gaussian filters. In Advanced Techniques for Assessment Surface Topography; Blunt, L., Jiang, X., Eds.; Kogan Page Science: London/Sterling, UK, 2003; pp. 62–89. [Google Scholar]
- Li, H.; Cheung, C.F.; Jiang, X.Q.; Lee, W.B.; To, S. A novel robust Gaussian filtering method for the characterization of surface generation in ultra-precision machining. Precis. Eng. 2006, 30, 421–430. [Google Scholar] [CrossRef]
- Podulka, P. Proposal of frequency-based decomposition approach for minimization of errors in surface texture parameter calculation. Surf. Interface Anal. 2020, 52, 882–889. [Google Scholar] [CrossRef]
- Podulka, P. Comparisons of envelope morphological filtering methods and various regular algorithms for surface texture analysis. Metrol. Meas. Syst. 2020, 27, 243–263. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Surf1 | Surf2 | Surf3 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | |
| Sq, µm | 1.75 | 1.72 | 1.69 | 1.83 | 1.97 | 1.91 | 1.94 | 2.01 | 2.15 | 2.12 | 2.09 | 2.19 |
| Ssk | −2.64 | 2.56 | −2.73 | −2.71 | −2.62 | −2.39 | −2.57 | −2.54 | −2.25 | −2.15 | −2.23 | −2.29 |
| Sku | 10.6 | 10.5 | 11.4 | 10.9, | 10.1 | 9.24 | 9.95 | 9.74, | 7.82 | 7.51 | 7.9 | 7.85 |
| Sp, µm | 2.16 | 2.2 | 2.32 | 2.62 | 2.09 | 2.62 | 2.35 | 2.37 | 2.76 | 3.05 | 3.03 | 2.75 |
| Sv, µm | 9.54 | 9.28 | 9.42 | 9.86 | 9.56 | 10.1 | 9.43 | 9.67 | 9.5 | 9.31 | 9.39 | 9.61 |
| Sz, µm | 11.7 | 11.5 | 11.7 | 12.5 | 11.7 | 12.7 | 11.8 | 12 | 12.3 | 12.4 | 12.4 | 12.4 |
| Sa, µm | 1.13 | 1.12 | 1.07 | 1.16 | 1.31 | 1.28 | 1.27 | 1.33 | 1.47 | 1.46 | 1.4 | 1.5 |
| Sal, mm | 0.0615 | 0.0576 | 0.0599 | 0.0718 | 0.0707 | 0.0654 | 0.0705 | 0.0734 | 0.0675 | 0.064 | 0.0649 | 0.0701 |
| Str | 0.638 | 0.639 | 0.652 | 0.612 | 0.849 | 0.837 | 0.865 | 0.864 | 0.828 | 0.803 | 0.823 | 0.841 |
| Std, ° | 63.7 | 63.7 | 63.6 | 63.7 | 117 | 117 | 117 | 117 | 117 | 117 | 116 | 117 |
| Sdq | 0.162 | 0.162 | 0.123 | 0.162 | 0.163 | 0.163 | 0.127 | 0.163 | 0.167 | 0.167 | 0.128 | 0.167 |
| Sdr, % | 1.24 | 1.24 | 0.735 | 1.24 | 1.28 | 1.28 | 0.787 | 1.28 | 1.32% | 1.32 | 0.796 | 1.32 |
| Spd, 1/mm2 | 159 | 164 | 44.9 | 122 | 172 | 122 | 45.9 | 154 | 132 | 108 | 32 | 126 |
| Spc, 1/mm | 0.0928 | 0.0922 | 0.0401 | 0.098 | 0.0906 | 0.0945 | 0.0381 | 0.0914 | 0.101 | 0.105 | 0.0383 | 0.102 |
| Sk, µm | 1.52 | 1.84 | 1.5 | 1.25 | 1.05 | 1.92 | 1.35 | 1.39 | 1.84 | 2.22 | 1.96 | 1.2 |
| Spk, µm | 0.243 | 0.232 | 0.398 | 0.521 | 0.22 | 0.391 | 0.537 | 0.439 | 0.392 | 0.318 | 0.643 | 0.555 |
| Svk, µm | 4.51 | 4.43 | 4.64 | 4.96 | 4.89 | 4.7 | 4.85 | 5.04 | 5.83 | 5.34 | 5.72 | 6.09 |
| Sbi | 2.1 | 2.15 | 1.73 | 1.57 | 2.54 | 1.92 | 2.53 | 2.52 | 2.02 | 1.69 | 1.8 | 2.1 |
| Sci | 0.489 | 0.555 | 0.521 | 0.511 | 0.403 | 0.6 | 0.563 | 0.527 | 0.516 | 0.586 | 0.619 | 0.495 |
| Svi | 0.276 | 0.263 | 0.277 | 0.289 | 0.263 | 0.254 | 0.26 | 0.261 | 0.276 | 0.265 | 0.277 | 0.287 |
| Parameters | Surf1 | Surf2 | Surf3 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | Poly 2nd | Poly 4th | Gauss 0.8 mm | Robust 0.8 mm | |
| Sq, µm | 12.30 | 11.00 | 3.61 | 12.50 | 14.20 | 13.60 | 5.12 | 13.60 | 11.80 | 11.40 | 4.20 | 14.30 |
| Ssk | −1.79 | −1.43 | 1.02 | −0.907 | −1.25 | −1.18 | 0.196 | −1.21 | −1.72 | −1.57 | −0.161 | −1.74 |
| Sku | 5.13 | 4.86 | 6.78 | 6.06 | 3.52 | 3.34 | 3.98 | 3.98 | 5.47 | 5.24 | 3.62 | 6.10 |
| Sp, µm | 17.0 | 28.9 | 23.7 | 41.5 | 22.2 | 23.1 | 27.9 | 42.5 | 19.2 | 20.4 | 16.5 | 29.2 |
| Sv, µm | 43.40 | 41.30 | 11.30 | 52.70 | 39.60 | 38.10 | 9.74 | 41.90 | 41.20 | 42.30 | 9.75 | 61.80 |
| Sz, µm | 60.4 | 70.2 | 35.0 | 94.3 | 61.8 | 61.2 | 37.6 | 84.3 | 60.4 | 62.7 | 26.2 | 90.9 |
| Sa, µm | 8.87 | 8.00 | 2.37 | 7.48 | 11.10 | 11.00 | 3.79 | 10.30 | 8.35 | 8.15 | 3.01 | 9.58 |
| Sal, mm | 0.448 | 0.417 | 0.236 | 0.633 | 0.419 | 0.375 | 0.256 | 0.382 | 0.362 | 0.346 | 0.261 | 0.380 |
| Str | 0.859 | 0.885 | 0.126 | 0.315 | 0.951 | 0.950 | 0.550 | 0.720 | 0.977 | 0.976 | 0.556 | 0.777 |
| Std, ° | 91.2 | 91.2 | 91.2 | 91.2 | 144.0 | 144.0 | 144.0 | 144.0 | 90.0 | 90.0 | 90.0 | 166.0 |
| Sdq | 0.0934 | 0.0945 | 0.0595 | 0.0962 | 0.6530 | 0.6540 | 0.3110 | 0.6540 | 0.7090 | 0.7090 | 0.324 | 0.709 |
| Sdr, % | 0.435 | 0.445 | 0.177 | 0.461 | 20.40 | 20.40 | 4.71 | 20.40 | 24.00 | 24.00 | 5.12 | 24.10 |
| Spd, 1/mm2 | 1.180 | 0.623 | 2.180 | 0.187 | 212.00 | 207.00 | 233.00 | 72.800 | 265.00 | 227.00 | 437.00 | 57.50 |
| Spc, 1/mm | 0.0148 | 0.0153 | 0.0136 | 0.0294 | 0.417 | 0.417 | 0.188 | 0.477 | 0.415 | 0.423 | 0.17 | 0.493 |
| Sk, µm | 8.94 | 14.90 | 3.33 | 5.66 | 19.50 | 15.60 | 8.99 | 11.30 | 16.60 | 18.30 | 6.58 | 10.40 |
| Spk, µm | 3.72 | 6.64 | 6.74 | 21.20 | 2.47 | 3.03 | 6.01 | 10.60 | 2.73 | 2.92 | 5.49 | 12.10 |
| Svk, µm | 40.70 | 27.70 | 6.54 | 31.60 | 34.50 | 30.60 | 7.25 | 36.50 | 32.00 | 28.00 | 8.13 | 44.00 |
| Sbi | 1.870 | 0.642 | 0.206 | 0.577 | 1.900 | 1.400 | 0.255 | 0.495 | 1.600 | 1.430 | 0.445 | 1.180 |
| Sci | 0.548 | 0.837 | 1.620 | 1.370 | 0.841 | 0.800 | 1.410 | 0.915 | 0.743 | 0.858 | 1.500 | 0.893 |
| Svi | 0.310 | 0.251 | 0.163 | 0.236 | 0.199 | 0.186 | 0.152 | 0.202 | 0.265 | 0.242 | 0.190 | 0.309 |
| Parameters | Cylinder Liner after A Plateau-Honing Process and after Noise Removal by Various Filters | Plateau-Honed Cylinder Liner with Additionally Burnished Dimples and after Noise Removal | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Start Data | Noise Data | DGS-F | MADF | DMF | WDF | Start Data | Noise Data | DGS-F | MADF | DMF | WDF | |
| Sq, µm | 1.16 | 1.19 | 1.17 | 1.17 | 1.18 | 1.18 | 1.14 | 1.17 | 1.15 | 1.15 | 1.17 | 1.17 |
| Ssk | 0.535 | 0.532 | 0.550 | 0.555 | 0.545 | 0.552 | −1.16 | −1.11 | −1.14 | −1.15 | −1.11 | −1.11 |
| Sku | 2.34 | 2.42 | 2.36 | 2.34 | 2.39 | 2.37 | 5.93 | 5.94 | 6.06 | 6.07 | 5.96 | 5.93 |
| Sp, µm | 3.73 | 3.98 | 3.68 | 3.70 | 3.58 | 3.59 | 5.15 | 4.83 | 4.74 | 4.73 | 4.77 | 4.78 |
| Sv, µm | 6.05 | 6.35 | 5.84 | 5.65 | 5.84 | 5.74 | 5.30 | 5.93 | 5.71 | 5.69 | 5.71 | 5.68 |
| Sz, µm | 9.78 | 10.3 | 9.52 | 9.35 | 9.43 | 9.33 | 10.45 | 10.8 | 10.5 | 10.4 | 10.5 | 10.5 |
| Sa, µm | 0.997 | 1.000 | 0.994 | 0.993 | 0.999 | 0.997 | 0.850 | 0.827 | 0.818 | 0.816 | 0.826 | 0.826 |
| Sal, mm | 0.404 | 0.403 | 0.405 | 0.405 | 0.405 | 0.405 | 0.171 | 0.170 | 0.176 | 0.176 | 0.176 | 0.173 |
| Str | 0.390 | 0.389 | 0.388 | 0.388 | 0.391 | 0.391 | 0.213 | 0.217 | 0.225 | 0.225 | 0.225 | 0.221 |
| Std, ° | 63.4 | 63.4 | 63.4 | 63.4 | 63.4 | 63.4 | 117 | 117 | 117 | 117 | 117 | 117 |
| Sdq | 0.0679 | 0.0982 | 0.0564 | 0.0490 | 0.0782 | 0.0577 | 0.1490 | 0.0898 | 0.0585 | 0.0542 | 0.0747 | 0.0623 |
| Sdr, % | 0.270 | 0.474 | 0.159 | 0.120 | 0.296 | 0.165 | 0.187 | 0.394 | 0.171 | 0.147 | 0.275 | 0.192 |
| Spd, 1/mm2 | 35.3 | 185.0 | 22.7 | 14.7 | 56.5 | 8.99 | 10.7 | 40.0 | 11.3 | 10.5 | 16.3 | 5.05 |
| Spc, 1/mm | 0.1450 | 0.0579 | 0.0265 | 0.0231 | 0.0542 | 0.0207 | 0.0218 | 0.0656 | 0.0245 | 0.0230 | 0.0443 | 0.0161 |
| Sk, µm | 2.52 | 2.43 | 2.28 | 2.25 | 2.32 | 2.27 | 1.82 | 1.89 | 1.83 | 1.80 | 1.83 | 1.84 |
| Spk, µm | 1.45 | 1.62 | 1.69 | 1.70 | 1.70 | 1.72 | 1.07 | 1.03 | 1.03 | 1.04 | 1.06 | 1.04 |
| Svk, µm | 0.820 | 0.857 | 0.809 | 0.791 | 0.848 | 0.830 | 5.62 | 2.800 | 2.820 | 2.830 | 2.800 | 2.830 |
| Sbi | 0.843 | 0.674 | 0.792 | 0.778 | 0.867 | 0.858 | 0.371 | 0.375 | 0.378 | 0.378 | 0.381 | 0.380 |
| Sci | 1.84 | 1.83 | 1.84 | 1.84 | 1.84 | 1.84 | 1.29 | 1.30 | 1.29 | 1.29 | 1.30 | 1.30 |
| Svi | 0.0496 | 0.0532 | 0.0472 | 0.0457 | 0.0493 | 0.0471 | 0.185 | 0.183 | 0.183 | 0.182 | 0.183 | 0.184 |
| Parameters | Turned Surface Topography and after Noise Removal by Regular Filters | Ground Surface Topography and after A High-Frequency Noise-Removal Process | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Start | Noise | DGS-F | MADF | DMF | WDF | Start | Noise | DGS-F | MADF | DMF | WDF | |
| Sq, µm | 1.89 | 1.98 | 1.89 | 1.88 | 1.9 | 1.88 | 0.332 | 0.351 | 0.320 | 0.314 | 0.330 | 0.322 |
| Ssk | 0.0130 | 0.0135 | 0.00819 | 0.00645 | 0.0106 | 0.00894 | −0.690 | −0.556 | −0.644 | −0.659 | −0.626 | −0.645 |
| Sku | 2.19 | 2.33 | 2.19 | 2.18 | 2.22 | 2.19 | 3.09 | 3.09 | 3.06 | 3.06 | 3.06 | 3.03 |
| Sp, µm | 5.57 | 7.29 | 5.94 | 5.92 | 6.15 | 5.97 | 1.050 | 1.570 | 0.970 | 0.869 | 1.010 | 0.882 |
| Sv, µm | 4.18 | 6.38 | 4.86 | 4.68 | 5.22 | 4.78 | 1.34 | 1.86 | 1.30 | 1.27 | 1.42 | 1.31 |
| Sz, µm | 9.75 | 13.7 | 10.8 | 10.6 | 11.4 | 10.8 | 2.39 | 3.43 | 2.27 | 2.14 | 2.44 | 2.19 |
| Sa, µm | 1.60 | 1.65 | 1.59 | 1.58 | 1.60 | 1.59 | 0.231 | 0.280 | 0.256 | 0.251 | 0.264 | 0.258 |
| Sal, mm | 0.043 | 0.043 | 0.043 | 0.043 | 0.043 | 0.043 | 0.0577 | 0.0551 | 0.0597 | 0.0608 | 0.0581 | 0.0597 |
| Str | 0.029 | 0.0301 | 0.029 | 0.029 | 0.029 | 0.029 | 0.0578 | 0.0497 | 0.0584 | 0.0584 | 0.0579 | 0.0584 |
| Std, ° | 92.8 | 92.8 | 92.8 | 92.8 | 92.8 | 92.8 | 56.4 | 56.4 | 56.3 | 56.3 | 56.4 | 56.3 |
| Sdq | 0.0723 | 0.251 | 0.0862 | 0.0820 | 0.1300 | 0.0934 | 0.0445 | 0.0749 | 0.0413 | 0.0352 | 0.0565 | 0.0426 |
| Sdr, % | 0.261 | 3.1 | 0.371 | 0.336 | 0.845 | 0.435 | 0.5620 | 0.2800 | 0.0855 | 0.0619 | 0.1590 | 0.0909 |
| Spd, 1/mm2 | 55.2 | 675.0 | 63.8 | 58.5 | 144.0 | 54.4 | 566 | 1531 | 873 | 632 | 1181 | 463 |
| Spc, 1/mm | 0.0116 | 0.1100 | 0.0195 | 0.0181 | 0.0584 | 0.0246 | 0.0166 | 0.0385 | 0.0162 | 0.0124 | 0.0318 | 0.0147 |
| Sk, µm | 5.6 | 5.84 | 5.58 | 5.55 | 5.63 | 5.59 | 0.750 | 0.850 | 0.766 | 0.754 | 0.792 | 0.774 |
| Spk, µm | 1.26 | 1.38 | 1.25 | 1.23 | 1.27 | 1.23 | 0.160 | 0.200 | 0.155 | 0.147 | 0.163 | 0.152 |
| Svk, µm | 0.845 | 1.190 | 0.908 | 0.890 | 0.941 | 0.889 | 0.452 | 0.472 | 0.450 | 0.445 | 0.461 | 0.451 |
| Sbi | 0.734 | 0.481 | 0.638 | 0.636 | 0.605 | 0.627 | 0.689 | 0.329 | 0.606 | 0.716 | 0.595 | 0.734 |
| Sci | 1.52 | 1.52 | 1.51 | 1.51 | 1.52 | 1.51 | 1.20 | 1.29 | 1.24 | 1.22 | 1.25 | 1.23 |
| Svi | 0.0822 | 0.0902 | 0.0831 | 0.0825 | 0.0841 | 0.0824 | 0.153 | 0.146 | 0.152 | 0.154 | 0.151 | 0.152 |
| Parameters | Milled Surface Topography and after Noise Removal by Various Filters | Laser-Textured Surface Topography and after Noise Removal | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Start Data | Data with Noise | DGS-F | MADF | DMF | WDF | Start Data | Data with Noise | DGS-F | MADF | DMF | WDF | |
| Sq, µm | 0.202 | 0.290 | 0.221 | 0.208 | 0.240 | 0.217 | 4.25 | 4.14 | 4.11 | 4.10 | 4.13 | 4.14 |
| Ssk | −0.193 | −0.0827 | −0.119 | −0.125 | −0.116 | −0.152 | −2.50 | −2.51 | −2.52 | −2.52 | −2.51 | −2.52 |
| Sku | 3.09 | 3.17 | 3.11 | 3.10 | 3.13 | 3.15 | 10.7 | 10.7 | 10.8 | 10.8 | 10.8 | 10.7 |
| Sp, µm | 0.864 | 1.59 | 0.891 | 0.780 | 0.999 | 0.855 | 12.7 | 13.4 | 12.8 | 12.6 | 12.6 | 12.4 |
| Sv, µm | 1.26 | 1.74 | 1.24 | 1.16 | 1.34 | 1.3 | 27.7 | 28.1 | 27.9 | 27.9 | 27.9 | 27.9 |
| Sz, µm | 2.124 | 3.330 | 2.130 | 1.940 | 2.340 | 2.150 | 40.4 | 41.5 | 40.7 | 40.4 | 40.6 | 40.3 |
| Sa, µm | 0.159 | 0.230 | 0.176 | 0.166 | 0.191 | 0.173 | 2.50 | 2.53 | 2.51 | 2.51 | 2.52 | 2.54 |
| Sal, mm | 0.0223 | 0.0147 | 0.0207 | 0.0211 | 0.0197 | 0.0207 | 0.0782 | 0.0784 | 0.0784 | 0.0784 | 0.0784 | 0.0784 |
| Str | 0.0220 | 0.035 | 0.0249 | 0.0231 | 0.0267 | 0.0241 | 0.876 | 0.878 | 0.877 | 0.875 | 0.877 | 0.871 |
| Std, ° | 33 | 33 | 33 | 33 | 33 | 33 | 89.9 | 89.9 | 89.9 | 89.9 | 89.9 | 89.9 |
| Sdq | 0.0492 | 0.100 | 0.0500 | 0.0402 | 0.0715 | 0.0487 | 0.164 | 0.177 | 0.141 | 0.138 | 0.162 | 0.153 |
| Sdr, % | 0.1270 | 0.5020 | 0.1250 | 0.0808 | 0.2550 | 0.1180 | 0.969 | 1.38 | 0.963 | 0.928 | 1.190 | 1.050 |
| Spd, 1/mm2 | 780 | 2657 | 1620 | 1289 | 2042 | 899 | 8.55 | 8.44 | 8.33 | 8.22 | 8.44 | 4.22 |
| Spc, 1/mm | 0.0349 | 0.0491 | 0.0203 | 0.0152 | 0.0407 | 0.0189 | 0.0322 | 0.0826 | 0.0332 | 0.0333 | 0.0601 | 0.0214 |
| Sk, µm | 0.603 | 0.749 | 0.581 | 0.546 | 0.626 | 0.564 | 4.09 | 4.02 | 4.07 | 4.04 | 4.06 | 4.03 |
| Spk, µm | 0.206 | 0.257 | 0.186 | 0.171 | 0.203 | 0.178 | 4.9 | 3.9 | 4.32 | 4.25 | 4.24 | 4.18 |
| Svk, µm | 0.236 | 0.319 | 0.239 | 0.228 | 0.259 | 0.244 | 12.6 | 13.2 | 13.1 | 13.1 | 13.3 | 13.4 |
| Sbi | 0.387 | 0.260 | 0.418 | 0.474 | 0.396 | 0.434 | 0.387 | 0.004 | 0.420 | 0.427 | 0.429 | 0.440 |
| Sci | 1.49 | 1.53 | 1.54 | 1.54 | 1.53 | 1.53 | 0.464 | 0.483 | 0.470 | 0.470 | 0.469 | 0.464 |
| Svi | 0.116 | 0.118 | 0.117 | 0.116 | 0.117 | 0.118 | 0.275 | 0.276 | 0.276 | 0.276 | 0.276 | 0.278 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Podulka, P. The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods. Materials 2021, 14, 4077. https://doi.org/10.3390/ma14154077
Podulka P. The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods. Materials. 2021; 14(15):4077. https://doi.org/10.3390/ma14154077
Chicago/Turabian StylePodulka, Przemysław. 2021. "The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods" Materials 14, no. 15: 4077. https://doi.org/10.3390/ma14154077
APA StylePodulka, P. (2021). The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods. Materials, 14(15), 4077. https://doi.org/10.3390/ma14154077