1. Introduction
One of the biggest technological challenge in modern engineering is trying to reduce the negative effects caused by the wear phenomenon. This is a problem which is relevant to the lifetime of metallic parts. Some studies have demonstrated that surface texturing [
1] decreases friction and improves the tribological performance of mechanical components. This reduces their operating temperatures and increases component life [
2]. Hamilton et al. already proposed in 1966 to reduce the friction of a mechanical seal by applying a texture pattern to the surface [
3]. The scientific community have made many efforts to do research and evolve in this field [
4].
High and low relief geometries can be used to modify the topography of a material. Engraving shapes usually require top-down processes based on material removal from the surface (cutting, grinding, etching, laser). Emboss shapes use bottom-up processes based on the addition of the material on the surface (anodic oxidation of aluminum, self-assembly of particles, block copolymer, electroforming).
When this modification is made with a defined structure or pattern, structured surfaces are achieved [
5]. For example, by modifying surface roughness levels, super hydrophobic surfaces can be obtained [
6]. These are very interesting for self-cleaning applications and improving aerodynamic resistance. The improvement of aesthetic, adhesion, heat dissipation, hydrodynamics and optical behavior of surfaces [
7] are more examples of applications for functional texturing. However, neither the design of the texture nor the process to obtain it are standardized.
Observation is used to find good functional surface solutions: A lotus leaf (hydrophobic); a lizard’s foot (adhesion); a moth eye (antireflective) are some examples of great texturing designs created by Mother Nature [
8].
Conventional machining or chemical machining processes were traditionally used for surface texturing. At the beginning, drilling, milling, and turning were the most used ones. Later, numerical control and ultrasound vibration systems increased the accuracy and precision of these processes. The controlled chemical dissolution of the machined workpiece material by contact with a strong chemical reagent [
9], was already used in the 1950s to remove material from a surface [
10]. Today, processes such as jet electrochemical machining (Jet-ECM) are exponents of flexibility and precision [
11].
Micro-structured or micro-texturized surfaces are obtained due to these technological advances to generate functional patterns. The micro cavities patterns have been particularly interesting for this work development [
12]. In many cases, complex geometries with high detail reproduction do not allow the use of conventional machining processes in materials with different harnesses. To do this, at different dimensional levels, it is necessary to use unconventional machining techniques, such as electro discharge machining (EDM) and laser techniques. These techniques have a specific application to the micro texturing of surfaces such as micro-electrical discharge texturing (EDT) or laser surface texturing (LST). There are several studies of the application of these techniques [
13,
14,
15].
In micro EDM, material removal is due to electrical discharge between the tool (electrode) and the work piece through a dielectric fluid [
16]. These high voltage discharges create enough thermal energy to cause workpiece erosion. Work piece and electrode are not in physical contact, so no stress is generated, and tool deformation is avoided. This allows the use of small tools suitable for micro machining [
17]. The EDM process completes complex geometries with high dimensional accuracy and low roughness surfaces. It does not affect mechanically the surface of the work piece, and it can be used for both, large and small surfaces.
Two Russian scientists, Lazarenko and Lazarenko at Moscow University were the first to develop a controlled process for machining materials [
18]. From them, a growing interest was generated in the novel applications of the process, with special emphasis on its ability to modify surfaces [
19]. In recent decades, its application has been explored, specifically, to reduce wear. Dong et al. used a micro EDM system with a cylindrical micro tool to generates a micropatterned insert. They achieved to decreases cutting force in hard turning machining [
20]. Koshy and Tovey used EDM to texturize a finish-ground cutting tool. They compared a linear texture with grooves 100 µm depth and with and an areal texture on tool surface. They stablished that such textures are effective in reducing friction, due to significant reduction in machining force. The result was better for areal one, however they proposed to developed a hybrid texture that integrates linear and areal textures to further improve lubricant’s performance [
21]. However, surface functional texturing remains poorly studied for other applications.
They use different geometries such as groove, dimple, or channel. The use of dimples on the surface of golf balls is well known. Its application modifies the aerodynamics of the surface and improves its flight. Examples of used dimple geometries are: circular [
22], elliptical [
23], square [
24], triangle [
25], rectilinear or diamond shaped [
26].
Geometries forming depends on the abilities of the manufacturing process. For example, conventional machining processes cannot create negative semi spheres without altering the surface. Also, they cannot create electrodes with positive semi spheres, except by electro-deposition. The sinker electro discharge machining process (SEDM) can generate some of these geometries on a micrometric scale.
A combined process with DLP Additive Manufacturing, Sputtering and Micro Electroforming (AMSME) has been tried to manufacture SEDM tools.
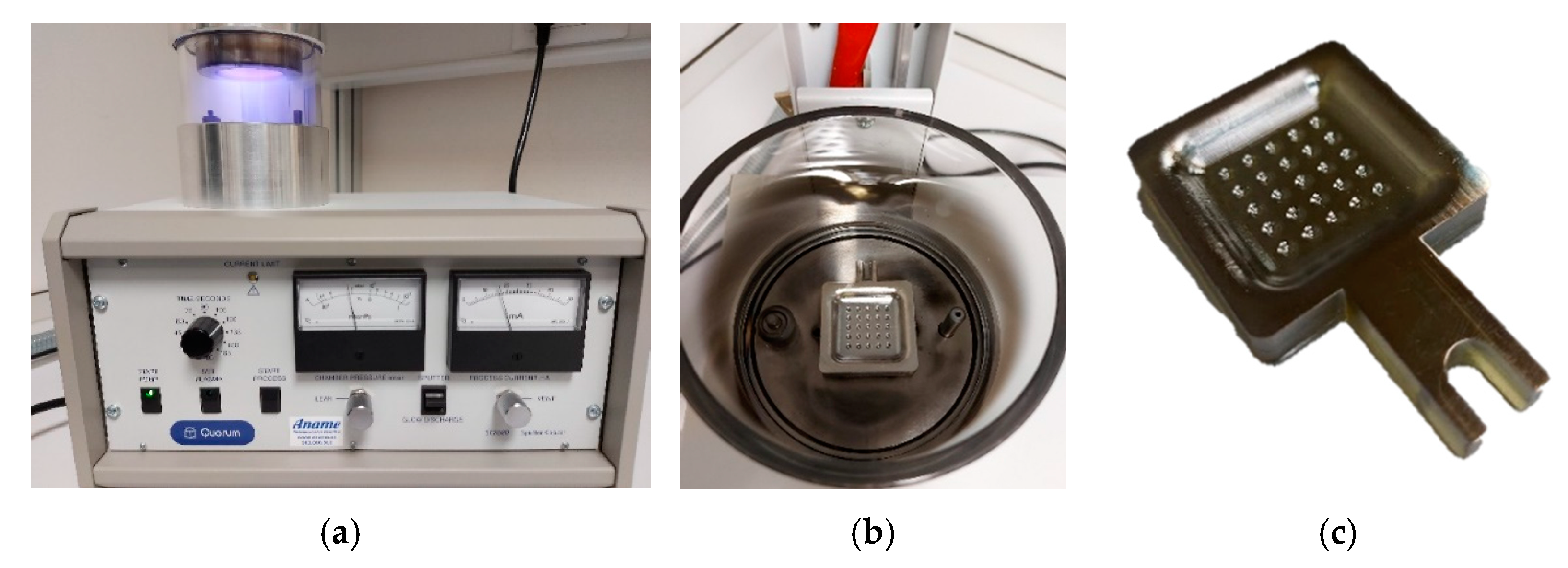
DLP and micro-electroforming are two additive manufacturing processes with proven results in detail reproductions. In addition, an intermediate process was added as a link between both technologies. Sputtering transforms the polymeric parts manufactured by DLP into conductive parts of the electric current. Therefore, they can be used as a cathode in the electroforming process.
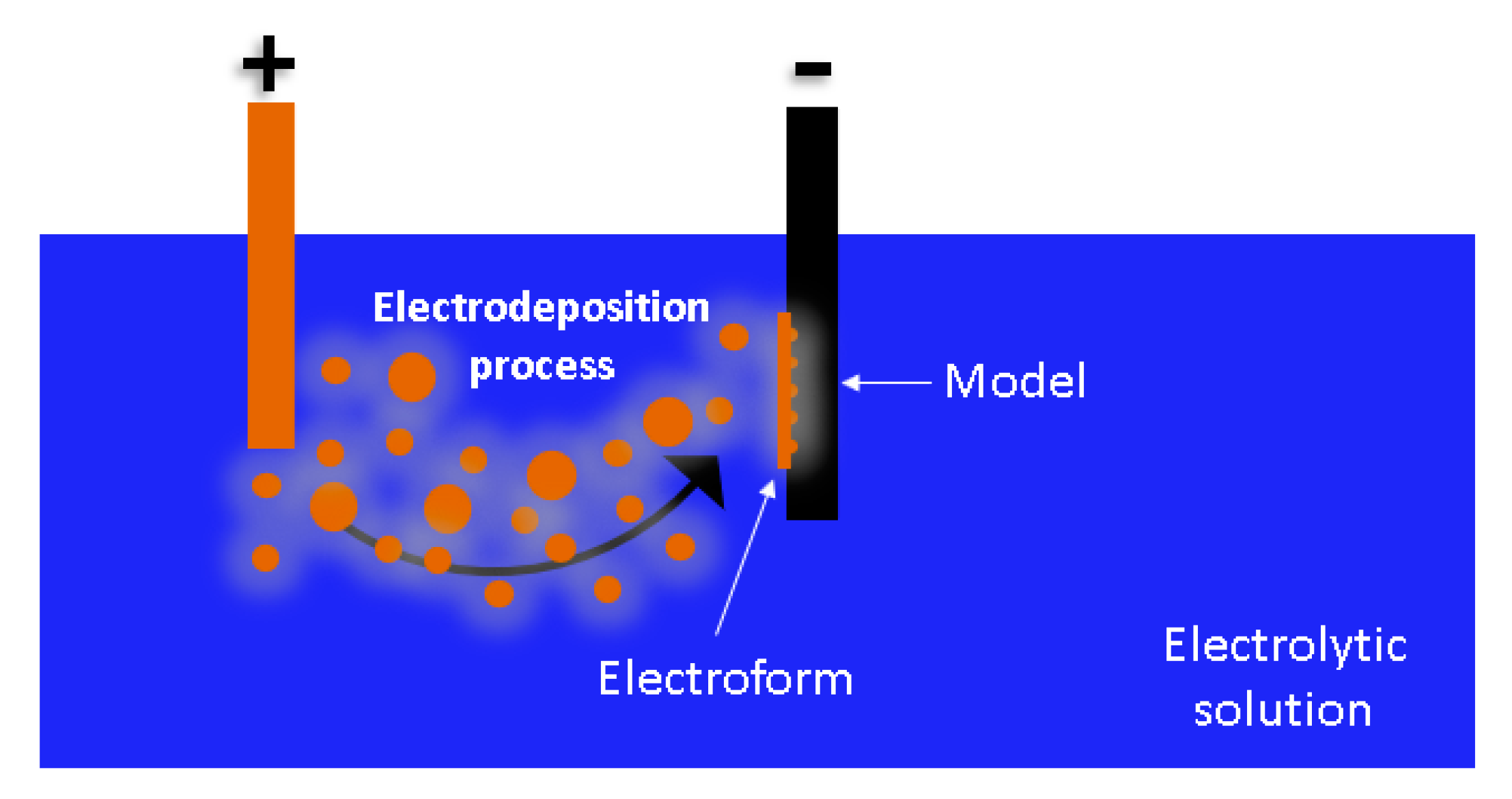
Electroforming is an electrochemical process that is defined as “the production or reproduction of articles by electrodeposition upon a mandrel or mold that it is subsequently separated from the deposit” [
27].
Figure 1 schematically shows the process.
Electroforming requires: an anode (material to be deposited); a cathode (element which receives the deposition and has the geometry to be reproduced); a tank with an electrolytic solution (ion transmission element); and an electric current that is responsible for triggering the electrochemical process. The anode (+) and cathode (−) must be submerged in the solution and must be conductive. Metal deposition generates a shell which forms a piece by itself as a copy of the model. The model can be defined as the negative form to be generated and the electrodeposition shell the positive form. Electroforming is an accumulation process atom by atom theoretically, so it accuracy depends of model design [
28].
Deposition takes place over time and depends on bath conditions and process parameters. The thickness of pieces increases with the length of the process. It is able to reach values of up to 25 mm in good reproduction conditions [
29]. It has the ability to reproduce great dimensional accuracy in three-dimensional geometries, so it has experienced renewed interest given the existing demand for new working procedures [
30]. A specialization of the process called micro-electroforming has emerged [
31]. It uses special systems such as sources of pulsating energy with polarity inversion [
32] or magnetic or ultrasonic electrolytic bath agitation systems [
33]. The Integrated and Advanced Manufacturing research Group of the University of Las Palmas de Gran Canaria (ULPGC) has extensive previous experience in the use of special parameters and conditions for electroforming [
34,
35].
Additive manufacturing is the general term for technologies that create three-dimensional objects by successively adding material based on CAD modelling [
36]. Some authors have explored different technologies for the direct electrode manufacturing [
37,
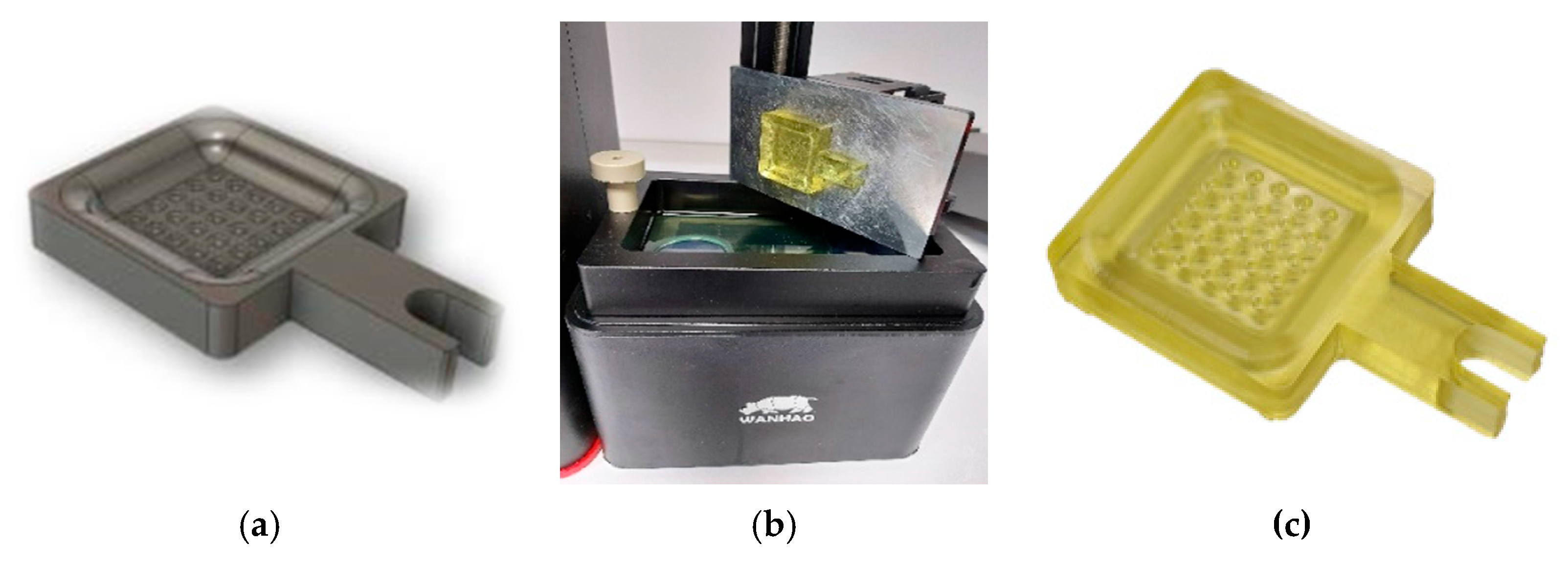
38]. Tank photopolymerization is one of the oldest techniques. In this process, a liquid photopolymer located in a tank is selectively cured by the action of light [
39]. The most common way to work is using an ultraviolet light (UV) system for curing surfaces. The UV light source distinguishes both variants of this process: stereolithography (stereolithography, SLA) and digital light processing (DLP). In DLP technology, a digital micro mirror (DMD) device can be used to project ultraviolet light [
40] or a liquid crystal display (LCD), which lights up the geometry to be reproduced [
41]. In both modes, the photo reactive materials are polymerized layer by layer.
Sputtering is the erosion of solid surfaces during the bombardment with energy ions [
42,
43]. One of its applications, cathodic spraying, is the deposition of thin films on the material surface with ion beam and plasma (PSD and IBSD respectively) [
44,
45].
Recently Radziejewska et al. have used sputtering (magnetron sputtering) to apply wear-resistance coatings to WC-Co insert of commercial cutting tools. They applied WB
2 and (W, Ti) B
2 borides. Their study determined that coatings deposited on WC–Co substrate are smooth and very hard. In one of their tests (turning of difficult-to-cut 304 stainless steel), the W–B coated tool showed better wear resistance than the uncoated tool. Flank wear was smaller by 30% [
46].
This work shows the first results of the combined technology AMSME, in application to manufacture copper electrodes for electrical discharge machining processes. Also, is used to texturing aluminium alloys for aeronautical use. An experimental methodology applied to Al-Cu UNS A92024-T3 aluminium alloy test parts, using the SEDM process is proposed. Aluminium alloys have been used in the aeronautical industry, because of their lightness and good relationship between cost and physicochemical properties. Although composites’ use is increasing, it is still used for the manufacture of many parts and components in aeronautical applications. Also, unlimited recycling capacity of aluminium is important to preserve environment. The mechanical properties of these alloys can be improve by applying precipitation hardening treatments [
47,
48].
Copper electrodes with a functional texture based on a high relief matrix of semi spheres of 2 mm diameter, distributed throughout its surface were used. These shapes cause difficulties in thickness uniformity during electroforming manufacturing. To achieve good results, a laboratory equipment was developed that could be adapted to the combination of DLP additive manufacturing and electroforming.
To advance in the study of surface texturing, it is necessary not to have limitations in design and manufacturing of new geometries. These limitations have been imposed by costs or by the technological limits of both conventional and unconventional machining processes. A new way to work is needed, AMSME method could be an alternative. The goal is to obtain the electrodes and ensure that they are effective for the use in the SEDM process. A positive result raises a new way of approaching functional texturing. The limitations of geometries and shapes for machining electrodes would be left behind thanks to the use of 3D print. High-quality functionals models in detail reproduction could be obtained with low-cost technology, and not just for texturing. It could be a real alternative to manufacturing commercial electrodes for SEDM. In addition, this work could show accessible manufacturing without large factories or machinery. Impossible parts even on a micro scale can be achieved with few errors.
Morkovkin et al. established that the most important factor that limits the growth of industrial production are associated with the lack of resources and the lack of new technologies. The approach of these technologies generates competitive improvement in companies and goods [
49].


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}