
Mechanical and Microstructural Characterization of Friction Stir Welded SiC and B4C Reinforced Aluminium Alloy AA6061 Metal Matrix Composites




 , and
, and 
Abstract
1. Introduction
2. Experimental Procedure
2.1. Fabrication of Composites (Phase-I)
2.2. Experimental Setup
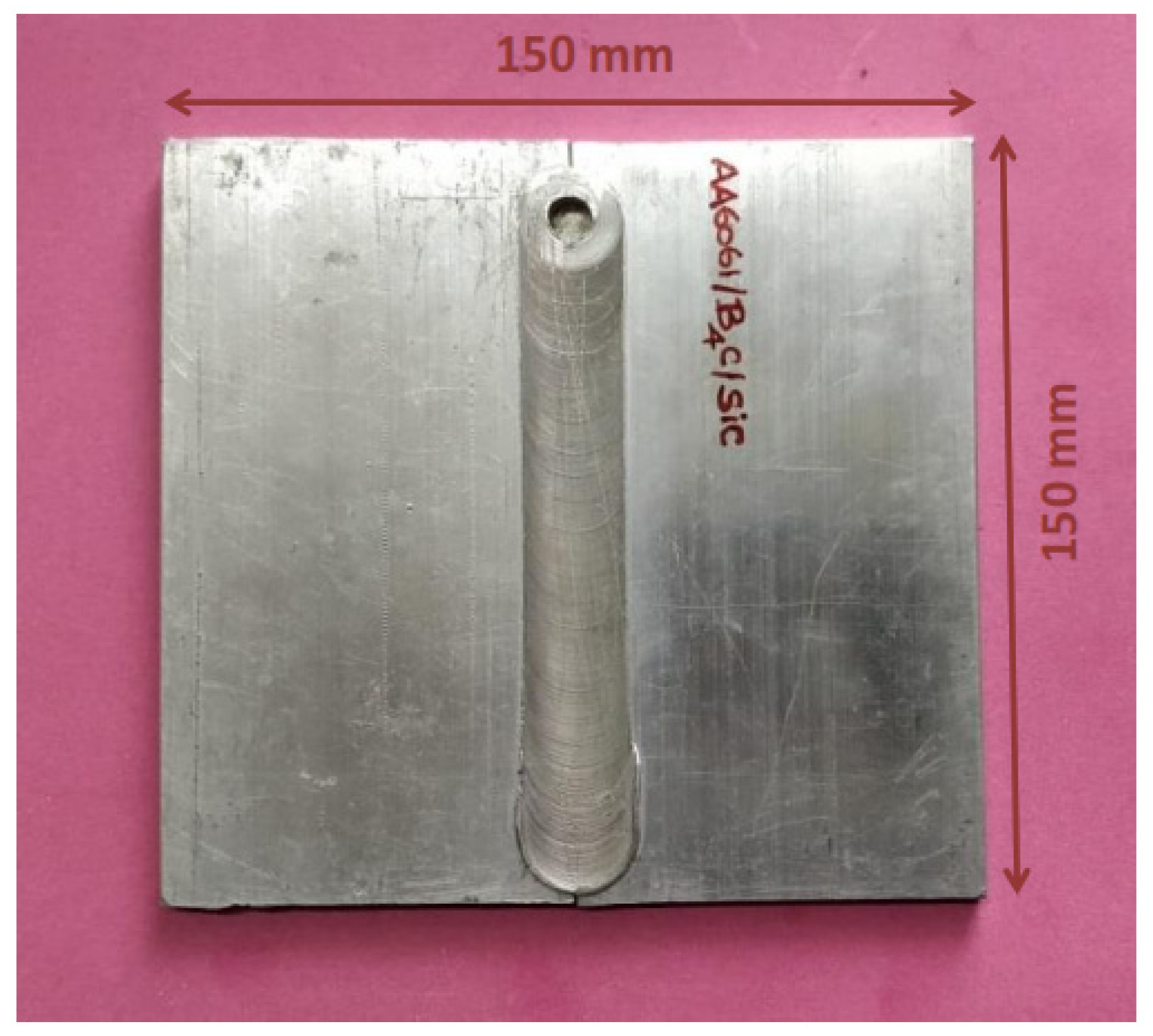
2.3. Experimental Procedure for FSW of Al-MMC’s (Phase-II)
3. Estimation of Energy Generated in FSW for Heat Input Examinations
4. Results and Discussion
4.1. Mechanical Testing for Strength Assessment of Welds
4.1.1. Tensile Tests
4.1.2. Hardness Test
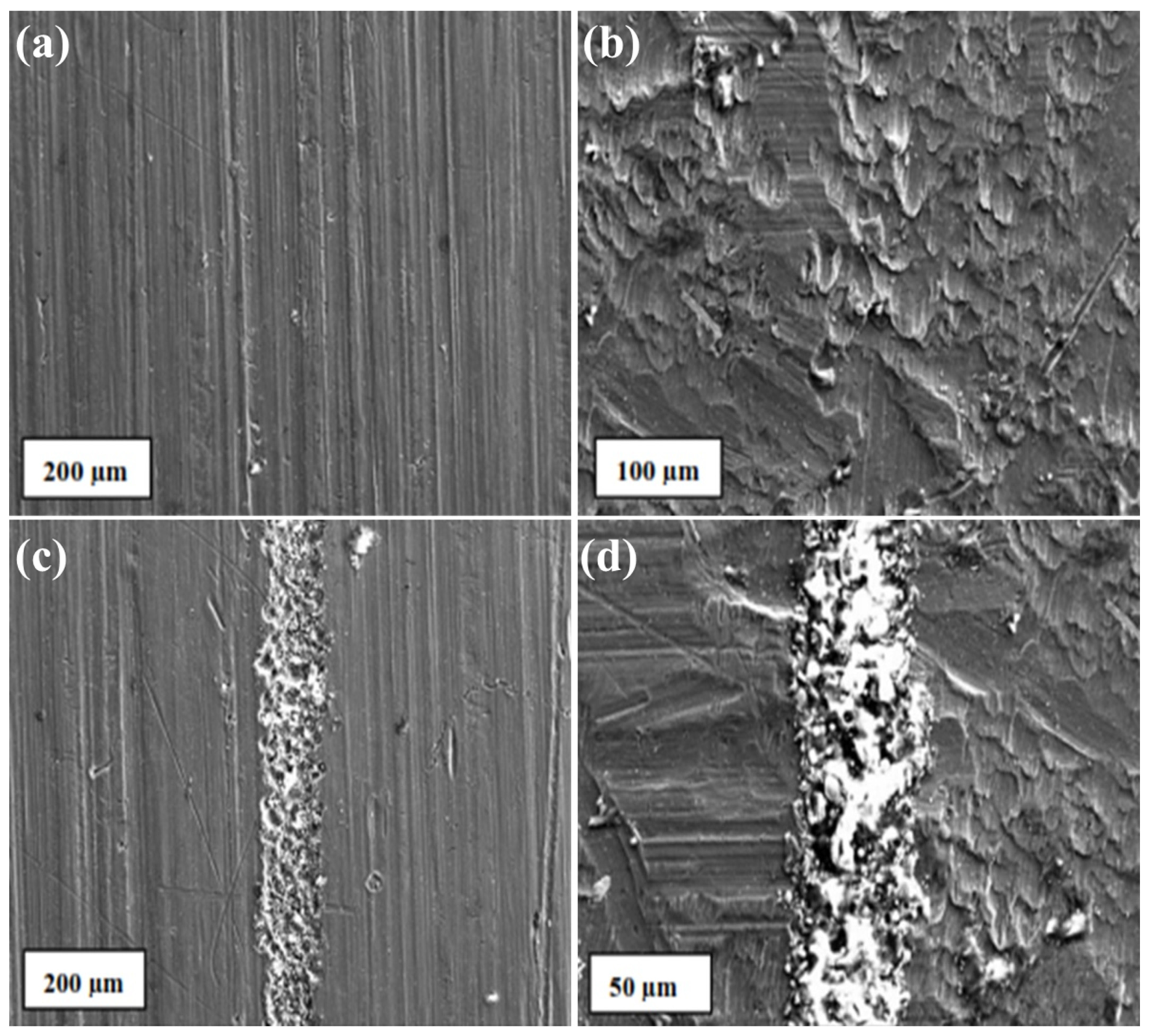
4.1.3. Wear Analysis
4.2. Radiography Testing of Welds for Quality Assessment
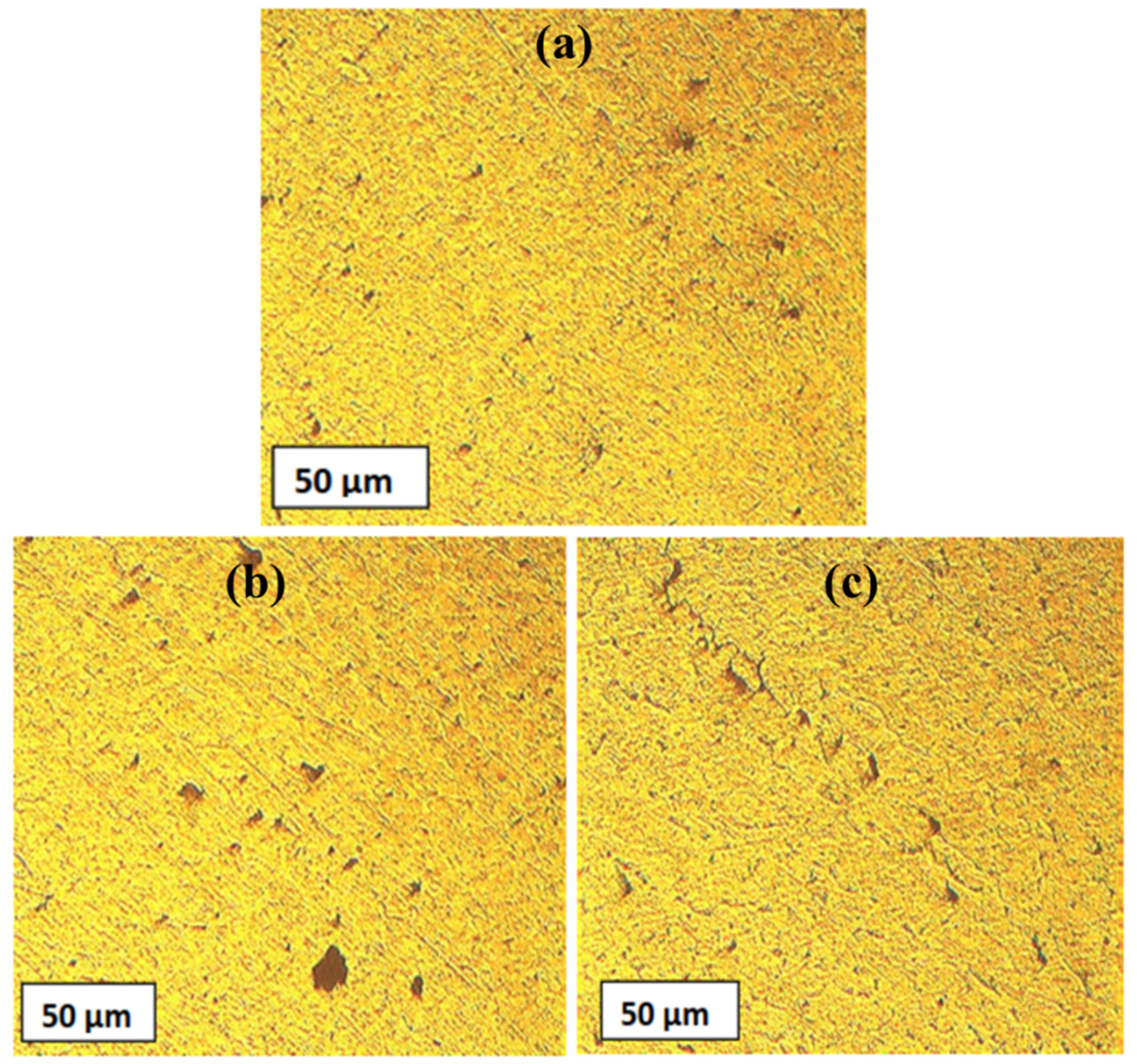
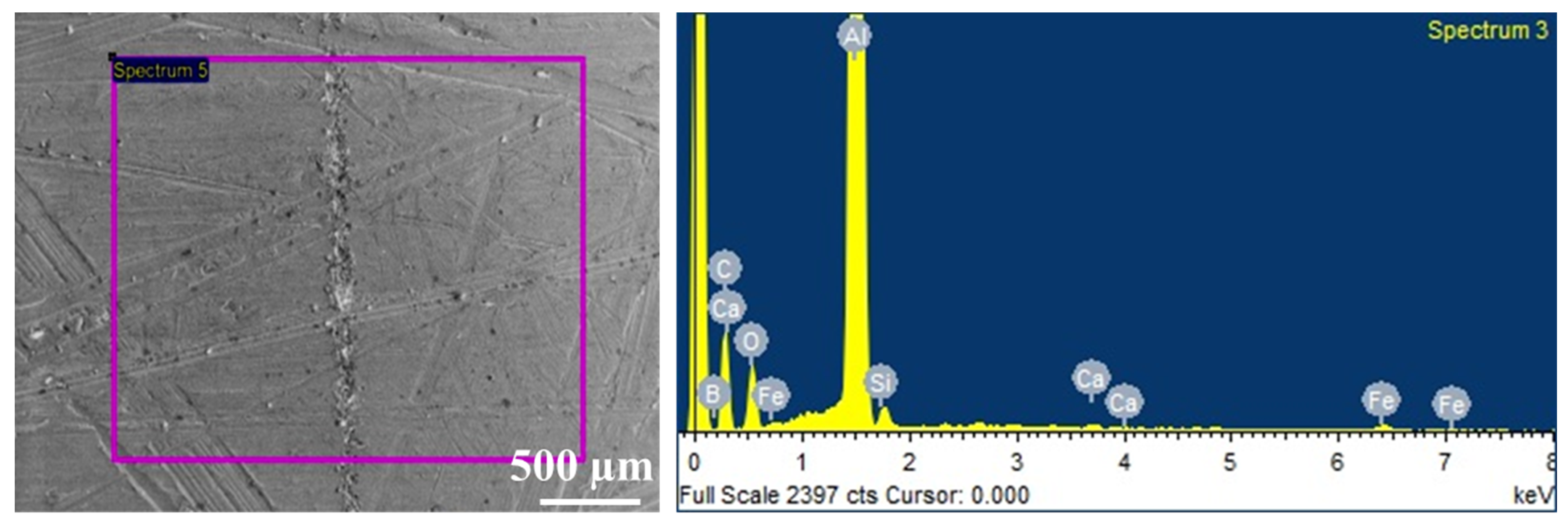
4.3. Metallurgical Characterization for Assessment of Weld Microstructures
5. Conclusions
- The tensile properties of the friction stir welded Al-MMCs improved after reinforcement with SiC and B4C. The strengthening of the composite joints after the FSW process may be attributed to the dislocation density of SiC and B4C particles, plastic deformation during joining and the interactions between dislocations. The maximum ultimate tensile stress was found to be around 174 MPa for sample #1 (10% SiC and 3% B4C). The percentage elongation decreased as the percentage of SiC decreases and B4C increases.
- The hardness of the Al-MMCs improved considerably by adding reinforcement and subsequent thermal action during the FSW process, indicating an optimal increase as it eliminates brittleness. This is due to hard and tightly bonded SiC and B4C particles, which constricts dislocation movements in the Al matrix.
- It was seen that wear resistance improved after the reinforcement of Al-MMCs. This is because the reinforcement particles reduced the plastic deformation by constricting the movement of dislocations. The wear rate of composites increased with the increase in load. This is due to the direct metal to metal contact, which leads to wear.
- The microstructural examination at the joints reveals the flow of plasticized metal from advancing to the retreating side. The formation of onion rings in the weld zone was due to the cylindrical FSW rotating tool material impression during the stirring action.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miracle, D. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 2006, 175, 364–375. [Google Scholar] [CrossRef]
- Threadgilll, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Kumar, S.; Yadav, A.; Patel, V.; Nahak, B.; Kumar, A. Mechanical behaviour of SiC particulate reinforced Cu alloy based metal matrix composite. Mater. Today: Proc. 2021, 41, 186–190. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, S.; Mukhopadhyay, N.K.; Yadav, A.; Kumar, V.; Winczek, J. Effect of Variation of SiC Reinforcement on Wear Behaviour of AZ91 Alloy Composites. Materials 2021, 14, 990. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, S.; Mukhopadhyay, N.K.; Yadav, A.; Winczek, J. Effect of SiC Reinforcement and Its Variation on the Mechanical Characteristics of AZ91 Composites. Materials 2020, 13, 4913. [Google Scholar] [CrossRef]
- Sinha, D.K.; Kumar, S.; Kumar, A.; Yadav, A. Optimization of Process Parameters in Continuous Extrusion of Aluminium Alloy. In Proceedings of the 2018 International Conference on Computational and Characterization Techniques in Engineering & Sciences (CCTES), Lucknow, India, 14–15 September 2018; Institute of Electrical and Electronics Engineers (IEEE): Manhattan, NY, USA, 2018; pp. 246–251. [Google Scholar] [CrossRef]
- Morozova, I.; Obrosov, A.; Naumov, A.; Królicka, A.; Golubev, I.; Bokov, D.O.; Doynov, N.; Weiß, S.; Michailov, V. Impact of Impulses on Microstructural Evolution and Mechanical Performance of Al-Mg-Si Alloy Joined by Impulse Friction Stir Welding. Materials 2021, 14, 347. [Google Scholar] [CrossRef]
- Yadav, A.; Ghosh, A.; Gupta, P.; Kumar, A. Mathematical Modelling of Heat Affected Zone Width in Submerged Arc Welding Process. In Proceedings of the 2018 International Conference on Computational and Characterization Techniques in Engineering & Sciences (CCTES), Lucknow, India, 14–15 September 2018; Institute of Electrical and Electronics Engineers (IEEE): Manhattan, NY, USA, 2018; pp. 216–220. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Subramanian, S.A.; Rakesh, R.; Krishnan, S.S.; Ramanathan, A.L.A. A review on friction stir welding of aluminium metal matrix composites. IOP Conf. Ser.: Mater. Sci. Eng. 2018, 390, 012103. [Google Scholar] [CrossRef]
- Yadav, A.; Ghosh, A.; Kumar, A. Experimental and numerical study of thermal field and weld bead characteristics in submerged arc welded plate. J. Mater. Process. Technol. 2017, 248, 262–274. [Google Scholar] [CrossRef]
- Ghosh, A.; Yadav, A.; Kumar, A. Modelling and experimental validation of moving tilted volumetric heat source in gas metal arc welding process. J. Mater. Process. Technol. 2017, 239, 52–65. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M. Manufacturing Parameters, Materials, and Welds Properties of Butt Friction Stir Welded Joints—Overview. Materials 2020, 13, 4940. [Google Scholar] [CrossRef]
- Milčić, M.; Milčić, D.; Vuherer, T.; Radović, L.; Radisavljević, I.; Đurić, A. Influence of Welding Speed on Fracture Toughness of Friction Stir Welded AA2024-T351 Joints. Materials 2021, 14, 1561. [Google Scholar] [CrossRef] [PubMed]
- Jandaghi, M.; Pouraliakbar, H.; Saboori, A.; Hong, S.; Pavese, M. Comparative Insight into the Interfacial Phase Evolutions during Solution Treatment of Dissimilar Friction Stir Welded AA2198-AA7475 and AA2198-AA6013 Aluminum Sheets. Materials 2021, 14, 1290. [Google Scholar] [CrossRef] [PubMed]
- Derazkola, H.A.; García, E.; Eyvazian, A.; Aberoumand, M. Effects of Rapid Cooling on Properties of Aluminum-Steel Friction Stir Welded Joint. Materials 2021, 14, 908. [Google Scholar] [CrossRef] [PubMed]
- Palanivel, R.; Mathews, P.K.; Murugan, N.; Dinaharan, I. Prediction and Optimization of Wear Resistance of Friction Stir Welded Dissimilar Aluminum Alloy. Procedia Eng. 2012, 38, 578–584. [Google Scholar] [CrossRef]
- Suban, A.A.K.; Perumal, M.; Ayyanar, A.; Subbiah, A.V. Microstructural analysis of B4C and SiC reinforced Al alloy metal matrix composite joints. Int. J. Adv. Manuf. Technol. 2017, 93, 515–525. [Google Scholar] [CrossRef]
- Ahn, B.-W.; Choi, D.H.; Kim, Y.-H.; Jung, S.-B. Fabrication of SiCp/AA5083 composite via friction stir welding. Trans. Nonferrous Met. Soc. China 2012, 22, s634–s638. [Google Scholar] [CrossRef]
- Toptan, F.; Kilicarslan, A.; Kerti, I. The Effect of Ti Addition on the Properties of Al-B4C Interface: A Microstructural Study. Mater. Sci. Forum 2010, 636–637, 192–197. [Google Scholar] [CrossRef]
- Xu, W.; Liu, J.; Chen, D.; Luan, G.; Yao, J. Improvements of strength and ductility in aluminum alloy joints via rapid cooling during friction stir welding. Mater. Sci. Eng. A 2012, 548, 89–98. [Google Scholar] [CrossRef]
- Vijay, S.; Murugan, N. Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al–10 wt.% TiB2 metal matrix composite. Mater. Des. 2010, 31, 3585–3589. [Google Scholar] [CrossRef]
- Wahab, M.N.; Ghazali, M.J.; Daud, A.R. Effect of Aluminum Nitride Addition on Dry Wear Properties of Al-11%Si Alloy Prepared by Stir Casting Process. Adv. Mater. Res. 2011, 264-265, 614–619. [Google Scholar] [CrossRef]
- Kumar, P.; Yadav, A.; Kumar, A. Electron Beam Processing of Sensors Relevant Vacoflux-49 Alloy: Experimental Studies of Thermal Zones and Microstructure. Arch. Metall. Mater. 2020, 65, 1147–1156. [Google Scholar] [CrossRef]
- Kumar, B.A.; Murugan, N. Metallurgical and mechanical characterization of stir cast AA6061-T6–AlNp composite. Mater. Des. 2012, 40, 52–58. [Google Scholar] [CrossRef]
- Singh, R.; Yadav, A. Experimental study of effect of process parameters for heat generation in friction stir welding. IOP Conf. Series: Mater. Sci. Eng. 2018, 402, 012131. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, X.; Li, Z.; Wang, W.; Zhang, J.; Fu, Z. Microstructures and mechanical properties of B4C–SiC intergranular/intragranular nanocomposite ceramics fabricated from B4C, Si, and graphite powders. J. Eur. Ceram. Soc. 2014, 34, 2153–2161. [Google Scholar] [CrossRef]
- Shen, Q.; Wu, C.; Luo, G.; Fang, P.; Li, C.; Wang, Y.; Zhang, L. Microstructure and mechanical properties of Al-7075/B4C composites fabricated by plasma activated sintering. J. Alloys Compd. 2014, 588, 265–270. [Google Scholar] [CrossRef]
- Singh, B.B.; Balasubramanian, M. Processing and properties of copper-coated carbon fibre reinforced aluminium alloy composites. J. Mater. Process. Technol. 2009, 209, 2104–2110. [Google Scholar] [CrossRef]
- Prasad, L.; Kumar, N.; Yadav, A.; Kumar, A.; Kumar, V.; Winczek, J. In Situ Formation of ZrB2 and Its Influence on Wear and Mechanical Properties of ADC12 Alloy Mixed Matrix Composites. Materials 2021, 14, 2141. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Parameters | Value |
|---|---|---|
| 1 | Spindle speed | 300–500 rpm |
| 2 | Stirring time | 10 min |
| 3 | Temperature of melt | 990 °C |
| 4 | Preheated temperature of SiC and B4C particles | 650 °C |
| 5 | Powder feed rate | 0.75–1.0 g/s |
| Sample No. | Al % | SiC % | B4C % | Mg % |
|---|---|---|---|---|
| 1 | 85 | 10 | 3 | 2 |
| 2 | 85 | 8 | 5 | 2 |
| 3 | 85 | 5 | 8 | 2 |
| 4 | 85 | 3 | 10 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, K.S.A.; Mohanavel, V.; Vendan, S.A.; Ravichandran, M.; Yadav, A.; Gucwa, M.; Winczek, J. Mechanical and Microstructural Characterization of Friction Stir Welded SiC and B4C Reinforced Aluminium Alloy AA6061 Metal Matrix Composites. Materials 2021, 14, 3110. https://doi.org/10.3390/ma14113110
Ali KSA, Mohanavel V, Vendan SA, Ravichandran M, Yadav A, Gucwa M, Winczek J. Mechanical and Microstructural Characterization of Friction Stir Welded SiC and B4C Reinforced Aluminium Alloy AA6061 Metal Matrix Composites. Materials. 2021; 14(11):3110. https://doi.org/10.3390/ma14113110
Chicago/Turabian StyleAli, Kaveripakkam Suban Ashraff, Vinayagam Mohanavel, Subbiah Arungalai Vendan, Manickam Ravichandran, Anshul Yadav, Marek Gucwa, and Jerzy Winczek. 2021. "Mechanical and Microstructural Characterization of Friction Stir Welded SiC and B4C Reinforced Aluminium Alloy AA6061 Metal Matrix Composites" Materials 14, no. 11: 3110. https://doi.org/10.3390/ma14113110
APA StyleAli, K. S. A., Mohanavel, V., Vendan, S. A., Ravichandran, M., Yadav, A., Gucwa, M., & Winczek, J. (2021). Mechanical and Microstructural Characterization of Friction Stir Welded SiC and B4C Reinforced Aluminium Alloy AA6061 Metal Matrix Composites. Materials, 14(11), 3110. https://doi.org/10.3390/ma14113110