
Material Databases and Validation in Modelling the Structure of Castings Using the Cellular Automaton Method

 ,
,  , and
, and 
Abstract
1. Introduction
2. State of the Art
3. Materials and Methods
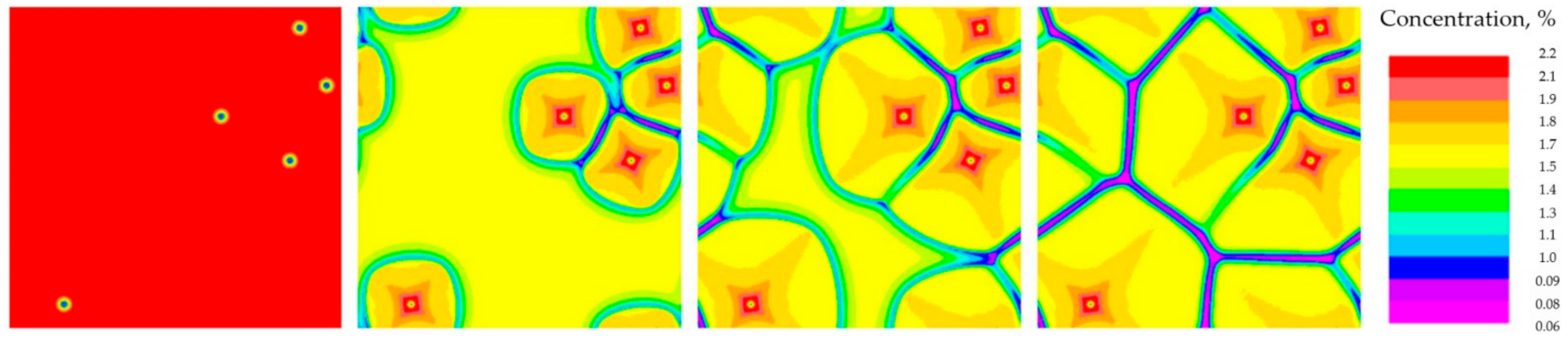
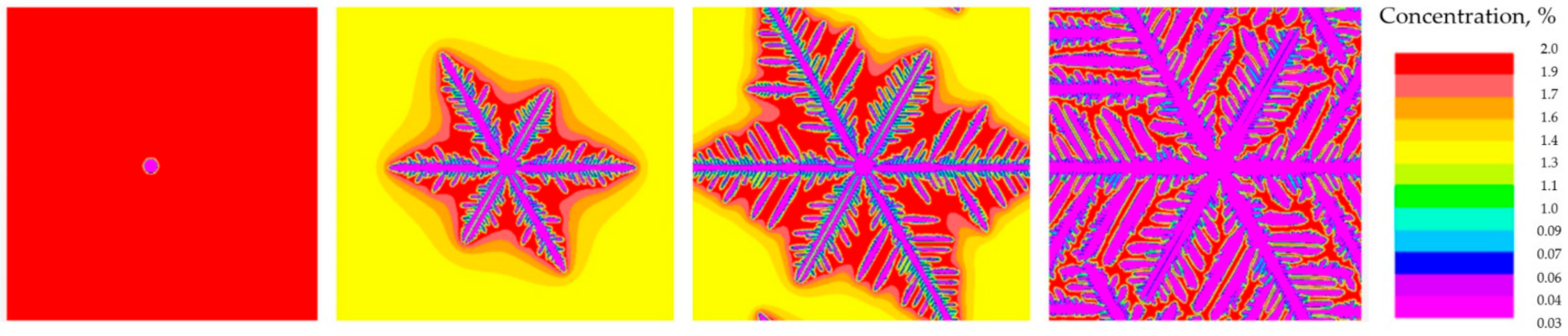
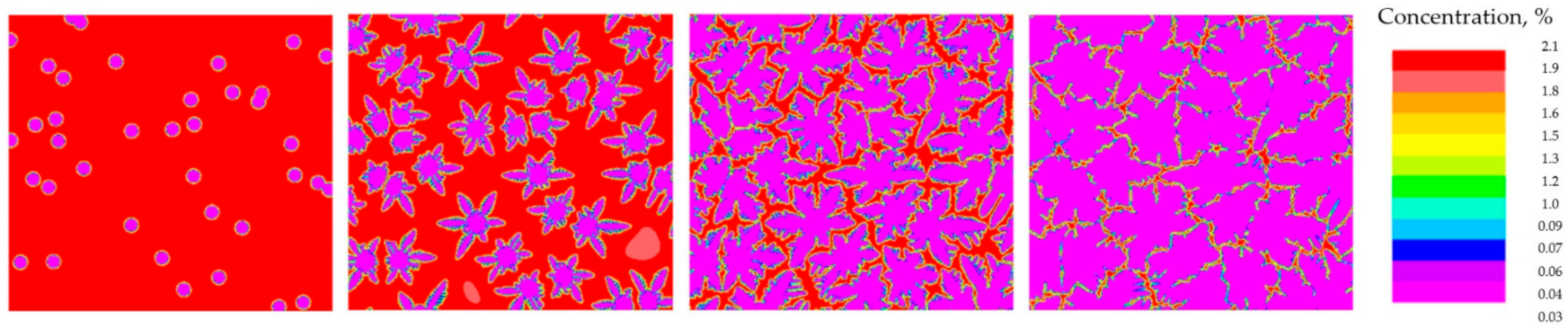
3.1. Structure Prediction Using Pseudo Front Tracking (PFT) and Phase Field (PHF) Codes
3.2. Description of the CAFE Model
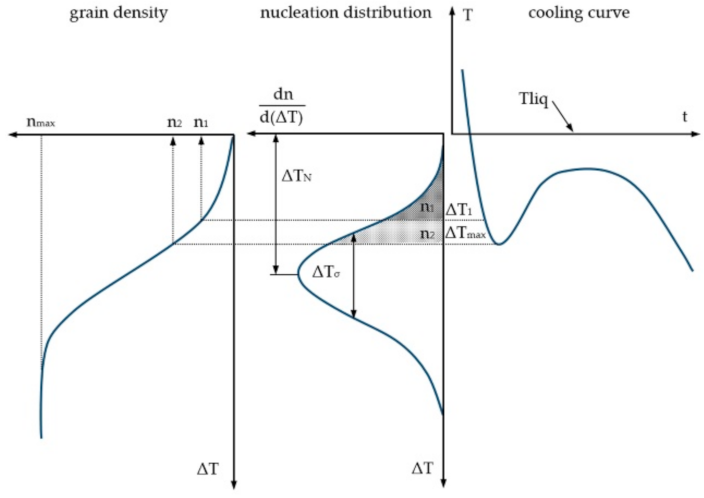
3.2.1. Crystal Nucleation
3.2.2. Crystal Growth
3.3. Methodology of Experimental and Simulation Tests
3.3.1. Assumption and Methodology of Experimental Tests
3.3.2. Assumption and Methodology of Simulation Tests
3.3.3. Experimental and Simulation Validation
- heat capacity of AlSi alloy of the solid phase—cρAl-sol = 2700 kJ/(m3K), of the liquid phase cρAl-liq = 3483 kJ/(m3K);
- thermal conductivity of alloy of the solid phase λAl-sol = 130 W/(mK), of the liquid phase λAl-liq = 90 W/(mK);
- latent heat of solidification L = 1.131 × 109 J/m3; heat capacity of the moulding sand—cρQ = 1500 kJ/(m3K);
- heat capacity of the insulating mass—cρHI = 587 kJ/(m3K); heat capacity of the copper chill—cρCh-Cu = 3300 kJ/(m3K) and thermal conductivity of the chill λCh-Cu = 390 W/(mK), and the following parameters necessary to enter into the Scheil model (Equation (4)) and the solid phase increase generation model:
- pure aluminium (Al) melting point—660 °C,
- eutectic temperature Teut = 572 °C,
- initial solute concentration (Si) c0 = 7% and the angle of the liquidus line slope m = −6.85°.
4. Results
4.1. Validation of the CAFE-3D Model on the Basis of the Casting Solidifying in the Q-Q Mould
- in the thermal model—an increase in the thermal conductivity coefficient λ (mould) from 0.5 to 2.0 W/(mK) causes an increase in the CET zone in the casting layer near the mould surface by approx. 10 mm, with no significant influence of λ on the crystal size dav by approx. 0.1 mm,
- in the thermal model—an increase in the heat transfer coefficient (cast-mould) αcast-Q from 100 to a high value of 10,000 W/(m2K) does not significantly affect the position of CET (imperceptible variability in the near-surface layer of the casting) and dav, which is the result of the dominant effect of thermal resistance resulting from the presence of the moulding sand layer,
- in the nucleation model—undercooling in the bulk of the liquid phase ΔTm-v in the range from 2 to 5 °C has no effect on CET and slightly increases the dav by approx. 0.13 mm, only above this value of undercooling a longer CET zone begins to form, reaching a value variation of approx. 35 mm applying 10 °C and an increase of the grain size d av by approx. 2 mm,
- in the nucleation model—increase in nuclei density in the bulk of the liquid phase nv from 1 × 105 to 1 × 109, m−3 has a large impact on reducing CET by approx. 23 mm and dav 4.7 mm,
- in the growth model—increase in the value of the kinetic coefficient a3 in the pseudo-dendrite growth rate equation from 1.5 × 10−8 to 1.5 × 10−5 ms−1K−3 causes a large increase in CET by approx. 40 mm and dav of approx. 3.46 mm.
4.2. Validation of the CAFE-3D Model on the Basis of the Casting Solidifying in the Q-Ch Mould
4.3. Validation of the CAFE-3D Model on the Basis of the Casting Solidifying in the HI-Ch Mould
- parameters assumed to be of constant value: αcast-m = 10,000 W/(m2 K), ΔTm-s = 5 K, ΔTm-s-Ch-HI = 10 K, ΔTm-v = 2 K, σΔTs-HI = 0.4 K, σΔTs-Ch = 0.4 K, σΔTv = 0.4 K,
- parameters with values assumed to be variable in the range: λQ = 0.3–0.5 W/(m K), αcast-Ch = 1500–2500 W/m2K, ns = (1–5)105 m−2, ns-Ch = (8–10)105 m−2, nv = (8–10)106 m−3, a3 = (1–3) 10−9 m s−1 K−3.
4.4. Example of Predicting Microstructure under Conditions of Extreme Heat Transfer
5. Discussion
6. Conclusions
- (1)
- From the phenomena accompanying the creation of a structure in a real casting, coupled in a way resulting from the nature of the process, the most important of them were selected, namely the heat flux in the cast-mould system (thermal conductivity of the moulding sand, heat transfer coefficient on the cast-mould and cast-chill interface) and nucleation and crystal growth phenomena (undercooling at the mould surface, number of nuclei at the mould surface, undercooling at the chill surface, number of nuclei at the chill surface, undercooling in the bulk of casting, number of grains in the bulk of casting, kinetic growth coefficient a3).
- (2)
- The developed methodology and designed stands for conducting experimental and simulation validation studies met the assumptions of a modern, special and comprehensive validation procedure, going beyond the validation of thermal phenomena. It was shown that it was necessary to adequately “isolate” the mentioned modelled coupled phenomena in terms of interpretation.
- (3)
- A set of model parameter values was developed for castings with a diameter of ϕ70 mm, which enabled the most accurate prediction of the AlSi7Mg alloy structure in the chill impact zone and outside its zone (in this dimensional area of castings cooled intensively from the bottom side).
- (4)
- Also, the algorithms were included that enable to predict the structure defined by the following parameters:
- -
- degree of refinement (grain size—dav) with the interpretation of the restriction dav to the hypoeutectic phase,
- -
- location of the columnar-to-equiaxed transition zone—CET
- -
- angle of the crystals in relation to the vertical axis of the casting—γ.
- (5)
- The CAFE model requires a special approach in the selection of parameter values under conditions of intense heat transfer, such as the case of rapid remelting and rapid solidification of small volumes of the alloy. It is necessary to enrich the database of materials and the database of boundary conditions with appropriate values depending on the intensity of heat transfer. In order to better match the thermal conditions in such cases, and to better identify variations in temperature fields with time, it is worth using the IR thermography method [58].
- (6)
- The above conclusion in some approximation (not so extreme) also applies to variants using chills in classic heat removal conditions.
- (7)
- The next step in modelling the microstructure should be to achieve dendritic structures in three-dimensional modelling for entire castings. Moreover, it includes the occurrence of eutectics in the interdendritic spaces. As well as the transfer of the obtained structure parameters (distances between the arms of the dendrites—DAS, i.e., the degree of their refinement, the size of the eutectic particles) on the mechanical properties (tensile strength, accepted yield point, elongation, hardness). It is now necessary to develop new empirical models, which until now were mainly related to the cooling rate of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kurz, W.; Rappaz, M.; Trivedi, R. Progress in modelling solidification microstructures in metals and alloys. Part II: Dendrites from 2001 to 2018. Int. Mater. Rev. 2020, 1–47. [Google Scholar] [CrossRef]
- Shibuta, Y.; Ohno, M.; Takaki, T. Solidification in a Supercomputer: From Crystal Nuclei to Dendrite Assemblages. JOM 2015, 67, 1793–1804. [Google Scholar] [CrossRef]
- Sczygiol, N.; Gawrońska, E.; Grosser, A. Symulacja numeryczna krzepnięcia kierowanego ochładzalnikami zewnętrznymi i wewnętrznymi. Arch. Foundry 2002, 2, 239–244. [Google Scholar]
- Boettinger, W.J.; Coriell, S.R.; Greer, A.L.; Karma, A.; Kurz, W.; Rappaz, M.; Trivedi, R. Solidification microstructures: Recent developments, future directions. Acta Mater. 2000, 48, 43–70. [Google Scholar] [CrossRef]
- Dantzig, J.A.; Rappaz, M. Solidification, 2nd ed.; EPFL Press: Lausanne, Switzerland, 2016. [Google Scholar]
- Chong, K.P. Nanoscience and engineering in mechanics and materials. J. Phys. Chem. Solids 2004, 65, 1501–1506. [Google Scholar] [CrossRef]
- Sika, R.; Rogalewicz, M.; Popielarski, P.; Czarnecka-Komorowska, D.; Przestacki, D.; Gawdzińska, K.; Szymański, P. Decision Support System in the Field of Defects Assessment in the Metal Matrix Composites Castings. Materials 2020, 13, 3552. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Grześkowiak, K.; Popielarski, P.; Barczewski, M.; Gawdzińska, K.; Popławski, M. Polyethylene Wax Modified by Organoclay Bentonite Used in the Lost-Wax Casting Process: Processing−Structure−Property Relationships. Materials 2020, 13, 2255. [Google Scholar] [CrossRef]
- Krolczyk, J.B.; Gapiński, B.; Krolczyk, G.M.; Samardžić, I.; Maruda, R.W.; Soucek, K.; Legutko, S.; Nieslony, P.; Javadi, Y.; Stas, L. Topographic inspection as a method of weld joint diagnostic. Teh. Vjesn. 2016, 23, 301–306. [Google Scholar] [CrossRef]
- Chong, K.P. (National Science Foundation, Arlington, VA, USA). Personal communication, 2009.
- Boettinger, W.J. The Solidification of Multicomponent Alloys. J. Phase Equilibria Diffus. 2016, 37, 4–18. [Google Scholar] [CrossRef][Green Version]
- Rappaz, M. Modeling and characterization of grain structures and defects in solidification. Curr. Curr. Opin. Solid State Mater. Sci. 2016, 20, 37–45. [Google Scholar] [CrossRef]
- Rappaz, M. Modelling of Solidification at Various Length Scales: From the Processes to the Microstructure and Defects; EUROPAM: Mainz, Germany, 2003. [Google Scholar]
- Jacot, A.; Rappaz, M. A pseudo-front tracking technique for the modelling of solidification microstructures in multi-component alloys. Acta Mater. 2002, 50, 1909–1926. [Google Scholar] [CrossRef]
- Gránásy, L.; Tóth, G.; Warren, J.A.; Podmaniczky, F.; Tegze, G.; Rátkai, L.; Pusztai, T. Phase-field modeling of crystal nucleation in undercooled liquids–A review. Prog. Mater. Sci. 2019, 106, 100569. [Google Scholar] [CrossRef]
- Du, Q.; Jacot, A. A two-dimensional microsegregation model for the description of microstructure formation during solidification in multicomponent alloys: Formulation and behavior of the model. Acta Mater. 2005, 53, 3479–3493. [Google Scholar] [CrossRef]
- Kapturkiewicz, W.; Fraś, E.; Burbelko, A.A. Dlaczego modelowanie jest w odlewnictwie potrzebne? Foundry Rev. 2005, 1, 15–23. [Google Scholar]
- Stefanescu, D.M. Methodologies for Modeling of Solidification Microstructure and Their Capabilities. ISIJ Int. 1995, 35, 637–650. [Google Scholar] [CrossRef][Green Version]
- Rappaz, M.; Jacot, A.; Gandin, C.-A. Modeling of Dendritic Grain Formation During Solidification at the Level of Macro- and Microstructure. In Continuum Scale Simulation of Engineering Materials Fundamentals-Microstructures-Process. Applications; Raabe, D., Roters, F., Barlat, F., Chen, L.-Q., Eds.; Wiley-VCH: Weinheim, Germany, 2004; pp. 251–269. ISBN 3-527-30760-5. [Google Scholar] [CrossRef]
- Souhar, Y.; De Felice, V.F.; Beckermann, C.; Combeau, H.; Založnik, M. Three-dimensional mesoscopic modeling of equiaxed dendritic solidification of a binary alloy. Comput. Mater. Sci. 2016, 112, 304–317. [Google Scholar] [CrossRef]
- Khalajzadeh, V.; Beckermann, C. Simulation of Shrinkage Porosity Formation during Alloy Solidification. Met. Mater. Trans. A 2020, 51A, 2239–2254. [Google Scholar] [CrossRef]
- Gandin, C.-A.; Chabron, C.; Rappaz, M. Stochastic Modelling of Solidification Grain Structure. ISIJ Int. 1995, 35, 651–657. [Google Scholar] [CrossRef][Green Version]
- Gandin, C.-A.; Rappaz, M. A Coupled Finite Element-Cellular Automaton Model for the Prediction of Dendritic Grain Structures in Solidification Processes. Acta Met. Mater. 1994, 42, 2233–2246. [Google Scholar] [CrossRef]
- Lee, P.D.; Chirazi, A.; Atwood, R.C.; Wang, W. Multiscale modelling of solidification microstructures, including microsegregation and microporosity, in an Al–Si–Cu alloy. Mater. Sci. Eng. A 2004, 365, 57–65. [Google Scholar] [CrossRef]
- Kim, S.-B.; Kweon, E.-S.; Ahn, S.-H.; Stefanescu, D.M. Development of a hybrid method for improved accuracy of mould filling computational models for castings. Int. J. Cast Met. Res. 2019, 32, 181–190. [Google Scholar] [CrossRef]
- Jacot, A. A cellular automaton approach for the prediction of grain size in grain refined alloys. Iop Conf. Ser. Mater. Sci. Eng. 2020, 861, 012061. [Google Scholar] [CrossRef]
- Karma, A.; Tourret, D. Atomistic to continuum modeling of solidification microstructures. Curr Opin Solid State Mater. Sci 2016, 20, 25–36. [Google Scholar] [CrossRef]
- Heyvaert, L.; Bedel, M.; Založnik, M.; Combeau, H. Modeling of the coupling of microstructure and macrosegregation in a direct chill cast Al–Cu billet. Met. Mater. Trans. A 2017, 48, 4713–4734. [Google Scholar] [CrossRef]
- Wang, C.Y.; Beckermann, C. Prediction of Columnar to Equiaxed Transition during Diffusion-Controlled Dendritic Alloy Solidification. Met. Mater. Trans. A 1994, 25A, 1081–1093. [Google Scholar] [CrossRef]
- Ramirez, A.; Carrillo, F.; Gonzalez, J.L.; Lopez, S. Stochastic simulation of grain growth during continuous casting. Mater. Sci. Eng. A 2006, 421, 208–216. [Google Scholar] [CrossRef]
- Jia, Y.; Zhao, D.; Li, C.; Bao, L.; Le, Q.; Wang, H.; Wang, X. Study on Solidification Structure Evolution of Direct-Chill Casting High Purity Copper Billet Using Cellular Automaton-Finite Element Method. Metals 2020, 10, 1052. [Google Scholar] [CrossRef]
- Hajkowski, J.; Popielarski, P.; Ignaszak, Z. Cellular Automaton Finite Element method applied for microstructure prediction of aluminium casting treated by laser beam. Arch. Foundry Eng. 2019, 19, 111–118. [Google Scholar] [CrossRef]
- Gurgul, D.; Burbelko, A.; Fras, E.; Guzik, E. Multiphysics and multiscale modelling of ductile cast iron solidification. Arch. Foundry Eng. 2010, 10, 35–40. [Google Scholar]
- Burbelko, A.A.; Gurgul, D.; Wiktor, T. Analysis of Spherical Particles Size Distribution–Theoretical Basis. Arch. Foundry Eng. 2018, 18, 29–34. [Google Scholar] [CrossRef]
- Burbelko, A.A.; Kapturkiewicz, W.; Gurgul, D.; Stręk, P. Modeling of the dendrite arms behavior during solidification. Arch. Foundry Eng. 2009, 9, 13–16. [Google Scholar]
- Zhu, M.F.; Hong, C.P.; Stefanescu, D.M.; Chang, Y.A. Computational Modeling of Microstructure Evolution in Solidification of Aluminum Alloys. Met. Mater. Trans. B 2007, 38, 517–524. [Google Scholar] [CrossRef]
- Beckermann, C.; Diepers, H.-J.; Steinbach, I.; Karma, A.; Tong, X. Modeling Melt Convection in Phase-Field Simulations of Solidification. J. Comput. Phys. 1999, 154, 468–496. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Warren, A.J.; Beckermann, C.; Karma, A. Phase-Field Simulation of Solidification. Annu. Rev. Mater. Res. 2002, 32, 163–194. [Google Scholar] [CrossRef]
- Lu, Y.; Beckermann, C.; Karma, A. Convection effects in three-dimensional dendritic growth. In Proceedings of the ASME 2002 International Mechanical Engineering Congress and Exposition, New Orleans, LA, USA, 17–22 November 2002; ASME: New York, NY, USA, 2002; pp. 197–202. [Google Scholar]
- Nastac, L. Numerical Modeling of Solidification Morphologies and Segregation Patterns in Cast Dendritic Alloys. Acta Mater. 1999, 47, 4253–4262. [Google Scholar] [CrossRef]
- Martorano, M.A.; Beckermann, C.; Gandin, Ch.-A. A Solutal Interaction Mechanism for the Columnar-to-Equiaxed Transition in Alloy Solidification. Met. Mater. Trans. A 2003, 34, 1657–1674. [Google Scholar] [CrossRef]
- Gawroński, J.; Szajnar, J. Zmiany Strukturalne Wywołane Działaniem Zewnętrznego Pola Magnetycznego Podczas Krzepnięcia Odlewu. Solidif. Met. Alloy. 1986, 10, 115–128. [Google Scholar]
- Ohno, A. Solidification: The Separation Theory and its Practical Applications; Springer: Berlin/Heidelberg, Germany, 1987; ISBN 978-3-540-18233-7. [Google Scholar] [CrossRef]
- Tiller, W.A. The Science of Crystallization: Microscopic Interfacial Phenomena; Cambridge University Press: Cambridge, UK, 1991; ISBN 978-052-138-827-6. [Google Scholar]
- Diepers, H.-J.; Beckermann, C.; Steinbach, I. Simulation of Convection and Ripening in a Binary Alloy Mush Using the Phase-Field Method. Acta Mater. 1999, 47, 3663–3678. [Google Scholar] [CrossRef]
- Boukellal, A.K.; Debierre, J.-M.; Reinhart, G.; Nguyen-Thi, H. Scaling laws governing the growth and interaction of equiaxed Al–Cu dendrites: A study combining experiments with phase-field simulations. Materialia 2018, 1, 62–69. [Google Scholar] [CrossRef]
- Yang, X.L.; Dong, H.B.; Wang, W.; Lee, P.D. Microscale simulation of stray grain formation in investment cast turbine blades. Mater. Sci. Eng. A 2004, 386, 129–139. [Google Scholar] [CrossRef]
- Gandin, Ch.-A.; Desbiolles, J.-L.; Rappaz, M.; Thevoz, Ph. A Three-Dimensional Cellular Automaton-Finite Element Model for the Prediction of Solidification Grain Structures. Met. Mater. Trans. A 1999, 30, 3153–3165. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.-A. Probalistic Modelling of Microstrukture Formation in Solidification Processes. Acta Met. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Gandin, Ch.-A. Modélisation stochastique de la solidification: Formation de structures de grains dendritiques. PhD Thesis, Ecole Polytechnique Fédérale de Lausanne, Lausanne, Switzerland, 1995. [Google Scholar] [CrossRef]
- Gandin, Ch.-A.; Rappaz, M. A 3D cellular automaton algorithm for the prediction of dendritic grain growth. Acta Met. Mater. 1997, 45, 2187–2195. [Google Scholar] [CrossRef]
- Ignaszak, Z.; Hajkowski, J. Prediction of CET-zone position using the Cellular Automaton-Finite Element method for Al-Si alloys castings. In Proceedings of the Fifth International Conference on Mathematical Modeling and Computer Simulations of Materials Technologies (MMT-2008), Ariel, Israel, 8–12 September 2008. [Google Scholar]
- Jarry, P.; Rappaz, M. Recent advances in the metallurgy of aluminium alloys. Part I: Solidification and casting. C. R. Phys. 2018, 19. [Google Scholar] [CrossRef]
- Kukliński, M.; Bartkowska, A.; Przestacki, D. Microstructure and selected properties of Monel 400 alloy after laser heat treatment and laser boriding using diode laser. Int. J. Adv. Manuf. Technol. 2018, 98, 3005–3017. [Google Scholar] [CrossRef]
- Bartkowski, D.; Matysiak, W.; Bartkowska, A. Selected properties of laser cladding coatings shaped using Flow drill technology. MATEC Web Conf. 2017, 137, 05001. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136. [Google Scholar] [CrossRef]
- Al-Sayed, S.; Hussein, A.; Nofal, A.; Hassab Elnaby, S.; Elgazzar, H. Characterization of a Laser Surface-Treated Martensitic Stainless Steel. Materials 2017, 10, 595. [Google Scholar] [CrossRef]
- Krawiec, P.; Różański, L.; Czarnecka-Komorowska, D.; Warguła, Ł. Evaluation of the Thermal Stability and Surface Characteristics of Thermoplastic Polyurethane V-Belt. Materials 2020, 13, 1502. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | Cu | Fe | Ti | Mn | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| Concentration % | 6.86 | 0.3 | 0.01 | 0.1 | 0.01 | 0.01 | 0.01 | bal. |
| Parameter | Name | Value | Unit |
|---|---|---|---|
| Changing-value Parameters | |||
| homogenous silica sanding mould | |||
| λQ | heat conduction | 0.5–1.5 | W/mK |
| αcast-mould | heat transfer coefficient (HTC) | 500–20,000 | W/m2K |
| ΔTm-s-Q | undercooling on the mould surface | 2–5 | K |
| ΔTm-v-Q | undercooling in the bulk of liquid | 2–10 | K |
| ns-Q | nuclei number on the mould surface | 1 × 104–1 × 108 | 1/m2 |
| nv | nuclei number in the bulk of liquid | 1 × 105–1 × 1010 | 1/m3 |
| a3 | kinetic coefficient | 1.49 × 10−8–1.49 × 10−5 | ms−1K−3 |
| double-material silica sanding mould with chill | |||
| λQ | heat conduction | 0.5–1.5 | W/mK |
| αcast-chill | heat transfer coefficient (HTC) | 100–800 | W/m2K |
| ΔTm-v-Q | undercooling in the bulk of liquid | 1.5–5 | K |
| nv-Q | nuclei number in the bulk of liquid | 1 × 106–1 × 109 | 1/m3 |
| a3 | kinetic coefficient | 2 × 10−7–2 × 10−5 | ms−1K−3 |
| double-material silica sanding mould with chill | |||
| λHI | heat conduction | 0.3–1.5 | W/mK |
| αcast-chill | heat transfer coefficient (HTC) | 50–1000 | W/m2K |
| ΔTm-s-HI | undercooling on the mould surface | 2.5–10 | K |
| ΔTm-s-ch-HI | undercooling on the chill surface | 5–20 | K |
| ΔTm-v-HI | undercooling in the bulk of liquid | 0.5–8 | K |
| ns-HI | nuclei number on the mould surface | 1 × 105–1 × 108 | 1/m2 |
| ns-CH | nuclei number on the chill surface | 1 × 105–1 × 108 | 1/m2 |
| nv-HI | nuclei number in the bulk of liquid | 1 × 107–1 × 1010 | 1/m3 |
| a3 | kinetic coefficient | 6.5 × 10−8–6.5 × 10−5 | ms−1K−3 |
| Fixed-value parameters | |||
| αcast-mould | heat transfer coefficient on the casting-mould interface | 10,000 | W/m2K |
| αmould-ambient. | heat transfer coefficient on the mould-ambient interface | 20 | W/m2K |
| CpQ | heat capacity of mulding sand | 1500 | kJ/m3K |
| CpHI | heat capacity of isolating mulding material | 587 | kJ/m3K |
| σΔTs-Q/HI | standard deviation on the mould surface | 0.4 | K |
| σΔTs-Ch | standard deviation on the chill surface | 0.4 | K |
| σΔTv | standard deviation in the bulk of liquid | 0.4 | K |
| ΔTm-s-Q | undercooling on the mould surface (Q-Ch) | 5 | K |
| ΔTm-s-ch-Q | undercooling on the chill surface (Q-Ch) | 15 | K |
| ns-Q | nuclei number on the mould surface (Q-Ch) | 1 × 106 | 1/m2 |
| ns-Q | nuclei number on the chill surface (Q-Ch) | 1 × 107 | 1/m3 |
| Cross Section | Virtual Structure | Exp. Structure | ||||
|---|---|---|---|---|---|---|
| Structure Parameters—CAFE | Z = 44 mm Crosswise | Z = 88 mm Crosswise | Z = 116 mm Crosswise | Y = 0 mm | Z = 44 mm Crosswise | |
| Total grain number (Nb) | 384 | 353 | 357 | 1321 | 356 | |
| Grains density on mould surface, 1/m2 | 99 811 | 91 754 | 92 793 | 85 779 | 92 520 | |
| Average grain size dav, mm | 5.0 | 5.2 | 5.2 | 5.5 | 5.2 | |
| Cross Section | Exp. Structure | |||||
|---|---|---|---|---|---|---|
| Structure Parameters—CAFE | Z = 10 mm Crosswise | Z = 44 mm Crosswise | Z = 88 mm Crosswise | Z = 10 mm Crosswise | Z = 88 mm Crosswise | |
| Columnar | Equiaxed | Columnar | Equiaxed | |||
| Total grain number (Nb) | 1291 | 681 | 558 | 1221 | 512 | |
| Grains density on mould surface, 1/m2 | 335,564 | 177,009 | 145,038 | 315,963 | 133,120 | |
| Average grain size dav, mm | 2.91 | 3.75 | 4.28 | 2.95 | 4.31 | |
| Cross Section | Virtual Structure | Exp. Structure | ||||
|---|---|---|---|---|---|---|
| Structure Parameters—CAFE | Z = 44 mm | Z = 88 mm | Z = 116 m | Y = 0 mm | Z = 44 mm | |
| Columnar | Equiaxed | Columnar | ||||
| Total grain number (Nb) | 689 | 444 | 393 | 1417 | 658 | |
| Grains density on mould surface, 1/m2 | 179 088 | 114 076 | 102 150 | 92 012 | 171 013 | |
| Average grain size dav, mm | 4.06 | 4.64 | 5.09 | 5.06 | 4.1 | |
| Model | Parameter | Symbol and Unit | Value or Range of the Tested Values of the Model Parameters and Influence in the Model (High—!!!, Middle—!!, Low—!) | Parameter Values for the Best Fit of the Model for CET and dav | Recommended Ranges of Parameter Value Changes when Varianting the Position Pseudocrystals Angle (γ) while Maintaining the CET Value | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Q-Q | Q-Ch | HI-Ch | Q-Q | Q-Ch | HI-Ch | Q-Ch | HI-Ch | |||
| Thermal | Heat conduction of the mould | λQ/HI W/(mK) | 0.5–2 (!) | 0.5–1.5 (!) | 0.2–1.5 (!!) | 0.5 | 1.0 | 0.5 | 0.75–1 | 0.3–0.5 |
| HTC casting-mould | αcast-m W/(m2K) | 100 – 10,000 (!) | 10,000 (!) | 10,000 (!) | 10,000 | 10,000 | 10,000 | 10,000 | 10,000 | |
| HTC casting-chill | αcast-Ch W/(m2K) | - | 100–4000 (!!) | 50–5000 (!!) | - | 4000 | 2500 | 3000 – 4000 | 1500 – 2500 | |
| Nucleation and growth (CAFE) | Undercooling at mould surface | ΔTm-s K | 2–5 (!) | 5 (!) | 2.5–10 (!) | 5 | 5 | 5 | 5 | 5 |
| Nuclei Number at mould surface | ns 1/m2 | 1 × 104 – 1 × 108 (!!) | 1 × 103 – 1 × 107 (!!) | 1 × 105 – 1 × 108 (!!) | 1 × 105 | 1 × 105 | 1 × 105 | (1–5)105 | (1–5)e5 | |
| Undercooling at chill surface | ΔTm-s-Ch-Q/HI K | - | 10–15 (!) | 5–20 (!) | - | 15 | 10 | 10–15 | 10–15 | |
| Nuclei number at chill surface | ns-Ch 1/m2 | - | 5 × 105 – 5 × 107 (!) | 1 × 105 – 1 × 108 (!) | - | 5 × 106 | 8 × 105 | (1÷–5)107 | (8–10)105 | |
| Undercooling at the bulk of liquid | ΔTm-v K | 1.5–10 (!!!) | 1.5–5 (!!!) | 0.5–8 (!!!) | 2 | 2 | 2 | 2 | 2 | |
| Nuclei number at bulk of liquid | nv 1/m3 | 1 × 105 – 1 × 1010 (!!!) | 1 × 106 – 1 × 109 (!!!) | 6 × 106 – 1 × 1010 (!!!) | 1 × 107 | 2 × 107 | 8 × 106 | (1.5–2)107 | (8–10)106 | |
| Growth kinetic coefficient | a3 ms−1K−3 | 1.5 × 10–8 – 1.49 × 10−5 (!!) | 1 × 10–12 – 2 × 10−5 (!!!) | 8 × 10–9 – 6.5 × 10−5 (!!!) | 1.5 × 10–7 | 2 × 10–10 | 1 × 10–9 | (1–5)10−10 | (1–3)10–9 | |
| Mould Type | Structure Parameter | Model Parametr | ||||
|---|---|---|---|---|---|---|
| λmould↑ | αcast-Ch ↑ | ΔTv ↑ | nv ↑ | a3 ↑ | ||
| Q-Q | dav | ↑↓ | - | ↑ | ↓ | ↑ |
| CET | ↑ | - | ↑ | ↓ | ↑ | |
| Q-Ch | dav. | ↑ | ↓ | ↑ | ↓ | ↑ |
| CET | ↓ | ↑ | ↑ | ↓ | ↑ | |
| γ | ↑↓ | ↓ | - | - | ↓ | |
| HI-Ch | dav | ↑↓ | ↓ | ↑ | ↓ | ↑ |
| CET | ↓ | ↑ | ↑ | ↓ | ↑ | |
| γ | ↑↓ | ↓ | - | - | ↓ | |
| ↑↓—no influence, ↑—value increasing, ↓—value decreasing, —not tested | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hajkowski, J.; Sika, R.; Rogalewicz, M.; Popielarski, P.; Matysiak, W.; Legutko, S. Material Databases and Validation in Modelling the Structure of Castings Using the Cellular Automaton Method. Materials 2021, 14, 3055. https://doi.org/10.3390/ma14113055
Hajkowski J, Sika R, Rogalewicz M, Popielarski P, Matysiak W, Legutko S. Material Databases and Validation in Modelling the Structure of Castings Using the Cellular Automaton Method. Materials. 2021; 14(11):3055. https://doi.org/10.3390/ma14113055
Chicago/Turabian StyleHajkowski, Jakub, Robert Sika, Michał Rogalewicz, Paweł Popielarski, Waldemar Matysiak, and Stanislaw Legutko. 2021. "Material Databases and Validation in Modelling the Structure of Castings Using the Cellular Automaton Method" Materials 14, no. 11: 3055. https://doi.org/10.3390/ma14113055
APA StyleHajkowski, J., Sika, R., Rogalewicz, M., Popielarski, P., Matysiak, W., & Legutko, S. (2021). Material Databases and Validation in Modelling the Structure of Castings Using the Cellular Automaton Method. Materials, 14(11), 3055. https://doi.org/10.3390/ma14113055