3.1. Strip Drawing Test
The results of the strip drawing test are listed in
Table A2,
Table A3,
Table A4,
Table A5,
Table A6,
Table A7,
Table A8,
Table A9 and
Table A10. Increasing the load during the strip drawing test causes a clear tendency to reduce the coefficient of friction (
Figure 3). Reducing the value of the COF with increasing load can be explained by the non-linear relationship between clamping and friction forces. Beyond a range of loads analyzed, the relationship between friction force and clamping force is not proportional. In the SMF, the contact area between the sheet metal with relatively low hardness and the harder tool material plays an important role in the tribological phenomena in the contact interface. In the strip drawing test the contact area between the cylindrical countersamples and the strip specimen increases non-linearly with increased load. This conclusion was also drawn by Kirkhorn et al. [
67]. Despite the above-mentioned difficulties in the interpretation of the COF, the strip drawing test is a primary method for determination of the COF in SMF [
52,
68,
69,
70]. The highest value of COF in terms of the loads considered was observed during lubrication with L-HL 46 hydraulic oil. On the other hand, rapeseed and palm oils showed the worst lubricating properties among the vegetable oils in the entire range of loads considered. Apart from the load of 80 N, olive oil is the lubricant which provided the lowest value of COF during the friction process. Several oils present different local trends of COF changes with load. For example, gear oil SAE 75W-85 only showed an increase in COF with increasing pressure in the pressure range 50–110 N. There was a clear reduction in COF with a further increase in load. It is well known that the friction process under lubricated conditions depends on the load, the volume of the valleys between the load-bearing plastically deformed asperities also known as “oil pockets”, the lubricant density and its viscosity.
It very hard to provide an overall interpretation of the interactional effect of load, kinematic viscosity, and density of lubricants on the value of the COF. For this purpose, two methods, classical analysis of variance and artificial neural networks, were used. Based on the training process, ANNs enable one to analyse multidimensional problems with a large number of independent variables. Neural networks do not require knowledge of the nature of the relationships between the variables. Based on the numerical values entered, they are able to generalize the interactions between the input parameters and the output variable.
3.2. ANOVA Analysis
The multivariant quadratic regression was used to determine the polynomial quadratic regression model of the influence of independent variables A, B, and C on the value of COF.
The data for the value of COF obtained in each run was analyzed using the software Design-Expert® 10.0 and fitted into multiple non-linear regression models proposed by the following equation (in the coded factor) for the value of COF:
The terms BC and AC were eliminated based on the backward elimination regression for a p-value greater than 0.1. The elimination of the terms AC and BC improved the coefficient of determination. Therefore, the ANOVA revealed that the products of AC and BC are not statistically significant in the regression equation.
As far as the coded factors are concerned, Equation (6) can be used to make predictions about the response for given levels of each factor. According to
Table 3, high levels of the factors in Equation (6) are coded as +1 and low levels are coded as −1. In relation to actual factors, Equation (6) can be used to make predictions about the response for actual levels of each factor.
The results of the ANOVA for the response surface reduced quadratic model are listed in
Table 6. The model
F-value of 22.13 implies the model is significant. There is only a 0.01% chance that an
F-value this large could occur due to noise.
p-values less than 0.0500 indicate the model terms are significant. In this case,
A,
B,
C,
AB,
A2 are significant model terms. Values greater than 0.1000 indicate the model terms are not significant.
Moreover evaluating the significance of the backward elimination regression model, the adequacy of the models was evaluated by applying the lack-of-fit test. The lack-of-fit test measured the adequacy of the different models based on response surface analysis [
71]. The lack-of-fit
F-value of 0.33 implies the lack of fit is not significant relative to pure error. There is a 98.44% chance that a lack of fit
F-value this large could occur due to noise.
The total
R-square of the regression model is equal to
R2 = 0.69 (
Table 7). The predicted
R2 of 0.6216 is in reasonable agreement with the adjusted
R2 of 0.6660; i.e., the difference is less than 0.2. The adequacy precision parameter measures the signal to noise ratio. A ratio greater than 4 is desirable. An adequacy precision ratio of 17.560 indicates an adequate signal.
The RM predicted values were obtained by inserting the values of independent variables into the regression model. The response values were compared with the experimental values. The actual values were relatively close to the predicted straight line regression (
Figure 4a). The proportional distribution of data around this line in the entire range of COF changes proves a good correlation between the predicted and actual values. The fact that residuals generally fall on a straight line (
Figure 5a,b) implies that the model errors are distributed normally [
58]. The results of the diagnostic analysis are supplemented by a normal probability plot of residuals arranged along a straight line (
Figure 4b).
Figure 6 shows the response surfaces and their corresponding contours of the combined effect of kinematic viscosity and density of lubricants (
Figure 6a), kinematic viscosity and load (
Figure 6b), and lubricant density and load (
Figure 6c) on COF. The effect of kinematic viscosity and oil density depends on the effect of the interaction between these parameters (
Figure 6a). The lowest value of COF during friction tests of sheets made of Ti-6Al-4V titanium alloy was provided by oil with a low density and at the same time, high kinematic viscosity. The most unfavorable friction conditions occur during friction occurring when using oil with high-density and, at the same time, high kinematic viscosity. Similarly high values of COF are visible for lubrication with oil of low density and at the same time low kinematic viscosity.
Increasing the load at a specific kinematic viscosity of oil reduces the value of COF (
Figure 6b). A similar conclusion can be seen for the interaction between load and oil density (
Figure 6c). As the force exerted by the load increases, the value of COF decreases. The other problem which makes the interpretation of the friction phenomenon difficult in the SDT is the effect of the real area of the contact surface on the COF in SMF. In metal forming processes the hardness of the workpiece is much less than the hardness of the tool surfaces. Therefore, the mechanism of plowing of asperities plays a dominant role, especially under high pressure conditions. In these conditions, the classical Amontons-Coulomb law is not always satisfied. Therefore, if the relationship between the clamping and friction forces changes, the COF determined from Equation (1) also varies. It is also clear from
Figure 6b that a reduction of the kinematic viscosity of the oil leads to an increase in the COF at a specific load.
Viscosity is a property of fluids and plastic solids that characterizes their internal friction resulting from the moving of fluid layers relative to each other. If the viscosity is too low, the lubricant does not provide a sufficient “cushion” between the sliding surfaces. This can lead to problems such as increased friction and wear as well as increased heat generation and oxidation of the material. Too high a viscosity value can lead to insufficient oil flow in their inner layers and an increase in frictional resistance, which in turn increases the temperature in the region of surface asperities.
Sheets made of Ti-6Al-4V alloy are highly susceptible to galling. By increasing the load of the sample, the adhesion mechanism becomes less important, while galling and plowing mechanisms taking on a dominant role. At high pressures, the lubricant is not able to lower the COF of metallic sheets effectively, which are therefore susceptible to galling. However, the lowest values of COF were observed at the highest pressures and at the same time with high kinematic viscosity of the lubricant. Under these conditions, the lubricant was able to produce a mixed lubrication regime in which the friction surfaces are largely separated by a layer of lubricant [
72]. A prerequisite for the formation of a mixed lubrication regime on a surface, according to the Stribeck curve, is the presence on the surface of (i) oil pockets which form a large volume, for example, by a roughening mechanism, (ii) lubrication with a high-viscosity lubricant and (iii) high pressures.
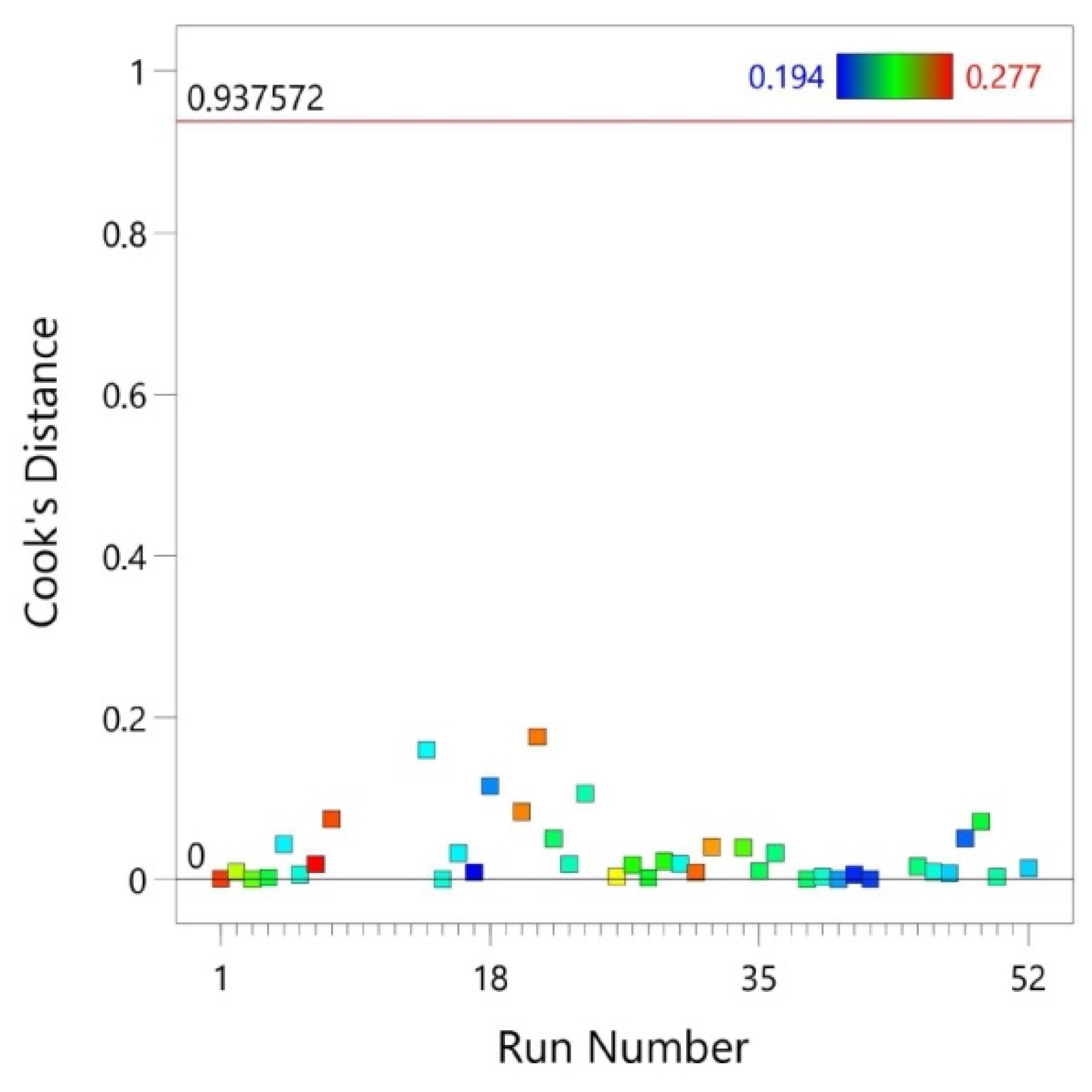
Cook’s distance is a measure of the effect of a given case on the regression equation. It shows the difference between the values of the coefficients determined in the regression equation and the calculated values when a given case was excluded from the calculations. In the correct model, all distances should be of the same order, which is confirmed by the results in
Figure 7. This means that the given case/cases had no significant influence on the bias of the coefficients of the regression equation.
The
DFFITS indicates the effect that deleting each observation has on the predicted values of the regression model (
Figure 2). The
DFFITS is a studentized
DFFIT which is the change in the predicted value for a point, obtained when that point is left out of the regression:
where
hii is the leverage for the point,
s(i) is the standard error estimated without the point in question,
is the prediction for the point with the point included in the regression and
is the prediction for the point without the point included in the regression.
3.3. ANN Modeling
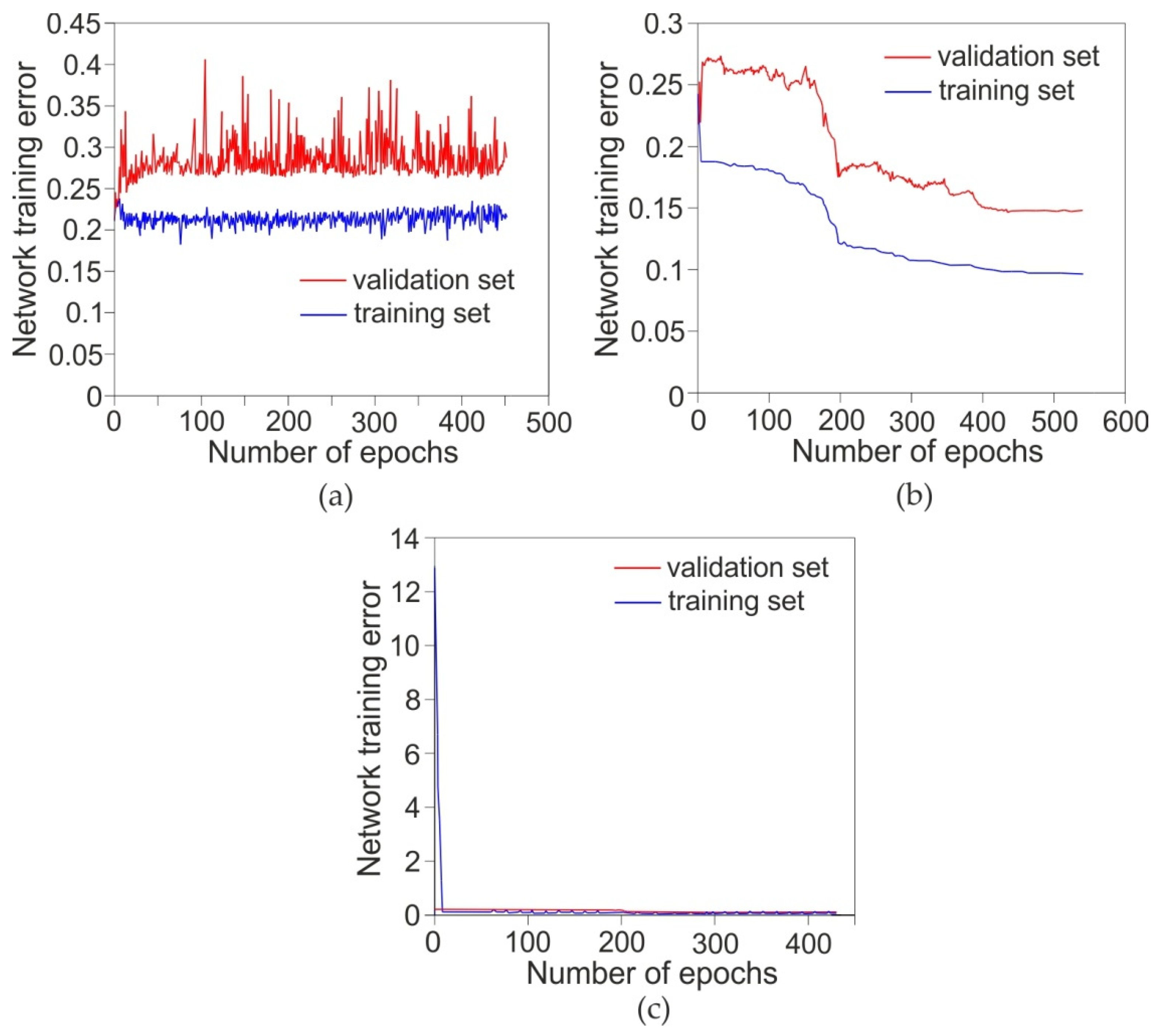
Using the Statistica program release 4.0 E Neural Networks (Statsoft Inc., Tulsa, OK, USA), many experiments were carried out with different network architectures. On the basis of the correlation coefficient and the value of the RMS error, the network 3:3-8-1:1 network was selected for further considerations. A network witch such this structure provided the highest value of the correlation coefficient with the lowest RMS error value. The network training process was carried out independently with three algorithms: BP, LM and qN. Training was carried out until no further reduction of the network error observed for the training set was achieved. The training algorithm was stopped at the network error of 0.213, 0.096 and 0.119 for the BP, qN and LM algorithms, respectively. The training process with the BP algorithm was characterised by a saw-shaped course (
Figure 8a). This is a typical behavior of error changes when training the network with the BP algorithm, especially in the case of undetermined relations between the input variables and the explained variable. The value of the correlation coefficient for the training set after teaching the network with the BP algorithm was
R2 = 0.5979 (
Table 8). Under these conditions, the network RMS error value under these conditions was 0.249 and 0.305 for the training and validation sets, respectively. It is worth noting that the spread of error values for the validation set was much larger (red line in
Figure 8a) than for the training set (blue line in
Figure 8a). The explanation is that the number amount of data contained in the training set is much larger than in the validation set.
The training process with the quasi-Newton algorithm (
Figure 8b) exhibited a different character of change in the network error value. After several epochs similar to the BP algorithm, the qN algorithm provided more than double the reduction in the RMS error value for the training set (RMS = 0.0982) and the validation set (RMS = 0.1493). The LM algorithm (
Figure 8c) had the most stable learning process. In a similar manner to learning with the BP algorithm, after about 10 epochs, the algorithm reached a stable minimum error, which in a later stage was only slightly reduced. Moreover, the number of epochs after which no further error reduction occurred is similar to the BP algorithm (
Figure 8a). The values of the RMS error for the training and validation sets of the network learned with the LM algorithm were 0.114 and 0.1707 respectively. Therefore a network learned with the qN algorithm was selected for further analysis, which provided the lowest RMS error value for the training set and the highest value of the correlation coefficient (
R2 = 0.91). Apart from the correlation coefficient
R2, an important parameter proving the quality of the ANN is the S.D. ratio parameter (
Table 8). It is the quotient of the standard deviation of errors (Error S.D.) and the standard deviation of the value of the explained variable (Data S.D.). This parameter is never negative. However the lower is the value, the better is the quality of the model.
As can be seen from
Figure 9 the normalized errors for cases 35–50 are much larger than for cases 1–15. It may be that an improvement in the ANN results could be obtained by carrying out additional friction tests with oils with a kinematic viscosity between the kinematic viscosities of the oils tested in this study. Nevertheless, the results confirmed the potential of ANNs to model the value of the coefficient of friction of Ti-6Al-4V titanium alloy sheets.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








