
Effects of Yttrium Addition on the Microstructure Evolution and Electrochemical Corrosion of SN-9Zn Lead-Free Solders Alloy

 ,
,
Abstract
1. Introduction
2. Experimental Procedures
2.1. Material Fabrication
2.2. Microstructural Observation
2.3. Wettability Measurements
2.4. Melting Point Test
2.5. Electrochemical Measurements
3. Results and Discussion
3.1. Microstructures of Sn-9Zn-xY Solder Alloys
3.2. Wettability Analysis
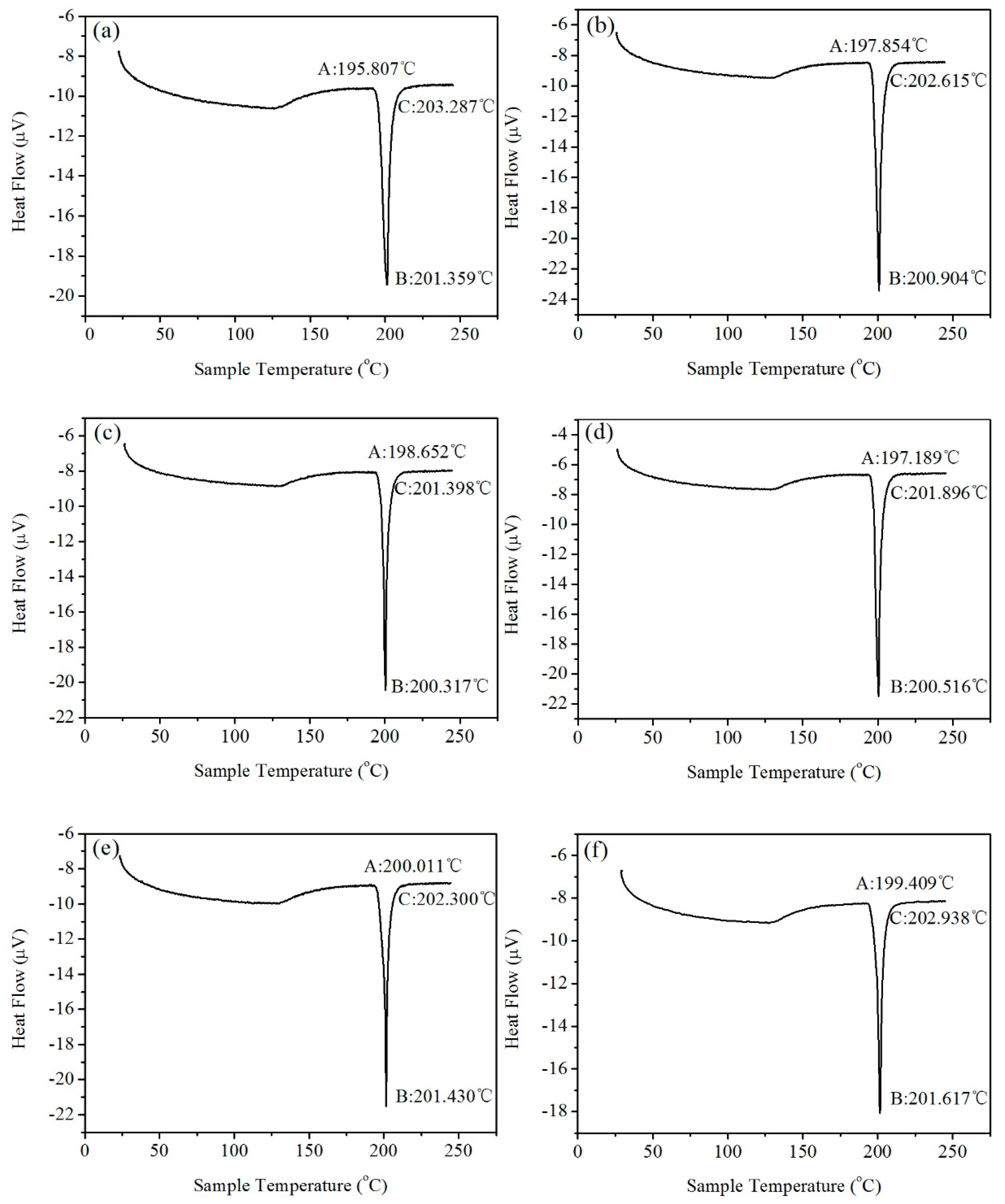
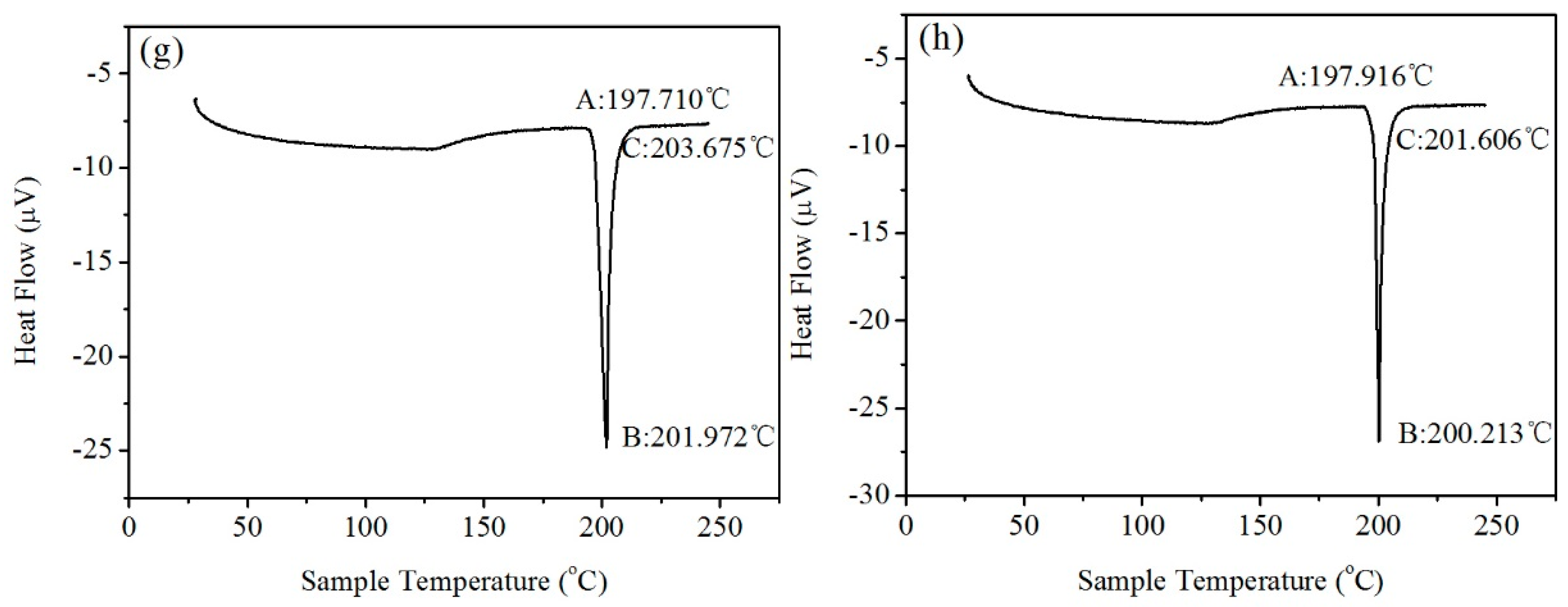
3.3. Melting Temperature
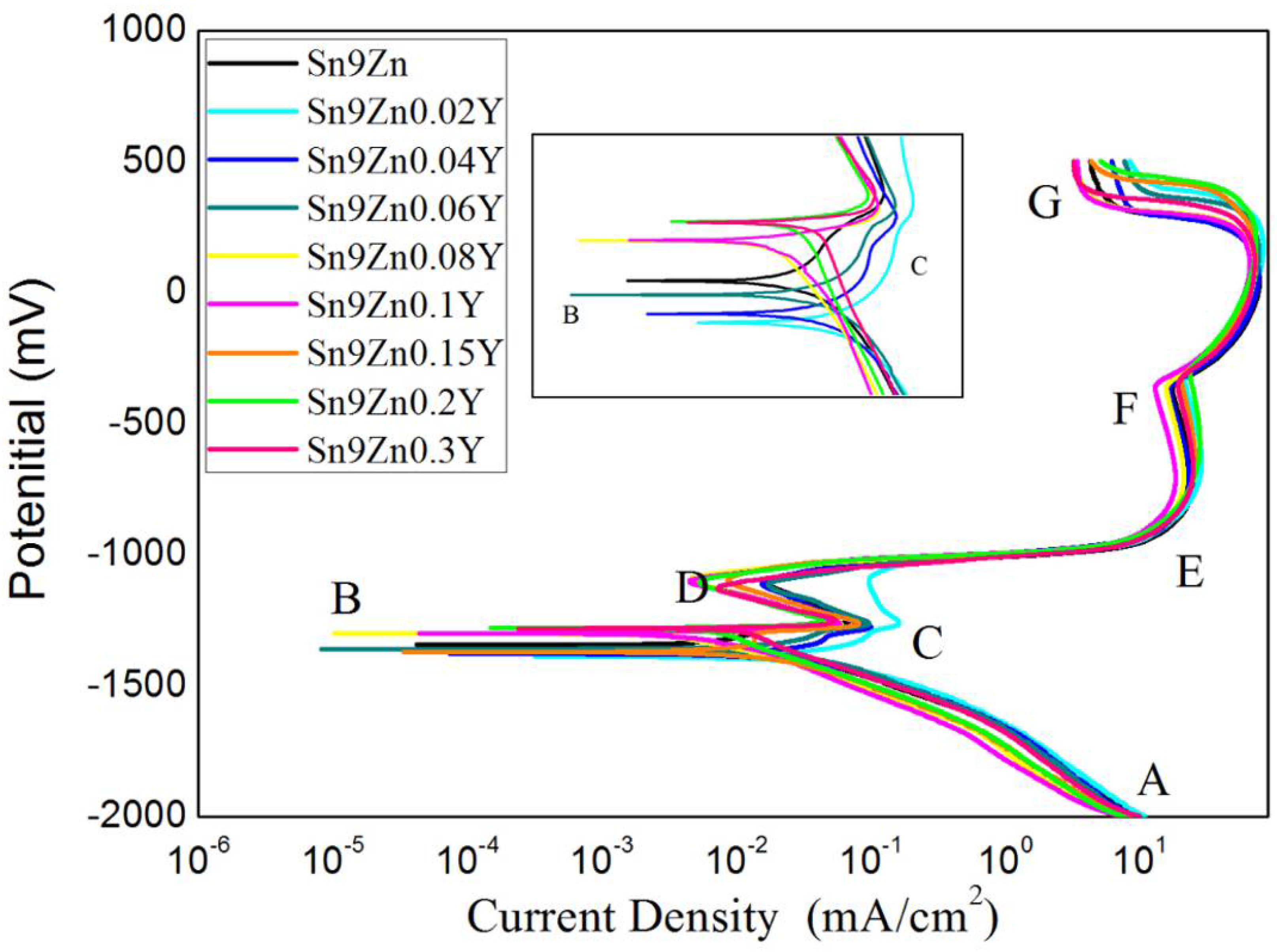
3.4. Electrochemical Behavior
4. Conclusions
- The addition of Y refined the Zn-rich phase of the matrix and made the Zn phase narrow and uniformly distributed. When the addition of Y was 0.06 wt.%, it showed the most significant refinement effect. However, when the content of Y continued to increase, YSn3 was unstable at high temperature in the matrix.
- The spreading rate of Sn-9Zn solder increased with the addition of Y. When the Y content was 0.06 wt.%, the wettability was the best. However, when the amount of Y added continued to increase, the wetting performance dropped sharply.
- The amount of Y added had no significant influence on the melting point and melting range of the alloy.
- Adding Y to Sn-9Zn improved the corrosion resistance of solder. When a small amount of Y was added, the corrosion resistance of the alloy was lower than that of Sn-9Zn. However, with the increase of Y content, the corrosion potential increased. When Y content was 0.06 wt.%, the corrosion potential of the alloy was close to that of the Sn-9Zn alloy. The corrosion potential increased with the increase of Y content, which was higher than that of Sn-9Zn, and tended to a stable value. The addition of Y can refine the Zn-rich phase of Sn-9Zn system and improve the corrosion resistance of the alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Suganuma, K. Advances in lead-free electronics soldering. Curr. Opin. Solid State Mater. Sci. 2001, 5, 55–64. [Google Scholar] [CrossRef]
- Abtew, M.; Selvaduray, G. Lead-free solders in microelectronics. Mater. Sci. Eng. R Rep. 2000, 27, 95–141. [Google Scholar] [CrossRef]
- Alam, M.O.; Chan, Y.C.; Tu, K.N. Effect of reaction time and P content on mechanical strength of the interface formed between eutectic Sn–Ag solder and Au/electroless Ni (P)/Cu bond pad. J. Appl. Phys. 2003, 94, 4108–4115. [Google Scholar] [CrossRef]
- Chada, S.; Fournelle, R.A.; Laub, W.; Shuangguan, D. Copper substrate dissolution in eutectic Sn-Ag solder and its effect on microstructure. J. Electron. Mater. 2000, 29, 1214–1221. [Google Scholar] [CrossRef]
- Gumaan, M.S.; Shalaby, R.M.; Ali, E.A.M.; Kamal, M. Copper effects in mechanical, thermal and electrical properties of rapidly solidified eutectic Sn–Ag alloy. J. Mater. Sci. Mater. Electron. 2018, 29, 8886–8894. [Google Scholar] [CrossRef]
- Chen, W.T.; Ho, C.E.; Kao, C.R. Effect of Cu concentration on the interfacial reactions between Ni and Sn–Cu solders. J. Mater. Res. 2002, 17, 263–266. [Google Scholar] [CrossRef]
- Tai, F.; Guo, F.; Xia, Z.D.; Lei, Y.P.; Yan, Y.F.; Liu, J.P.; Shi, Y.W. Processing and creep properties of Sn-Cu composite solders with small amounts of nanosized Ag reinforcement additions. J. Electron. Mater. 2005, 34, 1357–1362. [Google Scholar] [CrossRef]
- Zhao, M.; Zhang, L.; Liu, Z.-Q.; Xiong, M.-Y.; Sun, L. Structure and properties of Sn-Cu lead-free solders in electronics packaging. Sci. Technol. Adv. Mater. 2019, 20, 421–444. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Duh, J.G.; Chiou, B.S. The effect of substrate surface roughness on the wettability of Sn-Bi solders. J. Mater. Sci. Mater. Electron. 2000, 11, 279–283. [Google Scholar] [CrossRef]
- Yang, W.; Li, J.; Feng, J.; Wu, J.; Zhou, X.; Yu, A.; Wang, J.; Liang, S.; Wei, M.; Zhan, Y.; et al. Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys. Materials 2019, 12, 1194. [Google Scholar] [CrossRef]
- Mei, Z.; Morris, J.W. Characterization of eutectic Sn-Bi solder joints. J. Electron. Mater. 1992, 21, 599–607. [Google Scholar] [CrossRef]
- Chen, X.; Li, M.; Ren, X.X.; Hu, A.M.; Mao, D.L. Effect of small additions of alloying elements on the properties of Sn-Zn eutectic alloy. J. Electron. Mater. 2006, 35, 1734–1739. [Google Scholar] [CrossRef]
- Suganuma, K.; Kim, K.S. Sn-Zn low temperature solder. In Lead-Free Electronic Solders; Springer: Boston, MA, USA, 2006; pp. 121–127. [Google Scholar]
- Zhang, L.; Xue, S.-B.; Gao, L.-L.; Sheng, Z.; Ye, H.; Xiao, Z.-X.; Zeng, G.; Chen, Y.; Yu, S.-L. Development of Sn–Zn lead-free solders bearing alloying elements. J. Mater. Sci. Mater. Electron. 2010, 21, 1–15. [Google Scholar] [CrossRef]
- Liu, M.; Yang, W.; Ma, Y.; Tang, C.; Tang, H.; Zhan, Y. The electrochemical corrosion behavior of Pb–free Sn–8.5 Zn–XCr solders in 3.5 wt.% NaCl solution. Mater. Chem. Phys. 2015, 168, 27–34. [Google Scholar] [CrossRef]
- Kim, K.S.; Huh, S.H.; Suganuma, K. Effects of intermetallic compounds on properties of Sn–Ag–Cu lead-free soldered joints. J. Alloys Compd. 2003, 352, 226–236. [Google Scholar] [CrossRef]
- Xiong, M.; Zhang, L. Interface reaction and intermetallic compound growth behavior of Sn-Ag-Cu lead-free solder joints on different substrates in electronic packaging. J. Mater. Sci. 2019, 54, 1741–1768. [Google Scholar] [CrossRef]
- Lin, K.L.; Liu, T.P. High-temperature oxidation of a Sn-Zn-Al solder. Oxid. Met. 1998, 50, 255–267. [Google Scholar] [CrossRef]
- Zhou, J.; Sun, Y.; Xue, F. Properties of low melting point Sn–Zn–Bi solders. J. Alloys Compd. 2005, 397, 260–264. [Google Scholar] [CrossRef]
- Song, J.M.; Lan, G.F.; Lui, T.S.; Chen, L.H. Microstructure and tensile properties of Sn–9Zn–xAg lead-free solder alloys. Scr. Mater. 2003, 48, 1047–1051. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, J.; Zhong, L. On the microstructure and mechanical property of as-extruded Mg-Sn-Zn alloy with Cu addition. J. Alloys Compd. 2018, 744, 234–242. [Google Scholar] [CrossRef]
- Pandey, P.; Tiwary, C.S.; Chattapadhyay, K. Effects of minute addition of Ni on microstructure and mechanical properties of Sn-Zn eutectic alloy. J. Electron. Mater. 2016, 45, 5468–5477. [Google Scholar] [CrossRef]
- Gancarz, T.; Bobrowski, P.; Pawlak, S.; Schell, N.; Chulist, R.; Janik, K. Wetting of Sn-Zn-Ga and Sn-Zn-Na Alloys on Al and Ni substrate. J. Electron. Mater. 2018, 47, 49–60. [Google Scholar] [CrossRef]
- Lee, J.-E.; Kim, K.-S.; Inoue, M.; Jiang, J.; Suganuma, K. Effects of Ag and Cu addition on microstructural properties and oxidation resistance of Sn-Zn eutectic alloy. J. Alloys Compd. 2008, 454, 310–320. [Google Scholar] [CrossRef]
- Liu, J.-C.; Zhang, G.; Ma, J.-S.; Suganuma, K. Ti addition to enhance corrosion resistance of Sn–Zn solder alloy by tailoring microstructure. J. Alloys Compd. 2015, 644, 113–118. [Google Scholar] [CrossRef]
- Hu, J.; Luo, T.; Hu, A.; Li, M.; Mao, D. Electrochemical corrosion behaviors of Sn-9Zn-3Bi-xCr solder in 3.5% NaCl solution. J. Electron. Mater. 2011, 40, 1556–1562. [Google Scholar] [CrossRef]
- Zhang, L.; Han, J.-G.; Guo, Y.-H.; He, C.-W. Properties of SnZn lead free solders bearing rare earth Y. Sci. Technol. Weld. Join. 2012, 17, 424–428. [Google Scholar] [CrossRef]
- Tang, C.; Hu, B.; Du, Y.; Zhao, D.; Zhou, P.; Zheng, F.; Gao, Q.; Wang, J. Thermodynamic modeling of the Hf-Sn and Sn-Y systems. Calphad 2012, 39, 91–96. [Google Scholar] [CrossRef]
- Li, B.; Shi, Y.W.; Lei, Y.P.; Guo, F.; Xia, Z.D.; Zong, B. Effect of rare earth element addition on the microstructure of Sn–Ag–Cu solder joint. J. Electron. Mater. 2005, 34, 217–224. [Google Scholar] [CrossRef]
- Wu, C.M.L.; Wong, Y.W. Rare-earth additions to lead-free electronic solders. J. Mater. Sci. Mater. Electron. 2007, 18, 77–91. [Google Scholar] [CrossRef]
- Pourbaix, M.; Franklin, J.A. Potential-pH diagrams. (Book reviews: Atlas of electrochemical equilibria in aqueous solutions). Science 1966, 154, 1537. [Google Scholar]
- Latimer, W.M. Oxidation Potentials. Second Edition. Soil Sci. 1952, 74, 333. [Google Scholar] [CrossRef]
- Hao, H.; Tian, J.; Shi, Y.W.; Lei, Y.P.; Xia, Z.D. Properties of Sn3.8Ag0.7Cu solder alloy with trace rare earth element Y additions. J. Electron. Mater. 2007, 36, 766–774. [Google Scholar] [CrossRef]
- Abayarathna, D.; Hale, E.; O’Keefe, T.; Wang, Y.-M.; Radovic, D. Effects of sample orientation on the corrosion of zinc in ammonium sulfate and sodium hydroxide solutions. Corros. Sci. 1991, 32, 755–768. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Osório, W.R.; Garcia, L.R.; Peixoto, L.C.; Garcia, A. Electrochemical behavior of a lead-free SnAg solder alloy affected by the microstructure array. Mater. Des. 2011, 32, 4763–4772. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solder Alloy | Sn (wt.%) | Zn (wt.%) | Y (wt.%) |
|---|---|---|---|
| Sn9Zn | 91.00 | 9 | 0 |
| Sn9Zn0.02Y | 90.98 | 9 | 0.02 |
| Sn9Zn0.04Y | 90.96 | 9 | 0.04 |
| Sn9Zn0.06Y | 90.94 | 9 | 0.06 |
| Sn9Zn0.08Y | 90.92 | 9 | 0.08 |
| Sn9Zn0.10Y | 90.90 | 9 | 0.1 |
| Sn9Zn0.20Y | 90.80 | 9 | 0.2 |
| Sn9Zn0.30Y | 90.70 | 9 | 0.3 |
| Solder Alloy | Solid Phase Line, °C | Melting Point, °C | Melting Range, °C |
|---|---|---|---|
| Sn9Zn | 195.8 | 201.4 | 5.6 |
| Sn9Zn0.02Y | 197.8 | 200.9 | 3.1 |
| Sn9Zn0.04Y | 198.7 | 200.3 | 1.6 |
| Sn9Zn0.06Y | 197.2 | 200.5 | 3.3 |
| Sn9Zn0.08Y | 200.0 | 201.4 | 1.4 |
| Sn9Zn0.10Y | 199.4 | 201.6 | 2.2 |
| Sn9Zn0.20Y | 197.7 | 201.9 | 4.2 |
| Sn9Zn0.30Y | 197.9 | 200.2 | 2.3 |
| Y (wt.%) | Icorr (mA/cm2) × 10−3 | Ecorr (mV) | Corrosion Rate (mm/a) |
|---|---|---|---|
| 0 | 3.81 | −1342.6 | 0.096 |
| 0.02 | 39.6 | −1387.7 | 0.996 |
| 0.04 | 21.6 | −1378.3 | 0.548 |
| 0.06 | 7.43 | −1355.7 | 0.188 |
| 0.08 | 2.09 | −1299.7 | 0.053 |
| 0.1 | 3.27 | −1299.3 | 0.083 |
| 0.2 | 4.39 | −1279.3 | 0.111 |
| 0.3 | 5.27 | −1280.1 | 0.133 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Mao, J.; Ma, Y.; Yu, S.; He, H.; Qi, D.; Zhan, Y. Effects of Yttrium Addition on the Microstructure Evolution and Electrochemical Corrosion of SN-9Zn Lead-Free Solders Alloy. Materials 2021, 14, 2549. https://doi.org/10.3390/ma14102549
Yang W, Mao J, Ma Y, Yu S, He H, Qi D, Zhan Y. Effects of Yttrium Addition on the Microstructure Evolution and Electrochemical Corrosion of SN-9Zn Lead-Free Solders Alloy. Materials. 2021; 14(10):2549. https://doi.org/10.3390/ma14102549
Chicago/Turabian StyleYang, Wenchao, Jun Mao, Yueyuan Ma, Shuyuan Yu, Hongping He, Da Qi, and Yongzhong Zhan. 2021. "Effects of Yttrium Addition on the Microstructure Evolution and Electrochemical Corrosion of SN-9Zn Lead-Free Solders Alloy" Materials 14, no. 10: 2549. https://doi.org/10.3390/ma14102549
APA StyleYang, W., Mao, J., Ma, Y., Yu, S., He, H., Qi, D., & Zhan, Y. (2021). Effects of Yttrium Addition on the Microstructure Evolution and Electrochemical Corrosion of SN-9Zn Lead-Free Solders Alloy. Materials, 14(10), 2549. https://doi.org/10.3390/ma14102549