
A New Concept for Modeling Phase Transformations in Ti6Al4V Alloy Manufactured by Directed Energy Deposition

 , ,
, ,  and
and
Abstract

1. Introduction
2. Solid Phase Transformation Mechanisms and Kinetics—State of the Art
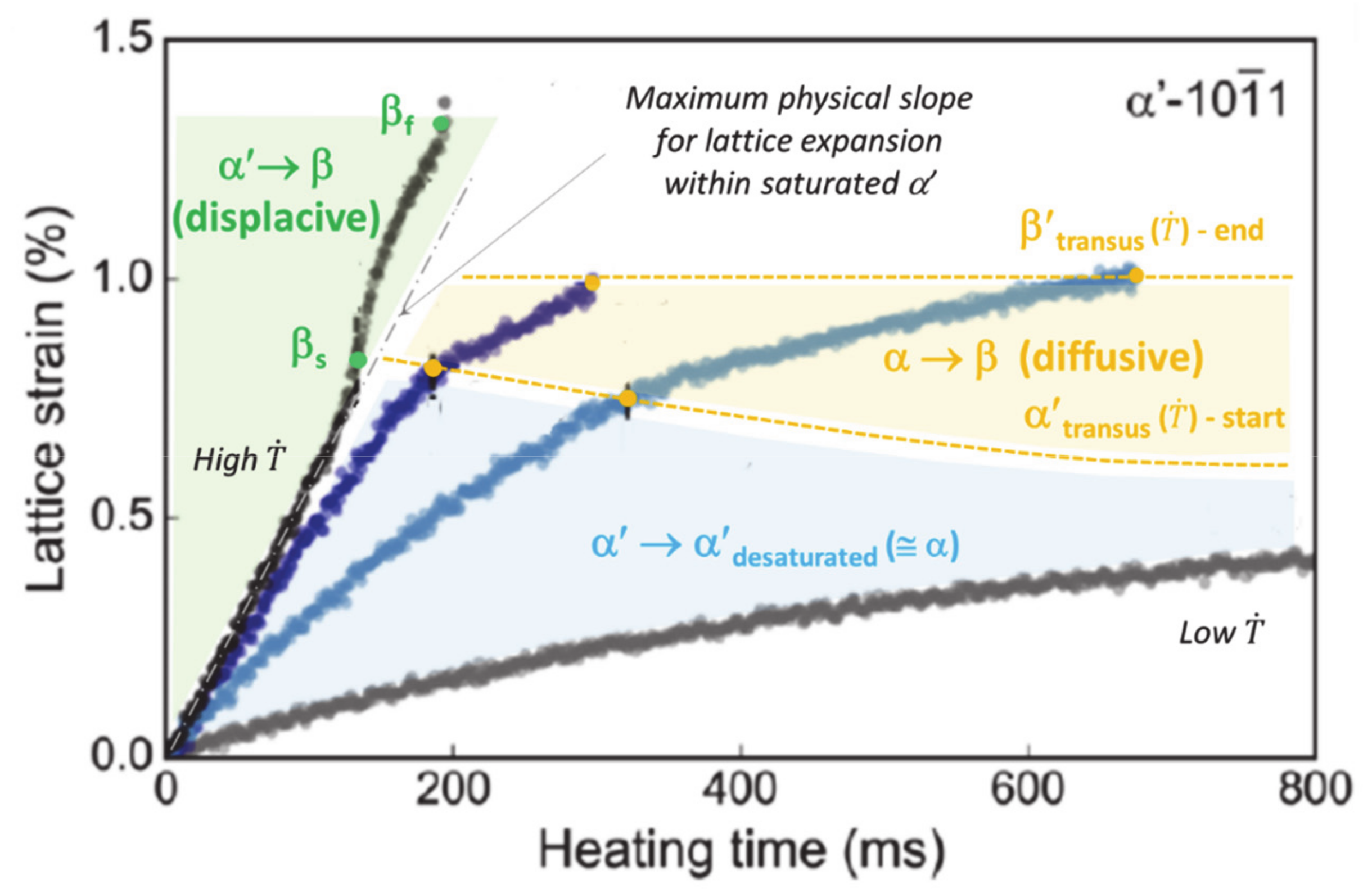
2.1. Continuous Heating Transformations
2.2. Continuous Cooling Transformations
2.3. Isothermal Transformations
2.4. Microstructures and Hardness in Ti6Al4V
2.5. A Brief Review on Kinetic Models and Their Limitations with Regard to AM
3. Materials and Methods
3.1. Material Origin and Processing
3.2. Experimental Methods
3.3. Microstructure Characterization Focusing on Three Points of Interest (POIs)
- For POI1 (Figure 6b), the matrix is made of orthogonal thin laths of martensite with acicular morphology. α massive (αm) is also present at prior β columnar grain boundaries.
- The microstructure in POI2 (Figure 6c) presents fewer thick α′ laths, and typical α lamella not aligned with α′ orthogonal laths. α represents the main phase corresponding to the Widmanstätten structure with a basket-weave morphology (α/βW).
- POI3 exhibits both α′ and αm, similar to POI1, with very few α/βW between α′ laths (Figure 6d).
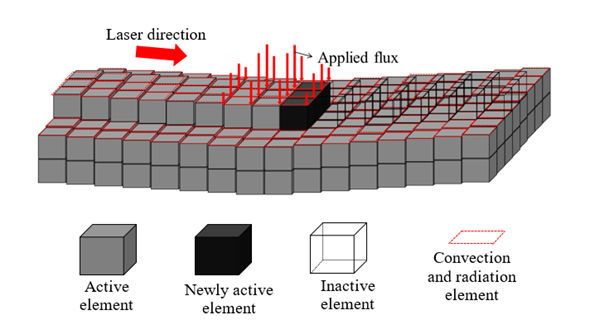
3.4. Thermal Modeling
4. Results
4.1. Simulated Thermal History on POI1
4.2. Simulated Thermal History on POI2
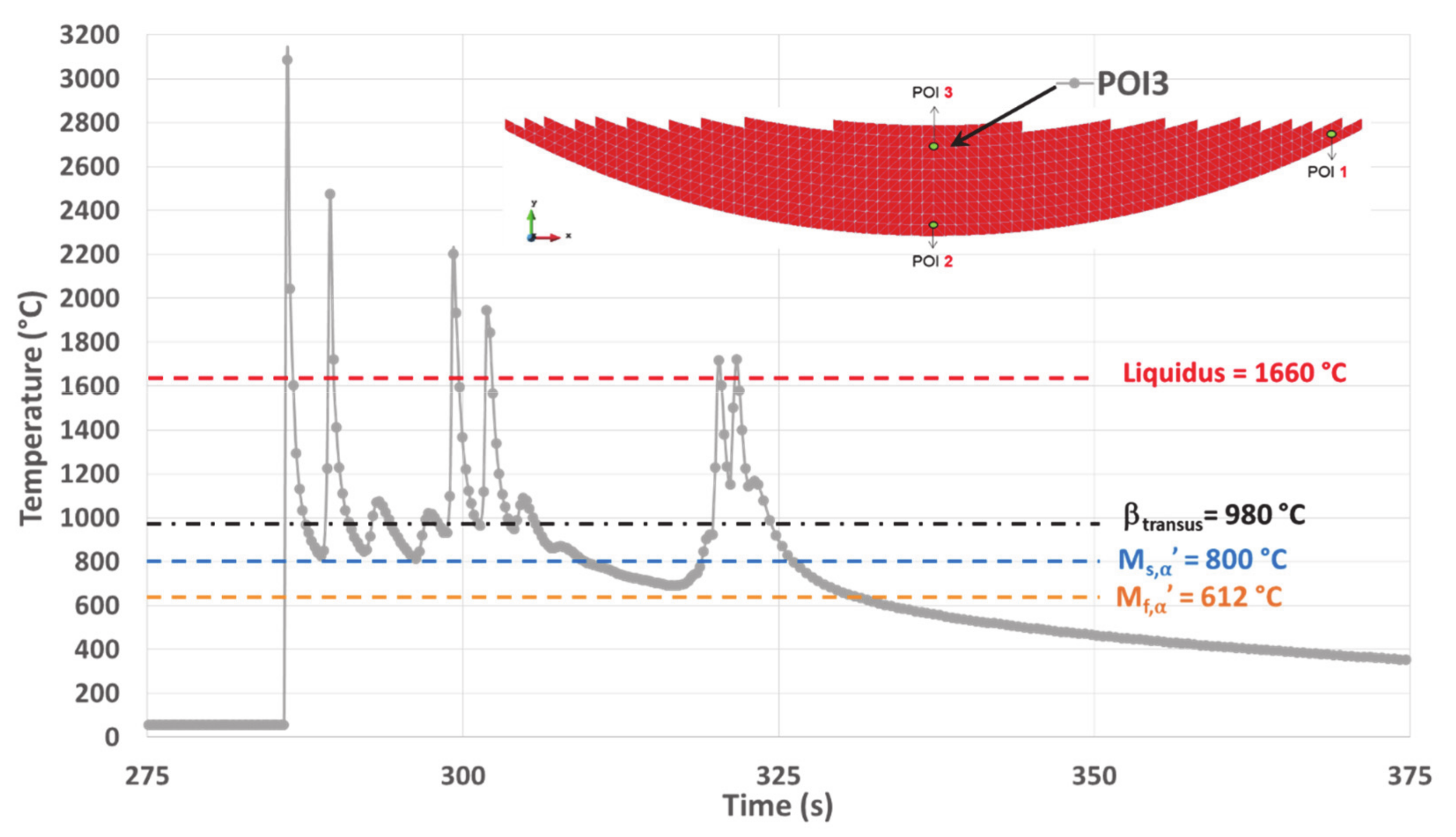
4.3. Simulated Thermal History on POI3
5. Discussion
5.1. Introduction of the TTB Concept
5.2. Application of the TTB Concept to the Microstructure Evolution within POIs
5.2.1. Setting of TTBs
5.2.2. Application of TTB Concept to Simulated Thermal Histories
- TTB0 corresponds to the initial stage comprising a series of superheating peaks with their maximum above the liquidus, and during which the material previously solidified, is systematically remelted.
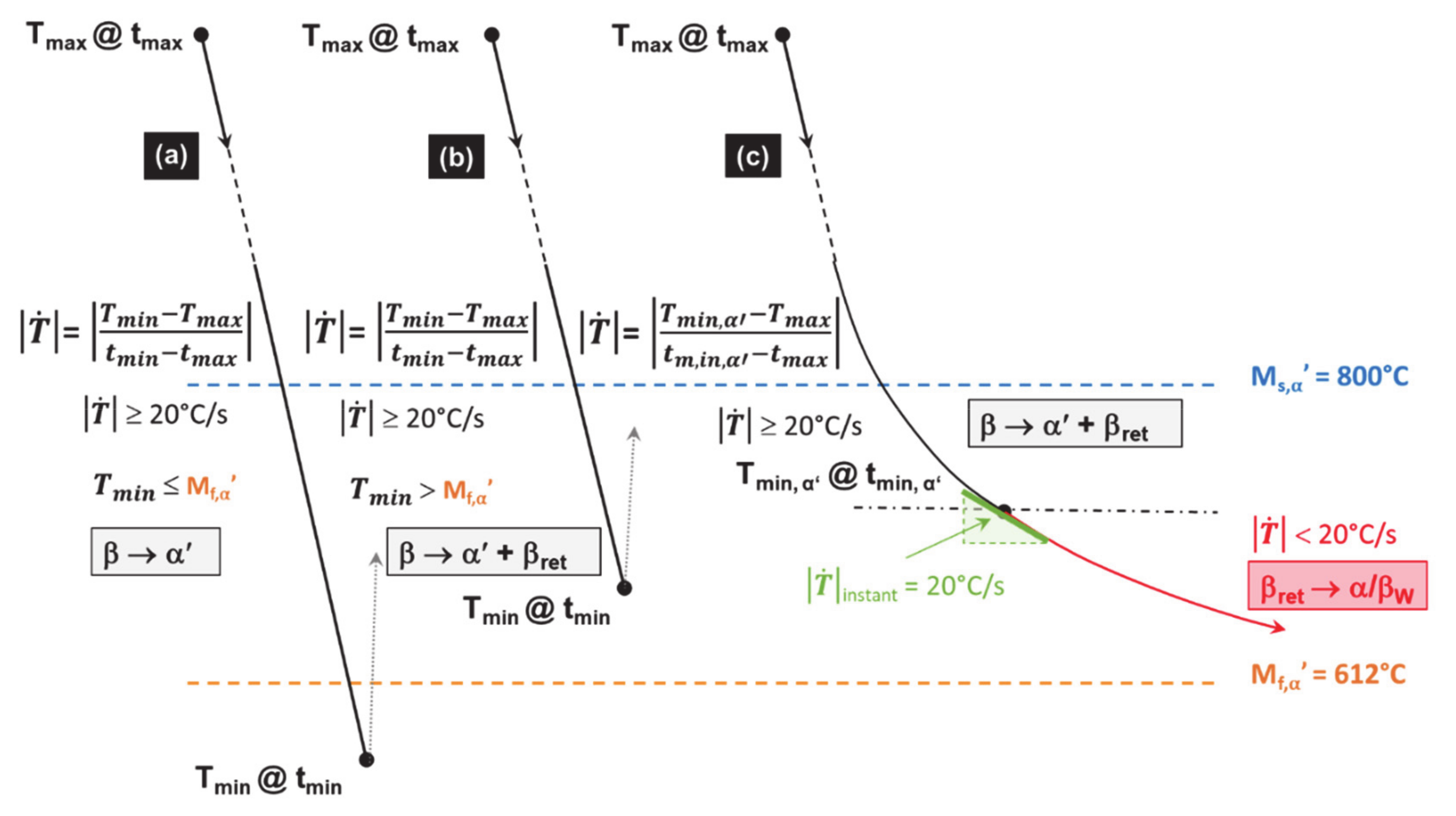
- TTB1 identifies a single peak corresponding to the last solidification event. Its maximum temperature Tmax is higher than the liquidus. The Tmin value reached after the peak and the cooling rate between these extrema determine the new parent phase “1” (α′, αm, α/βW or βret).
- TTB2 covers the time periods where a succession of peaks have their maximum lower than βtransus. The average of this saw-tooth thermal profile provides a representative isothermal value.
- TTB3 corresponds to the paired peaks with both steep temperature increases and decreases. Their maxima, well above βtransus, generate partial or complete reverse transformation into β, depending on the highest temperature achieved during heating. The minimum temperature and the cooling rate achieved during the cooling stage of the last peak set the provisional microstructure at the end of TTB3.
- TTB4 is the last continuous cooling down to room temperature, at the end of the AM process. Solid state transformations can still occur during this period, if the thermodynamic conditions allow it.
POI2 Analysis
POI1 Analysis
POI3 Analysis
5.3. Flowchart Describing the Evolution of Microstricture during DED Process Based on TTBs
6. Conclusions
- A thick multilayer deposit was fabricated by DED using a decreased track length strategy, which allows us to obtain a heterogeneous microstructure. This case can be representative of a repair method.
- The use of a validated thermal model provides simulated thermal histories at different POIs, each corresponding to a specific microstructure within the DED deposit.
- The critical analysis of thermal histories using the new TTB concept highlights the mechanisms that drive phase transformations, either during solidification and possible remelting sequences, or later in the solid state.
- In this article, the identification of the transformation mechanisms allows a qualitative explanation of the presence of any phase within the deposit, using the concept of TTB.
- The TTB concept will help numerical teams to adapt simple models like JMAK and KM to predict the number of phases during AM. The flowchart of Figure 17 identifies critical data and sequences that should be taken into account in these models.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Phase types | |
| α | Alpha phase |
| α-case | Oxygen-enriched layer within Alpha phase |
| α′ | Martensite |
| β | Beta phase |
| α + β | Complex dual structure made of Alpha and Beta phases |
| α/βC | Alpha/Beta with colony morphology |
| α/βW | Alpha/Beta Widmanstätten, having a basket-weave morphology |
| αGB | Alpha grain boundary formed prior to intragranular α or α/βW |
| αm | Alpha massive formed at grain boundaries, prior to intragranular martensite. |
| αP | Primary Alpha phase present in the bimodal structure |
| βretained, βret | Fraction of untransformed parent β phase |
| Transition points | |
| Liquidus | 1660 °C, end of the melting for the solid (heating), or onset of solidification for the melt (cooling) |
| Solidus | 1590 °C in equilibrium conditions, onset of the melting for the solid (heating) or the end of solidification for the melt (cooling) |
| αtransus, αtr or TDissolution TDiss | 708 °C, onset of α → β or end of β → α reactions under quasi equilibrium conditions. α phase starts to dissolve from this point during heating stage |
| α′transus, α′tr | Onset of α → β and α′ → β transformation for quick heating rate |
| βtransus , βtr | 980 °C, end of α → β or onset of β → α transformations under quasi equilibrium conditions |
| β′transus , β′tr | >βtr , onset of α → β transformation during quick heating, the same point is also considered for α′ → β. |
| Ms,αm | 893 °C onset of β → αm transformation for cooling rate ranging between 410 and 20 °C/s |
| Mf,αm | End of β → αm transformation (very close to Ms,αm) |
| Ms,α′ | 800 °C onset of β → α′ transformation for rapid cooling >20 °C/s |
| Mf,α′ | 612 °C end of β → α′ transformation for rapid cooling >20 °C/s) |
| βs | Onset of α′→ β transformation during a steep heating |
| βf | End of the displacive α′ → β transformation during steep heating. |
| Key temperatures, temperature rates and times | |
| Average heating rate between Tmin and Tmax on the rising section of the heating curve, for the first peak of TTB3. (°C/s) | |
| Average cooling rate between Tmax and Tmin on the decreasing section of the cooling curve, for the single peak of TTB1 or for the second peak of TTB3 (°C/s) | |
| inst,4 | Instantaneous cooling rate calculated during final slow down cooling stage within TTB4 (°C/s) |
| Tstart, 4 | Starting or maximum peak temperature for the slow down cooling stage related to TTB4 (°C) |
| Tcrit, 4 | First temperature at which inst,4 falls below the critical cooling rate of 20 °C/s (°C) |
| Tmax | Maximum temperature at the starting point for the fast cooling stage within TTB1 (single peak), or the maximum temperature achieved during the fast heating stage within TTB3 among the two existing peaks (°C) |
| Tmin | Minimum temperature corresponding to the end point for the fast cooling stage within TTB1 (single peak), or minimum temperature achieved during the fast cooling stage within TTB3 for the second of the two existing peaks (°C) |
| Tmean | Average temperature over the total length of pseudo-isothermal cycle (only for TTB2) (°C) |
| Tpeak | Maximum temperature achieved for any steep heating occurring during TTB0, TTB2 and TTB3 (°C) |
| t0 | Time at which the deposition within a given POI begins (s) |
| t1%, t50% | Respectively the incubation and half the progress reaction times to achieve isothermal transformation β → α/βW within TTB2 |
| tstart, tend | Respectively the start and the end times for average temperature (Tmean) used on the pseudo isothermal plateau within TTB2 |
| Other features | |
| POI1, 2 or 3 | Points of interest 1, 2 or 3 |
| TTB1 to TTB4 | Time-phase-Transformation-Block 1, 2, 3 or 4 |
| a,b,cTTBi | a, b and c identifies the more relevant peak within TTBi as its related phase transformations remain in the final stage |
| αi, αm,i, α′i, α/βW,i, βi, βret,i | Index i identifies the related TTBi when the phase is formed |
Abbreviations
| AM | Additive manufacturing |
| CCR | Critical cooling rate |
| CCT | Continuous cooling transformations |
| CHR | Critical heating rate |
| CHT | Continuous heating transformations |
| CTL | Constant track length |
| DDfT | Direct diffusive transformation |
| DDsT | Direct displacive transformation |
| DED | Directed energy deposition |
| DTL | Decreasing track length |
| EBDT | Element birth and death technique |
| EB-PBF | Electron beam powder bed fusion |
| FE | Finite element |
| HAZ | Heat-affected zone |
| IE | Incident energy |
| IT | Isothermal transformation |
| JMAK | Johnson–Mehl–Avrami–Kolmogorov |
| KM | Koistinen–Marburger |
| LM | Light microscopy |
| L-PBF | Laser powder bed fusion |
| ML | Machine learning |
| RDfT | Reverse diffusive transformation |
| RDsT | Reverse displacive transformation |
| SEM | Scanning electron microscopy |
| STH | Simulated thermal history |
| TTB | Time-phase transformation-block |
| TTT | Time–temperature transformations |
| VH | Vickers Hardness |
Appendix A. Conditions for Recrystallization Occurrence during Reheating

References
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Yang, J.; Yang, H.; Yu, H.; Wang, Z.; Wang, H.; Zeng, X. A novel approach to in-situ fabricate Ti-6Al-4V alloy with graded microstructure and property by selective laser melting. Mater. Lett. 2018, 215, 246–249. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Haubrich, J.; Sandlöbes, S.; Da Silva, J.; Cloetens, P.; Schell, N.; Requena, G. Inducing stable α + β microstructures during selective laser melting of Ti-6Al-4V using intensified intrinsic heat treatments. Materials 2017, 10, 268. [Google Scholar] [CrossRef] [PubMed]
- Lindgren, L.-E.; Lundbäck, A.; Fisk, M.; Pederson, R.; Andersson, J. Simulation of additive manufacturing using coupled constitutive and microstructure models. Spec. Issue Model. Simul. Addit. Manuf. 2016, 12, 144–158. [Google Scholar] [CrossRef]
- Paydas, H.; Mertens, A.; Carrus, R.; Lecomte-Beckers, J.; Tchoufang Tchuindjang, J. Laser cladding as repair technology for Ti-6Al-4V alloy: Influence of building strategy on microstructure and hardness. Mater. Des. 2015, 85, 497–510. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Zhan, H.; StJohn, D.H.; Dargusch, M.S. Controlling the microstructure and properties of wire arc additive manufactured Ti-6Al-4V with trace boron additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Qian, L.; Mei, J.; Liang, J.; Wu, X. Influence of position and laser power on thermal history and microstructure of direct laser fabricated Ti-6Al-4V samples. Mater. Sci. Technol. 2005, 21, 597–605. [Google Scholar] [CrossRef]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.S.; Voice, W. Microstructures of laser-deposited Ti-6Al-4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Vastola, G.; Pei, Q.X.; Zhang, G.; Zhang, Y.-W.; Tor, S.B.; Leong, K.F.; Chua, C.K. An experimental and simulation study on build thickness dependent microstructure for electron beam melted Ti-6Al-4V. J. Alloys Compd. 2015, 646, 303–309. [Google Scholar] [CrossRef]
- Sridharan, N.; Chaudhary, A.; Nandwana, P.; Babu, S.S. Texture Evolution During Laser Direct Metal Deposition of Ti-6Al-4V. JOM 2016, 68, 772–777. [Google Scholar] [CrossRef]
- Neikter, M.; Åkerfeldt, P.; Pederson, R.; Antti, M.-L.; Sandell, V. Microstructural characterization and comparison of Ti-6Al-4V manufactured with different additive manufacturing processes. Mater. Charact. 2018, 143, 68–75. [Google Scholar] [CrossRef]
- Wolff, S.J.; Lin, S.; Faierson, E.J.; Liu, W.K.; Wagner, G.J.; Cao, J. A framework to link localized cooling and properties of directed energy deposition (DED)-processed Ti-6Al-4V. Acta Mater. 2017, 132, 106–117. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Wimpory, R.C.; Dear, J.P.; Davies, C.M. Prediction and measurement of residual stresses and distortions in fibre laser welded Ti-6Al-4V considering phase transformation. Mater. Des. 2017, 115, 441–457. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Lu, S.L.; Qian, M.; Tang, H.P.; Yan, M.; Wang, J.; StJohn, D.H. Massive transformation in Ti-6Al-4V additively manufactured by selective electron beam melting. Acta Mater. 2016, 104, 303–311. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.J.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Dietrich, K.; Diller, J.; Dubiez-Le Goff, S.; Bauer, D.; Forêt, P.; Witt, G. The influence of oxygen on the chemical composition and mechanical properties of Ti-6Al-4V during laser powder bed fusion (L-PBF). Addit. Manuf. 2020, 32, 100980. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti-6Al-4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Teliovich, R.V. Potential of rapid heat treatment of titanium alloys and steels. Mater. Sci. Eng. A 1999, 263, 142–154. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Fang, G.; Leeflang, S.; Böttger, A.J.; Zadpoor, A.A.; Zhou, J. Effect of subtransus heat treatment on the microstructure and mechanical properties of additively manufactured Ti-6Al-4V alloy. J. Alloys Compd. 2018, 735, 1562–1575. [Google Scholar] [CrossRef]
- Reginster, S.; Mertens, A.; Paydas, H.; Tchoufang Tchuindjang, J.; Contrepois, Q.; Dormal, T.; Lemaire, O.; Lecomte-Beckers, J. Processing of Ti Alloys by Additive Manufacturing: A Comparison of the Microstructures Obtained by Laser Cladding, Selective Laser Melting and Electron Beam Melting. Mater. Sci. Forum 2013, 765, 413–417. [Google Scholar] [CrossRef]
- He, J.; Li, D.; Jiang, W.; Ke, L.; Qin, G.; Ye, Y.; Qin, Q.; Qiu, D. The Martensitic Transformation and Mechanical Properties of Ti6Al4V Prepared via Selective Laser Melting. Materials 2019, 12, 321. [Google Scholar] [CrossRef]
- Peyre, P.; Aubry, P.; Fabbro, R.; Neveu, R.; Longuet, A. Analytical and numerical modelling of the direct metal deposition laser process. J. Phys. D Appl. Phys. 2008, 41, 025403. [Google Scholar] [CrossRef]
- Peyre, P.; Dal, M.; Pouzet, S.; Castelnau, O. Simplified numerical model for the laser metal deposition additive manufacturing process. J. Laser Appl. 2017, 29, 022304. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y.C. Analysis of microstructure and mechanical properties change in laser welding of Ti6Al4V with a multiphysics prediction model. J. Mater. Process. Technol. 2016, 237, 420–429. [Google Scholar] [CrossRef]
- Fan, Y.; Cheng, P.; Yao, Y.L.; Yang, Z.; Egland, K. Effect of phase transformations on laser forming of Ti-6Al-4V alloy. J. Appl. Phys. 2005, 98, 013518. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yang, H.; Li, F.; Wang, Z.; Zeng, X. Prediction of microstructure in selective laser melted Ti6Al4V alloy by cellular automaton. J. Alloys Compd. 2018, 748, 281–290. [Google Scholar] [CrossRef]
- Chen, S.; Xu, Y.; Jiao, Y. A hybrid finite-element and cellular-automaton framework for modeling 3D microstructure of Ti-6Al-4V alloy during solid–solid phase transformation in additive manufacturing. Model. Simul. Mater. Sci. Eng. 2018, 26, 045011. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Prediction of 3D microstructure and phase distributions of Ti6Al4V built by the directed energy deposition process via combined multi-physics models. Addit. Manuf. 2020, 34, 101234. [Google Scholar]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.-W. Modeling the Microstructure Evolution During Additive Manufacturing of Ti6Al4V: A Comparison Between Electron Beam Melting and Selective Laser Melting. JOM 2016, 68, 1370–1375. [Google Scholar] [CrossRef]
- Hahn, J.D.; Shin, Y.C.; Krane, M.J.M. Laser transformation hardening of Ti-6Al-4V in solid state with accompanying kinetic model. Surf. Eng. 2007, 23, 78–82. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Zhang, W.; DebRoy, T. Phase transformation dynamics during welding of Ti-6Al-4V. J. Appl. Phys. 2004, 95, 8327–8339. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Wong, J. In situ observations of phase transitions in Ti-6Al-4V alloy welds using spatially resolved X-ray diffraction. J. Appl. Phys. 2003, 93, 1941–1947. [Google Scholar] [CrossRef]
- Tran, H.-S.; Tchuindjang, J.T.; Paydas, H.; Mertens, A.; Jardin, R.T.; Duchêne, L.; Carrus, R.; Lecomte-Beckers, J.; Habraken, A.M. 3D thermal finite element analysis of laser cladding processed Ti-6Al-4V part with microstructural correlations. Mater. Des. 2017, 128, 130–142. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part II. Thermal modeling. Metall. Mater. Trans. A 2004, 35, 1869–1879. [Google Scholar] [CrossRef]
- Kirka, M.M.; Nandwana, P.; Lee, Y.; Dehoff, R.R. Solidification and solid-state transformation sciences in metals additive manufacturing. Scr. Mater. 2017, 135, 130–134. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Faria, S.; Carvalho, O.; Pinto, E.; Alves, N.; Silva, F.S.; Miranda, G. Predictive models for physical and mechanical properties of Ti6Al4V produced by Selective Laser Melting. Mater. Sci. Eng. A 2016, 663, 181–192. [Google Scholar] [CrossRef]
- Babu, S.S.; Kelly, S.M.; Specht, E.D.; Palmer, T.A.; Elmer, J.W. Measurement of phase transformation kinetics during repeated thermal cycling of Ti-6Al-4V using time-resolved X-ray diffraction. In Proceedings of the International Conference on Solid-Solid Phase Transformations in Inorganic Materials 2005, Phoenix, AZ, USA, 29 May−3 June 2005; pp. 503–508. [Google Scholar]
- Baykasoğlu, C.; Akyildiz, O.; Tunay, M.; To, A.C. A Process-Microstructure Finite Element Simulation Framework for Predicting Phase Transformations and Microhardness for Directed Energy Deposition of Ti6Al4V. Addit. Manuf. 2020, 101252. [Google Scholar] [CrossRef]
- Murgau, C.C.; Pederson, R.; Lindgren, L.-E. A model for Ti-6Al-4V microstructure evolution for arbitrary temperature changes. Model. Simul. Mater. Sci. Eng. 2012, 20, 055006. [Google Scholar] [CrossRef]
- Salsi, E.; Chiumenti, M.; Cervera, M. Modeling of Microstructure Evolution of Ti6Al4V for Additive Manufacturing. Metals 2018, 8, 633. [Google Scholar] [CrossRef]
- Suárez, A.; Tobar, M.J.; Yáñez, A.; Pérez, I.; Sampedro, J.; Amigó, V.; Candel, J.J. Modeling of phase transformations of Ti6Al4V during laser metal deposition. Phys. Procedia 2011, 12, 666–673. [Google Scholar] [CrossRef][Green Version]
- Dąbrowski, R. The kinetics of phase transformations during continuous cooling of the Ti6Al4V alloy from the single-phase β range. Arch. Metall. Mater. 2011, 56, 703–707. [Google Scholar] [CrossRef]
- Crespo, A.; Vilar, R. Finite element analysis of the rapid manufacturing of Ti-6Al-4V parts by laser powder deposition. Scr. Mater. 2010, 63, 140–143. [Google Scholar] [CrossRef]
- Baykasoglu, C.; Akyildiz, O.; Candemir, D.; Yang, Q.; To, A.C. Predicting Microstructure Evolution During Directed Energy Deposition Additive Manufacturing of Ti-6Al-4V. J. Manuf. Sci. Eng. 2018, 140, 051003. [Google Scholar] [CrossRef]
- Irwin, J.; Reutzel, E.W.; Michaleris, P.; Keist, J.; Nassar, A.R. Predicting microstructure from thermal history during additive manufacturing for Ti-6Al-4V. J. Manuf. Sci. Eng. 2016, 138, 111007. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Specht, E.D. In situ observations of lattice expansion and transformation rates of α and β phases in Ti-6Al-4V. Mater. Sci. Eng. A 2005, 391, 104–113. [Google Scholar] [CrossRef]
- Kenel, C.; Grolimund, D.; Li, X.; Panepucci, E.; Samson, V.A.; Sanchez, D.F.; Marone, F.; Leinenbach, C. In situ investigation of phase transformations in Ti-6Al-4V under additive manufacturing conditions combining laser melting and high-speed micro-X-ray diffraction. Sci. Rep. 2017, 7, 16358. [Google Scholar] [CrossRef]
- Banerjee, S.; Mukhopadhyay, P. (Eds.) Phases and Crystal Structures; Pergamon Materials Series; Phase Transformations: Pergamon, Turkey, 2007; Chapter 1; Volume 12, pp. 1–86. [Google Scholar]
- Ahmed, T.; Rack, H.J. Phase transformations during cooling in α + β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Dai, J.; Xia, J.; Chai, L.; Murty, K.L.; Guo, N.; Daymond, M.R. Correlation of microstructural, textural characteristics and hardness of Ti-6Al-4V sheet β-cooled at different rates. J. Mater. Sci. 2020, 19, 8346–8362. [Google Scholar] [CrossRef]
- Zhang, Q.; Xie, J.; Gao, Z.; London, T.; Griffiths, D.; Oancea, V. A metallurgical phase transformation framework applied to SLM additive manufacturing processes. Mater. Des. 2019, 166, 107618. [Google Scholar] [CrossRef]
- Neelakantan, S.; Rivera-Díaz-del-Castillo, P.E.J.; van der Zwaag, S. Prediction of the martensite start temperature for β titanium alloys as a function of composition. Scr. Mater. 2009, 60, 611–614. [Google Scholar] [CrossRef]
- Weigand, H.H. Zur Umwandlung von α + β—Titanlegierungen mit Aluminium. Z. Für Met. 1963, 54, 43–49. [Google Scholar]
- Gil Mur, F.X.; Rodríguez, D.; Planell, J.A. Influence of tempering temperature and time on the α′-Ti-6Al-4V martensite. J. Alloys Compd. 1996, 234, 287–289. [Google Scholar] [CrossRef]
- Banerjee, S.; Mukhopadhyay, P. (Eds.) Martensitic Transformations; Pergamon Materials Series; Phase Transformations: Pergamon, Turkey, 2007; Chapter 4; Volume 12, pp. 257–376. [Google Scholar]
- Morita, T.; Hatsuoka, K.; Iizuka, T.; Kawasaki, K. Strengthening of Ti-6Al-4V Alloy by Short-Time Duplex Heat Treatment. Mater. Trans. 2005, 46, 1681–1686. [Google Scholar] [CrossRef]
- Oh, S.-T.; Woo, K.-D.; Kim, J.-H.; Kwak, S.-M. The Effect of Al and V on Microstructure and Transformation of β Phase during Solution Treatments of Cast Ti-6Al-4V Alloy. Korean J. Met. Mater. 2017, 55, 150–155. [Google Scholar]
- Tanner, L.E. Time-Temperature-Transformation Diagrams of the Titanium Sheet-Rolling-Program Alloys; Departement of Defense Titanium Sheet-Rolling Program; Armour Research Foundation of Illinois Institute of Technology: Chicago, IL, USA, 1959. [Google Scholar]
- Jovanović, M.T.; Tadić, S.; Zec, S.; Mišković, Z.; Bobić, I. The effect of annealing temperatures and cooling rates on microstructure and mechanical properties of investment cast Ti-6Al-4V alloy. Mater. Des. 2006, 27, 192–199. [Google Scholar] [CrossRef]
- Koike, M.; Greer, P.; Owen, K.; Lilly, G.; Murr, L.E.; Gaytan, S.M.; Martinez, E.; Okabe, T. Evaluation of Titanium Alloys Fabricated Using Rapid Prototyping Technologies—Electron Beam Melting and Laser Beam Melting. Materials 2011, 4, 1776–1792. [Google Scholar] [CrossRef] [PubMed]
- Beyl, K.; Mutombo, K.; Kloppers, C.P. Tensile properties and microstructural characterization of additive manufactured, investment cast and wrought Ti6Al4V alloy. IOP Conf. Ser. Mater. Sci. Eng. 2019, 655, 012023. [Google Scholar] [CrossRef]
- Sahoo, R.; Jha, B.B.; Sahoo, T.K. Effect of primary alpha phase variation on mechanical behaviour of Ti-6Al-4V alloy. Mater. Sci. Technol. 2015, 31, 1486–1494. [Google Scholar] [CrossRef]
- Zuback, J.S.; DebRoy, T. The Hardness of Additively Manufactured Alloys. Materials 2018, 11, 2070. [Google Scholar] [CrossRef]
- Tan, P.; Shen, F.; Li, B.; Zhou, K. A thermo-metallurgical-mechanical model for selective laser melting of Ti6Al4V. Mater. Des. 2019, 168, 107642. [Google Scholar] [CrossRef]
- Montelione, A.; Ghods, S.; Schur, R.; Wisdom, C.; Arola, D.; Ramulu, M. Powder Reuse in Electron Beam Melting Additive Manufacturing of Ti6Al4V: Particle Microstructure, Oxygen Content and Mechanical Properties. Addit. Manuf. 2020, 35, 101216. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.; Heo, T.W.; Rolchigo, M.; McKeown, J.T.; Matthews, M.J. Integrated Simulation Framework for Additively Manufactured Ti-6Al-4V: Melt Pool Dynamics, Microstructure, Solid-State Phase Transformation, and Microelastic Response. JOM 2019, 71, 3640–3655. [Google Scholar] [CrossRef]
- Tan, J.H.K.; Sing, S.L.; Yeong, W.Y. Microstructure modelling for metallic additive manufacturing: A review. Virtual Phys. Prototyp. 2020, 15, 87–105. [Google Scholar] [CrossRef]
- DebRoy, T.; Mukherjee, T.; Wei, H.L.; Elmer, J.W.; Milewski, J.O. Metallurgy, mechanistic models and machine learning in metal printing. Nat. Rev. Mater. 2021, 6, 48–68. [Google Scholar] [CrossRef]
- Pascon, F.; Habraken, A.M. Finite element study of the effect of some local defects on the risk of transverse cracking in continuous casting of steel slabs. Comput. Methods Appl. Mech. Eng. 2007, 196, 2285–2299. [Google Scholar] [CrossRef][Green Version]
- Zhu, Y.Y.; Cescotto, S. Unified and mixed formulation of the 8-node hexahedral elements by assumed strain method. Comput. Methods Appl. Mech. Eng. 1996, 129, 177–209. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Giannetti, C.; Lucini, B.; Vadacchino, D. Machine Learning as a universal tool for quantitative investigations of phase transitions. Nucl. Phys. B 2019, 944, 114639. [Google Scholar] [CrossRef]
- Larmuseau, M.; Sluydts, M.; Theuwissen, K.; Duprez, L.; Dhaene, T.; Cottenier, S. Race against the Machine: Can deep learning recognize microstructures as well as the trained human eye? Scr. Mater. 2021, 193, 33–37. [Google Scholar] [CrossRef]
- Johnson, N.S.; Vulimiri, P.S.; To, A.C.; Zhang, X.; Brice, C.A.; Kappes, B.B.; Stebner, A.P. Invited review: Machine learning for materials developments in metals additive manufacturing. Addit. Manuf. 2020, 36, 101641. [Google Scholar]
- Liu, S.; Kappes, B.B.; Amin-ahmadi, B.; Benafan, O.; Zhang, X.; Stebner, A.P. Physics-informed machine learning for composition–process–property design: Shape memory alloy demonstration. Appl. Mater. Today 2021, 22, 100898. [Google Scholar] [CrossRef]
- Song, S.J.; Che, W.K.; Zhang, J.B.; Huang, L.K.; Duan, S.Y.; Liu, F. Kinetics and microstructural modeling of isothermal austenite-to-ferrite transformation in Fe-C-Mn-Si steels. J. Mater. Sci. Technol. 2019, 35, 1753–1766. [Google Scholar] [CrossRef]
- Zong, H.; Pilania, G.; Ding, X.; Ackland, G.J.; Lookman, T. Developing an interatomic potential for martensitic phase transformations in zirconium by machine learning. Npj Comput. Mater. 2018, 4, 1–8. [Google Scholar] [CrossRef]
- Mu, W.; Rahaman, M.; Rios, F.L.; Odqvist, J.; Hedström, P. Predicting strain-induced martensite in austenitic steels by combining physical modelling and machine learning. Mater. Des. 2021, 197, 109199. [Google Scholar] [CrossRef]
- Matsumoto, H.; Bin, L.; Lee, S.-H.; Li, Y.; Ono, Y.; Chiba, A. Frequent Occurrence of Discontinuous Dynamic Recrystallization in Ti-6Al-4V Alloy with α′ Martensite Starting Microstructure. Metall. Mater. Trans. A 2013, 44, 3245–3260. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processes | Thermomechanical Treatment | Macrostructure | Microstructure | Hardness Range (HV) | Comments Related to Mechanical Properties | References |
|---|---|---|---|---|---|---|
| Castings | Slow cooling from the melt | Coarse structure | Coarse α/βW with large α lamellae αP along prior β grain boundaries with α/βW inside grains | 320–345 | Lower mechanical and fatigue properties Porosities | [62,64,65,66] |
| Wrought | Extensive mechanical working within (α + β) field + mill-annealed, prior to furnace cooling | Equiaxed structure | Equiaxed α grains with intergranular short-rod β Large α/βC | 330–370 | Hardness scattering related to both the forging temperature and the grain size | [55,65,66] |
| Bimodal structure | Granular αP and thin intergranular α/βW lamellae | 265–295 | Hardness decreases with increasing amount of αP (HV max at 10% of αP) | [67] | ||
| Solution Treated Quenching (STQ) | Up to 1h above βtransus prior to water quenching | Needle-like | Lath and twinned α′ + (βretained) | 345–420 | Hardness increases with decreasing lath size | [55,62,64] |
| Ageing after STQ | Several hours between 480 °C and 750 °C, prior to furnace cooling | 345–380 | [61,62] |
| Processes | Incident Energies (J/mm) | Macrostructure | Microstructure | Hardness Range (HV) | References |
|---|---|---|---|---|---|
| DED | ≤60 | Columnar structure with epitaxial β grains | Needle-like α′ + (βretained) | 310–400 | [5,13,68] |
| (165–480) | α′ + α/βW α/βW + αGB | 315–370 | [5,13,68] | ||
| L-PBF | (0.20–1.05) | α′ Fine α′ with acicular laths α/βW | 320–400 * | [13,19,68] | |
| EB-PBF | ≤0.1 | Prominent acicular α plates and β α/βW + αGB | 330–450 * | [13,18,65] |
| Points of Interest | Computed Thermal Parameters | Peak 1 | Peak 2 | Peak 3 | Peak 4 | Peak 5 | Peak 6 |
|---|---|---|---|---|---|---|---|
| POI1 | T (°C) (°C/s) (°C/s) | 2860 11,390 228 | 2362 2956 171 | 1685 1157 120 | 1675 1396 93 | 847 * 495 42 | - |
| POI2 | T (°C) (°C/s) (°C/s) | 2952 11,763 448 | 2038 2325 299 | 1944 1457 271 | 1804 1272 228 | 1552 * 961 190 | 1529 * 1225 184 |
| POI3 | T (°C) (°C/s) (°C/s) | 3089 12,316 848 | 2477 2235 611 | 2201 2582 569 | 1944 1990 457 | 1719 1619 600 | 1722 1155 612 |
| Computed Thermal Features and Hardness | POI2 | POI1 | POI3 |
|---|---|---|---|
| Tmax (°C) @ time (s) | 1804 °C @ 82 s | 1675 °C @ 84 s | 1722 °C @ 322 s |
| Tmin (°C) @ time (s) | 579 °C @ 87 s | 380 °C @ 98 s | 1145 °C @ 323 s |
| Average cooling rate ( °C/s) achieved during the last solidification stage | 228 °C/s | 93 °C/s | 612 °C/s |
| Tmean (°C) @ Equivalent holding time (s) | a 669 °C ± 67 @ 39 s b 829 °C ± 56 @ 09 s c 777 °C ± 97 @ 66 s | 487 °C ± 56 @ 228 s | - |
| Incubation time (s) for β → α/βW transformation under TTT (t1%) @ Tmean (°C) [44] | a 1 sec @ 669 °C b 5 sec @ 829 °C c 1 sec @ 777 °C | 30 sec @ 487 °C | - |
| Time (s) for progress transformation β → α/βW under TTT (t50%) @ Tmean (°C) [44] | a 7 sec @ 669 °C b 10 sec @ 829 °C c 9 sec @ 777 °C | 700 sec @ 487 °C | - |
| Tmax (°C) and related (°C/s) achieved on the first of the two peaks during heating | a 1203 °C @ 868 °C/s b 1057 °C @ 660 °C/s c 1049 °C @ 462 °C/s | - | - |
| Tmin (°C) and related (°C/s) achieved on the second of the two peaks during cooling | a 718 °C @ 219 °C/s b 746 °C @ 173 °C/s c 804 °C @ 160 °C/s | - | - |
| Starting peak temperature Tend (°C) @ time (s) | 930 °C @ 322 s | 461 °C @ 326 s | 1170 °C @ 323 s |
| First temperature (°C) at which instant cooling rate falls below 20 °C/s @ time (s) | 661 °C @ 330 s | always under 20 °C/s | 642 °C @ 331 s |
| Local VH on POIs (HV 10) | 327 | 370 | 331 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tchuindjang, J.T.; Paydas, H.; Tran, H.-S.; Carrus, R.; Duchêne, L.; Mertens, A.; Habraken, A.-M. A New Concept for Modeling Phase Transformations in Ti6Al4V Alloy Manufactured by Directed Energy Deposition. Materials 2021, 14, 2985. https://doi.org/10.3390/ma14112985
Tchuindjang JT, Paydas H, Tran H-S, Carrus R, Duchêne L, Mertens A, Habraken A-M. A New Concept for Modeling Phase Transformations in Ti6Al4V Alloy Manufactured by Directed Energy Deposition. Materials. 2021; 14(11):2985. https://doi.org/10.3390/ma14112985
Chicago/Turabian StyleTchuindjang, Jérôme Tchoufang, Hakan Paydas, Hoang-Son Tran, Raoul Carrus, Laurent Duchêne, Anne Mertens, and Anne-Marie Habraken. 2021. "A New Concept for Modeling Phase Transformations in Ti6Al4V Alloy Manufactured by Directed Energy Deposition" Materials 14, no. 11: 2985. https://doi.org/10.3390/ma14112985
APA StyleTchuindjang, J. T., Paydas, H., Tran, H.-S., Carrus, R., Duchêne, L., Mertens, A., & Habraken, A.-M. (2021). A New Concept for Modeling Phase Transformations in Ti6Al4V Alloy Manufactured by Directed Energy Deposition. Materials, 14(11), 2985. https://doi.org/10.3390/ma14112985