
Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
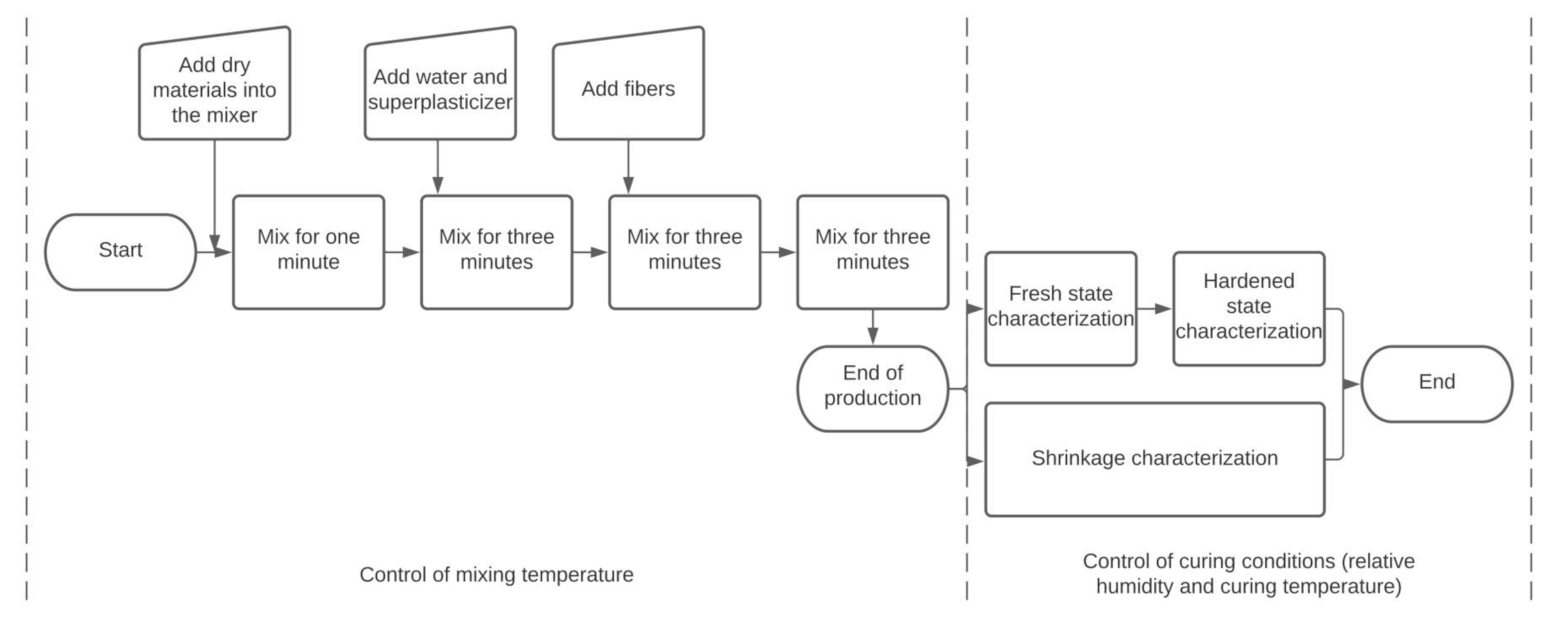
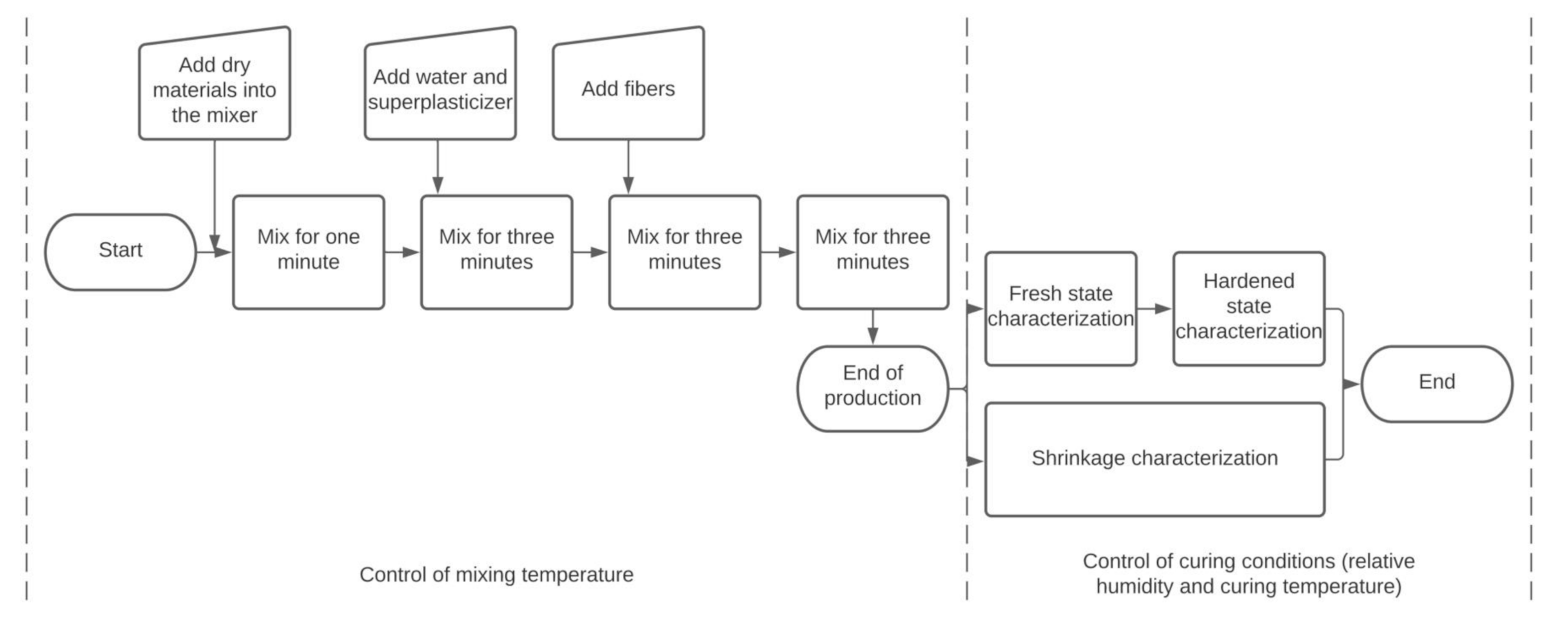
2.2. Experimental Procedures
2.3. Experimental Program
3. Results
3.1. Fresh State and Hardened State Properties
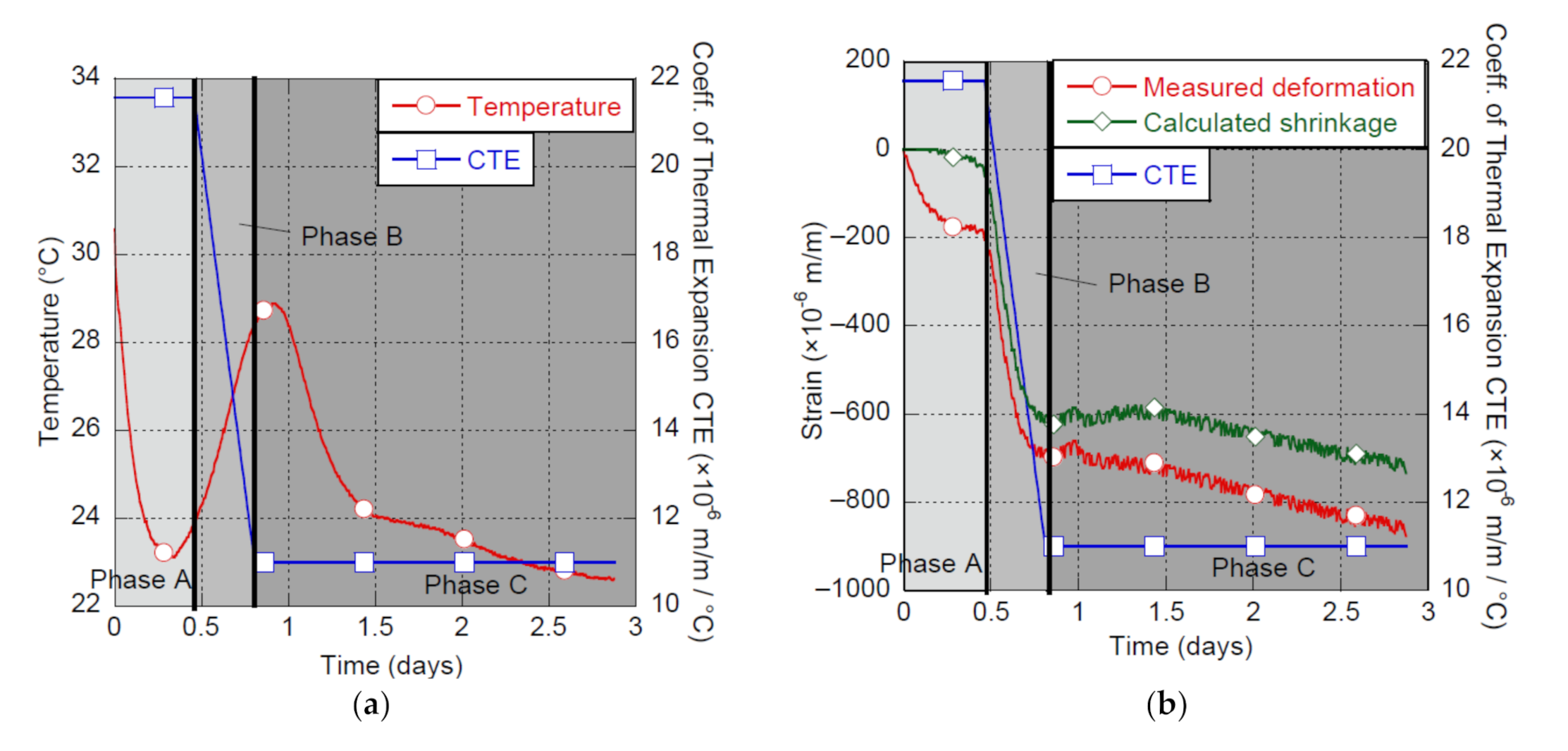
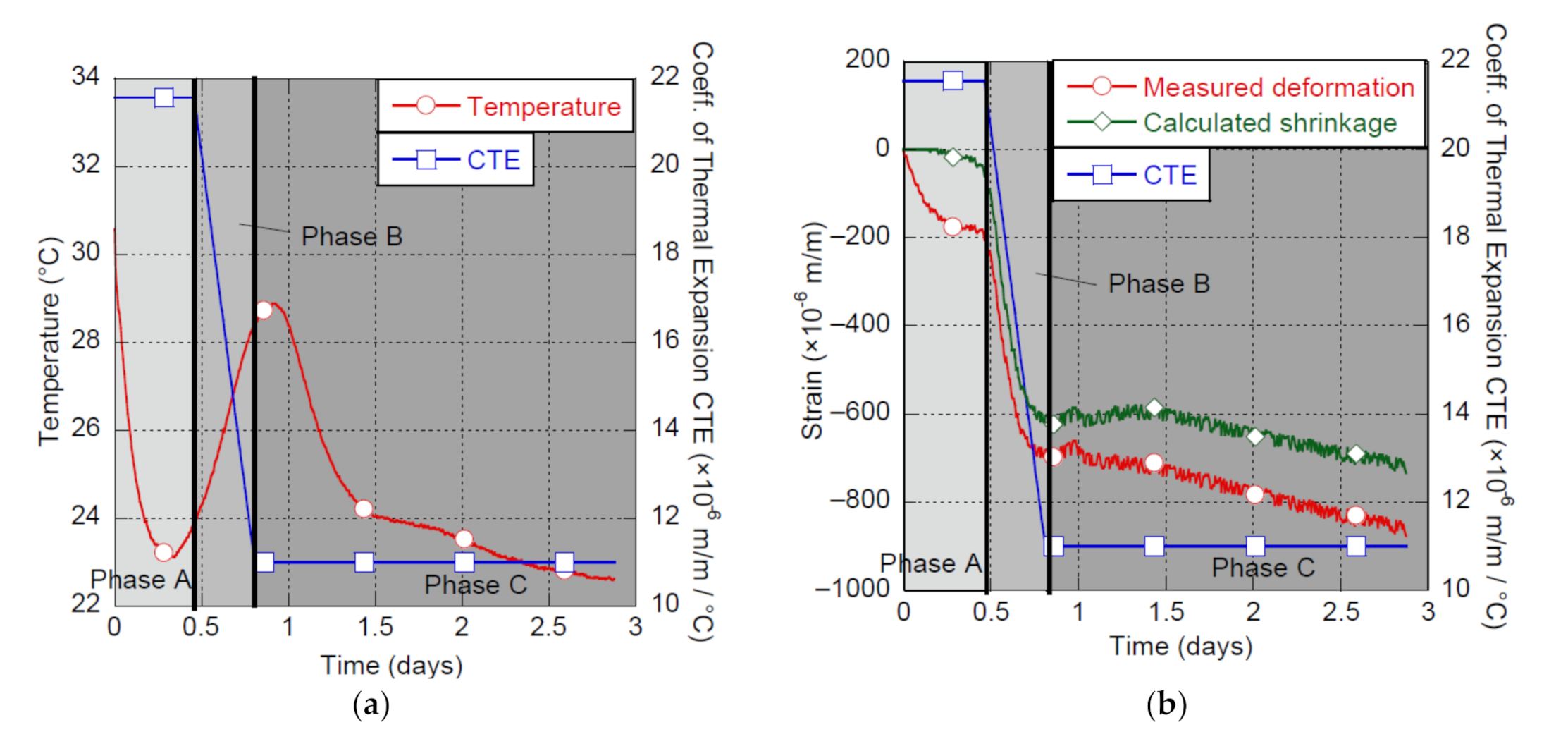
3.2. Data Treatment and Analysis of Early-Age Shrinkage
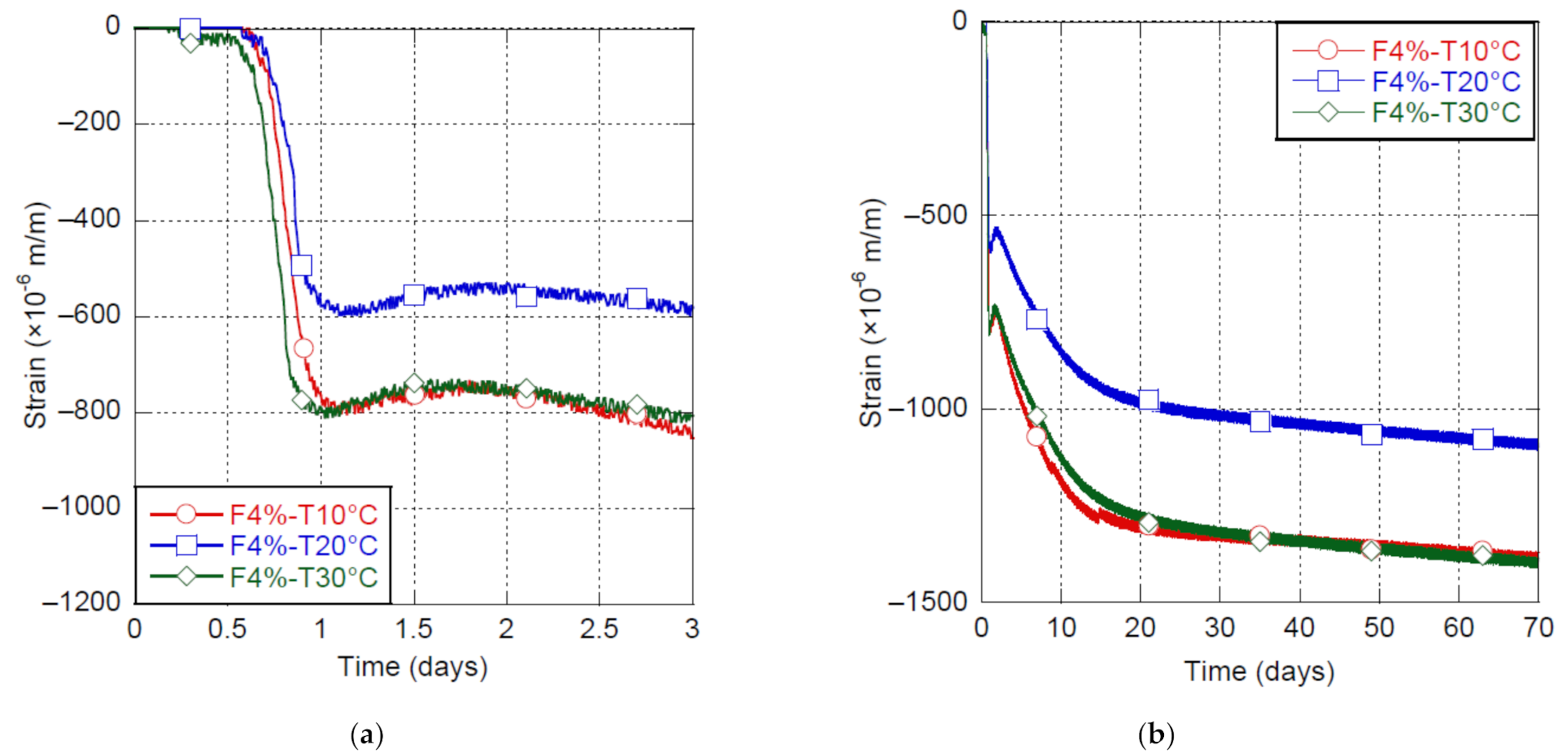
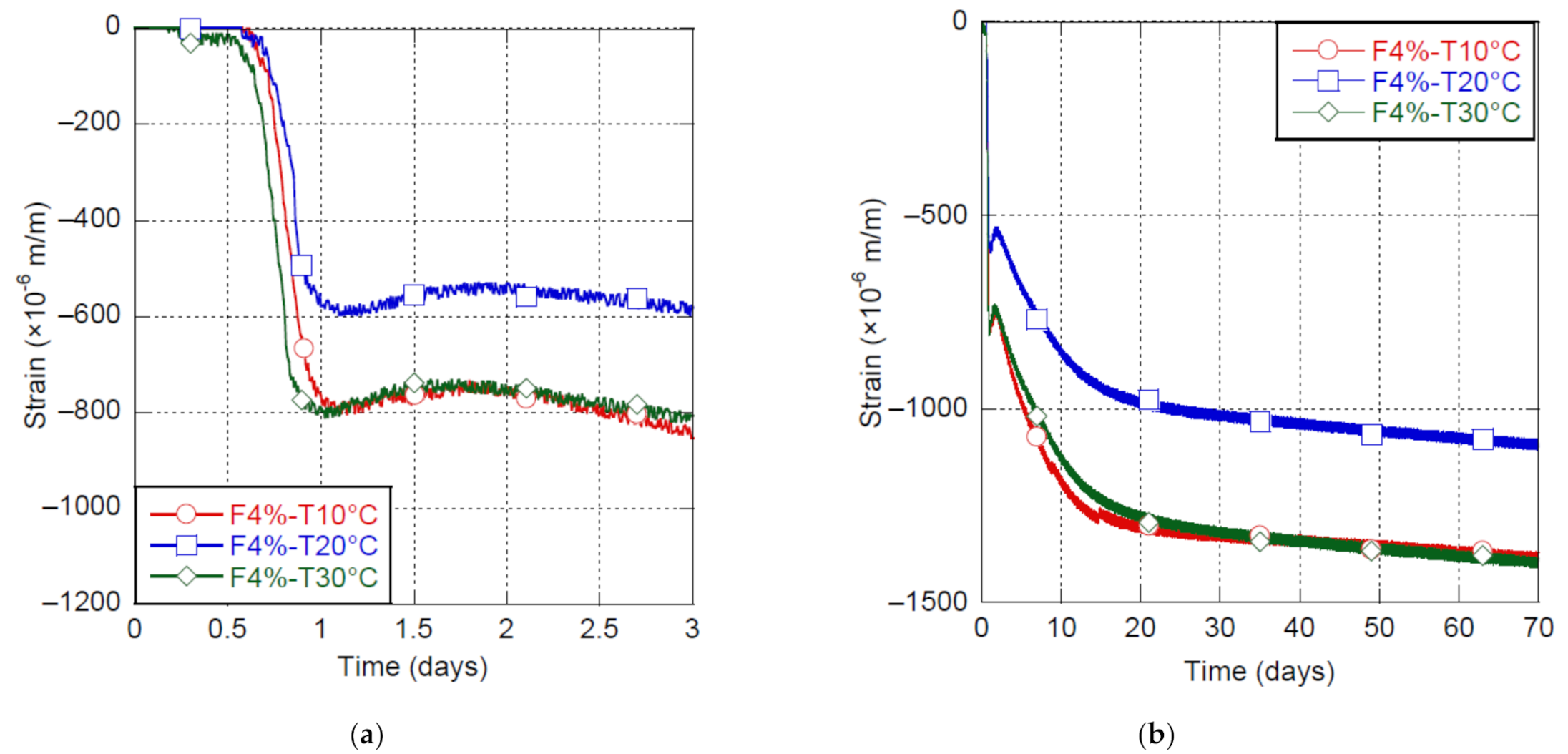
3.3. Effect of Mixing Temperature on Shrinkage
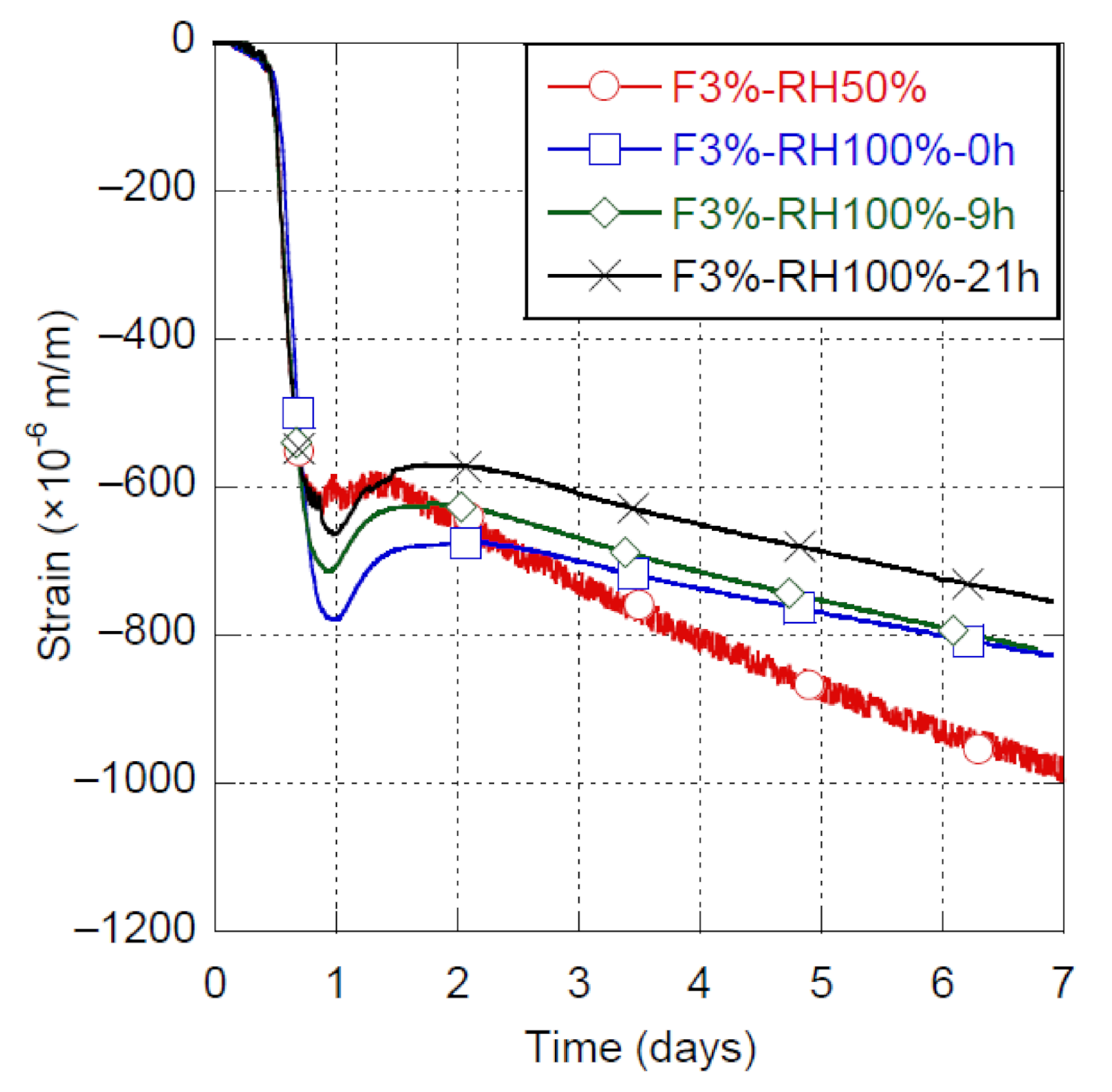
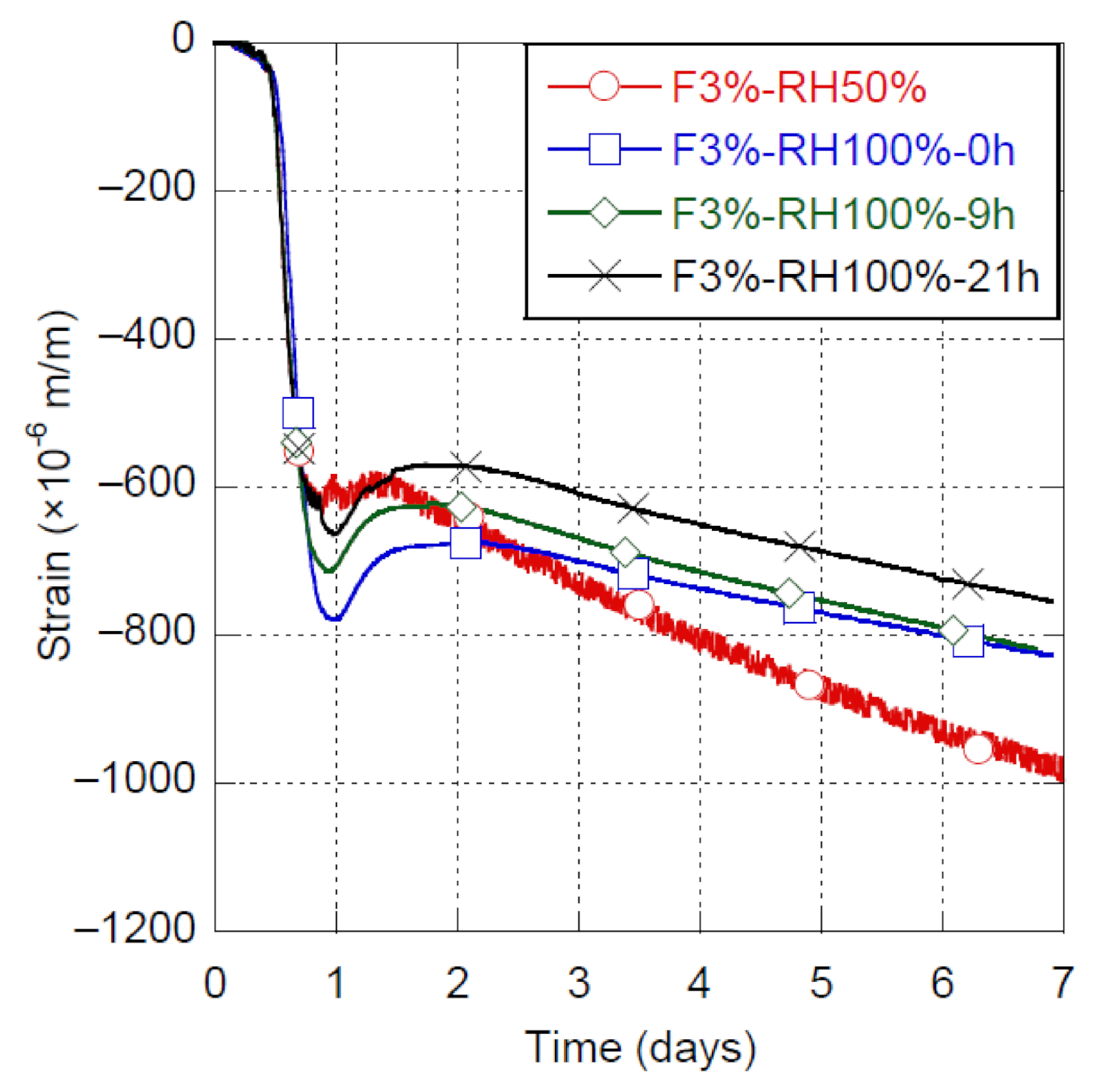
3.4. Effect of Humidity Conditions on Shrinkage
3.4.1. RH100% in a Fog Room
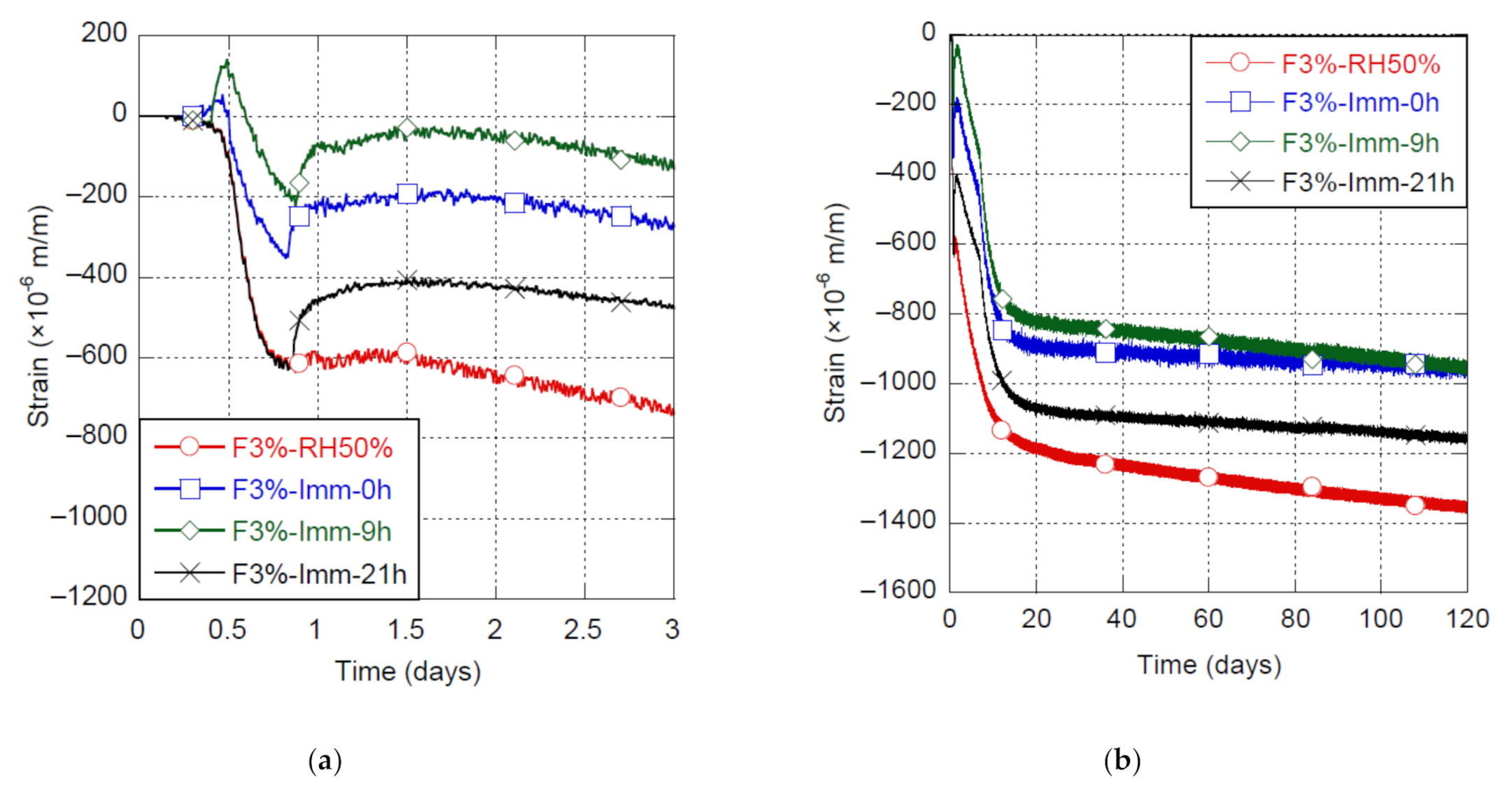
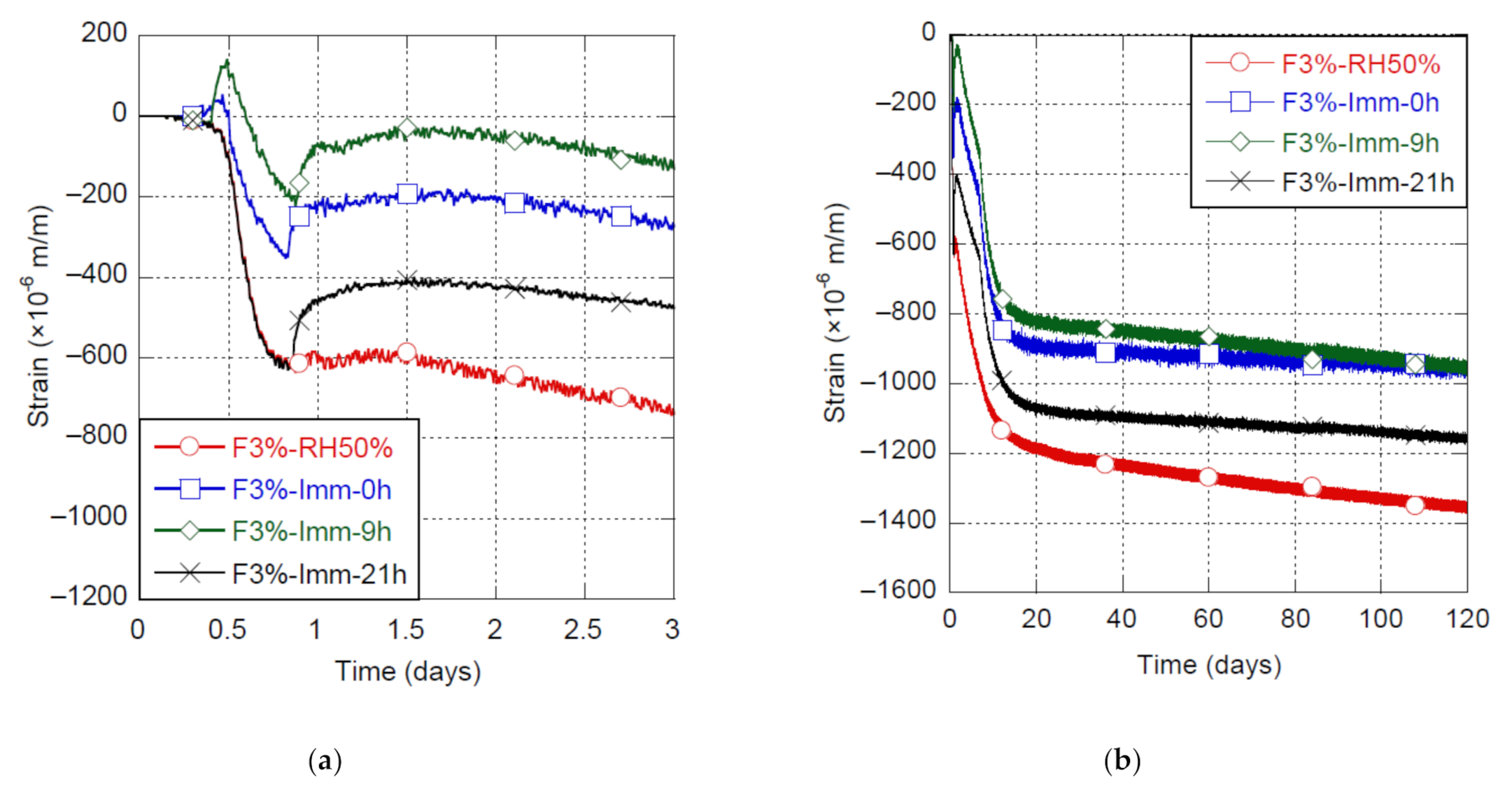
3.4.2. Immersion in Water
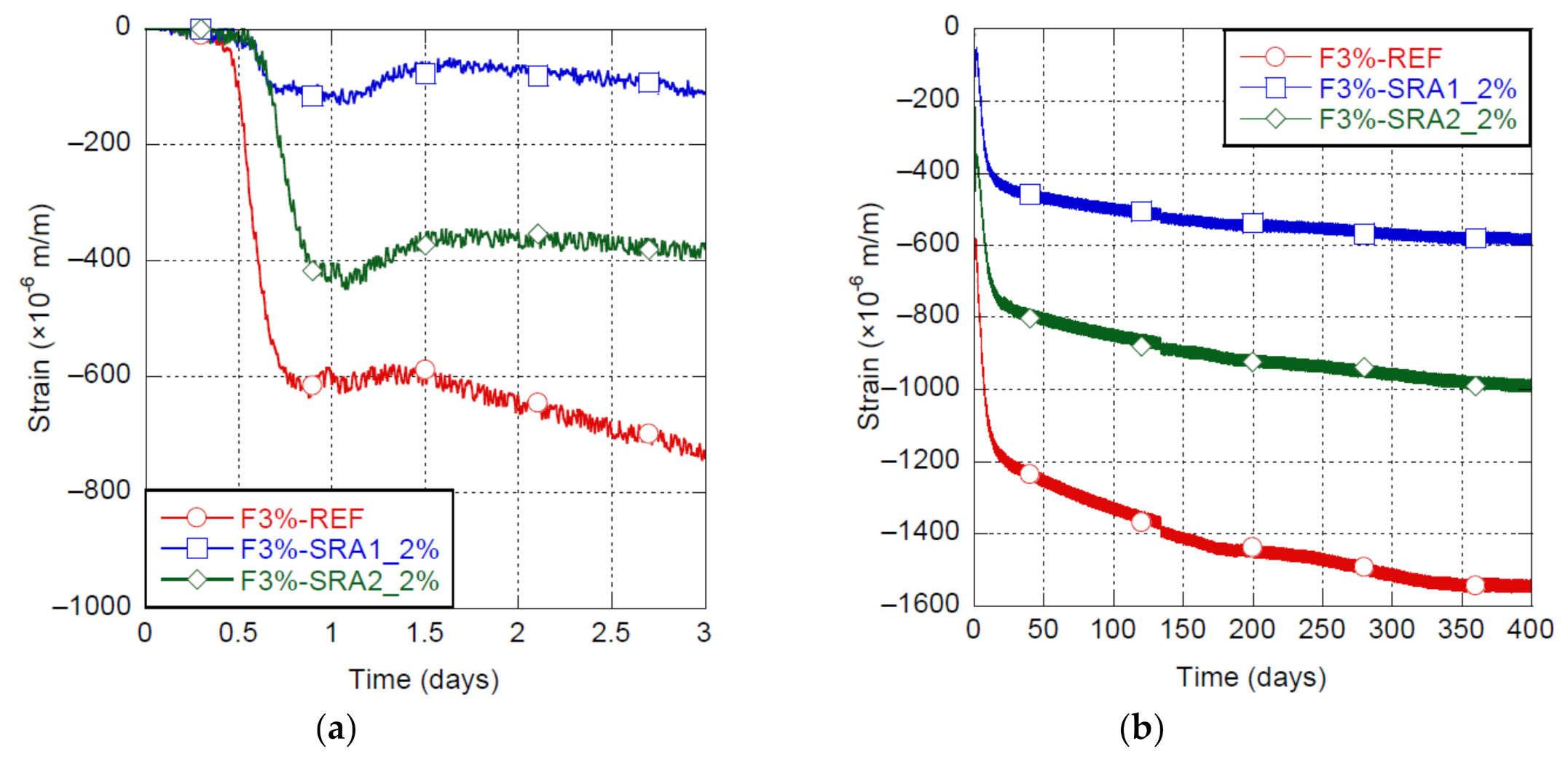
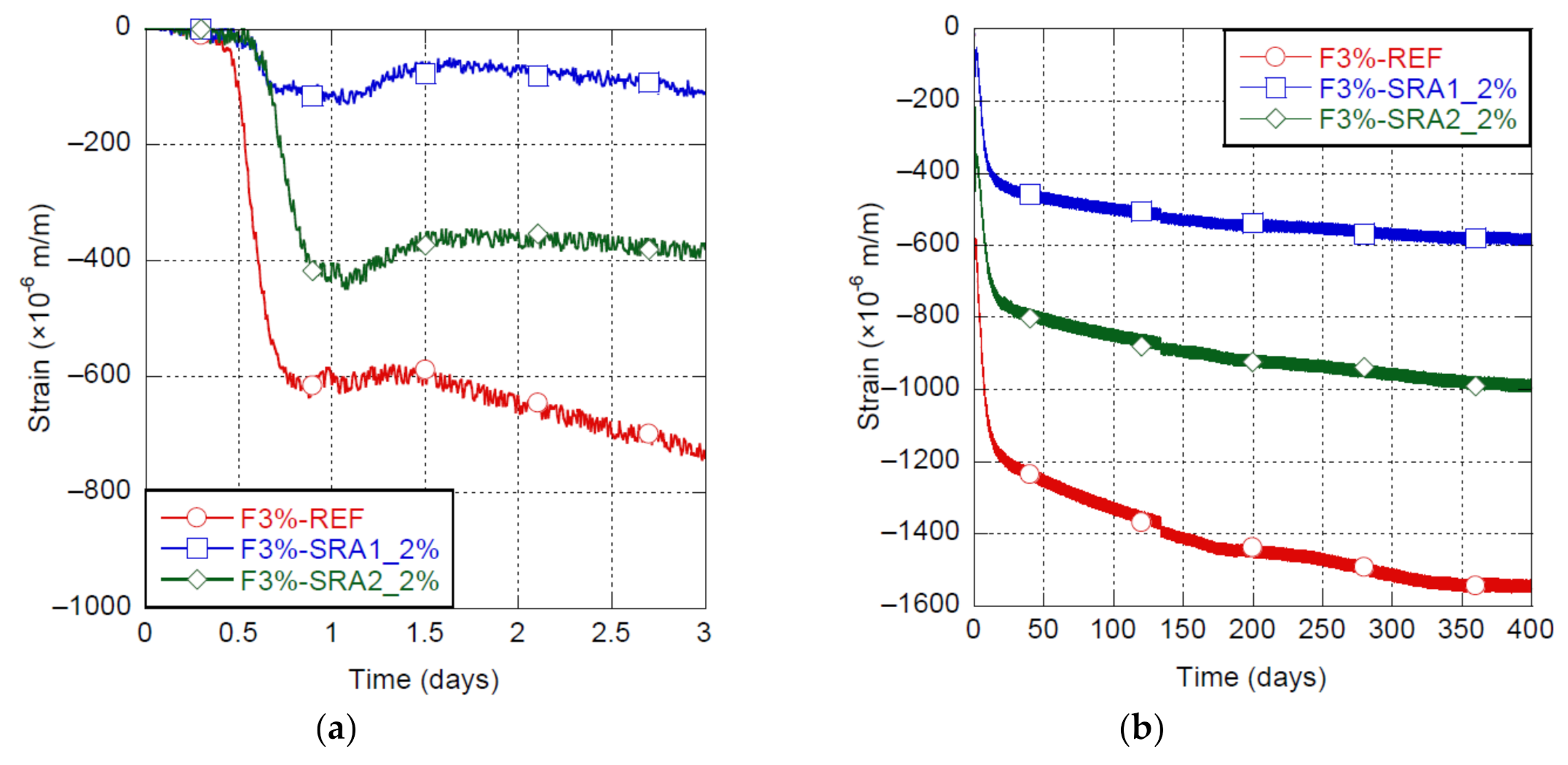
3.5. Effect of SRA on Shrinkage
4. Discussion
5. Conclusions
- A mixing temperature of 20 °C allowed a decrease of 25% of early-age (7 days) and 21% of long-term UHPC shrinkage, in comparison to 10 and 30 °C;
- Curing UHPC by water immersion greatly reduced UHPC shrinkage up to 65% at early age (7 days) and 30% at long term, while curing at RH100% provided a 20% reduction at 7 days. The best control of early-age and long-term shrinkages was obtained by curing with immersion when it started at 9 h, just before early-age deformation entered its Phase B. This allowed to maintain the deformation due to swelling and shrinkage between +130 μm/m and −220 μm/m until reaching more than 4 days of maturity in comparison with a shrinkage strain of 620 μm/m at 20 h and of 800 μm/m at 4 days for the mix under the reference conditions;
- The use of polyol-based SRA in liquid form at a 2% dosage allowed to reduce by 69% and 63% early-age (7 days) and long-term shrinkages of UHPC, respectively, whereas a reduction of 43% and 35%, respectively, was observed when SRA was introduced in powder form at the same dosage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yoo, D.-Y.; Banthia, N.; Yoon, Y.-S. Ultra-High-Performance Fiber-Reinforced Concrete: Shrinkage Strain Development at Early Ages and Potential for Cracking. J. Test. Eval. 2017, 45, 2061–2070. [Google Scholar] [CrossRef]
- Shen, P.; Lu, L.; He, Y.; Rao, M.; Fu, Z.; Wang, F.; Hu, S. Experimental investigation on the autogenous shrinkage of steam cured ultra-high performance concrete. Constr. Build. Mater. 2018, 162, 512–522. [Google Scholar] [CrossRef]
- Thiaw, A.; Charron, J.-P.; Massicotte, B. Precast Fiber-Reinforced Concrete Barriers with Integrated Sidewalk. ACI Struct. J. 2016, 113, 39–50. [Google Scholar] [CrossRef]
- Lachance, F.; Charron, J.-P.; Massicotte, B. Development of Precast Bridge Slabs in High-Performance Fiber-Reinforced Concrete and Ultra-High-Performance Fiber-Reinforced Concrete. ACI Struct. J. 2016, 113, 929–939. [Google Scholar] [CrossRef]
- Habel, K.; Denarié, E.; Brühwiler, E. Structural Response of Elements Combining Ultrahigh-Performance Fiber-Reinforced Concretes and Reinforced Concrete. J. Struct. Eng. 2006, 132, 1793–1800. [Google Scholar] [CrossRef]
- Noshiravani, T.; Brühwiler, E. Experimental Investigation on Reinforced Ultra-High-Performance Fiber-Reinforced Concrete Composite Beams Subjected to Combined Bending and Shear. ACI Struct. J. 2013, 110, 251–262. [Google Scholar] [CrossRef]
- Al Ghazali, A.; Schröefl, C.; Mechtcherine, V. Plastic Shrinkage of High-Performance Strain-Hardening Cement-Based Composites (HP-SHCC). In Proceedings of the 1st International Conference on Cement & Concrete Technology, Concrete for the Modern Age Developments in Martials and Processes, Muscat, Oman, 20–22 November 2017; Badr, A., Fentiman, C., Grantham, M., Mangabhai, R., Eds.; Whittles Publishing: Dunbeath, UK, 2017. [Google Scholar]
- Beushausen, H.; Arito, P. The influence of mix composition, w/b ratio and curing on restrained shrinkage cracking of cementitious mortars. Constr. Build. Mater. 2018, 174, 38–46. [Google Scholar] [CrossRef]
- Chen, Y.; Matalkah, F.; Yu, Y.; Rankothge, W.; Balachandra, A.; Soroushian, P. Experimental Investigations of the Dimensional Stability and Durability of Ultra-High-Performance Concrete. Adv. Mater. Sci. Appl. 2017, 6, 1–8. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Park, J.-J.; Kim, S.-W.; Yoon, Y.-S. Influence of reinforcing bar type on autogenous shrinkage stress and bond behavior of ultra high performance fiber reinforced concrete. Cem. Concr. Compos. 2014, 48, 150–161. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Kim, S.; Kim, M.-J. Comparative shrinkage behavior of ultra-high-performance fiber-reinforced concrete under ambient and heat curing conditions. Constr. Build. Mater. 2018, 162, 406–419. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Min, K.-H.; Lee, J.-H.; Yoon, Y.-S. Shrinkage and cracking of restrained ultra-high-performance fiber-reinforced concrete slabs at early age. Constr. Build. Mater. 2014, 73, 357–365. [Google Scholar] [CrossRef]
- Soliman, A.; Nehdi, M. Effect of Natural Wollastonite Microfibers on Early-Age Behavior of UHPC. J. Mater. Civ. Eng. 2012, 24, 816–824. [Google Scholar] [CrossRef]
- Mo, J.; Ou, Z.; Liu, J.; Wang, Y. Effect of undercalcined MgO and hybrid fiber on the autogenous shrinkage of reactive powder concrete. Int. J. Simul. Syst. Sci. Technol. 2016, 17, 18.11–18.17. [Google Scholar] [CrossRef]
- Soliman, A.; Nehdi, M. Effects of shrinkage reducing admixture and wollastonite microfiber on early-age behavior of ultra-high performance concrete. Cem. Concr. Compos. 2014, 46, 81–89. [Google Scholar] [CrossRef]
- Zuo, W.; Feng, P.; Zhong, P.; Tian, Q.; Gao, N.; Wang, Y.; Yu, C.; Miao, C. Effects of novel polymer-type shrinkage-reducing admixture on early age autogenous deformation of cement pastes. Cem. Concr. Res. 2017, 100, 413–422. [Google Scholar] [CrossRef]
- Kang, S.-H.; Hong, S.-G.; Moon, J. Shrinkage characteristics of heat-treated ultra-high performance concrete and its mitigation using superabsorbent polymer based internal curing method. Cem. Concr. Compos. 2018, 89, 130–138. [Google Scholar] [CrossRef]
- Liu, J.; Ou, Z.; Mo, J.; Wang, Y.; Wu, H. The effect of SCMs and SAP on the autogenous shrinkage and hydration process of RPC. Constr. Build. Mater. 2017, 155, 239–249. [Google Scholar] [CrossRef]
- Henkensiefken, R.; Bentz, D.; Nantung, T.; Weiss, J. Volume change and cracking in internally cured mixtures made with saturated lightweight aggregate under sealed and unsealed conditions. Cem. Concr. Compos. 2009, 31, 427–437. [Google Scholar] [CrossRef]
- Bentur, A.; Igarashi, S.-I.; Kovler, K. Prevention of autogenous shrinkage in high-strength concrete by internal curing using wet lightweight aggregates. Cem. Concr. Res. 2001, 31, 1587–1591. [Google Scholar] [CrossRef]
- Zhang, M.H.; Tam, C.T.; Leao, M.P. Effect of water-to-cementitious materials ratio and silica fume on the autogenous shrinkage of concrete. Cem. Concr. Res. 2003, 33, 1687–1694. [Google Scholar] [CrossRef]
- Mejlhede Jensen, O.; Freiesleben Hansen, P. Autogenous Deformation and Change of the Relative Humidity in Silica Fume-Modified Cement Paste. ACI Mater. J. 1996, 96, 539–543. [Google Scholar]
- Lee, K.M.; Lee, H.K.; Lee, S.H.; Kim, G.Y. Autogenous shrinkage of concrete containing granulated blast-furnace slag. Cem. Concr. Res. 2006, 36, 1279–1285. [Google Scholar] [CrossRef]
- Lim, S.N.; Wee, T.H. Autogenous Shrinkage of Ground-Granulated Blast-Furnace Slag Concrete. ACI Mater. J. 2000, 97, 587–593. [Google Scholar]
- Chan, Y.W.; Liu, C.Y.; Lu, Y.S. Effect of slag and fly ash on the autogenous shrinkage of high performance concrete. In Proceedings of the International Workshop on Autogenous Shrinkage of Concrete, Hiroshima, Japan, 13–14 June 1998; pp. 221–228. [Google Scholar]
- Lee, H.K.; Lee, K.M.; Kim, B.G. Autogenous shrinkage of high-performance concrete containing fly ash. Mag. Concr. Res. 2003, 55, 507–515. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Kim, M.-J.; Kim, S.; Ryu, G.-S.; Koh, K.-T. Effects of mix proportion and curing condition on shrinkage behavior of HPFRCCs with silica fume and blast furnace slag. Constr. Build. Mater. 2018, 166, 241–256. [Google Scholar] [CrossRef]
- Habel, K.; Charron, J.-P.; Braike, S.; Hooton, R.D.; Gauvreau, P.; Massicotte, B. Ultra-high performance fibre reinforced concrete mix design in central Canada. Can. J. Civ. Eng. 2008, 35, 217–224. [Google Scholar] [CrossRef]
- Yang, S.L.; Millard, S.G.; Soutsos, M.N.; Barnett, S.J.; Le, T.T. Influence of aggregate and curing regime on the mechanical properties of ultra-high performance fibre reinforced concrete (UHPFRC). Constr. Build. Mater. 2009, 23, 2291–2298. [Google Scholar] [CrossRef]
- Yang, I.H.; Joh, C.; Kim, B.-S. Structural behavior of ultra high performance concrete beams subjected to bending. Eng. Struct. 2010, 32, 3478–3487. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Slump Flow of Self-Consolidating Concrete, C1611; ASTM International: West Conshohocken, PA, USA, 2021; p. 6. [Google Scholar]
- ASTM. Standard Practice for Fabricating and Testing Specimens of Ultra-High Performance Concrete, C1856; ASTM International: West Conshohocken, PA, USA, 2017; p. 4. [Google Scholar]
- ASTM. Standard Test Method for Air Content of Freshly Mixed Concrete by the Pressure Method, C231; ASTM International: West Conshohocken, PA, USA, 2017; p. 10. [Google Scholar]
- ASTM. Standard Test Method for Temperature of Freshly Mixed Hydraulic-Cement Concrete, C1064; ASTM International: West Conshohocken, PA, USA, 2017; p. 3. [Google Scholar]
- ASTM. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens, C39; ASTM International: West Conshohocken, PA, USA, 2021; p. 8. [Google Scholar]
- Ullah, F.; Al-Neshawy, F.; Punkki, J. Early Age Autogeneous Shrinkage of Fibre Reinforced Concrete. Nord. Concr. Res. 2018, 59, 59–72. [Google Scholar] [CrossRef] [Green Version]
- Zahabizadeh, B.; Edalat-Behbahani, A.; Granja, J.; Gomes, J.G.; Faria, R.; Azenha, M. A new test setup for measuring early age coefficient of thermal expansion of concrete. Cem. Concr. Compos. 2019, 98, 14–28. [Google Scholar] [CrossRef]
- Maruyama, I.; Lura, P. Properties of early-age concrete relevant to cracking in massive concrete. Cem. Concr. Res. 2019, 123, 105770. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Shin, H.-O.; Yang, J.-M.; Yoon, Y.-S. Material and bond properties of ultra high performance fiber reinforced concrete with micro steel fibers. Compos. Part B Eng. 2014, 58, 122–133. [Google Scholar] [CrossRef]
- AFGC. AFGC—Ultra High Performance Fiber Reinforced Concretes—Recommendations; Revised Edition; AFGC: Paris, France, 2013; p. 358. [Google Scholar]
- Wiens, U.; Schmidt, M. State of the Art Report on Ultra High Performance Concrete of the German Committee for Structural Concrete (DAfStb). In Proceedings of the Second International Symposium on Ultra High Performance Concrete, Kassel, Germany, 5–7 March 2008; pp. 629–638. [Google Scholar]
- Barcelo, L.; Boivin, S.; Acker, P.; Toupin, J.; Clavaud, B. Early age shrinkage of concrete: Back to physical mechanisms. Concr. Sci. Eng. 2001, 3, 85–91. [Google Scholar]
- Feylessouffi, A.; Cohen-Tenoudji, F.; Morin, V.; Richard, P. Early ages shrinkage mechanisms of ultra-high-performance cement-based materials. Cem. Concr. Res. 2001, 31, 1573–1579. [Google Scholar] [CrossRef]
- Charron, J.-P. Contribution à l’Étude du Comportement au Jeune Âge des Matériaux Cimentaires en Conditions de Déformations Libre et Restreinte (Contribution to the Study of Early-Age Behavior of Cementitious Materials Under Free and Restricted Deformation Conditions). Ph.D. Thesis, Université Laval, Québec, QC, Canada, 2003. [Google Scholar]
- Habel, K.; Charron, J.-P.; Denarié, E.; Brühwiler, E. Autogenous deformations and viscoelasticity of UHPFRC in structures—Part I: Experimental results. Mag. Concr. Res. 2006, 58, 135–145. [Google Scholar] [CrossRef]
- Soliman, A.; Nehdi, M. Effect of drying conditions on autogenous shrinkage in ultra-high performance concrete at early-age. Mater. Struct. 2011, 44, 879–899. [Google Scholar] [CrossRef]
- Yoo, D.-Y. Shrinkage Characteristics of Ultra-High-Performance Fiber-Reinforced Concrete: A Review. Innov. Corros. Mater. Sci. 2016, 6, 77–85. [Google Scholar] [CrossRef]
- de Sensale, G.R.; Ribeiro, A.B.; Gonçalves, A. Effects of RHA on autogenous shrinkage of Portland cement pastes. Cem. Concr. Compos. 2008, 30, 892–897. [Google Scholar] [CrossRef]
- Park, J.-J.; Yoo, D.-Y.; Sung-Wook, K.; Young-Soo, Y. Drying shrinkage cracking characteristics of ultra-high-performance fibre reinforced concrete with expansive and shrinkage reducing agents. Mag. Concr. Res. 2013, 65, 248–256. [Google Scholar] [CrossRef]
- Charron, J.-P.; Zuber, B.; Marchand, J.; Bissonnette, B.; Pigeon, M. Influence of temperature on the early-age behavior of concrete. In Proceedings of the International RILEM Symposium on Concrete Science and Engineering: A Tribute to Arnon Bentur, Evanston, IL, USA, 24 March 2004. [Google Scholar]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson: London, UK, 2011; p. 872. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Material | SRA Type | Mixing Temperature | Curing Type and Starting Time 1 | |
|---|---|---|---|---|---|
| Temperature | UHPC-F4% | None | 10 °C | RH50% | 0 h after casting |
| 20 °C | |||||
| 30 °C | |||||
| Humidity | UHPC-F3% | None | 30 °C | RH50% | 0 h after casting |
| RH100% | 0, 9 or 21 h after casting | ||||
| Immersed | 0, 9 or 21 h after casting | ||||
| SRA | UHPC-F3% | SRA1—2% | 30 °C | RH50% | 0 h after casting |
| SRA2—2% | |||||
| Material | Condition | Slump Flow (Mini-Cone/Abrams Cone) | Air Content | Temperature | Compressive Strength (28 d) |
|---|---|---|---|---|---|
| UHPC-F3% | No SRA | 231 / 720 | 2.9 | 31.4 | 125.4 |
| SRA1—2% | 228 / 710 | 2.7 | 30.9 | 124.6 | |
| SRA2—2% | 232 / 720 | 3.1 | 31.1 | 123.1 | |
| UHPC-F4% | Mixing 10 °C | 229 / 710 | 3.2 | 10.4 | 130.6 |
| Mixing 20 °C | 228 / 710 | 2.9 | 20.6 | 131.0 | |
| Mixing 30 °C | 216 / 700 | 3.1 | 30.4 | 128.9 |
| Material | Condition | Shrinkage in Phase B | Swelling (at the Beginning of Phase C) | Combined Shrinkage and Swelling | ||
|---|---|---|---|---|---|---|
| at 1 d | at 7 d | at 120 d | ||||
| UHPC-F3% | RH50% | 580 μm/m | 20 μm/m | 596 μm/m | 995 μm/m | 1367 μm/m |
| Immersion at 0 h | 390 μm/m | 160 μm/m | 224 μm/m | 495 μm/m | 965 μm/m | |
| Immersion at 9 h | 335 μm/m | 170 μm/m | 80 μm/m | 345 μm/m | 949 μm/m | |
| Immersion at 21 h | 580 μm/m | 190 μm/m | 459 μm/m | 656 μm/m | 1157 μm/m | |
| Material | Condition | Shrinkage in Phase B | Swelling (at the Beginning of Phase C) | Combined Shrinkage and Swelling | ||
|---|---|---|---|---|---|---|
| at 1 d | at 7 d | at 365 d | ||||
| UHPC-F3% | No SRA | 580 μm/m | 20 μm/m | 596 μm/m | 995 μm/m | 1540 μm/m |
| SRA1_2% | 100 μm/m | 65 μm/m | 115 μm/m | 307 μm/m | 571 μm/m | |
| SRA2_2% | 395 μm/m | 65 μm/m | 435 μm/m | 566 μm/m | 996 μm/m | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Androuët, C.; Charron, J.-P. Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions. Materials 2021, 14, 3982. https://doi.org/10.3390/ma14143982
Androuët C, Charron J-P. Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions. Materials. 2021; 14(14):3982. https://doi.org/10.3390/ma14143982
Chicago/Turabian StyleAndrouët, Cédric, and Jean-Philippe Charron. 2021. "Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions" Materials 14, no. 14: 3982. https://doi.org/10.3390/ma14143982
APA StyleAndrouët, C., & Charron, J.-P. (2021). Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions. Materials, 14(14), 3982. https://doi.org/10.3390/ma14143982