1. Introduction
Open-cell periodic cellular structures, or lattices, continue to gain interest as an engineering material as a method for light-weighting structures or energy absorbing and control applications. These novel engineered cellular materials, where lattice structures are considered, are a fledgling category of materials [
1]. However, modern advancements in manufacturing methods, namely additive manufacturing, have made the use of lattice structures more feasible.
In order to determine the utility of lattice designs, their mechanical properties must be able to be readily determined. Prior research on cellular structures found that three primary factors influence the mechanical response of these materials: the material properties of the base material from which the lattice is fabricated, the relative density of the structure, and the lattice design or topology [
2]. Thus, when designing periodic cellular structures, a handful of variables can be directly controlled: the base material, topology, relative density, cell size, cell density, and cellular surface thickness. Presented here is a brief introduction to the factors under analysis, with lattice design covered in detail in the Methodology section.
Relative Density (
). The ratio of the density of the cellular structure (
) relative to the base, or fabrication, material density (
), see Equation (
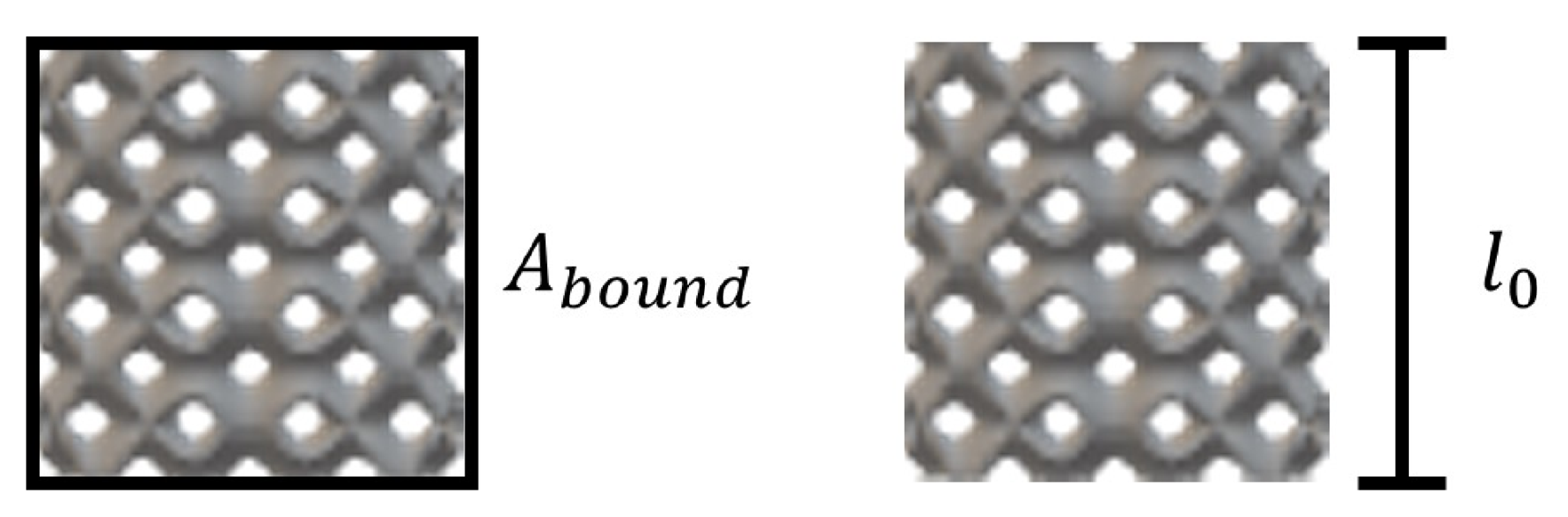
1). Relative density is set at the unit cell level and is contingent upon the cell topology, cell size, and surface thickness. Changes made to any of these parameters will affect the lattice’s relative density. For example, if the topology and cell size are maintained constant, but the surface thickness is increased, the relative density of the lattice will also increase since there is more material present within the cell. Likewise, if the topology and surface thickness are maintained constant, but the cell size increases, the relative density will decrease as there is less material present within the cell bounds.
Cell Size. The measured cell cross-sectional distance or height.
Cell Density. The number of cells replicated through the structure cross-sectional distance or height.
Surface Thickness. The mean thickness of the lattice cell structure; the through-surface thickness of a surface-based lattice or cross-sectional dimension of a strut-based lattice.
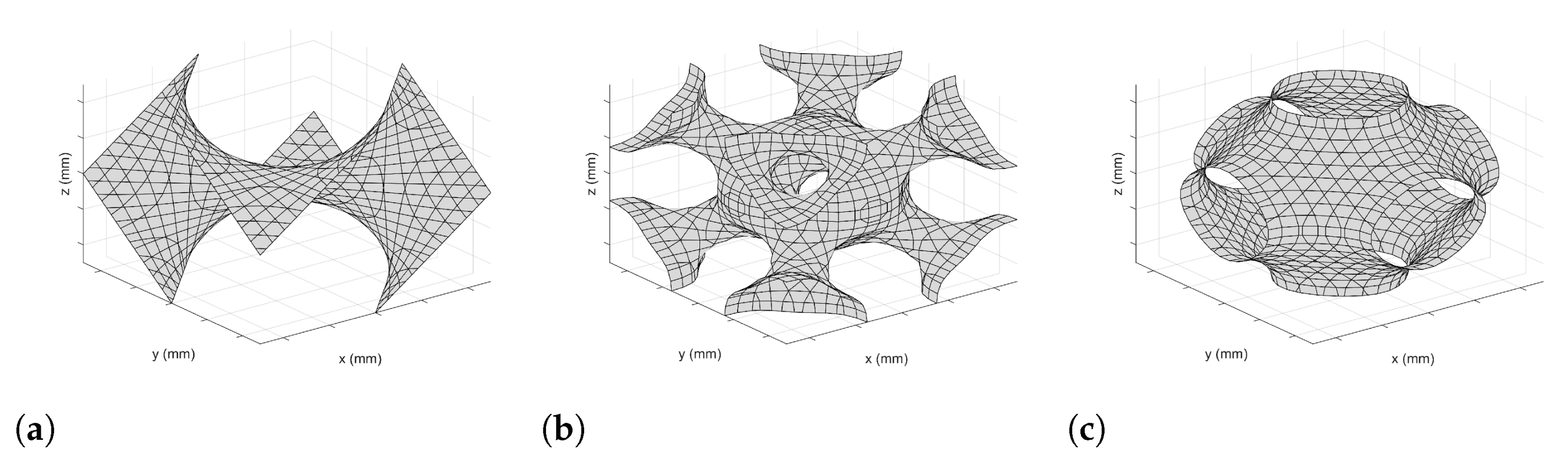
This research is focused on lattice structures, which are open-cell periodic cellular structures. Here, open-cell refers to structures characterized by an interconnected network of open space, and periodic refers to structures that are fashioned through the replication of a unit cell design. Furthermore, the lattice classification can be split into strut-based lattice designs and surface-based lattice designs [
3]. Strut-based designs are identified by a joint and frame architecture of its structural members that deforms through stretching to carry a load, similar to a truss. Surface-based designs are identified by a sheet-like architecture, which deforms through bending, buckling, or crushing, similar to foams.
The differences in mechanical behavior and failure modes suggest that each network type would perform better within different applications. The loading and failure methods of strut-based networks indicate that these lattice types perform better under uniaxial loading and present with a higher strength-to-weight ratio [
2,
4]. The loading and failure of surface-based networks produce a more significant plateau response, the region between yield and densification, which indicates that the surfaced-based network would perform better within energy absorbing applications [
2]. With a primary area of interest being the energy absorbing capabilities of metal lattices, the primary focus here will be further restricted to surface-based lattice designs.
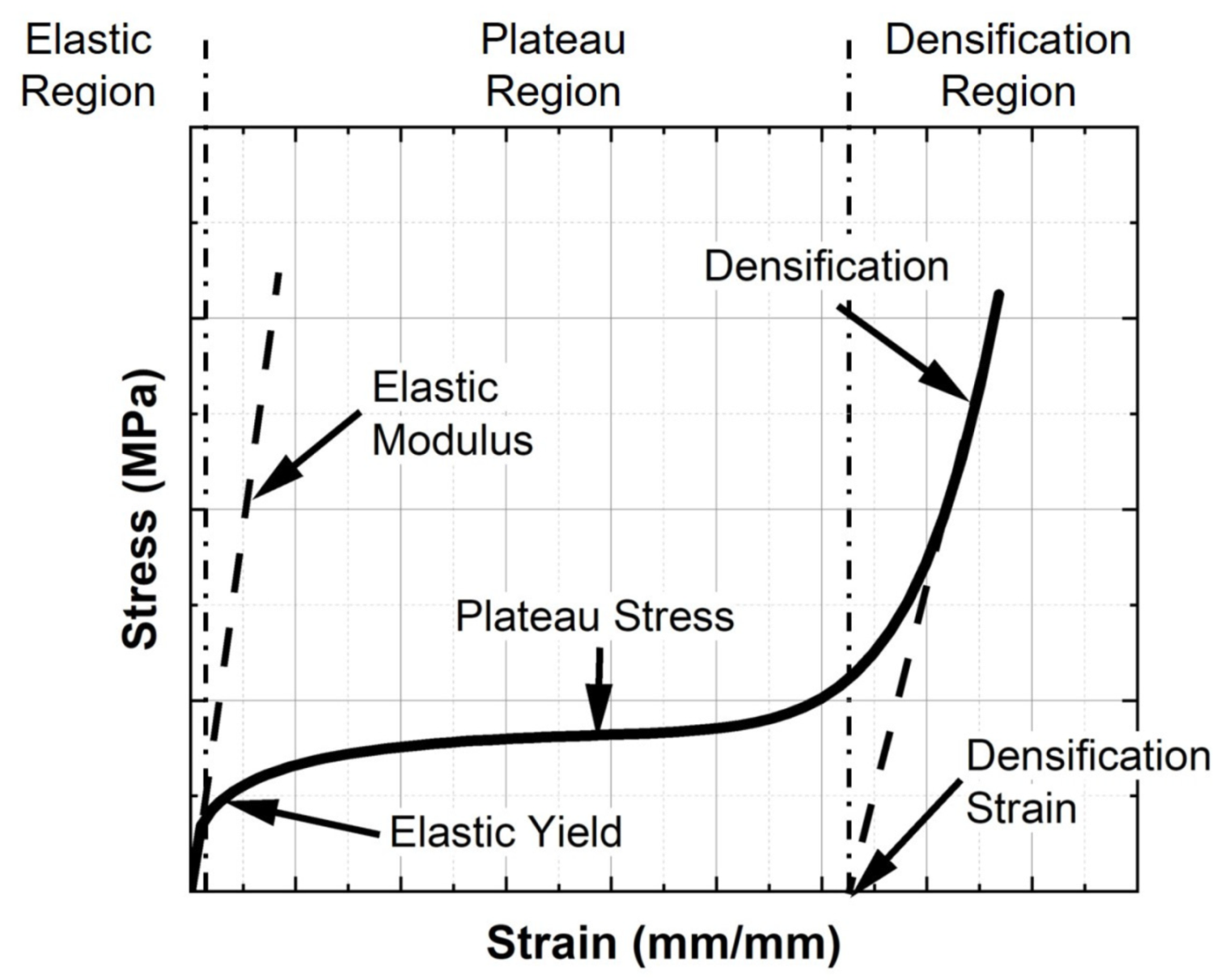
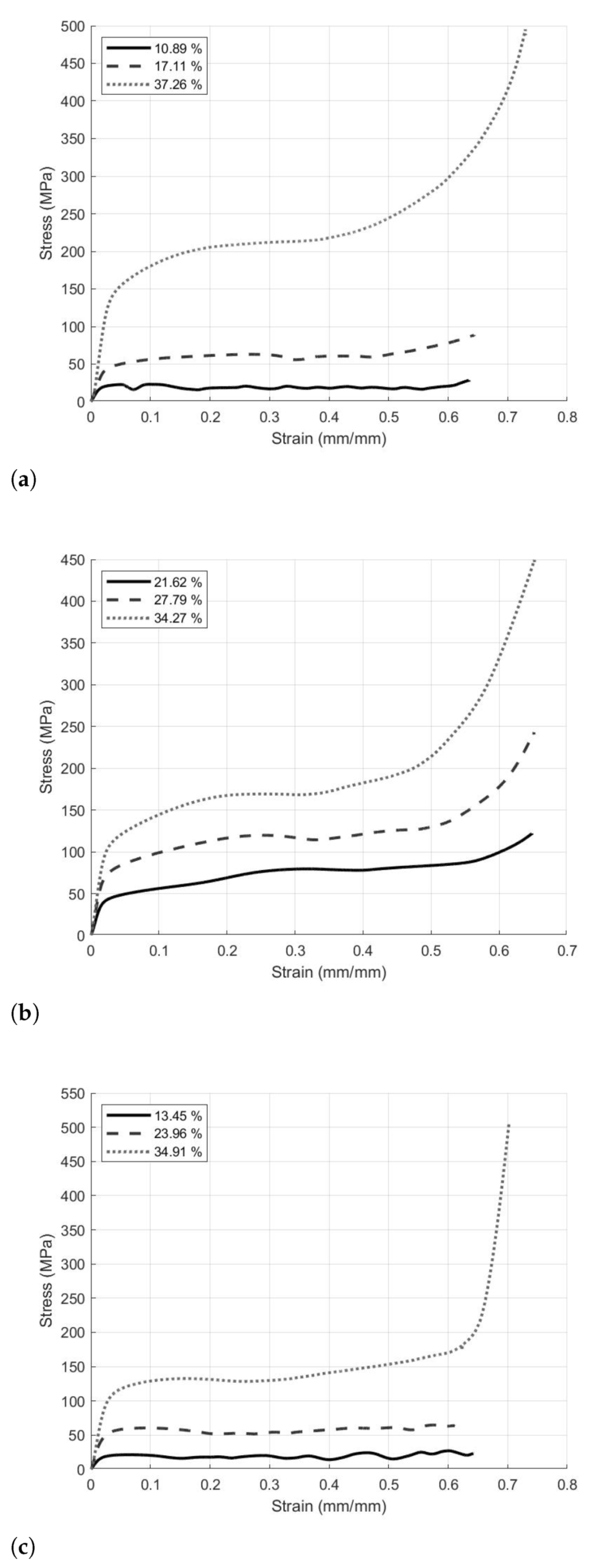
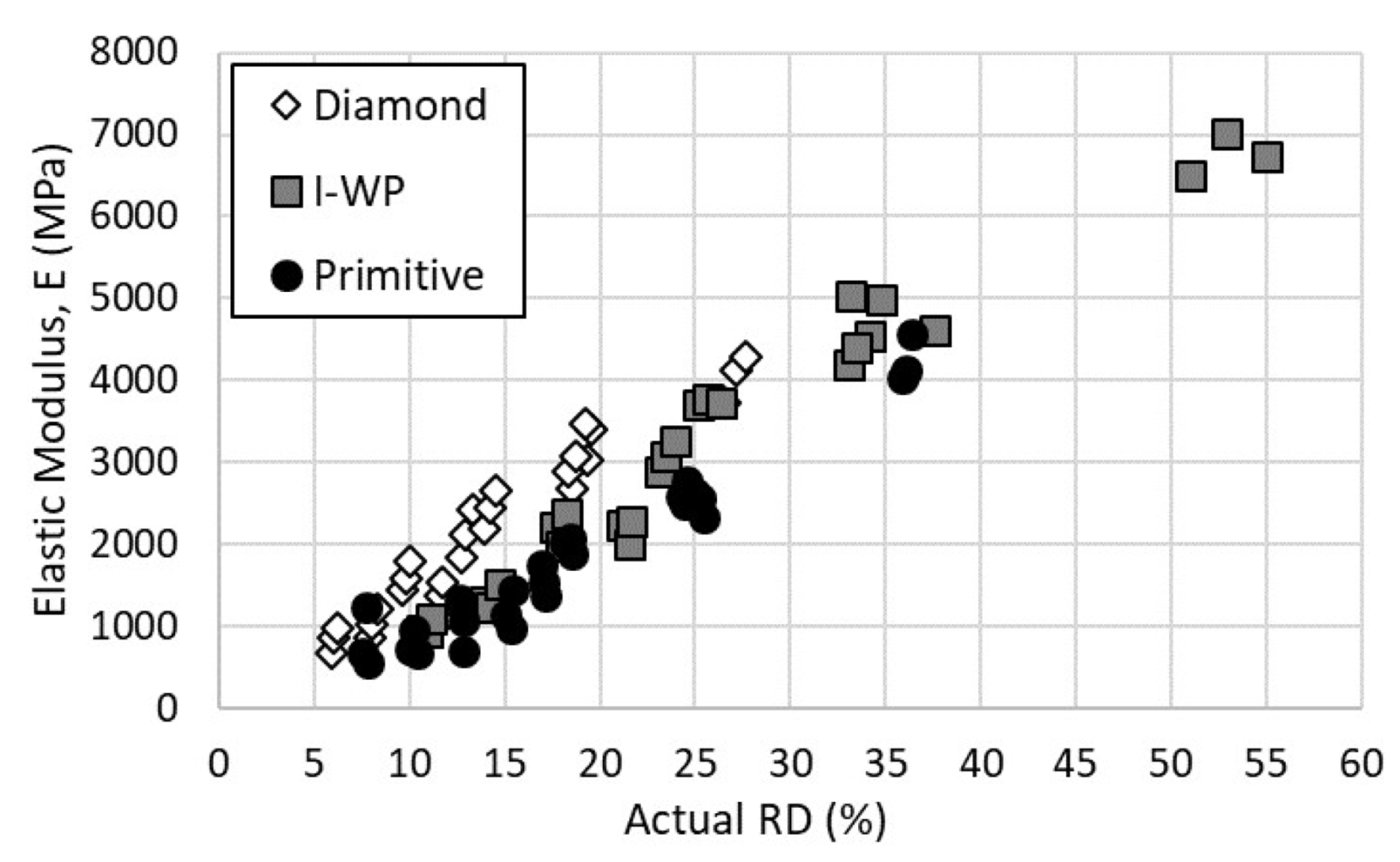
Figure 1 depicts the characteristic engineering stress-strain response curve of a surface-based lattice obtained through uniaxial compression testing. There are three distinct response phases present within this curve. First, under initial loading, the response displays a linear-elastic relationship up to its elastic yield strength. Here the Elastic Modulus (
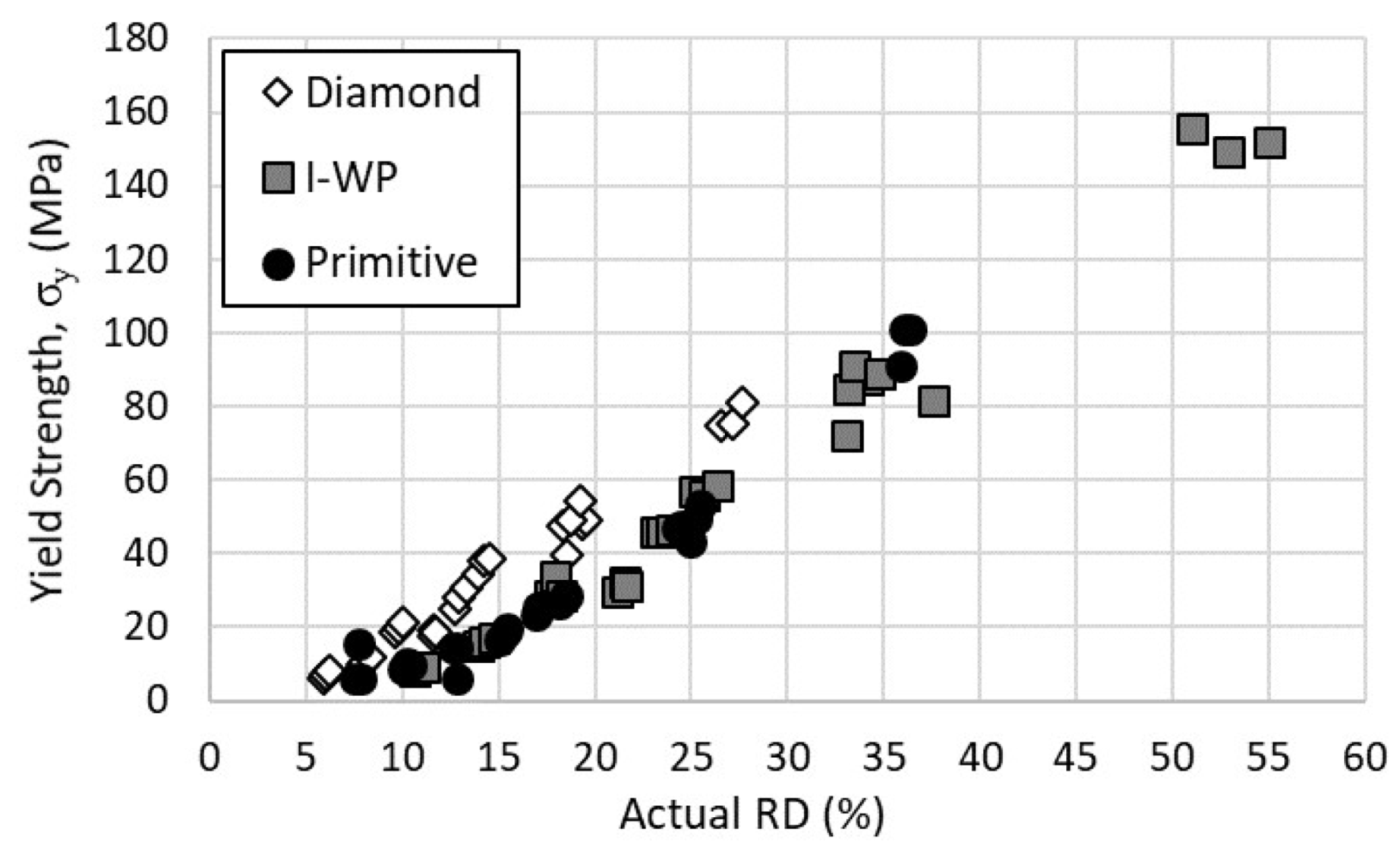
E) of the lattice design can be determined, along with the Yield Strength (
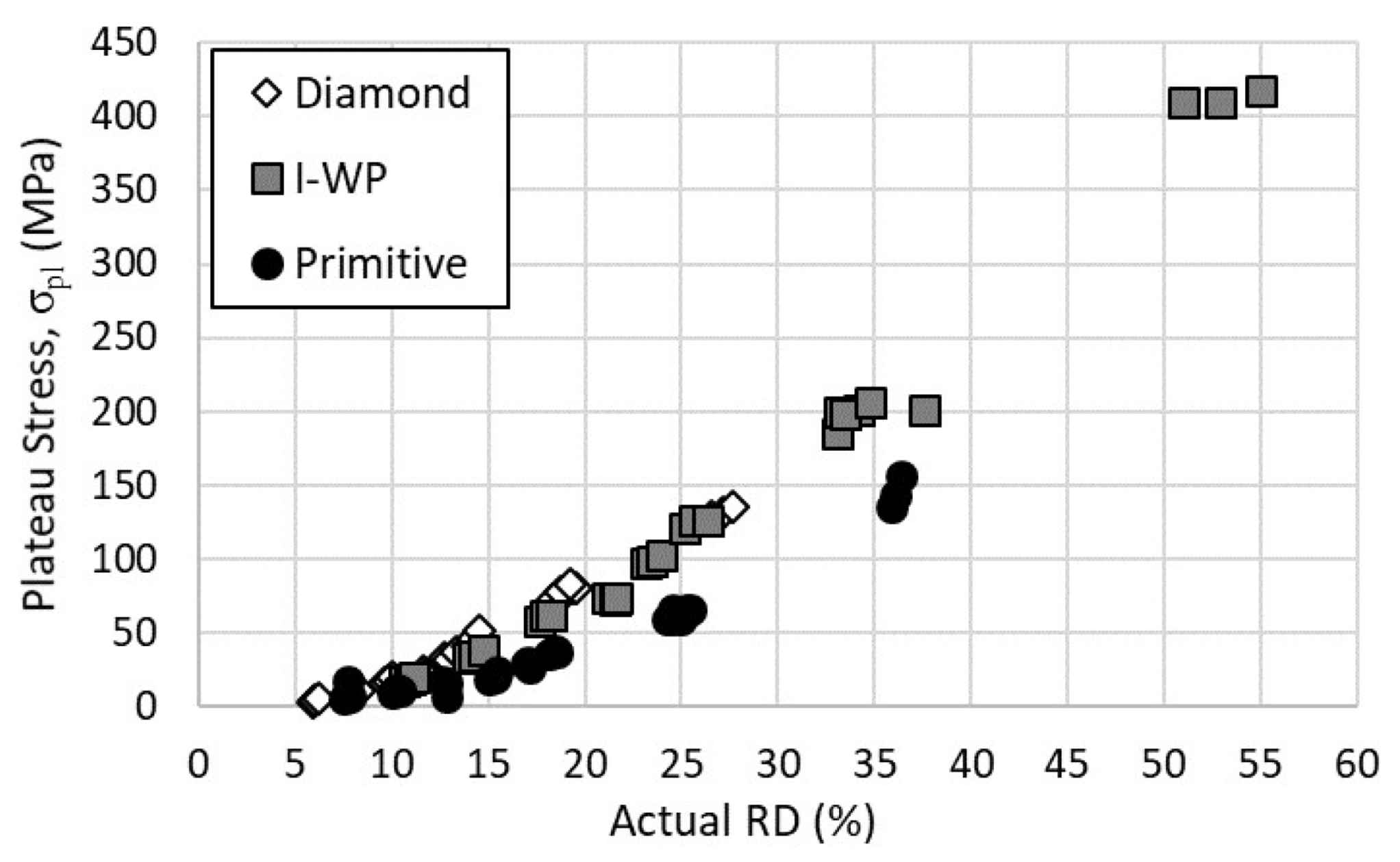
). The second phase of the response represents the plastic response of the lattice, where cell failure and collapse occur, and here the plateau stress (
) is determined. The final phase present in the response curve is regarded as the densification region, which is characterized by a sharp rise in stress due to the reduction of void space within the lattice. In this region, the material responds in a manner similar to a porous solid.
Lattice architectures have been tested across various materials [
3,
5,
6,
7,
8]; however, there has not been significant research into characterizing the mechanical properties of additively manufactured Inconel 718 (IN718) lattices. Wadley et al. performed some of the initial mechanical characterizations of lattices, exploring strut-based and surface-based lattices manufactured utilizing traditional means [
9]. Murr et al. evaluated the additive manufacturing processes for metals and alloys, including IN718, assessing the microstructural effects on the material’s mechanical properties [
10]. Körner expanded this research through the exploration and characterization of additive manufacturing methods and materials through the fabrication of thin-walled surfaces, strut-based lattices, and other cellular designs [
11]. Huynh et al. extended the evaluation of microstructure effects to additively manufactured IN718 micro-trusses, comparing the precipitate structure to that of wrought IN718 [
12]. Al-Ketan et al. performed testing across various strut, skeletal, and surfaced-based lattices, additively manufactured out of steel variants, focusing on determining the change in mechanical properties across cell design types [
3,
7,
13]. Recently, research has expanded into the evaluation of additively manufactured IN718 surface-based lattices, to include novel variations on the base lattice topology [
14,
15,
16]. These works focused primarily on macro-scale evaluation of the energy absorbing characteristics of the lattice cell designs. Bodaghi et al. detailed a closer examination of the energy absorption aspect of additively manufactured polymers, using tunable dual-media sandwich lattice structures in reversible energy absorption applications [
17,
18]. Their research tuned material response through manipulation of the fabrication materials and their shape memory properties. The current research effort provides a more in-depth examination of four lattice design variables (topology, cell size, cell density, and cellular surface thickness) through the use of statistical analysis. This analysis aims to provide further insight into the effects of each parameter, as well as their interactions, on the mechanical properties of several additively manufactured IN718 lattices.
4. Conclusions
This experimental campaign and statistical analysis investigating the influence of lattice topology, cell size, cell density, and surface thickness has revealed statistically significant effects attributable to all four factors when considering the mechanical response of the specimens under uniaxial compression. Furthermore, least squares estimates of effects indicate that the lattice surface thickness provides the most significant impact and cell density of the specimens provides the most negligible impact on the subsequent material properties.
However, this is a unique analysis effort, where evaluation between the contrasts of these four design parameters has been made possible. Three statistically significant interactions between main effects were observed, all of which can be linked as factors in the relative density of the specimen. While this is not an entirely new finding, neither is it a trivial finding, since it speaks volumes to the underlying connection between these factors in determining the mechanical response of the lattice structure. Furthermore, the observation of multiple factor combinations achieving the same material property results opens up the trade space between these factors within the design stage. This finding will allow for primary and secondary effects to be considered when designing a lattice structure, especially in energy absorbing applications.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}