Research on a Five-Axis Machining Center Worktable with Bionic Honeycomb Lightweight Structure


Abstract
1. Introduction
2. Theoretical Analysis of Five-Axis Machining Center Worktable
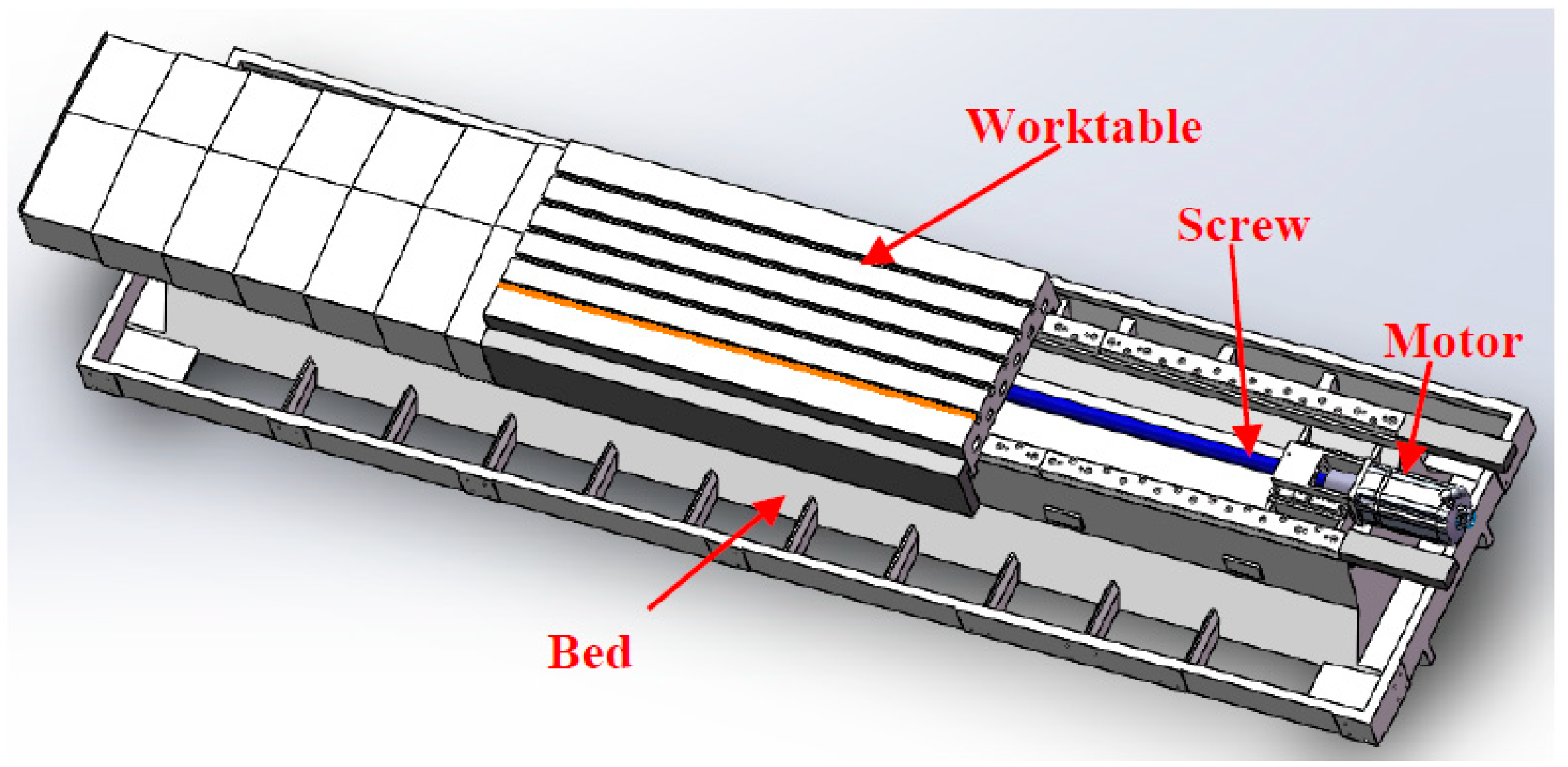
2.1. Structural Analysis of Machine Tool Worktable
2.2. Vibration Analysis
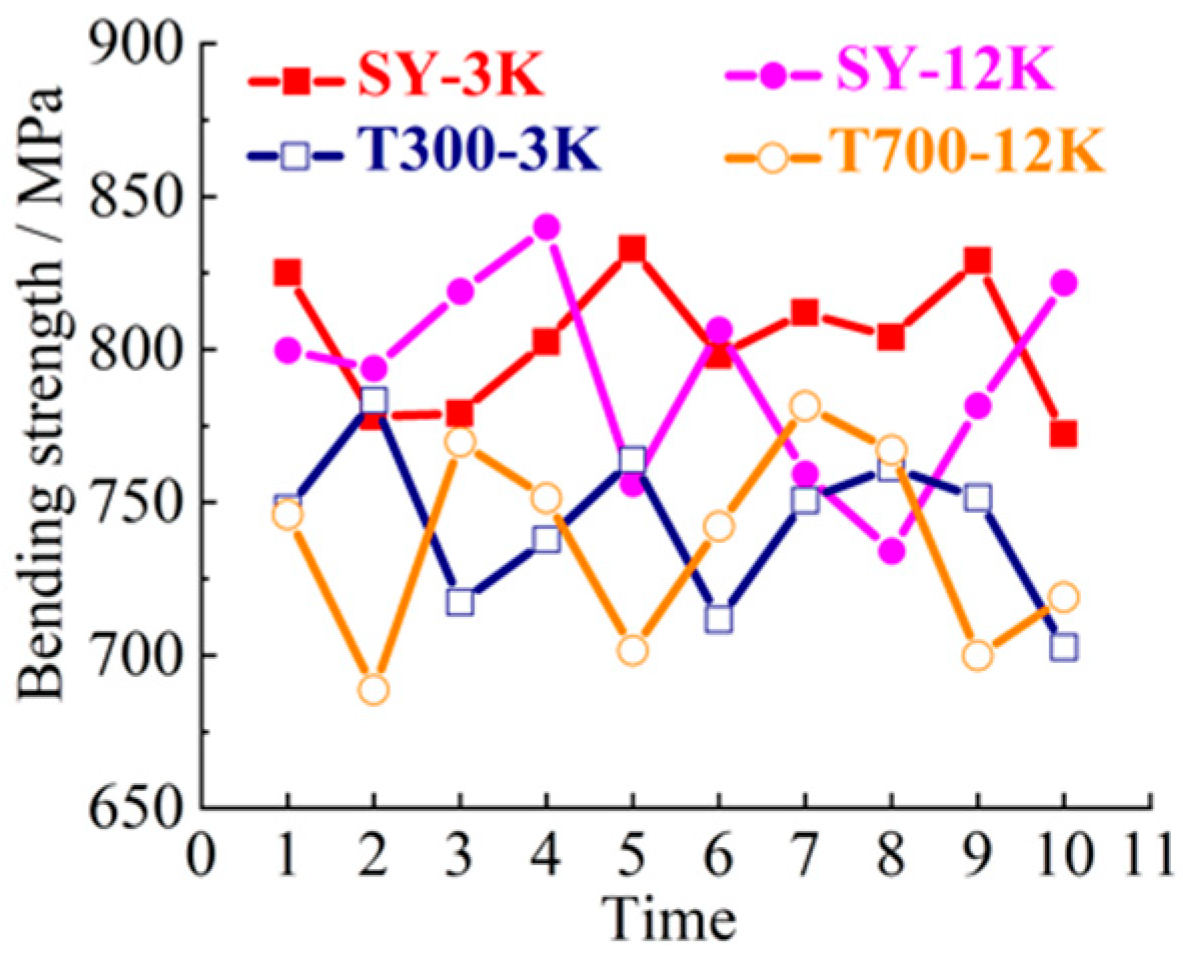
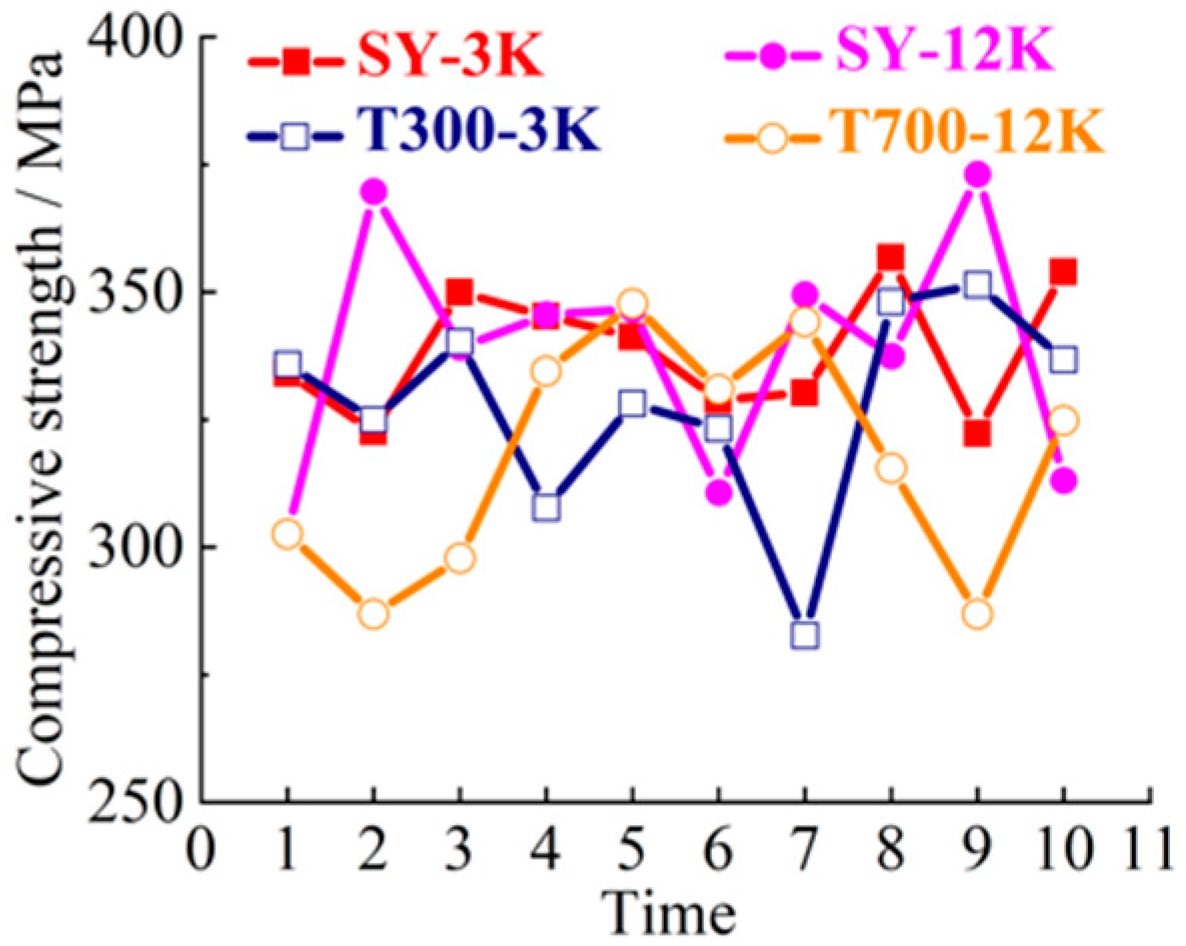
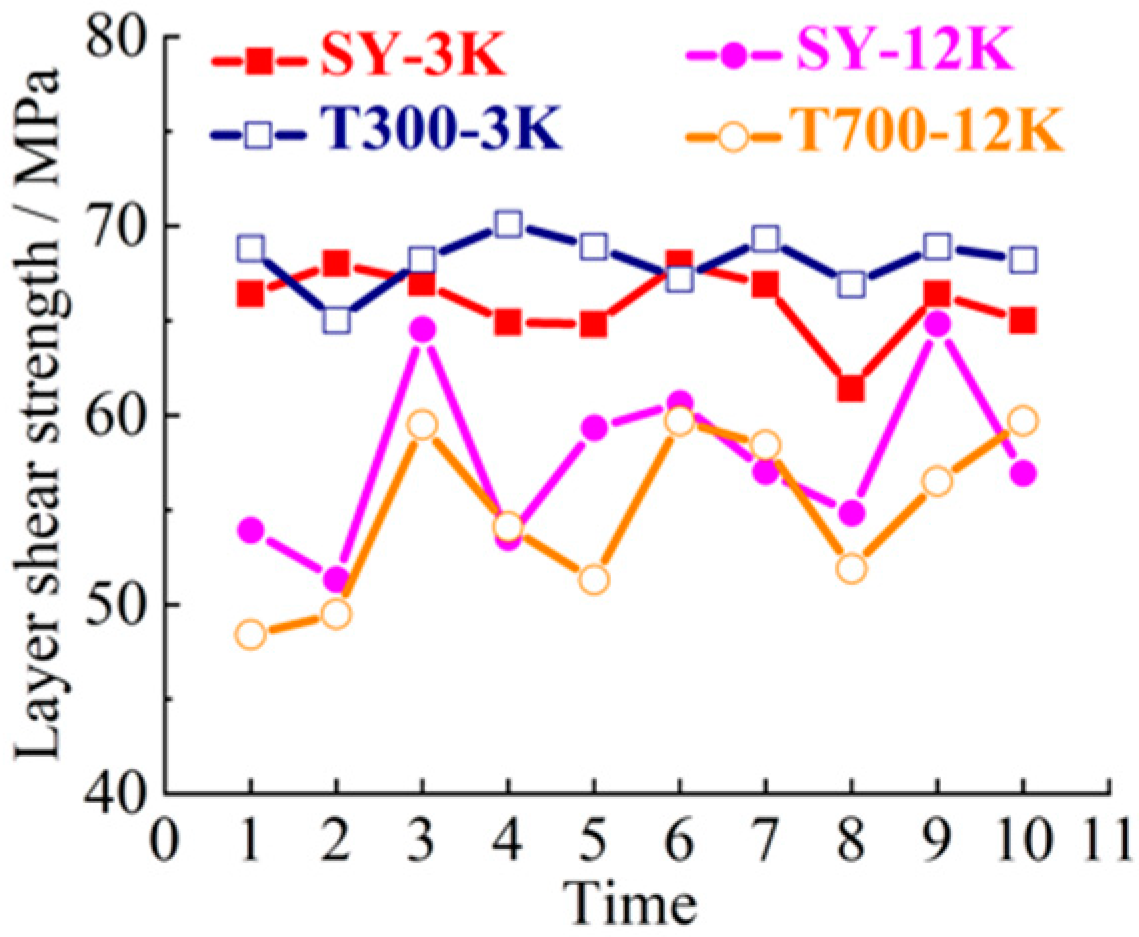
3. Mechanical Analysis of Carbon Fiber Composites
4. Comparative Analysis of Carbon Fiber Composite Honeycomb Structure LightWeight Worktable
4.1. Comparative Analysis of Honeycomb and Original Structure
4.2. Comparison of Lightweight Indexes between Honeycomb Structure and Original Structure
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Götze, U.; Koriath, H.J.; Kolesnikov, A.; Lindner, R.; Paetzold, J. Integrated methodology for the evaluation of the energy- and cost-effectiveness of machine tools. CIRP J. Manuf. Sci. Technol. 2012, 5, 151–163. [Google Scholar] [CrossRef]
- O’Driscoll, E.; Kelly, K.; O’Donnell, G.E. Intelligent energy based status identification as a platform for improvement of machine tool efficiency and effectiveness. J. Clean. Prod. 2015, 105, 184–195. [Google Scholar] [CrossRef]
- Apprich, S.; Wulle, F.; Lechler, A.; Pott, A.; Verl, A. Approach for a General Pose-dependent Model of the Dynamic Behavior of Large Lightweight Machine Tools for Vibration Reduction. Procedia Cirp 2016, 41, 812–817. [Google Scholar] [CrossRef]
- Arango, I.; Copete-Murillo, O.D.J. Selective polishing method to increase precision in large format lightweight machine tools working with petrous material. Rev. Fac. De Ing. 2019, 90, 76–86. [Google Scholar]
- Li, P.; Liu, J.; Liu, S. Topological Variable-Density Algorithm Based Design Method for Lightweight Machine Tools. Lect. Notes Electr. Eng. 2011, 99, 957–963. [Google Scholar]
- Zulaika, J.J.; Campa, F.J.; De Lacalle, L.L.; De Lacalle, L.N.L. An integrated process–machine approach for designing productive and lightweight milling machines. Int. J. Mach. Tools Manuf. 2011, 51, 591–604. [Google Scholar] [CrossRef]
- Roth, S.; Stoll, M.; Weidenmann, K.A.; Coutandin, S.; Fleischer, J. A new process route for the manufacturing of highly formed fiber-metal-laminates with elastomer interlayers (FMEL). Int. J. Adv. Manuf. Technol. 2019, 104, 1293–1301. [Google Scholar] [CrossRef]
- Xiang, F.F.; Xiang, Z.K.; Li, H.Y. Structure Optimization of High-Speed Machining Center Workbench Based on Bionic Design and Hierarchical Optimization Techniques. Appl. Mech. Mater. 2013, 378, 579–583. [Google Scholar] [CrossRef]
- Gao, D.Q.; Zhang, F.; Mao, Z.Y.; Lin, H.; Yi, J.M. Finite Element Analysis and Structure Optimization of Machine Tool Worktable. Appl. Mech. Mater. 2011, 80–81, 985–989. [Google Scholar] [CrossRef]
- Liu, C. Research on Optimization of Column Structure Design for Dynamic Performance of Machine Tool. J. Mech. Eng. 2016, 52, 161. [Google Scholar] [CrossRef]
- Kroll, L.; Blau, P.; Wabner, M.; Frieß, U.; Eulitz, J.; Klärner, M. Lightweight components for energy-efficient machine tools. CIRP J. Manuf. Sci. Technol. 2011, 4, 148–160. [Google Scholar] [CrossRef]
- Croccolo, D.; Cavalli, O.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Vincenzi, N. A Methodology for the Lightweight Design of Modern Transfer Machine Tools. Machines 2018, 6, 2. [Google Scholar] [CrossRef]
- Birk, F.; Ali, F.; Weigold, M.; Abele, E.; Schützer, K. Lightweight hybrid CFRP design for machine tools with focus on simple manufacturing. Int. J. Adv. Manuf. Technol. 2020, 108, 3915–3924. [Google Scholar] [CrossRef]
- Aggogeri, F.; Papailias, P.; Merlo, A.; Pellegrini, N.; Ricatto, R. Vibration Damping Analysis of Lightweight Structures in Machine Tools. Materials 2016, 10, 297. [Google Scholar] [CrossRef] [PubMed]
- Khanna, N.; Pusavec, F.; Agrawal, C.; Królczyk, G. Measurement and Evaluation of Hole Attributes for Drilling CFRP Composites Using an Indigenously Developed Cryogenic Machining Facility. Measurement 2020, 154, 107504. [Google Scholar] [CrossRef]
- Gil Lee, D.; Suh, J.D.; Kim, H.S.; Kim, J.M. Design and manufacture of composite high speed machine tool structures. Compos. Sci. Technol. 2004, 64, 1523–1530. [Google Scholar]
- Bretz, A.; Landmann, A.; Rost, R. Integration of Carbon Fibre Reinforced Structures in Machine Tools Using the Example of a Swivel Arm. Adv. Mater. Res. 2014, 1018, 387–394. [Google Scholar] [CrossRef]
- Fu, Z.F. Vibration Modal Analysis and Parameter Identification; Beijing Machinery Industry Press: Beijing, China, 1990. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Tensile/MPa | CV Value | Bending/MPa | CV Value | Compression/MPa | CV Value | Layer Shear/MPa | CV Value |
|---|---|---|---|---|---|---|---|---|
| SY-3K | 709.00 | 9.39 | 803.25 | 2.72 | 338.50 | 3.75 | 65.98 | 3.12 |
| T300-3K | 531.58 | 8.43 | 742.74 | 3.44 | 327.87 | 6.22 | 68.15 | 2.14 |
| SY-12K | 1106.22 | 6.97 | 790.97 | 4.22 | 338.68 | 7.02 | 57.66 | 7.97 |
| T700-12K | 1030.00 | 3.04 | 736.68 | 4.43 | 317.18 | 7.15 | 54.90 | 8.06 |
| Materials | Density (kg/m3) | Young’s Modulus (Pa) | Poisson’s Ratio |
|---|---|---|---|
| Carbon fibre | 1750 | 2.1 × 1011 | 0.307 |
| Epoxy resin | 980 | 1.0 × 109 | 0.38 |
| Structural steel | 7850 | 2.0 × 1011 | 0.3 |
| Gray cast iron | 7200 | 1.1 × 1011 | 0.28 |
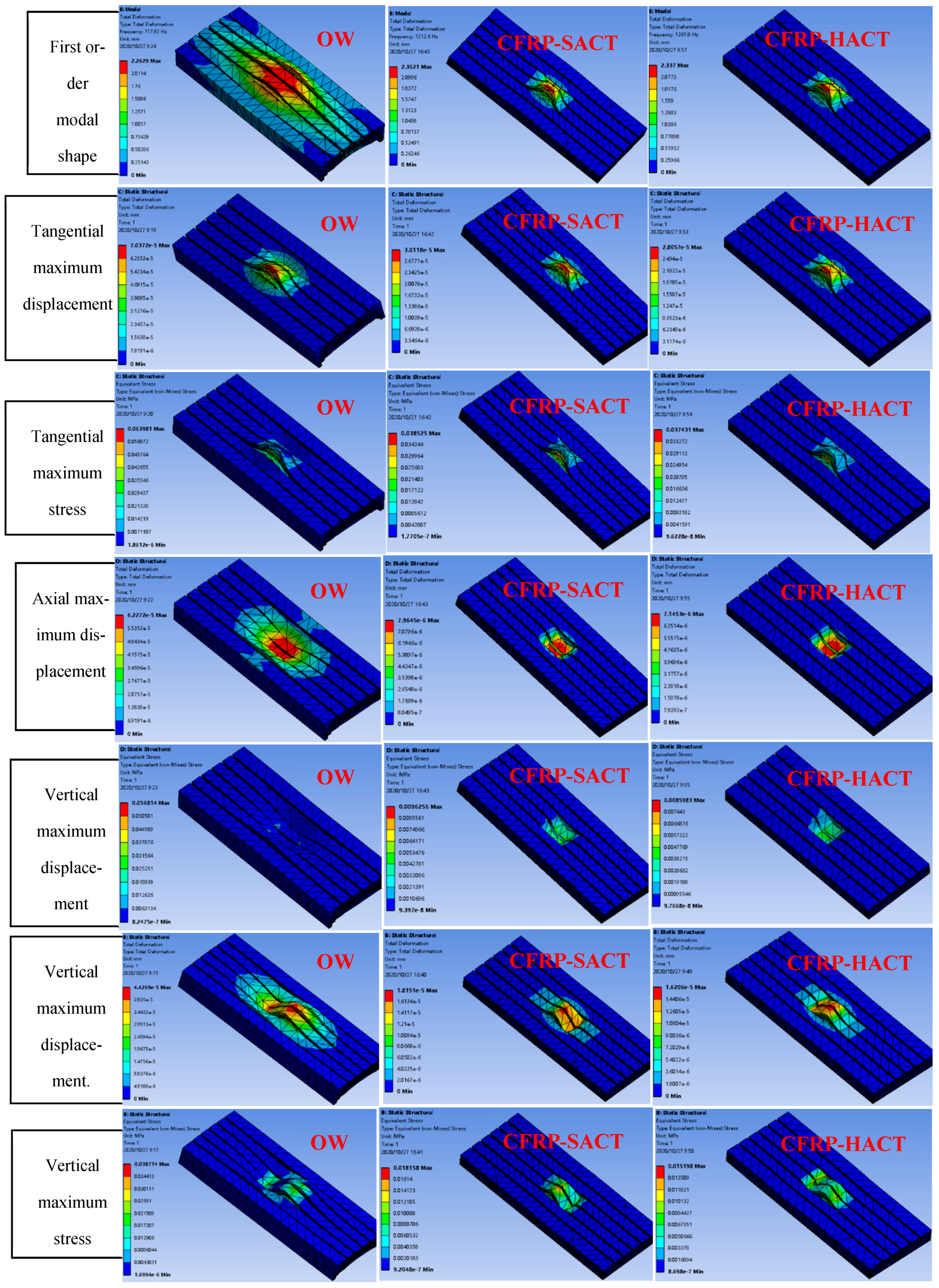
| Mode | OW | CFRP-HACT | CFRP-SACT |
|---|---|---|---|
| Parameters | |||
| Quality (kg) | 1998.6 | 1080.25 | 1325.5 |
| Axial load-deformation (mm) | 4.427 × 10−5 | 1.621 × 10−5 | 1.815 × 10−5 |
| Tangential load-deformation (mm) | 7.037 × 10−5 | 2.806 × 10−5 | 3.012 × 10−5 |
| Vertical load-deformation (mm) | 6.227 × 10−5 | 7.145 × 10−6 | 7.965 × 10−5 |
| Axial load-stress (MPa) | 0.039 | 0.015 | 0.018 |
| Tangential load-stress (MPa) | 0.064 | 0.037 | 0.039 |
| Vertical load-stress (MPa) | 0.057 | 0.009 | 0.010 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, L.; Zha, J.; Kan, F.; Long, H.; Chen, Y. Research on a Five-Axis Machining Center Worktable with Bionic Honeycomb Lightweight Structure. Materials 2021, 14, 74. https://doi.org/10.3390/ma14010074
Hu L, Zha J, Kan F, Long H, Chen Y. Research on a Five-Axis Machining Center Worktable with Bionic Honeycomb Lightweight Structure. Materials. 2021; 14(1):74. https://doi.org/10.3390/ma14010074
Chicago/Turabian StyleHu, Lai, Jun Zha, Fan Kan, Hao Long, and Yaolong Chen. 2021. "Research on a Five-Axis Machining Center Worktable with Bionic Honeycomb Lightweight Structure" Materials 14, no. 1: 74. https://doi.org/10.3390/ma14010074
APA StyleHu, L., Zha, J., Kan, F., Long, H., & Chen, Y. (2021). Research on a Five-Axis Machining Center Worktable with Bionic Honeycomb Lightweight Structure. Materials, 14(1), 74. https://doi.org/10.3390/ma14010074