Research on Material Removal Mechanism of C/SiC Composites in Ultrasound Vibration-Assisted Grinding


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Setup
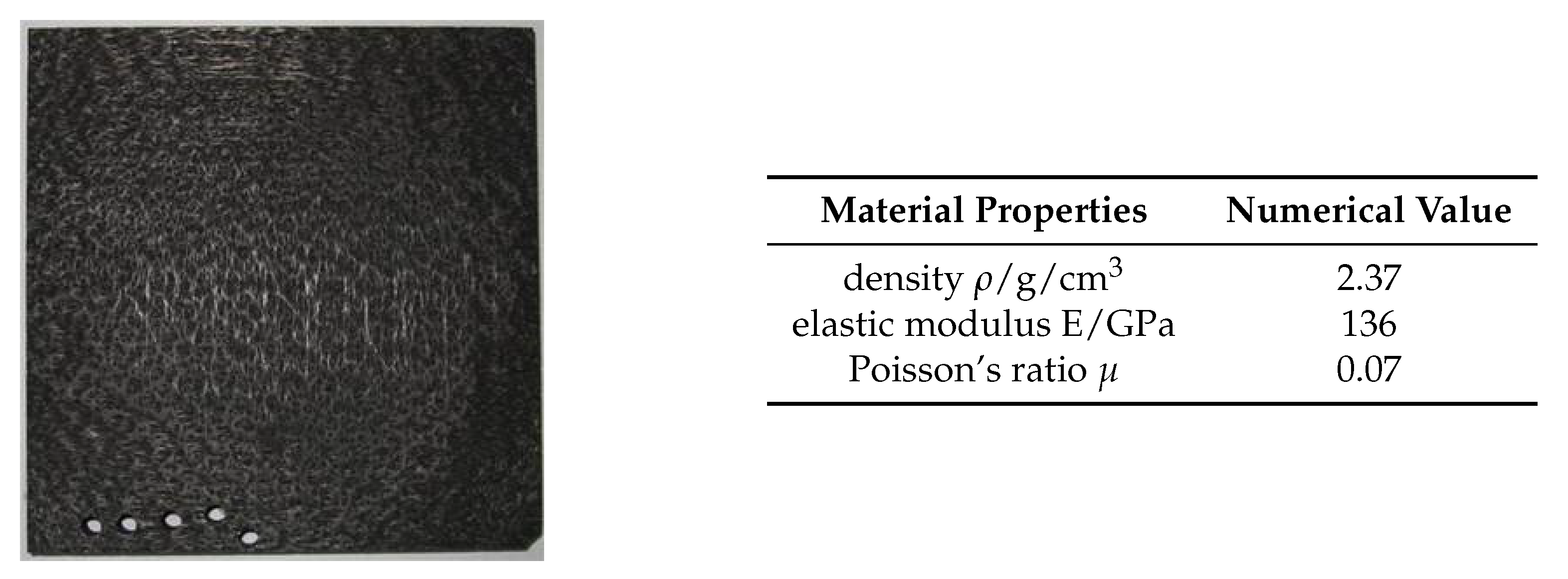
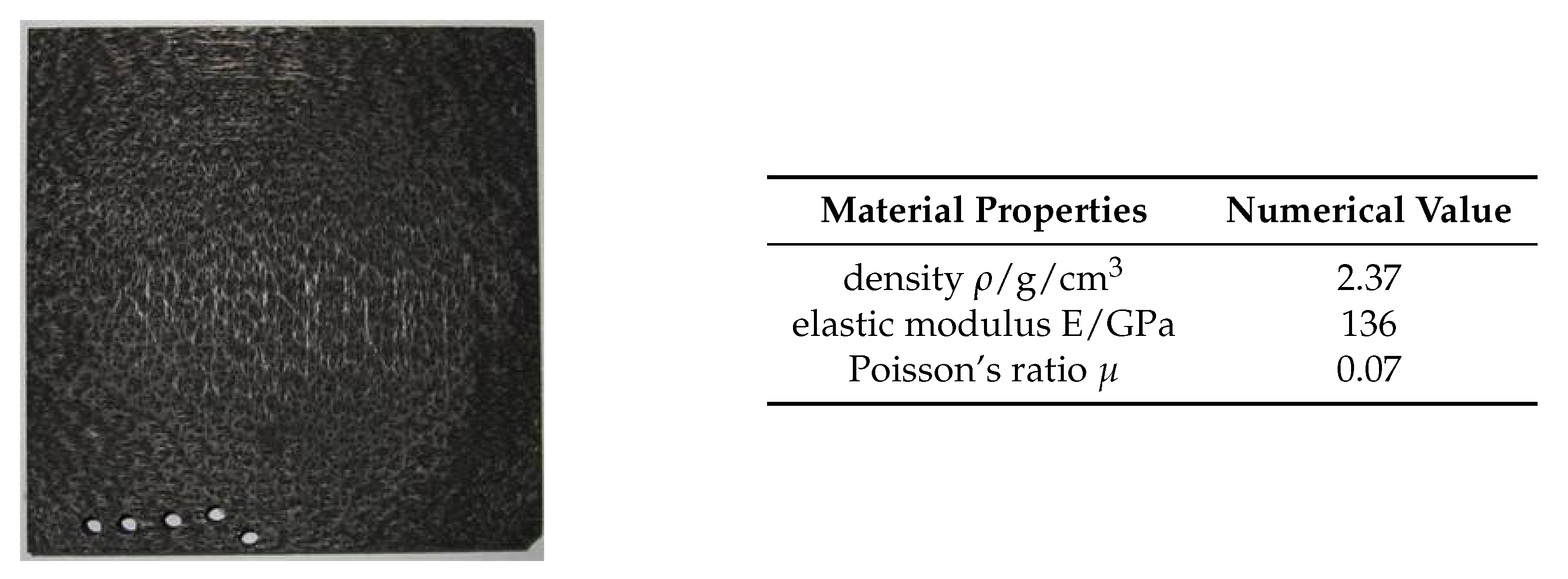
2.1. Test Material
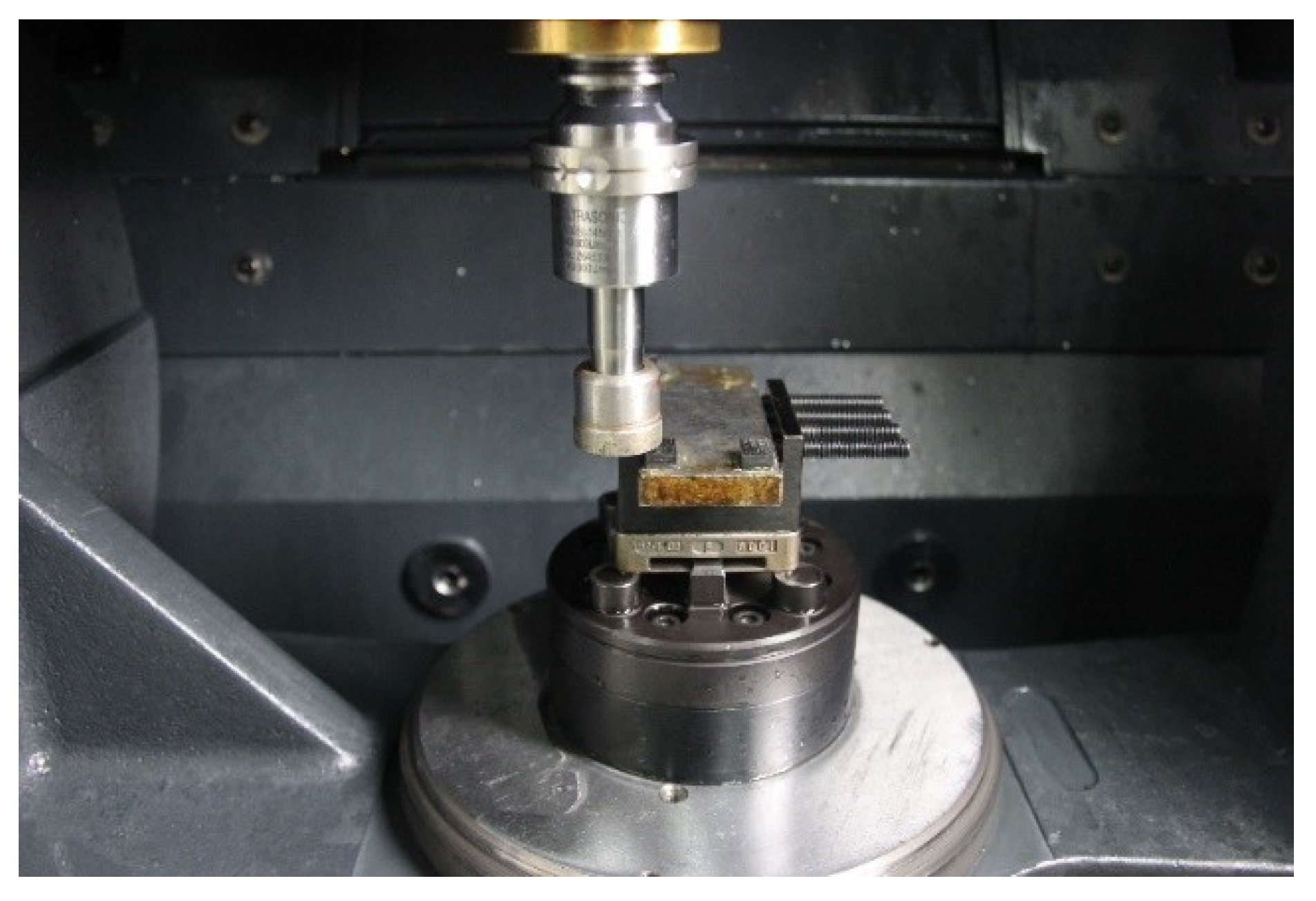
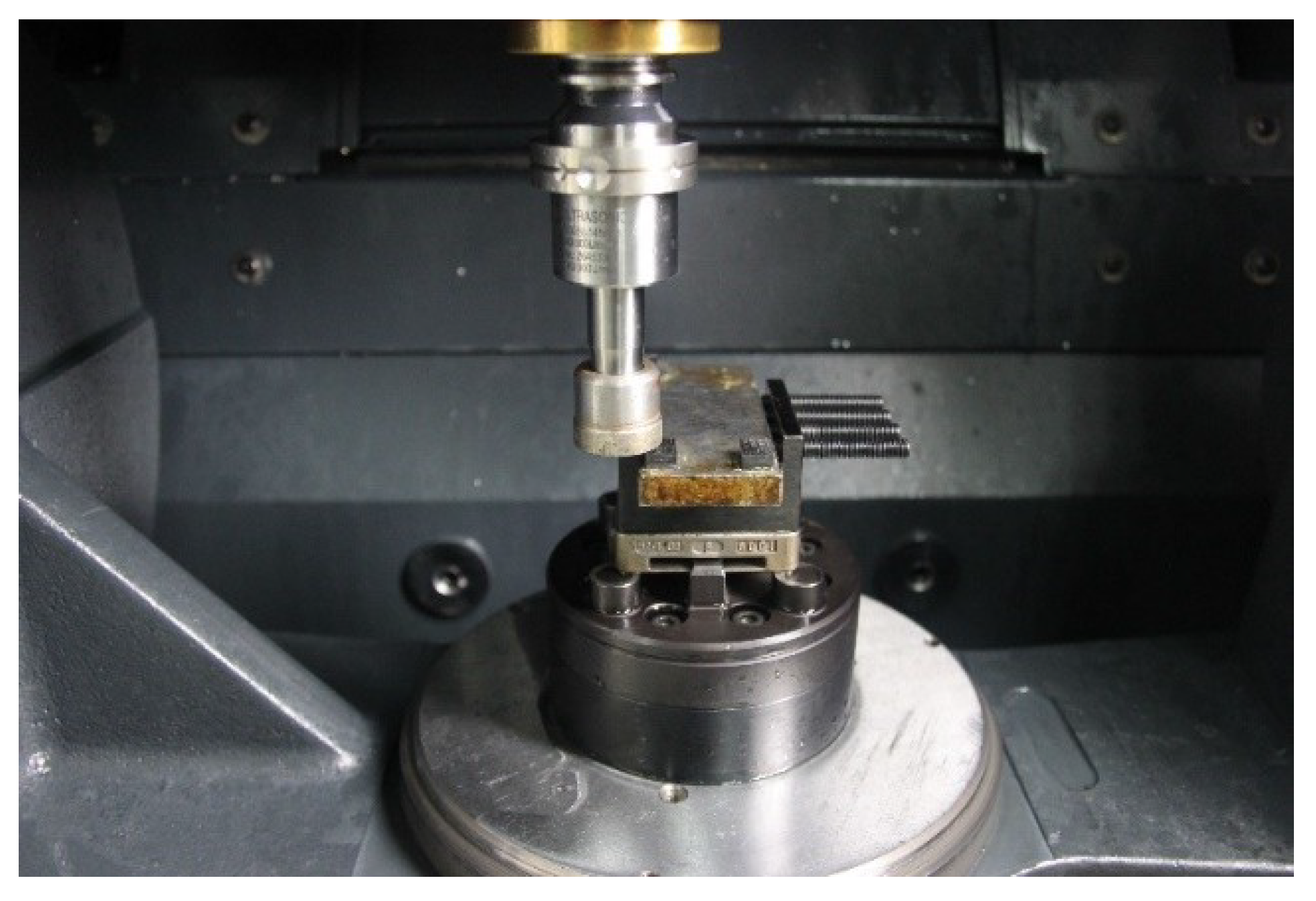
2.2. Test Devices and Cutting Parameters
2.3. Observation Method
3. Result and Discussion
3.1. Failure Mode of the Sic Matrix after Ultrasound-Assisted Grinding on C/SiC Composites
3.2. Failure Modes of Carbon Fibers with Different Fiber Orientation Angles during Ultrasound-Assisted Grinding of C/Sic Composites
3.2.1. The Fiber Orientation Angle at
3.2.2. The Fiber Orientation Angle at
3.2.3. The Fiber Orientation Angle at
3.3. Morphology Analysis of Abrasive Debris during Ultrasound-Assisted Grinding of C/SiC Composites
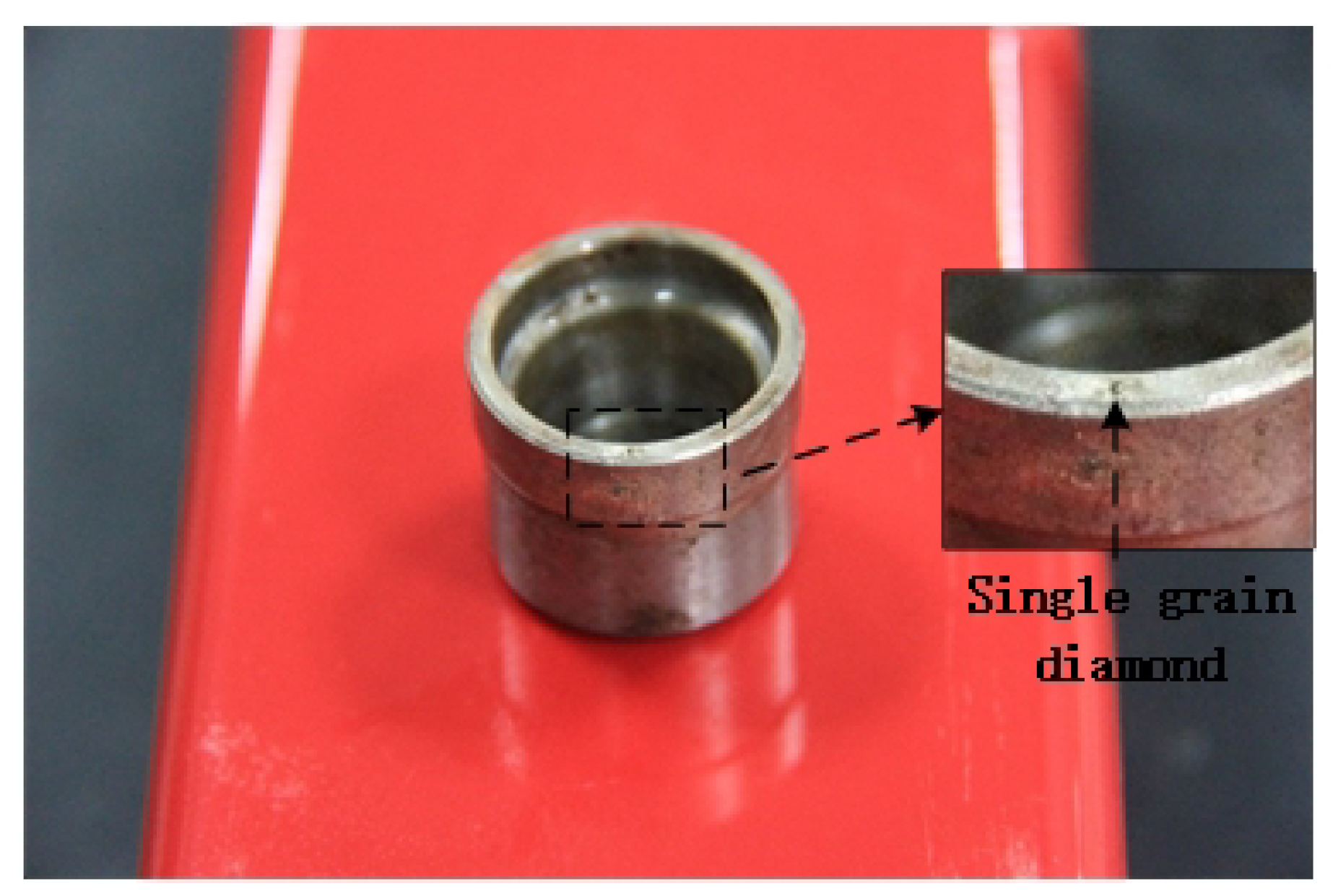
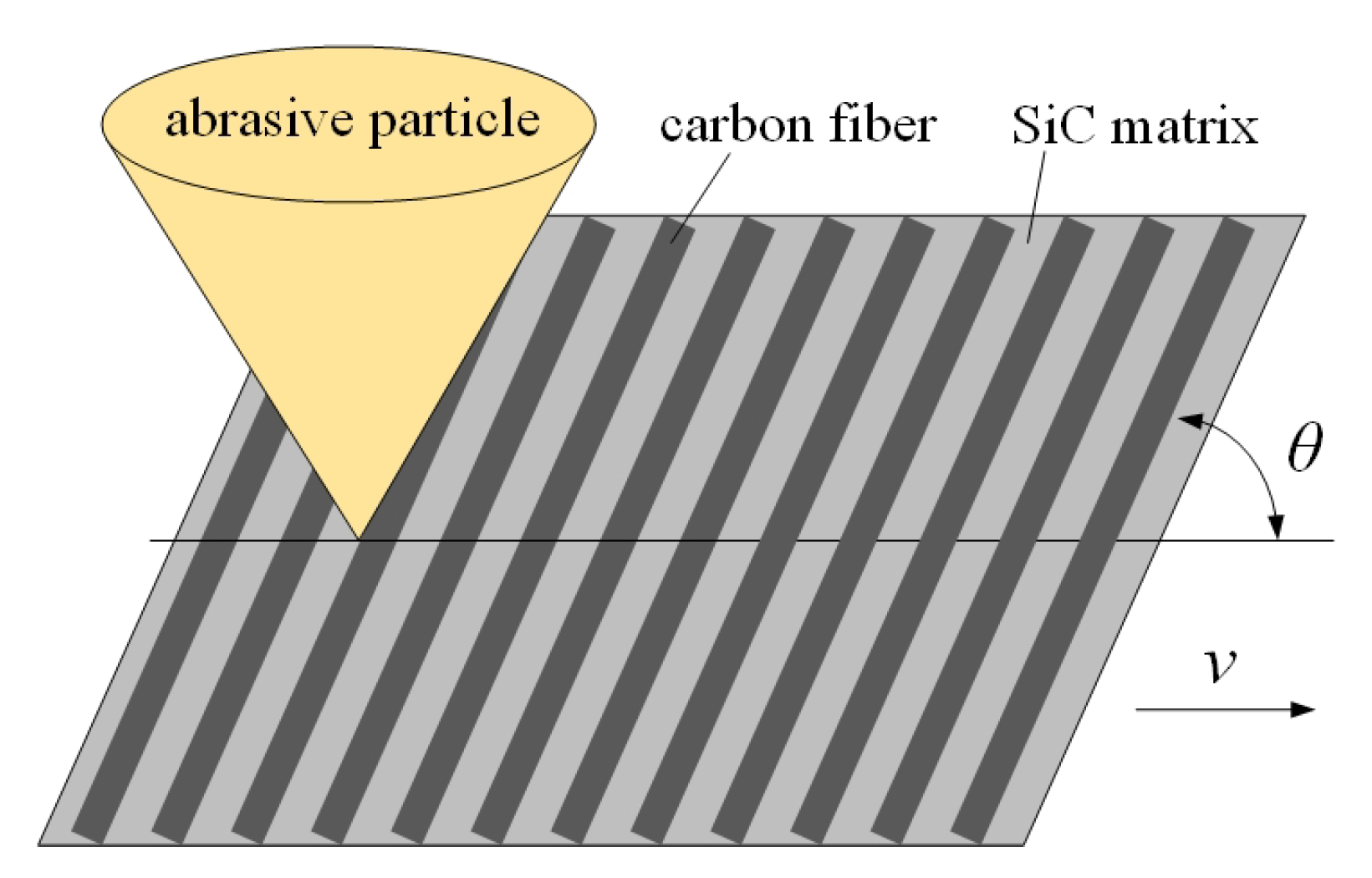
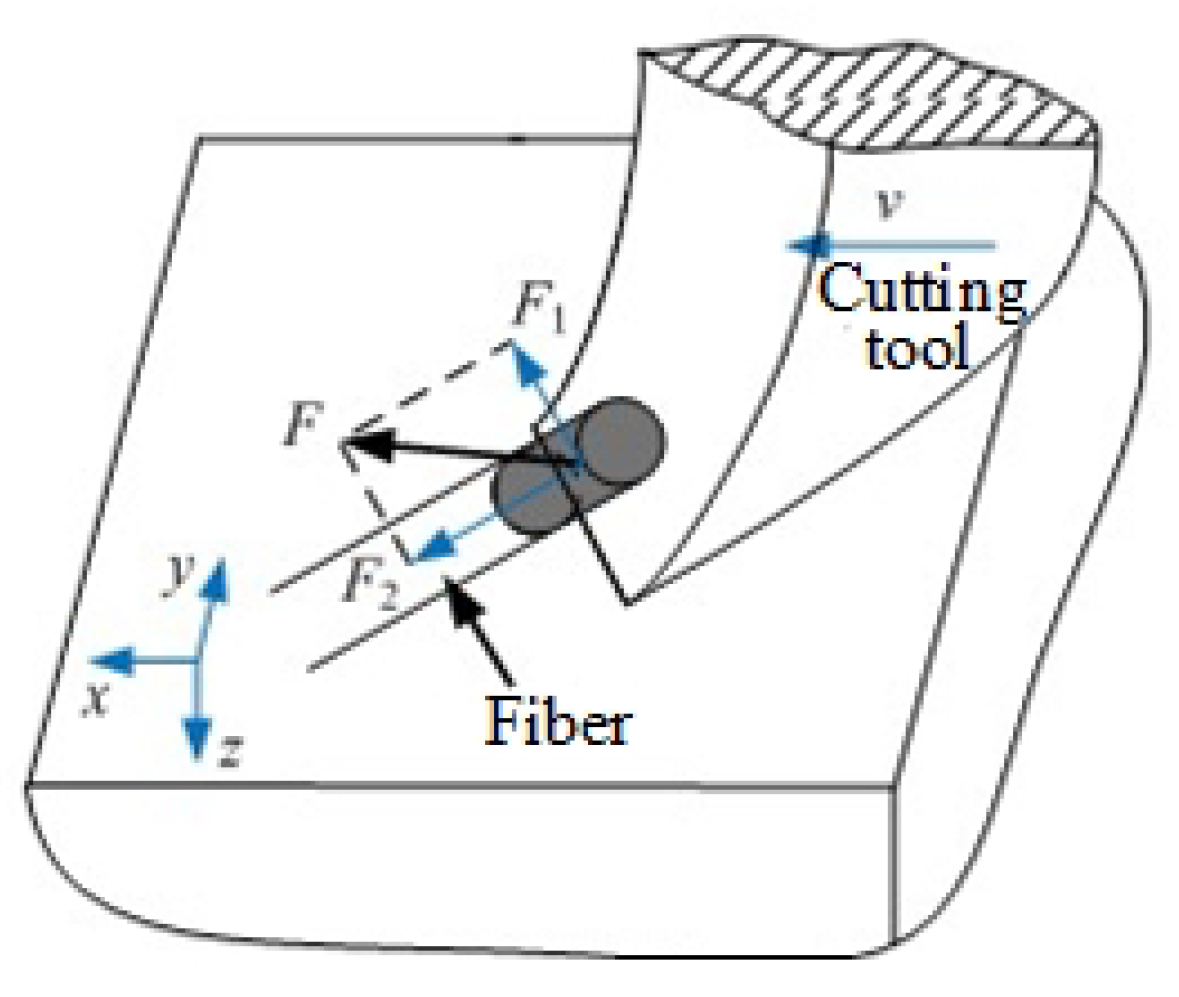
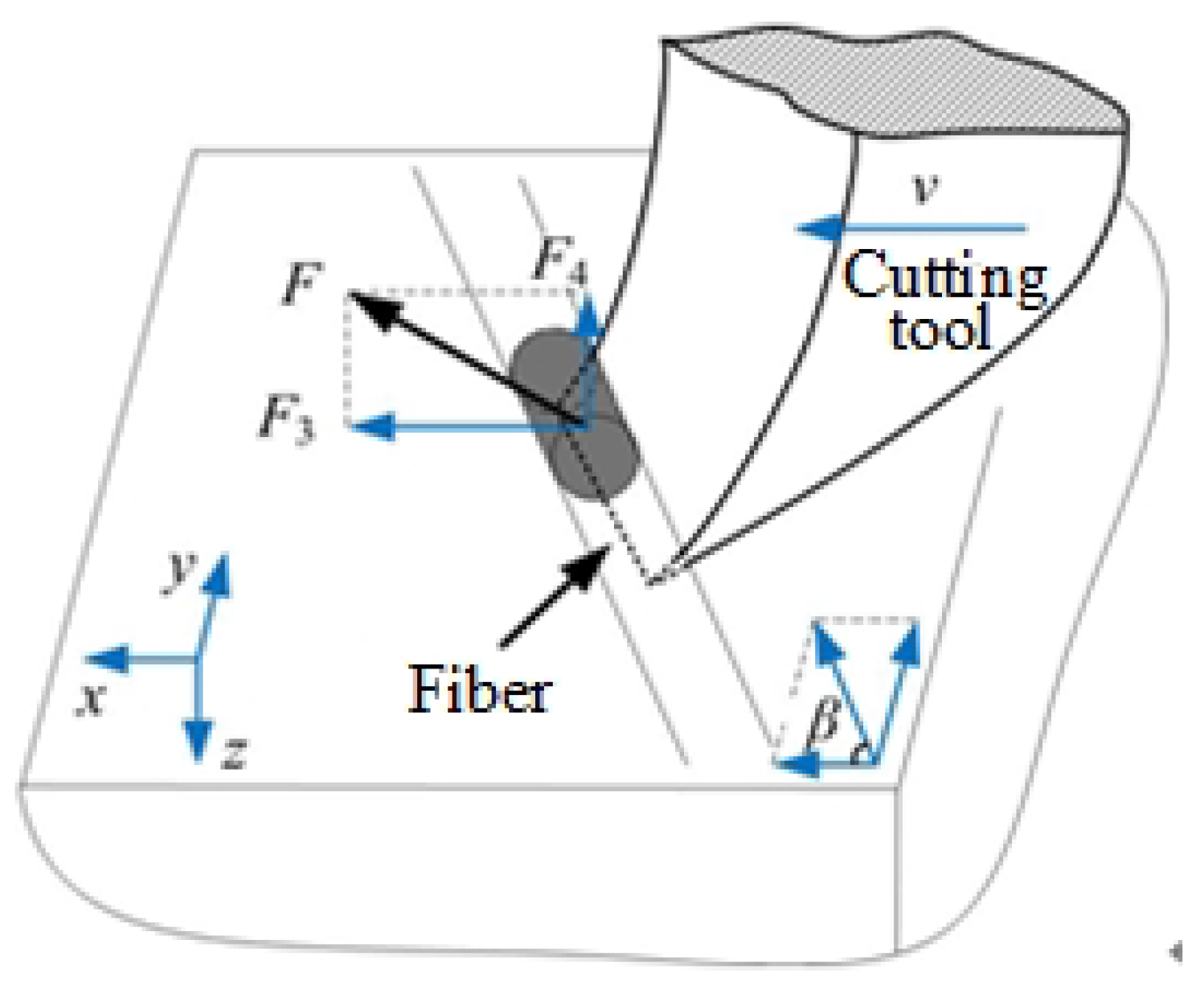
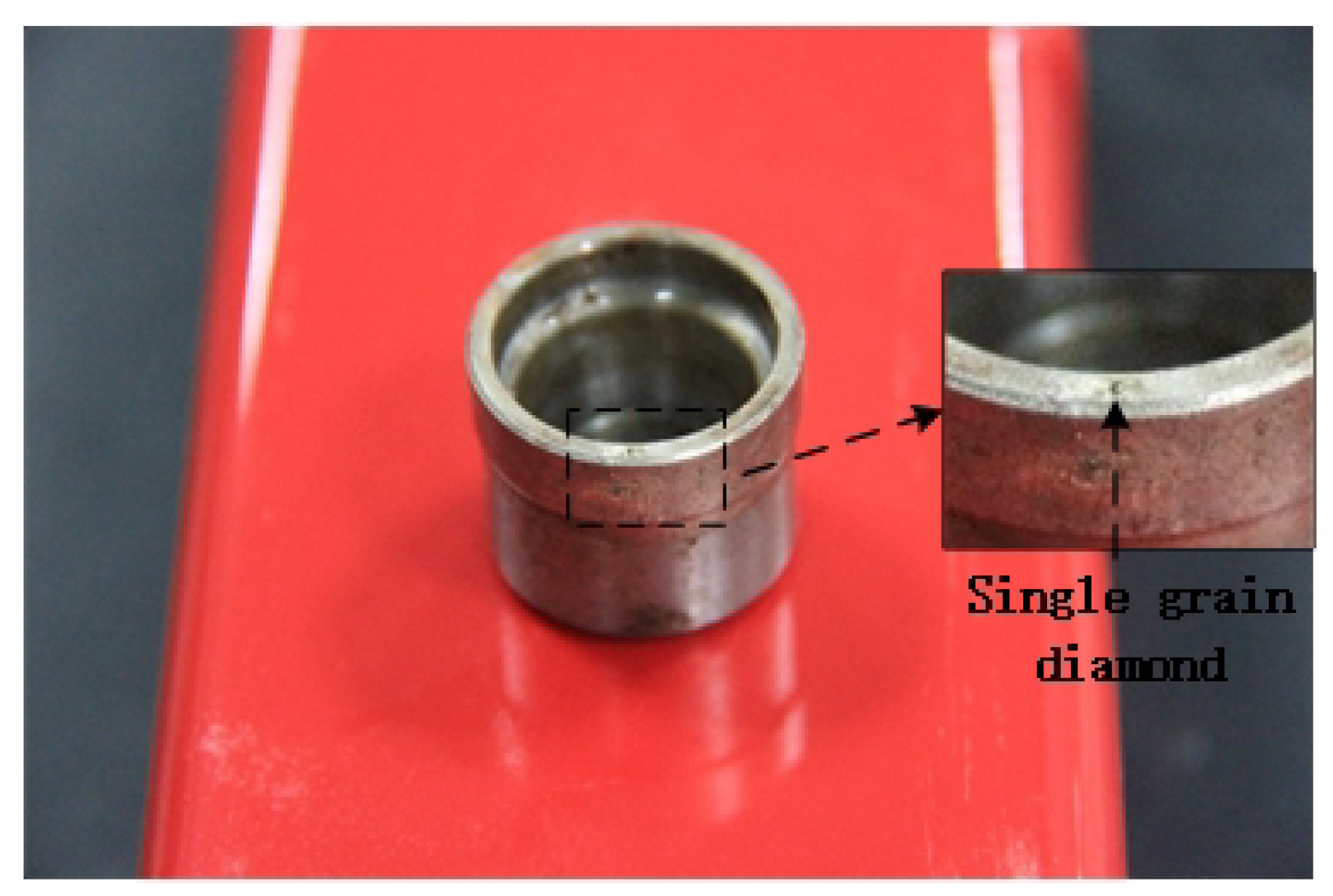
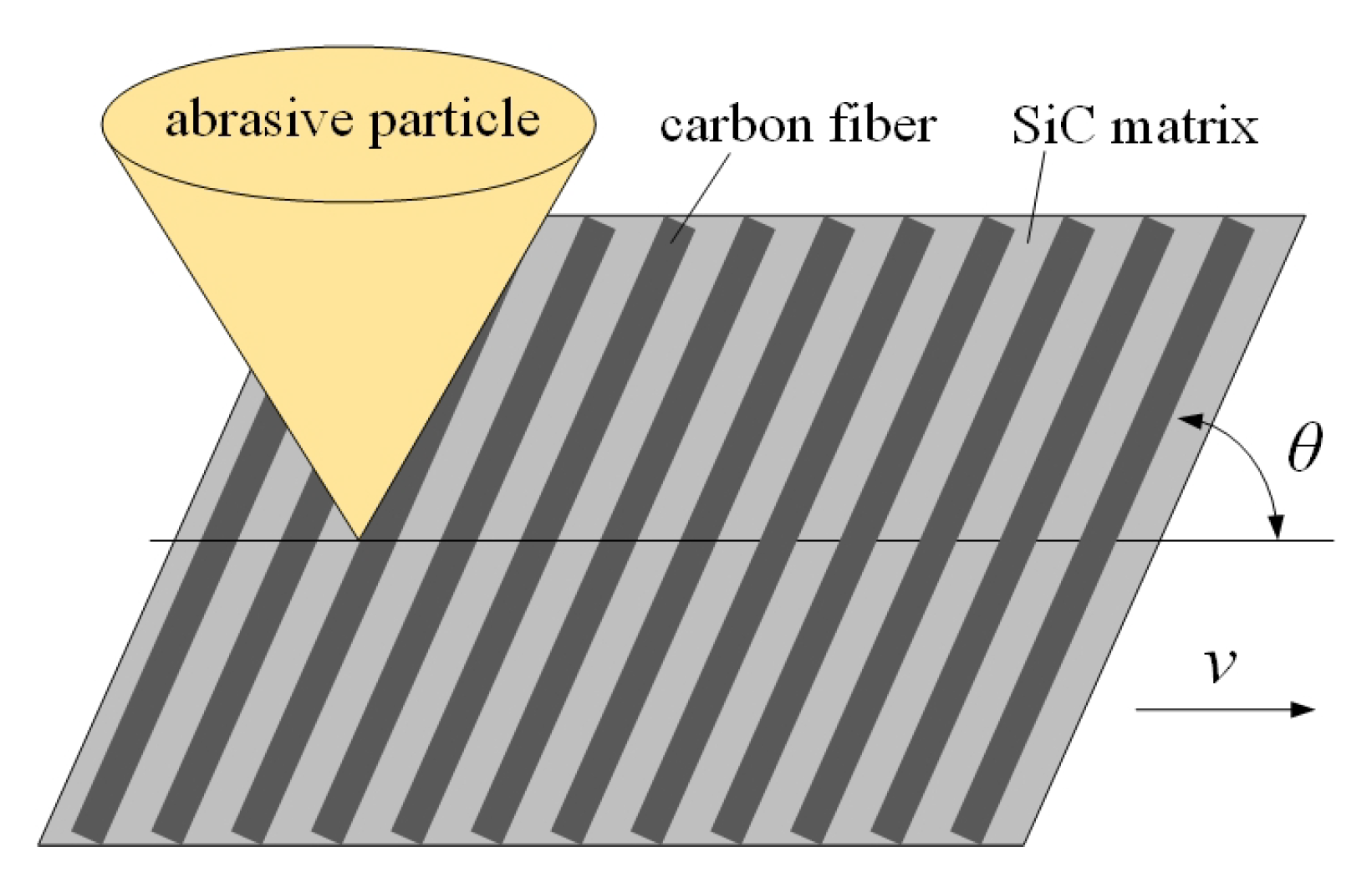
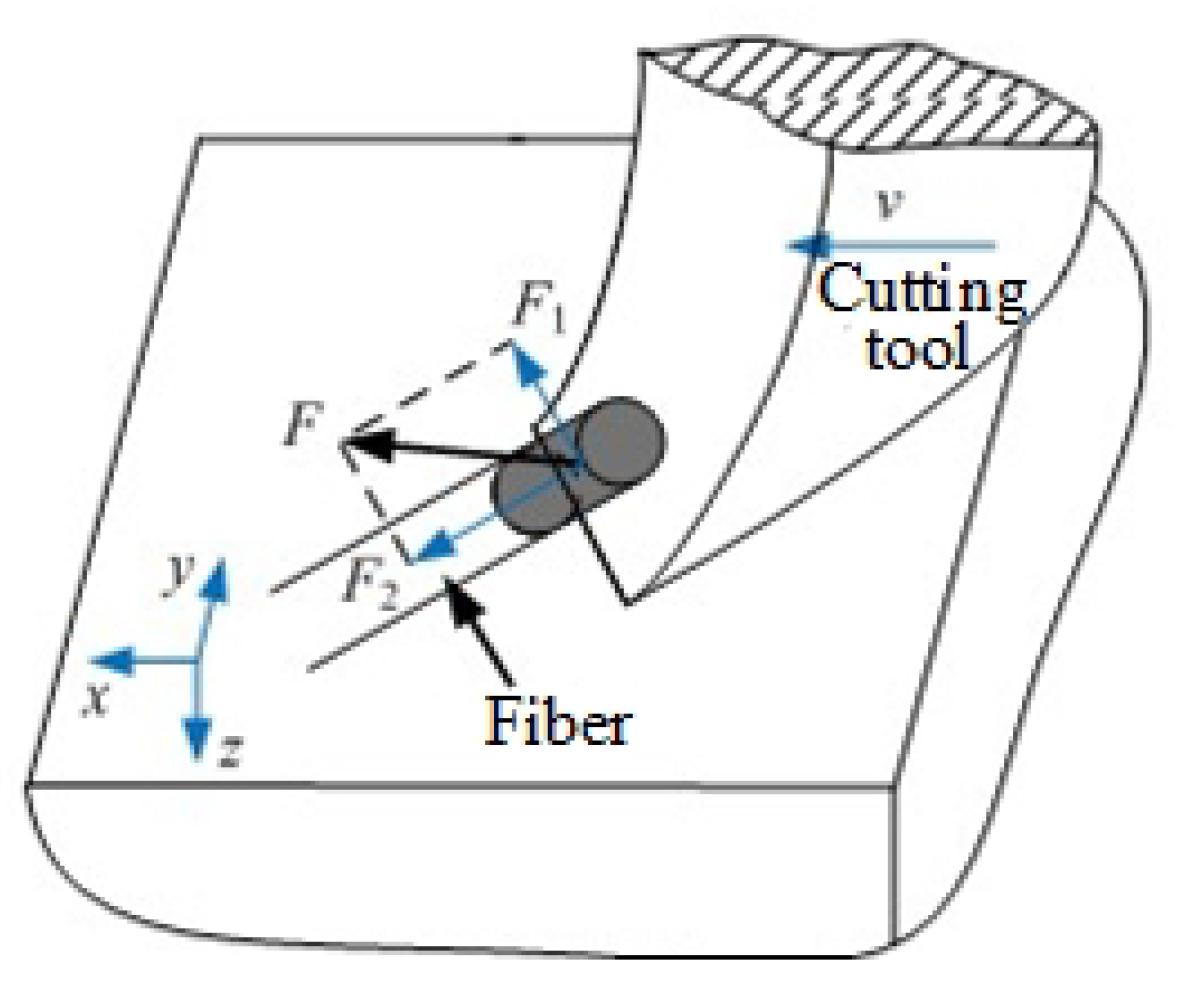
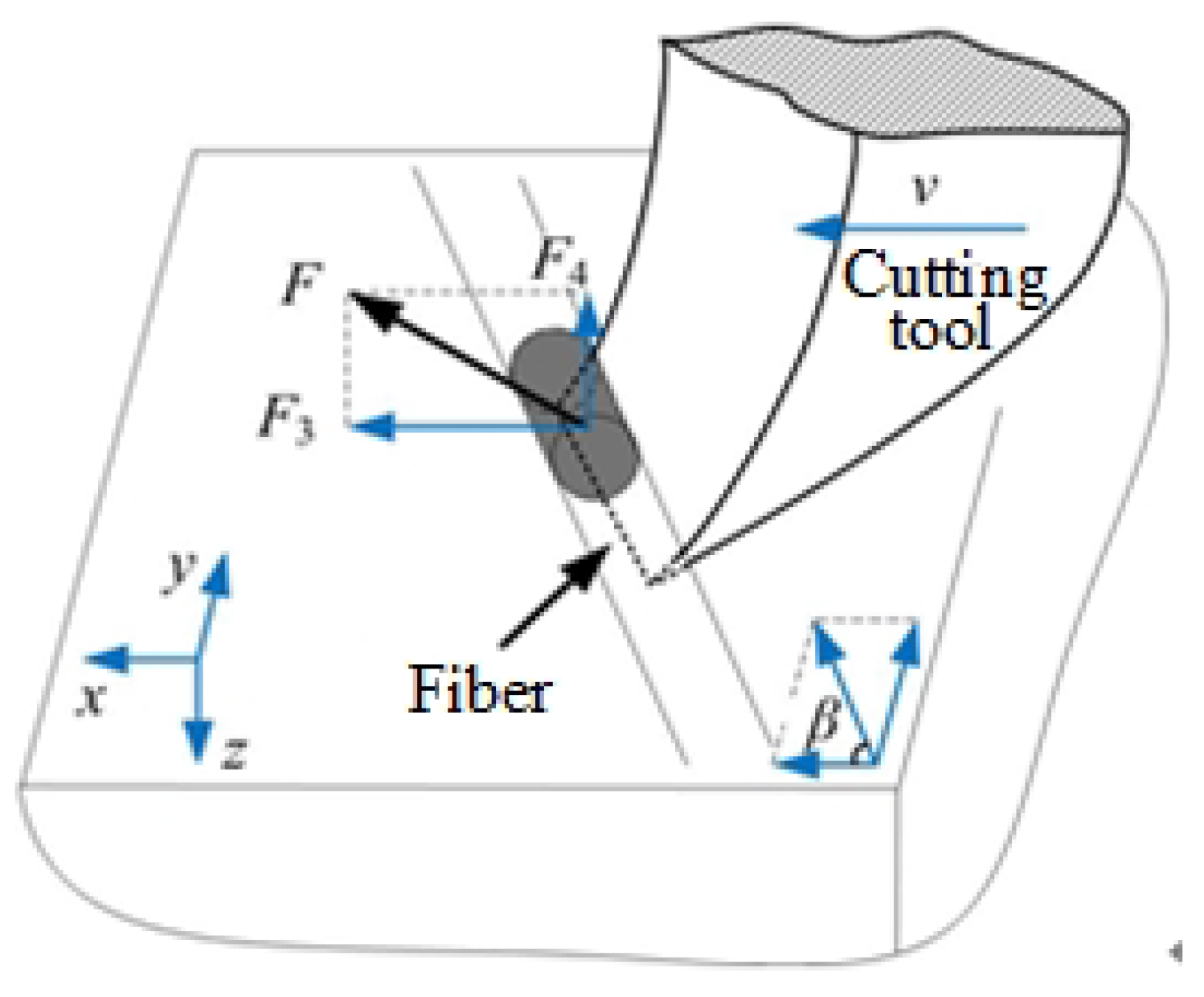
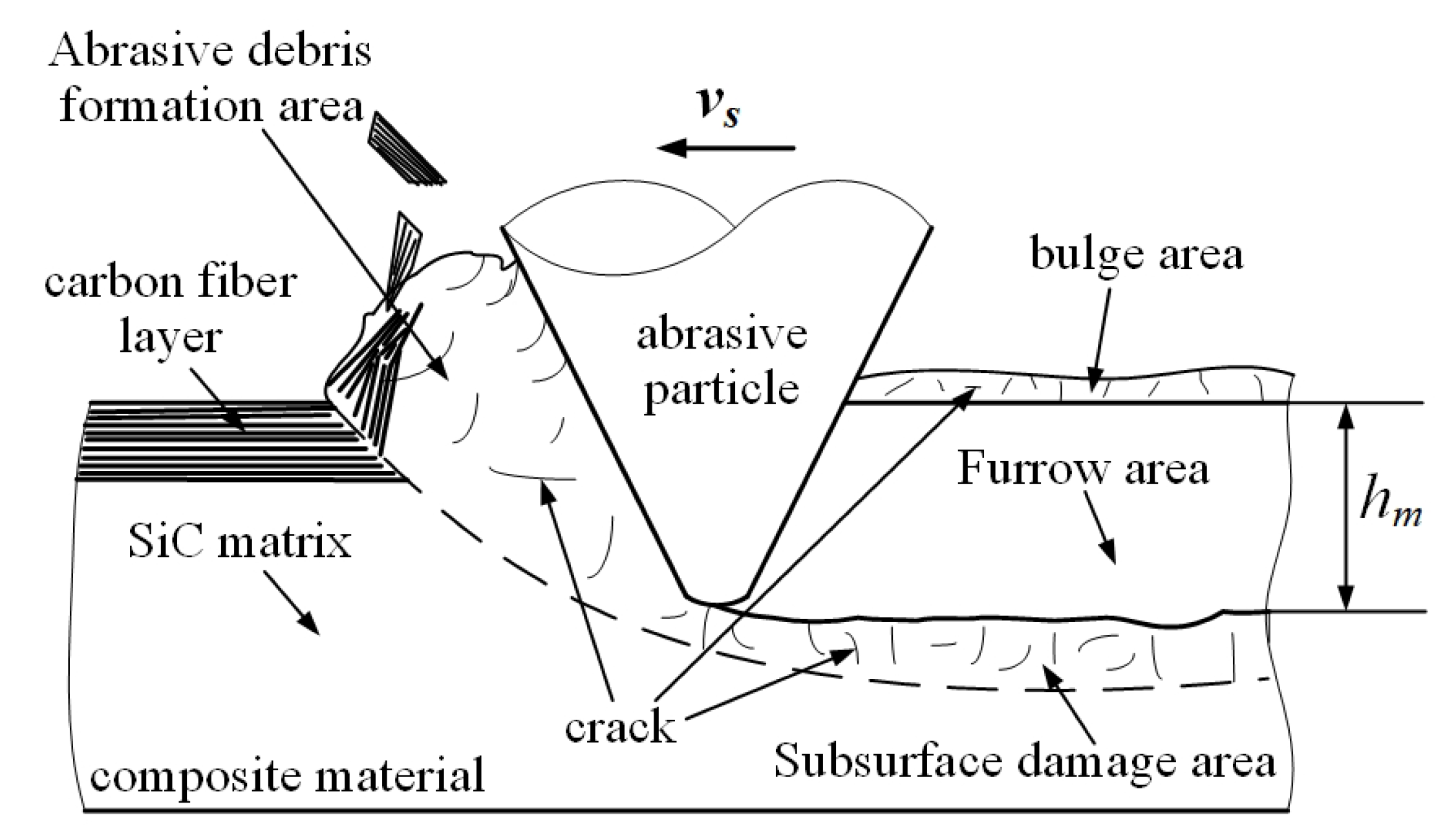
3.3.1. Single Abrasive Particle Cutting Model of C/SiC Composites
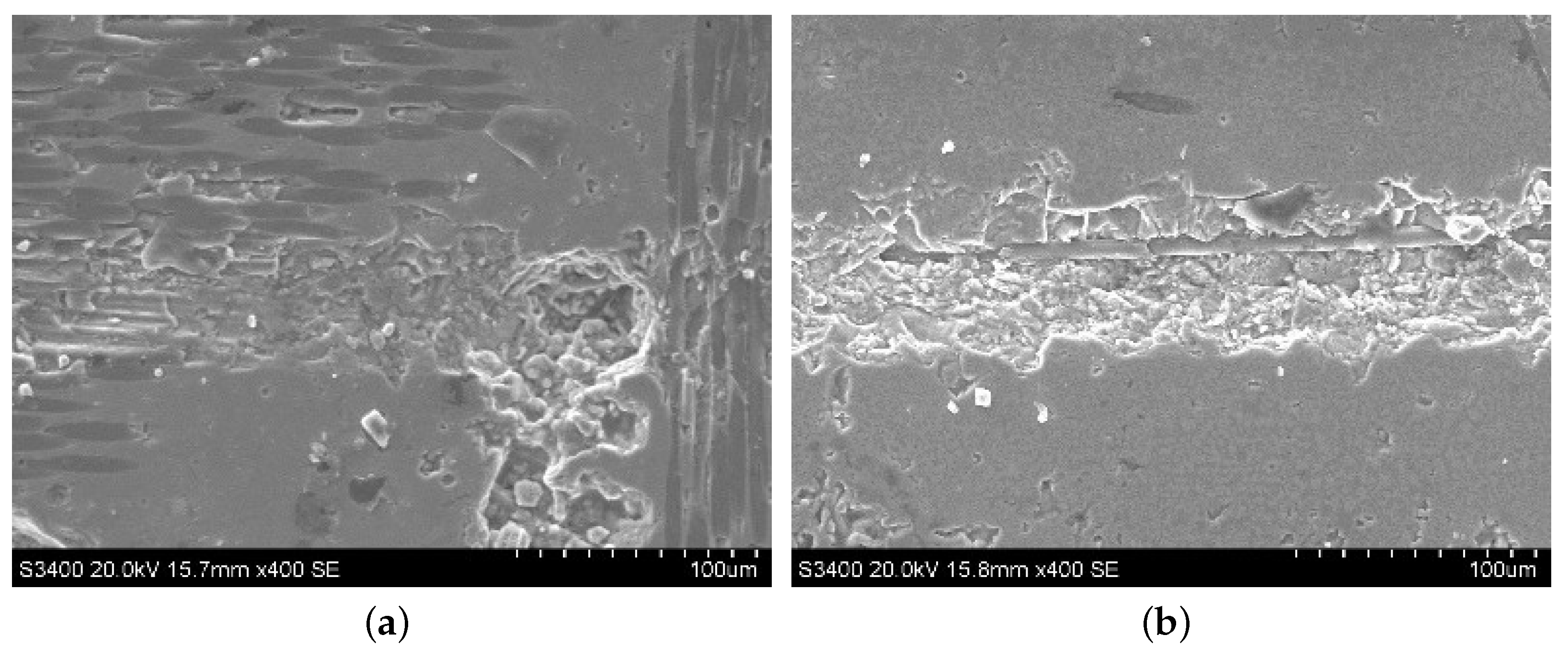
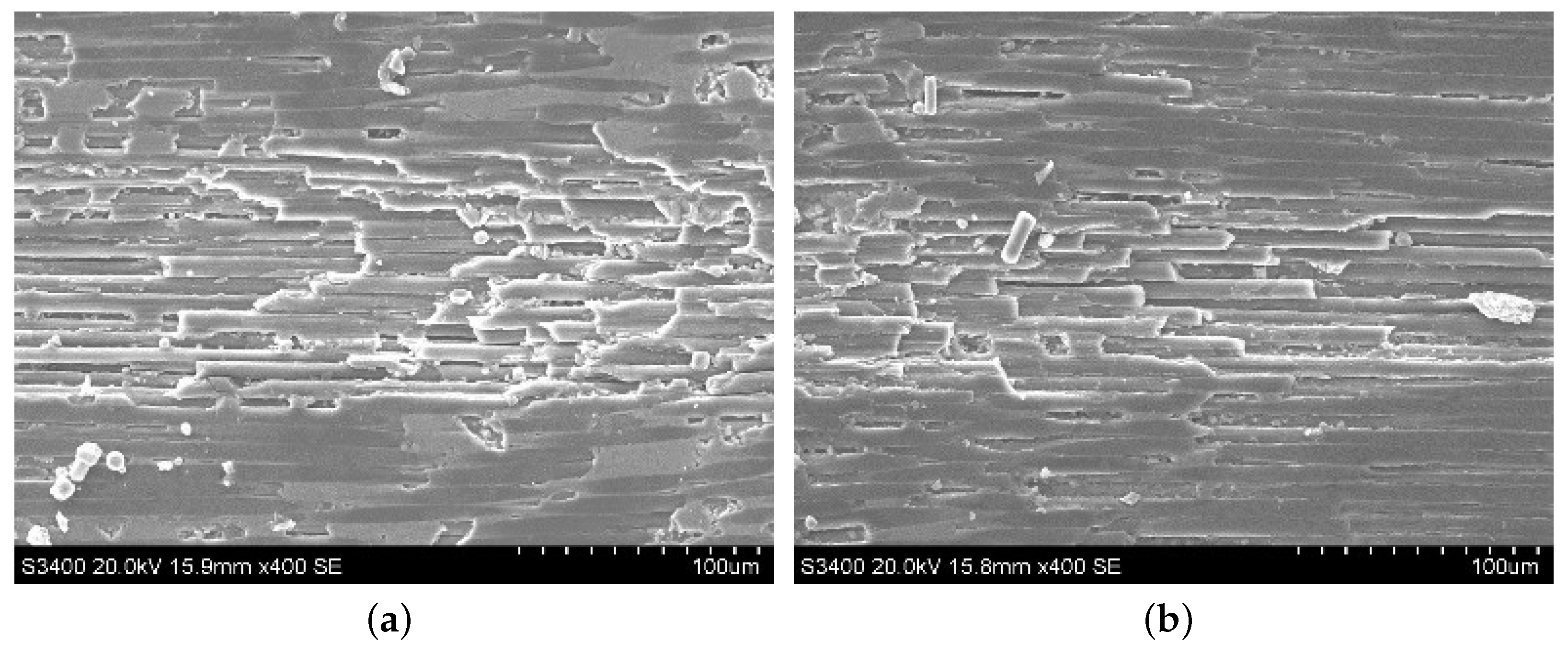
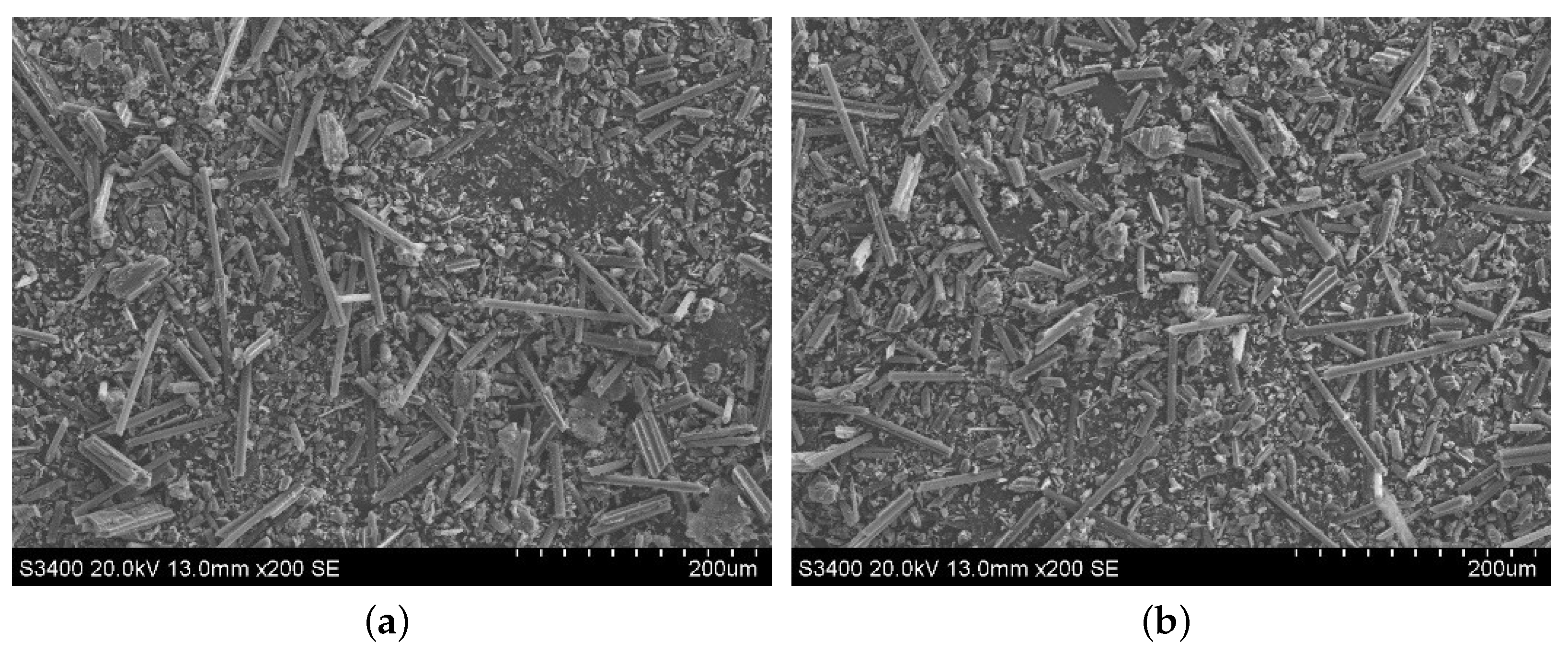
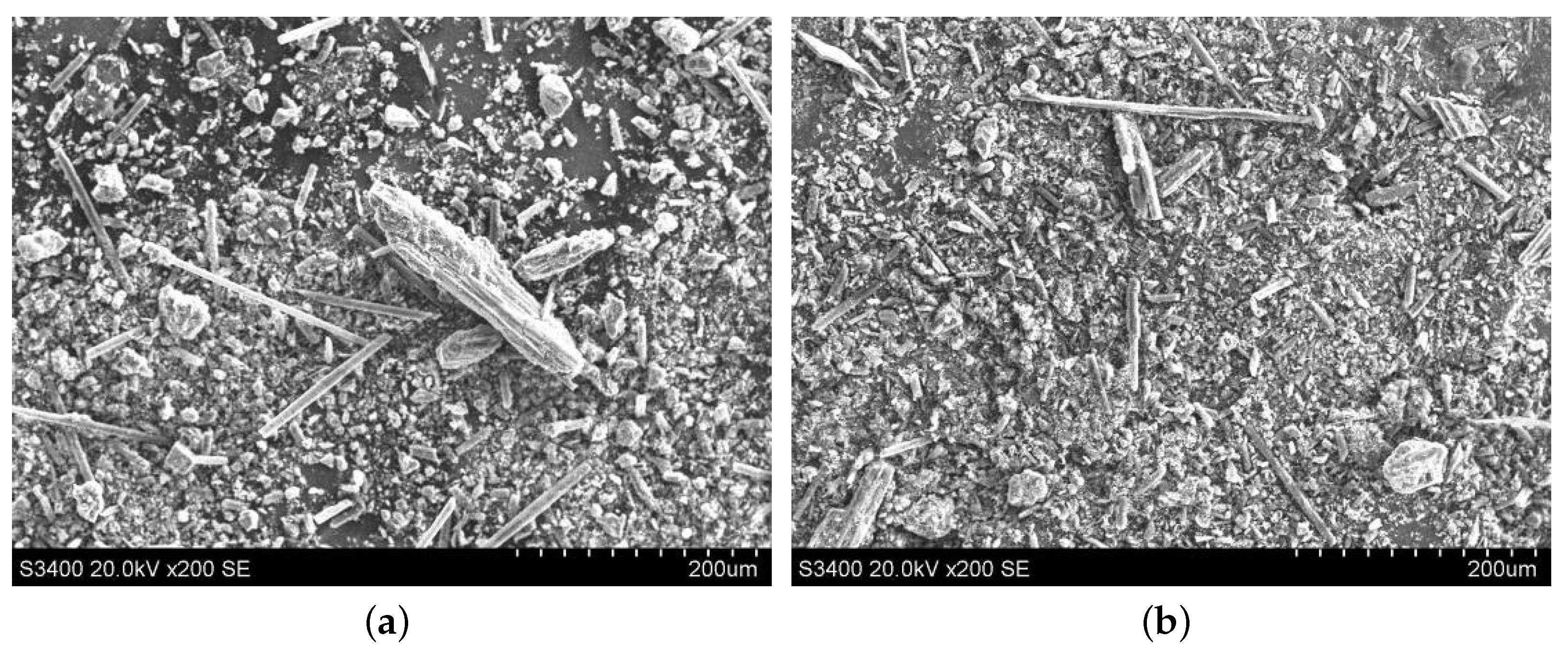
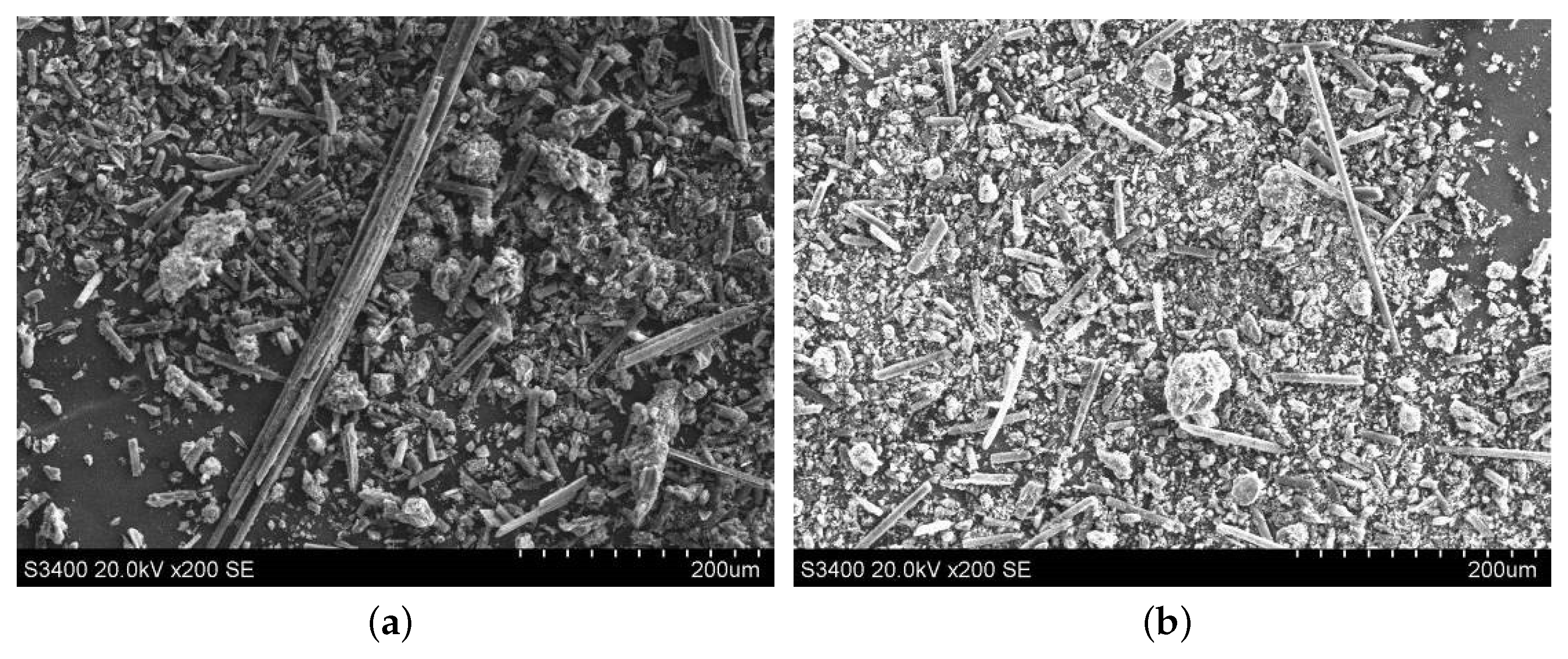
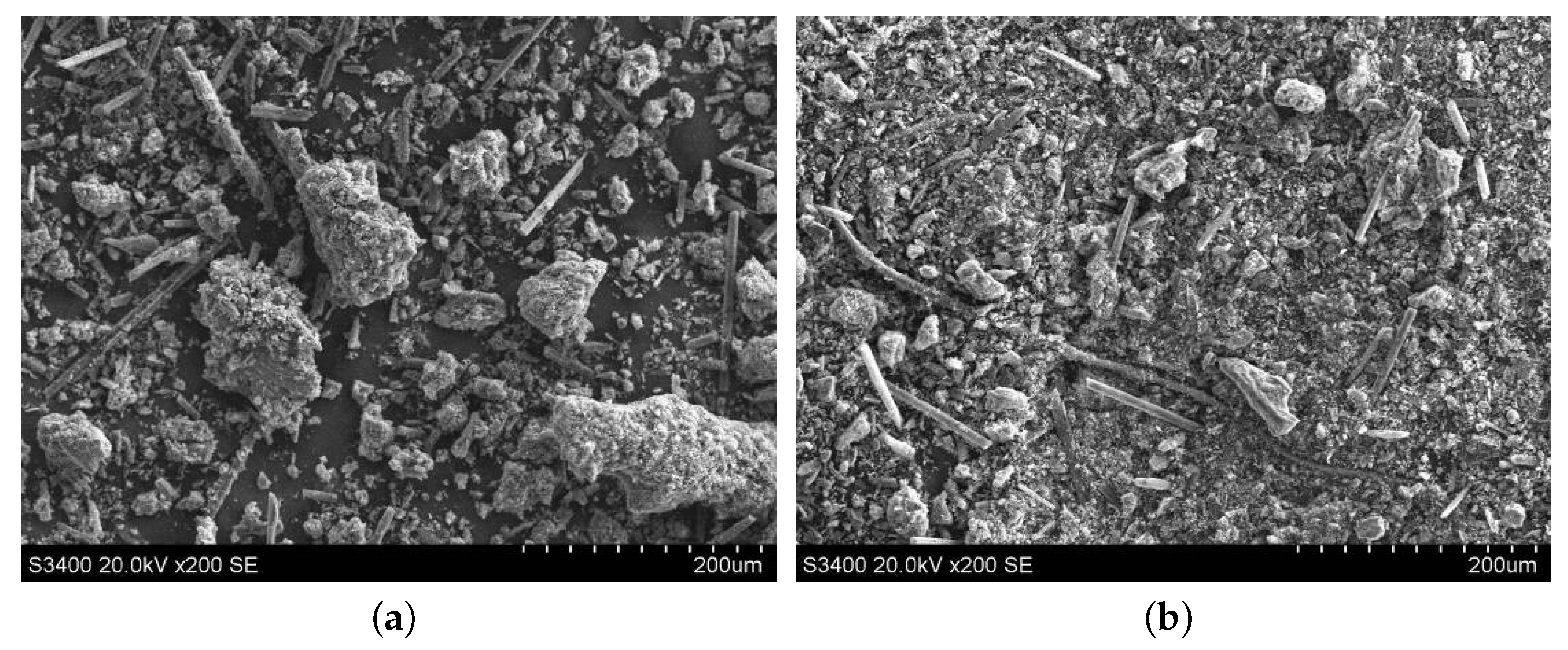
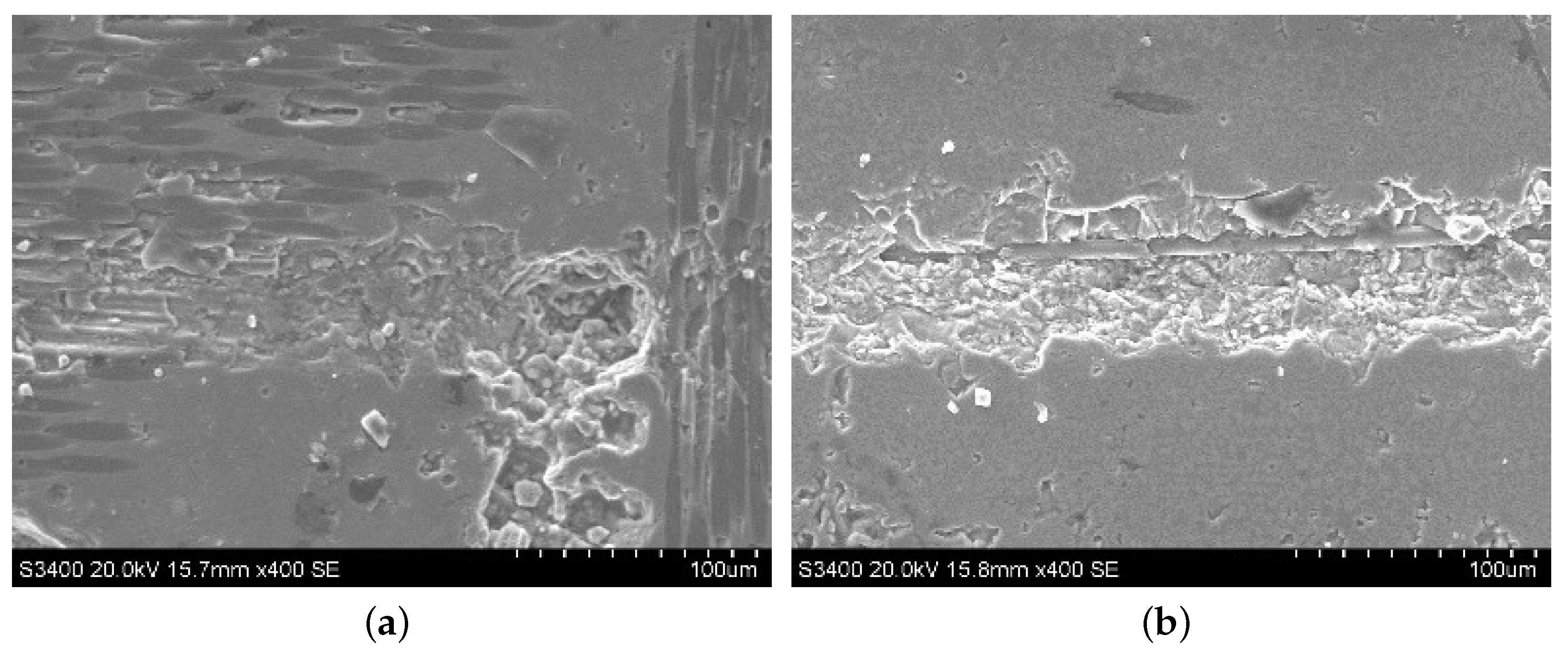
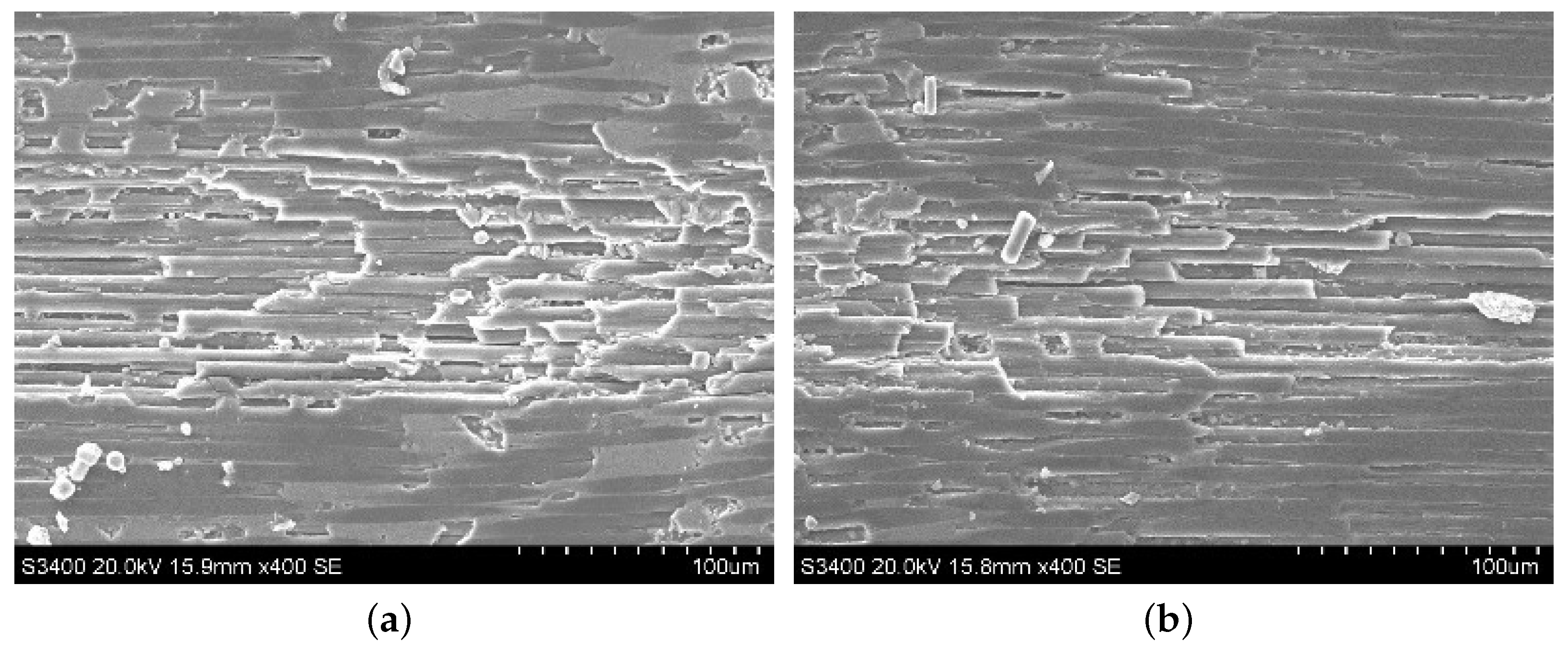
3.3.2. Morphology Comparison of the Abrasive Debris at Different Cutting Depths
4. Conclusions
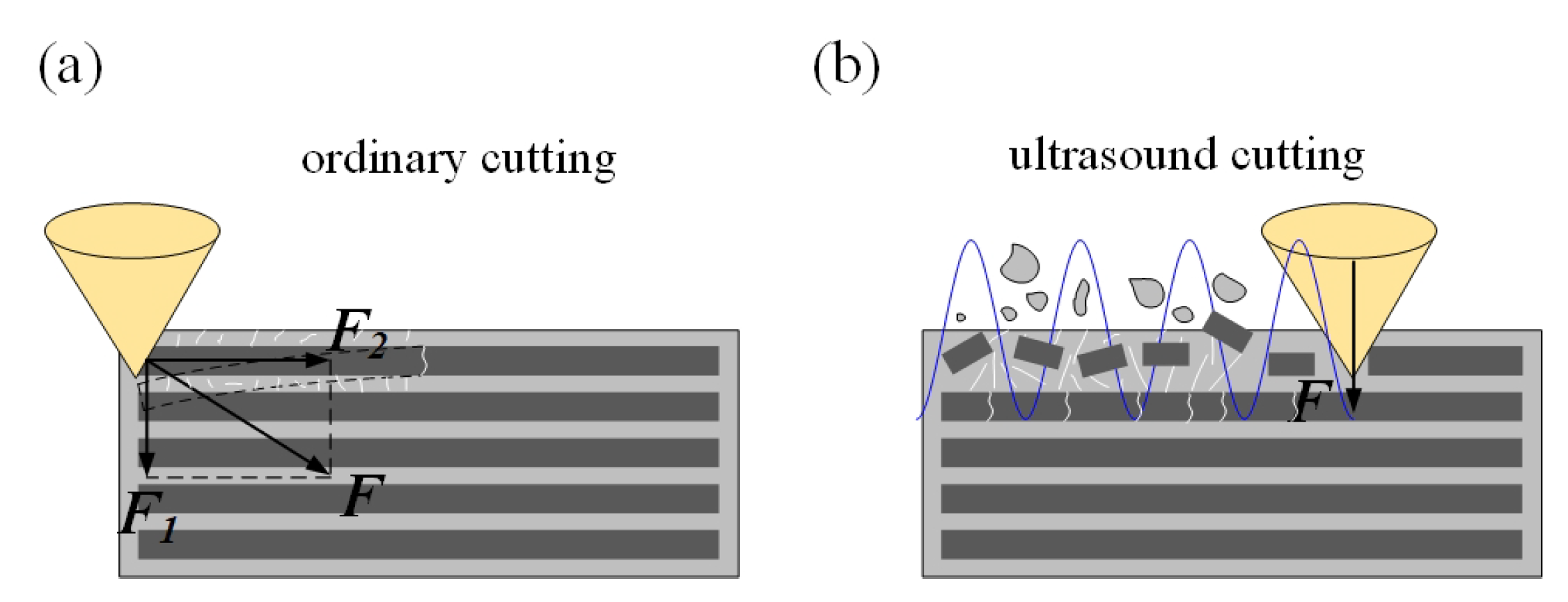
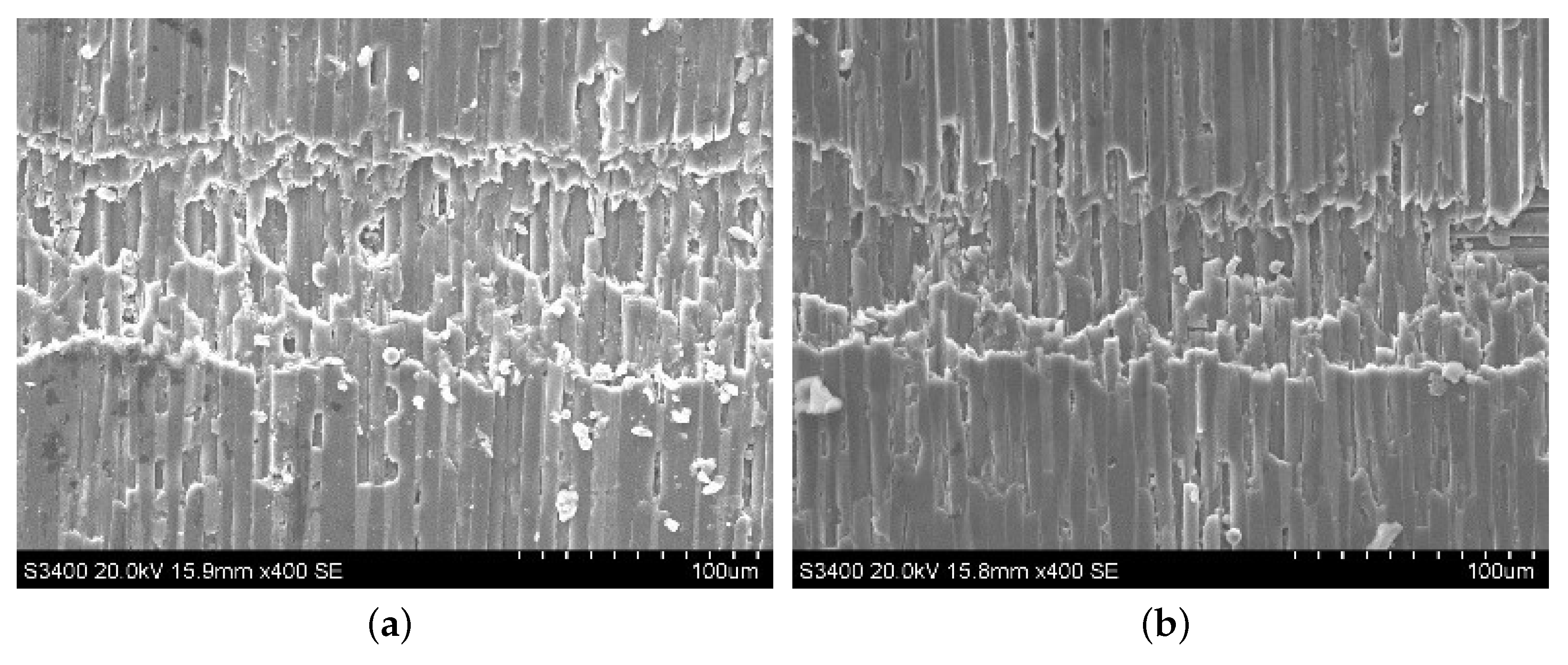
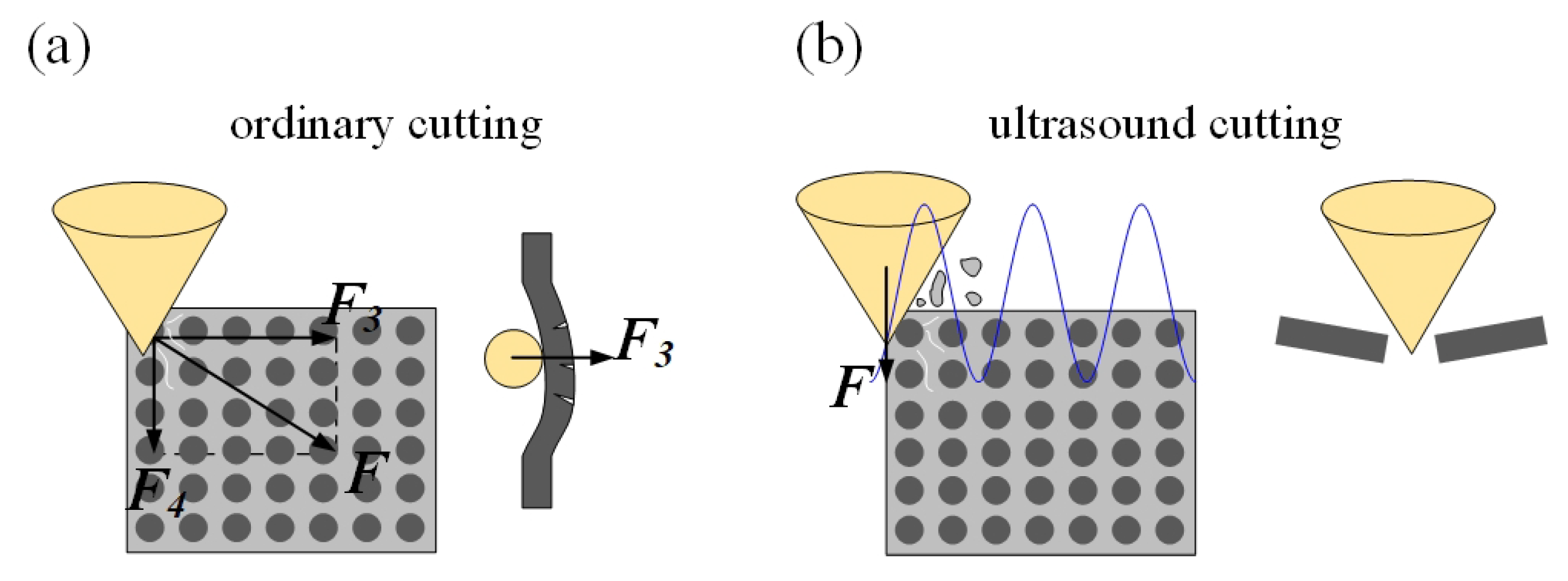
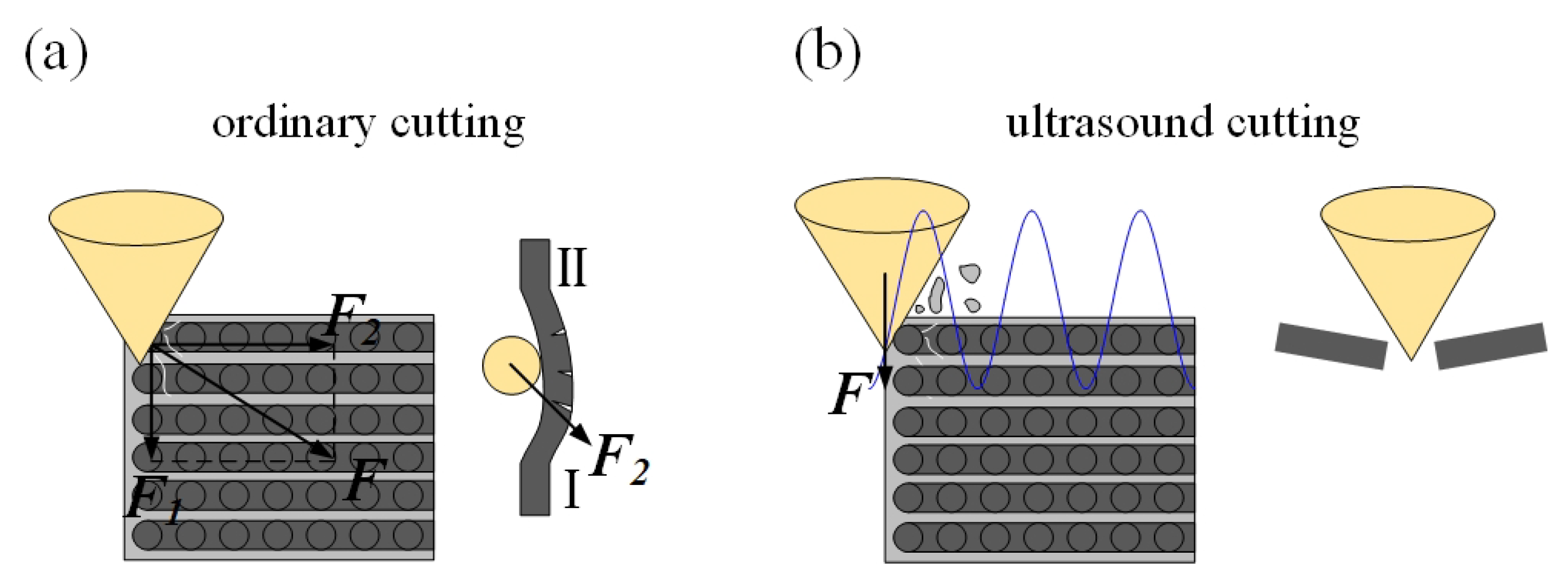
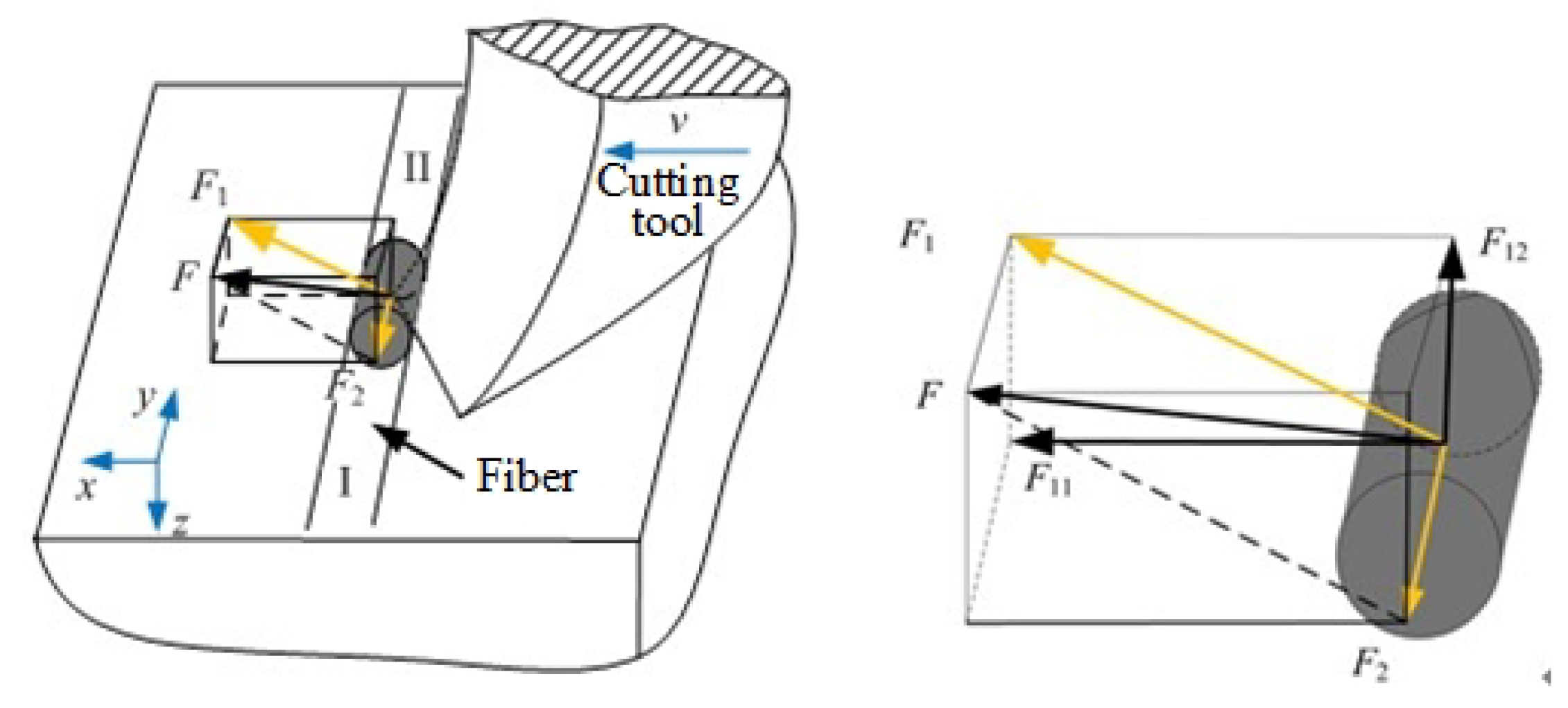
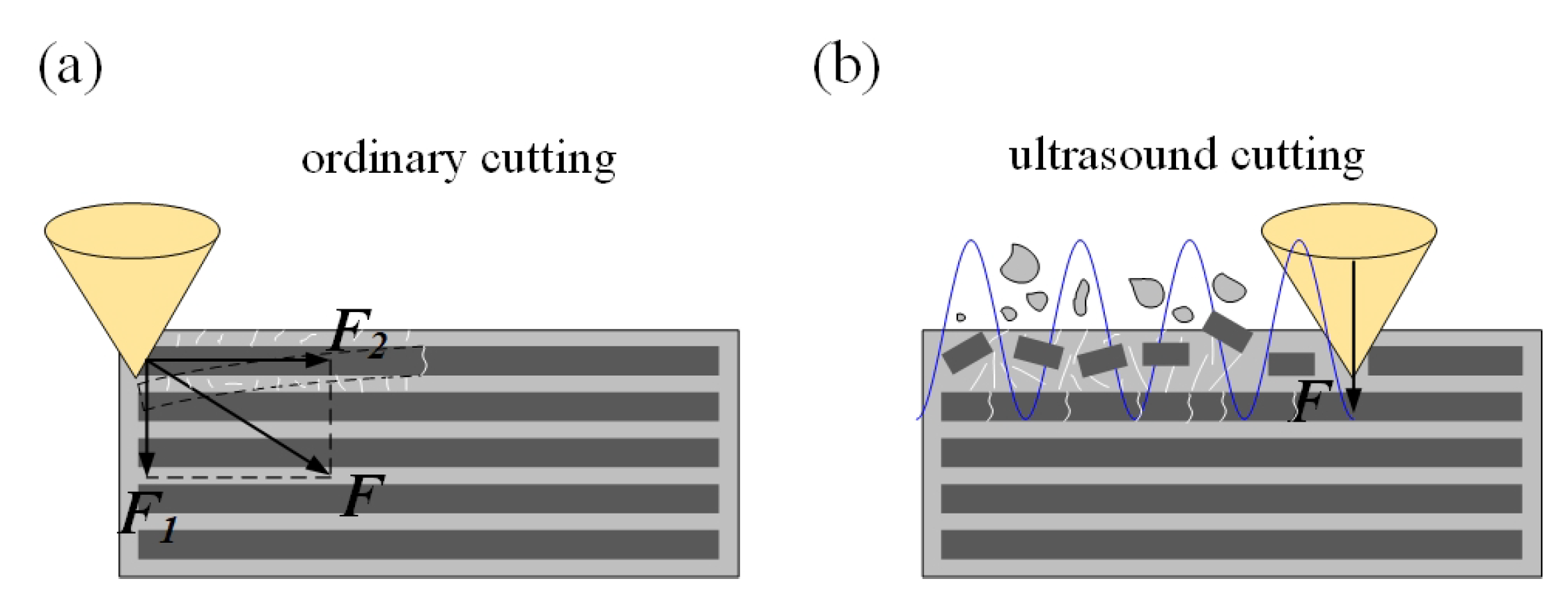
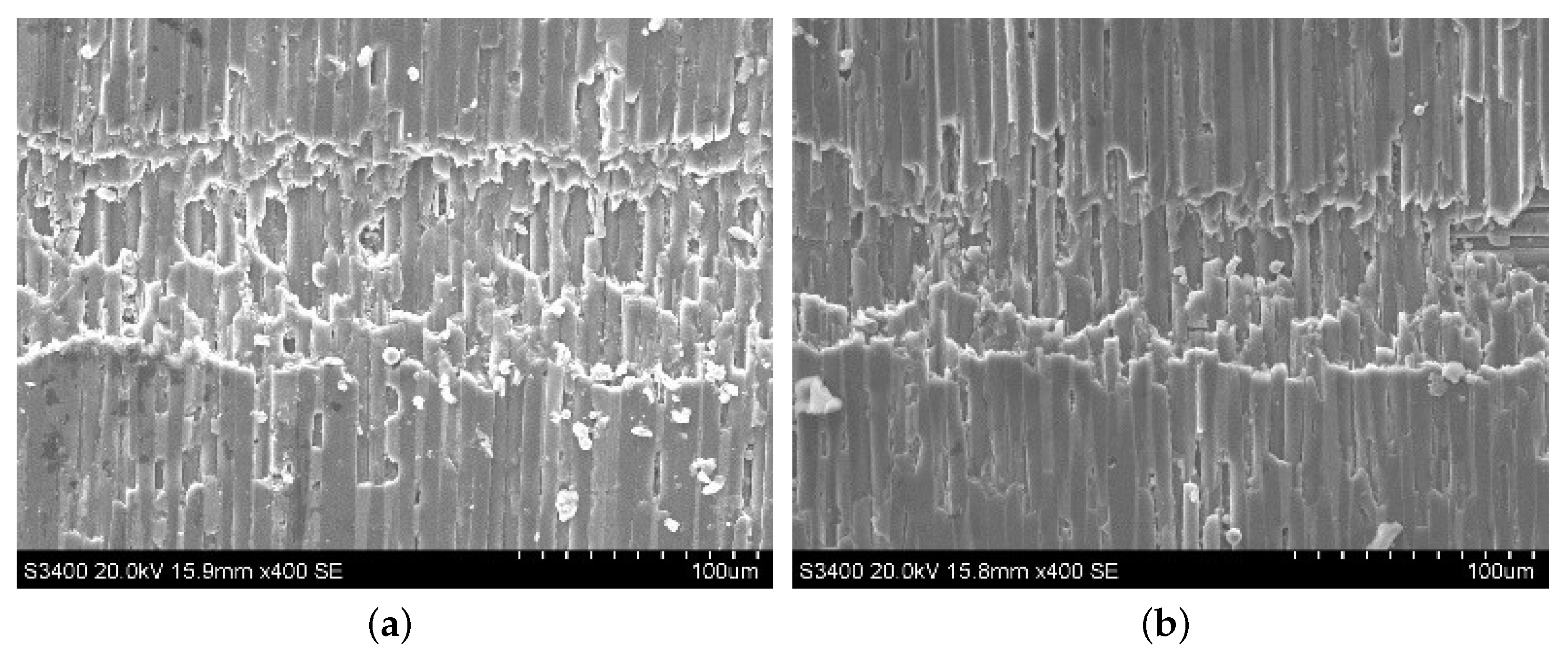
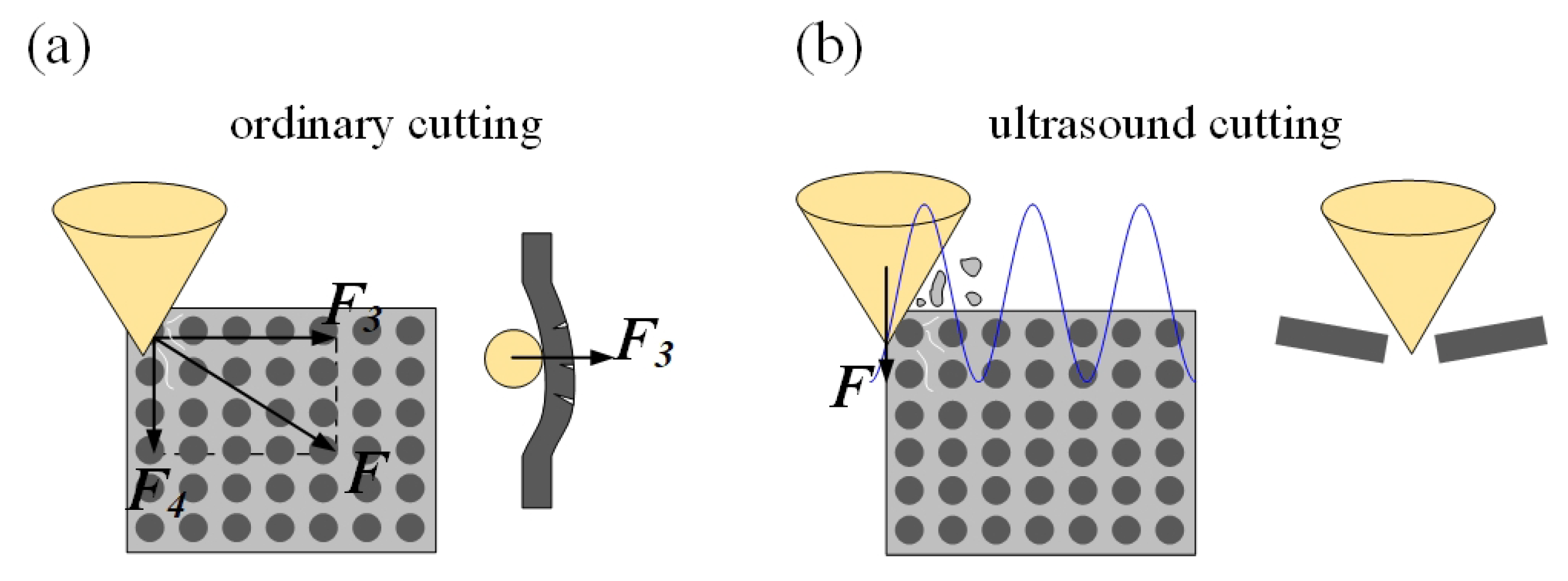
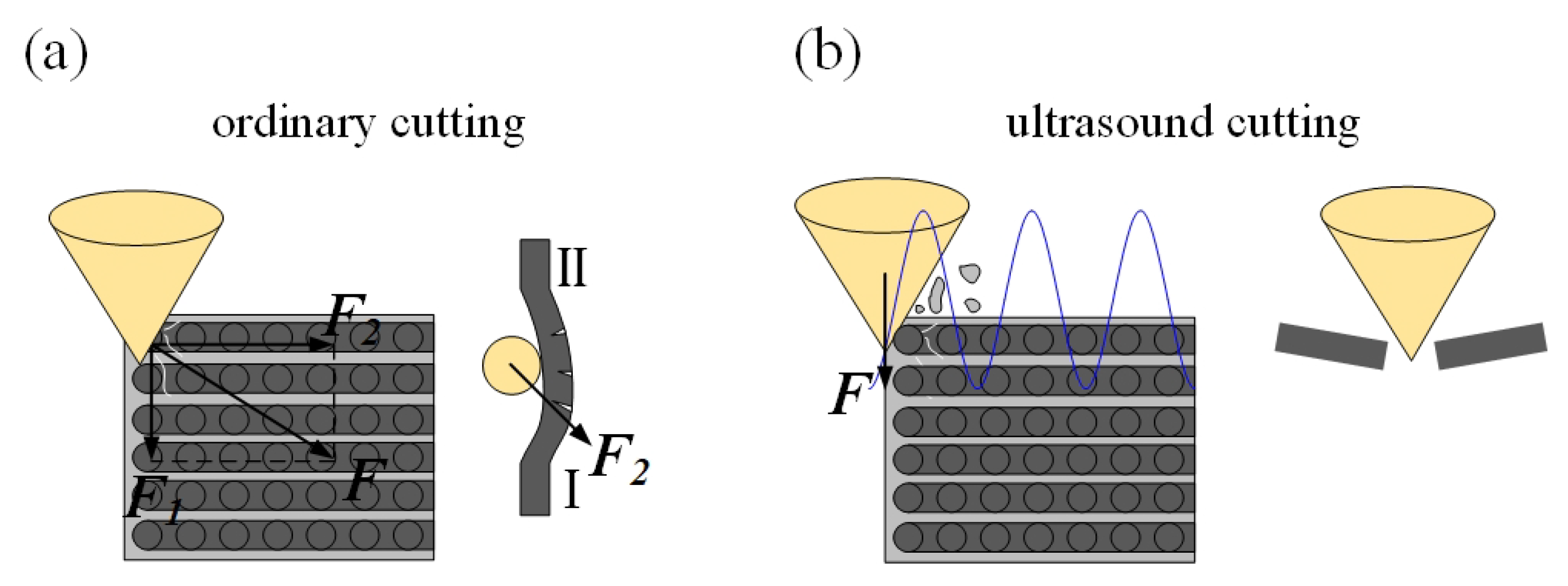
- With different fiber orientation angles, the main failure mode of the carbon fibers by ordinary cutting is bending fracture, while the main failure mode of the carbon fibers by ultrasound cutting is shear fracture;
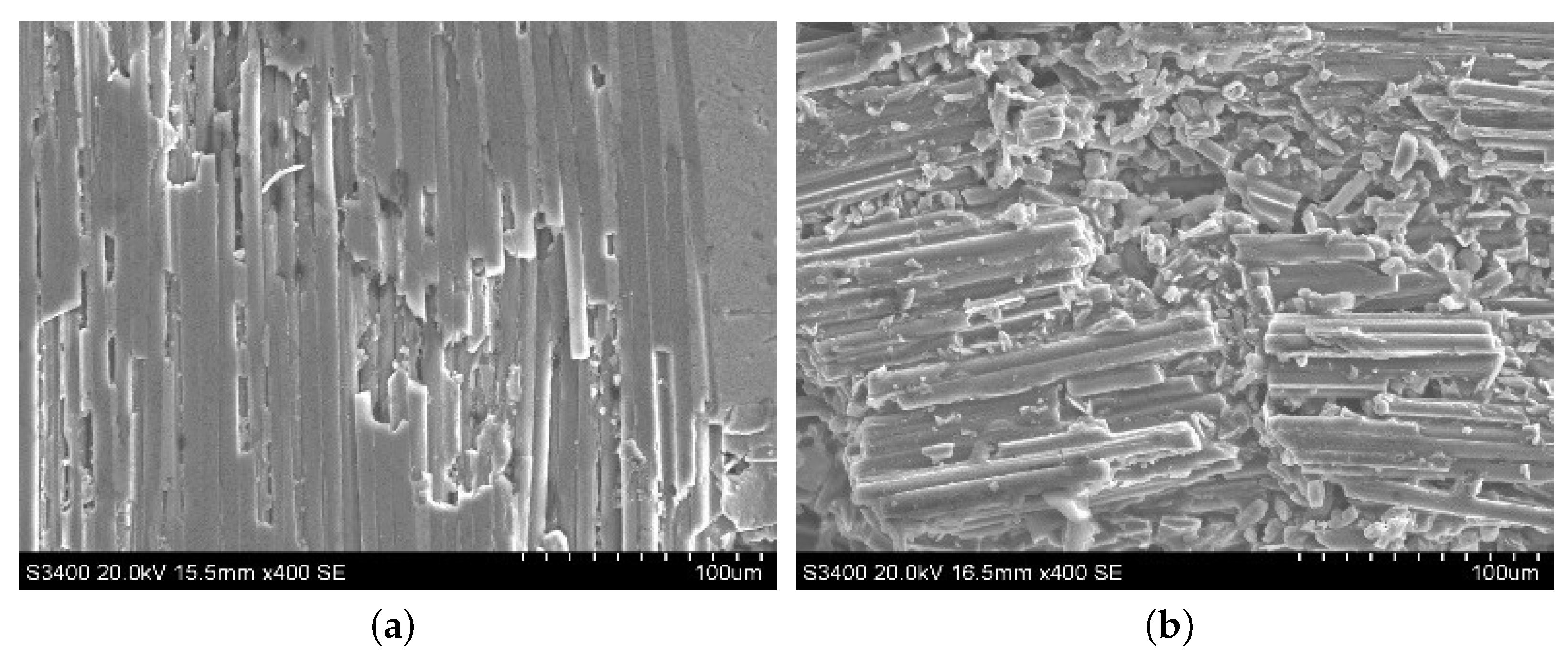
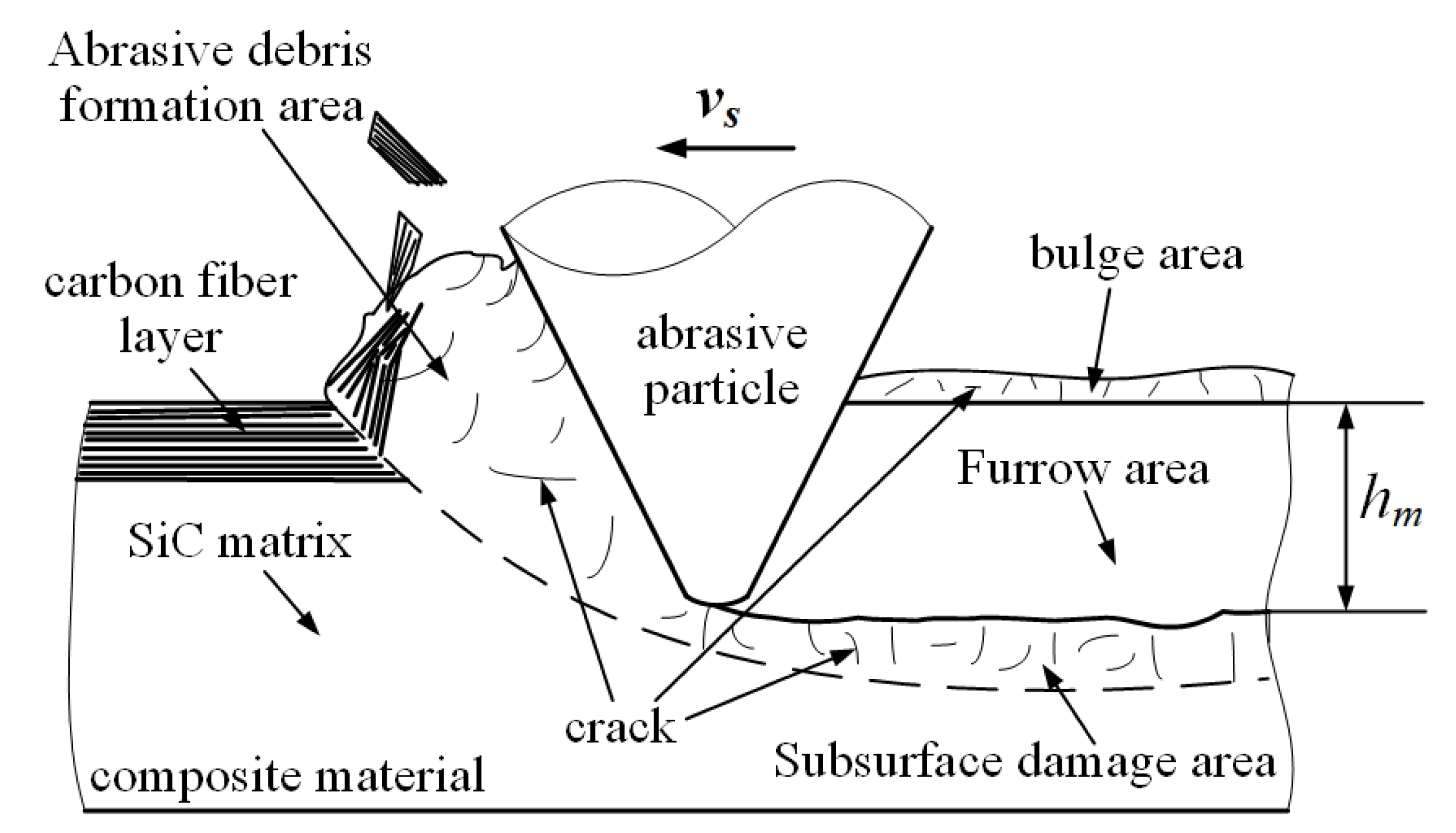
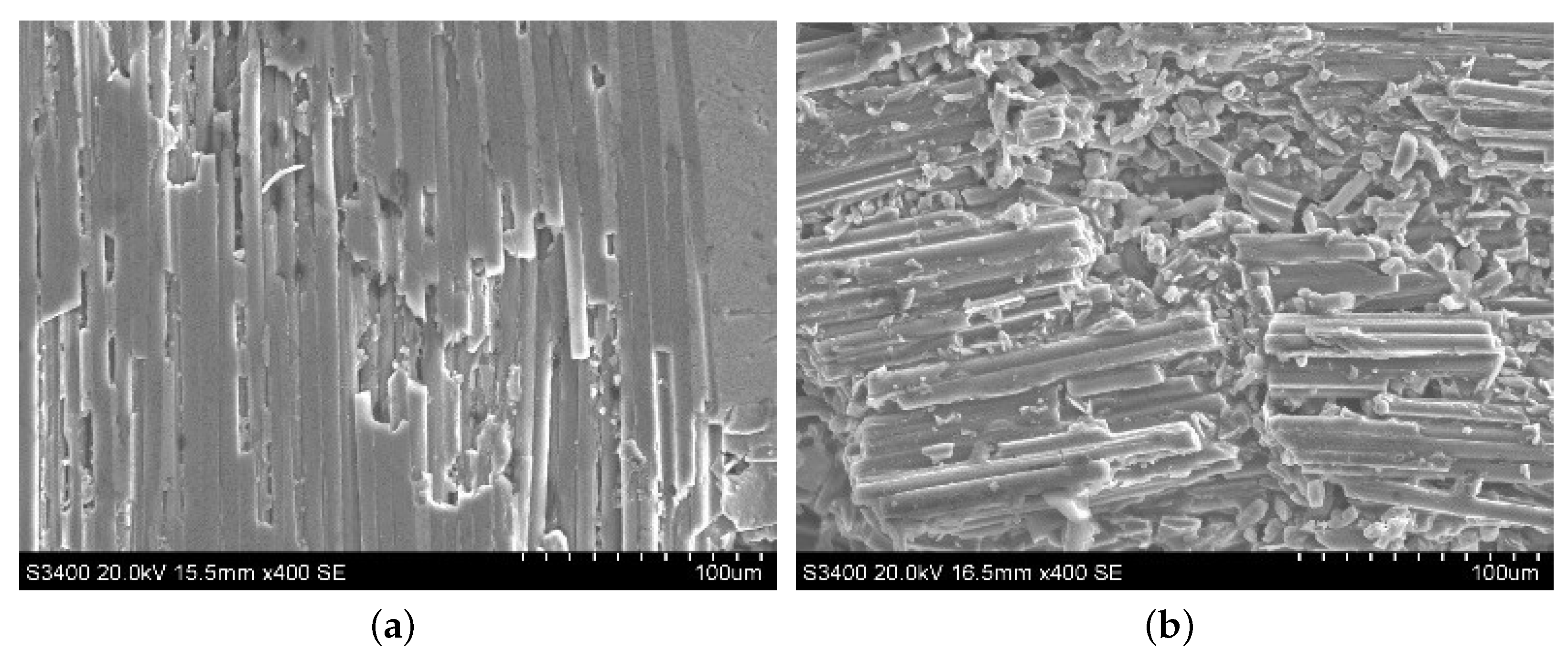
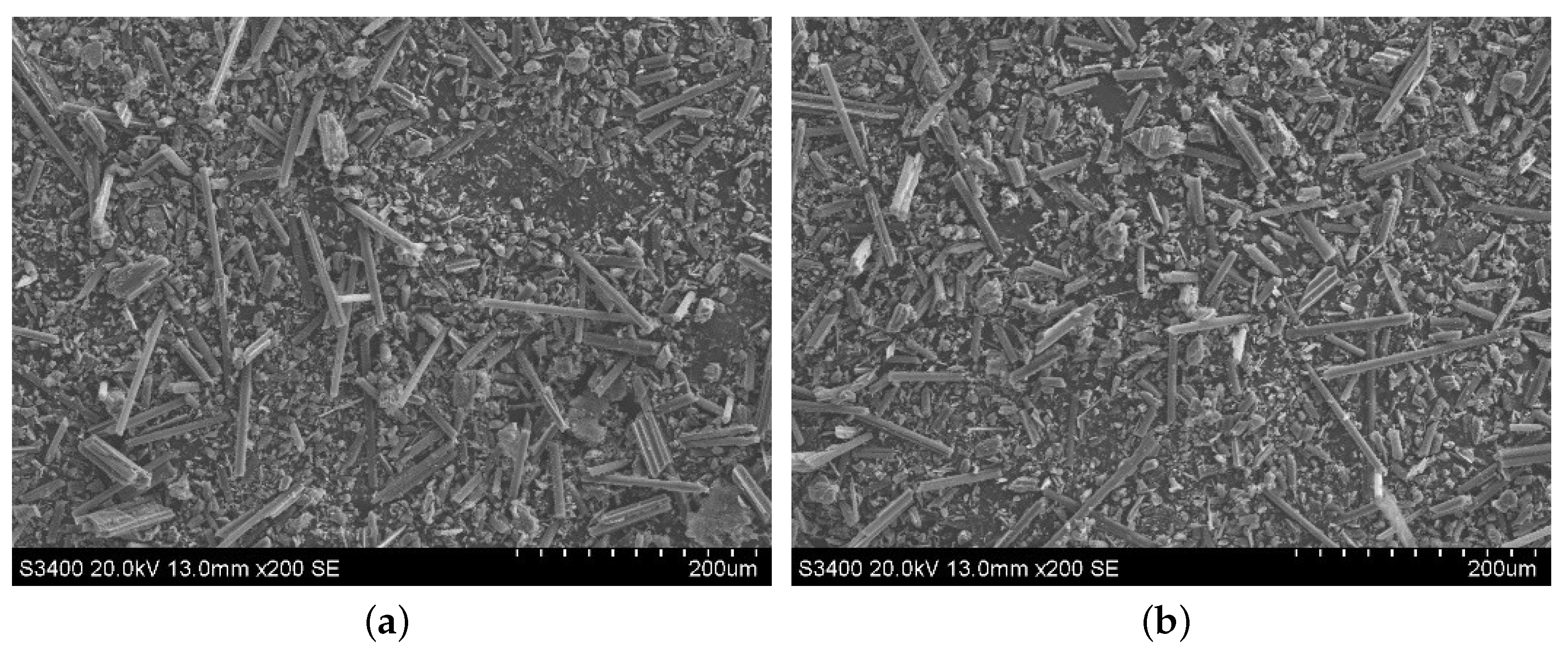
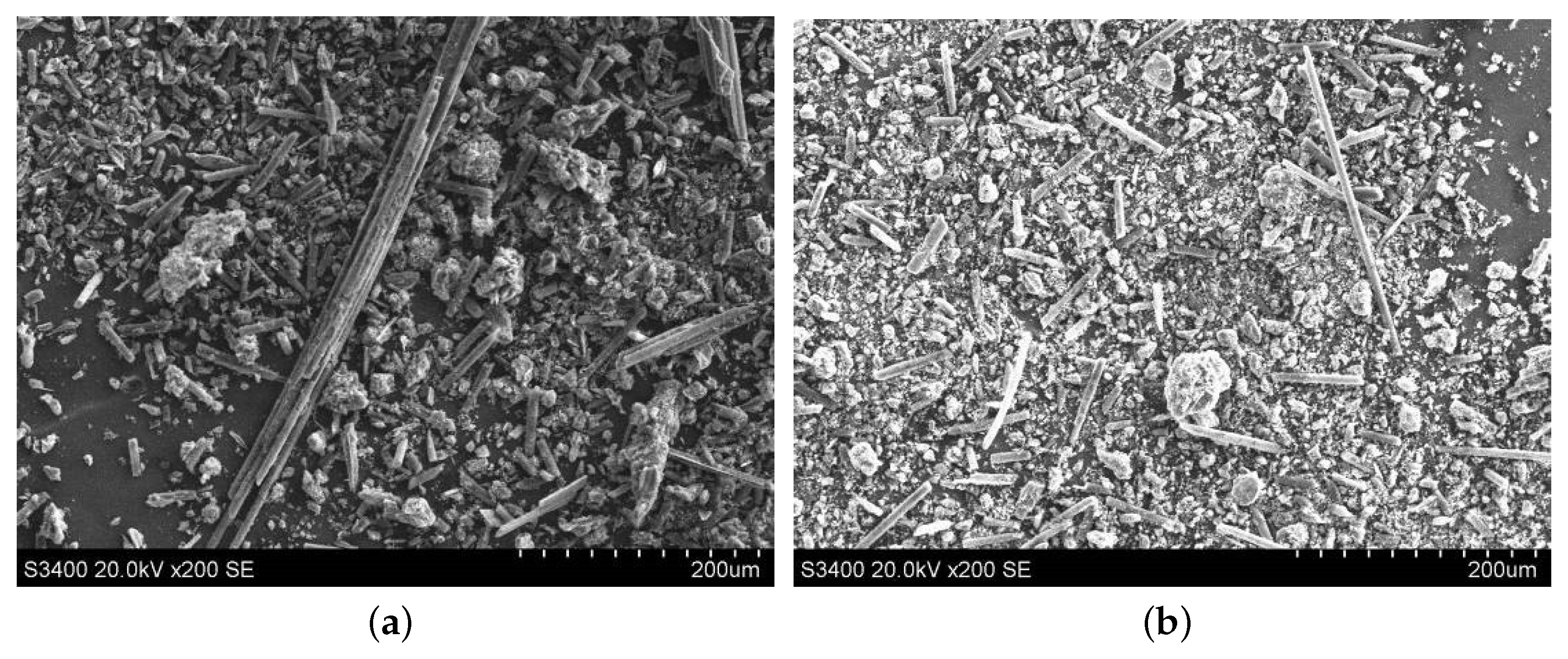
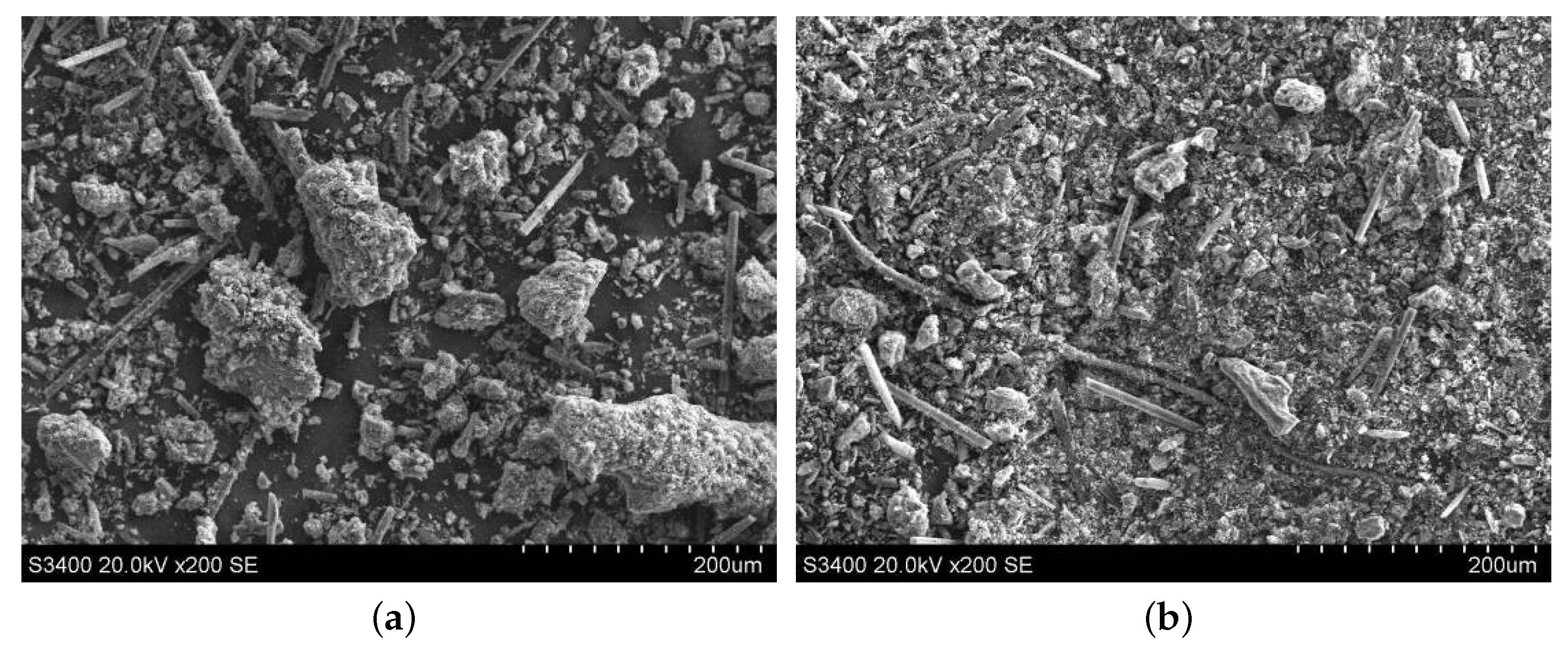
- With the increase of cutting depth, the sizes of the SiC matrix piece and carbon fibers bar by ordinary cutting tend to increase to be larger and longer. However, due to periodic high-frequency strike of the abrasive particle on the matrix, the SiC matrix is more fully broken under ultrasound cutting conditions remaining powdery and the abrasive debris of the carbon fibers is short bar, which are not much affected by the change of ;
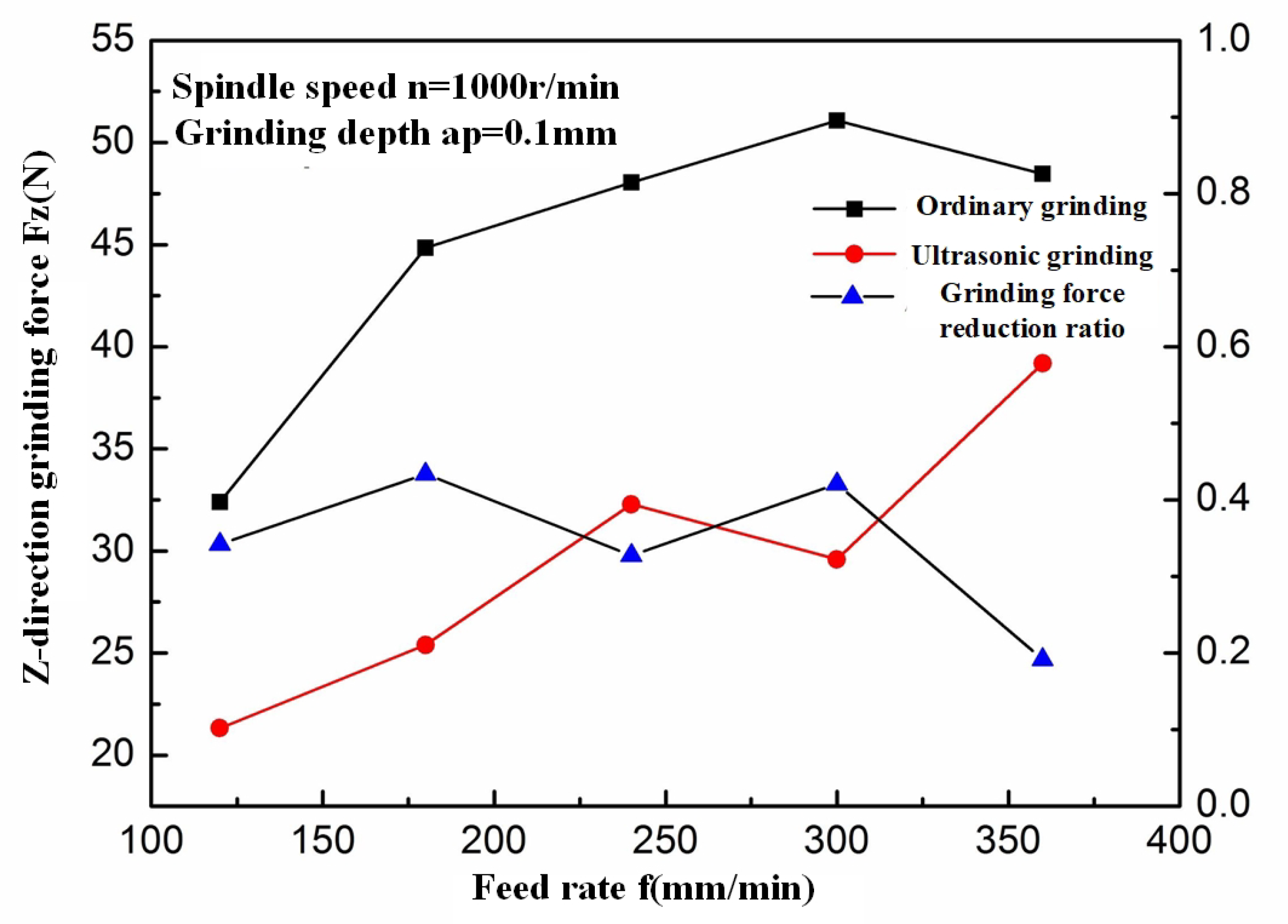
- Ultrasound vibration grinding of C/SiC composites has the advantages of reducing grinding forces; under the conditions of ultrasonic vibration-assisted grinding, the grinding force is reduced to varying degrees, and the maximum reduction ratio reaches about 60%, which means that ultrasonic vibration is more effective for the material removal.
Author Contributions
Funding
Conflicts of Interest
References
- Krenkel, W.; Henke, T.; Mason, N. In-situ joined CMC components. In Key Engineering Materials; Trans Tech Publ.: Zurich, Switzerland, 1997; Volume 127, pp. 313–320. [Google Scholar]
- Liu, W.; Wei, Y.; Deng, J. Carbon-fiber-reinforced C-SiC binary matrix composites. Carbon 1995, 33, 441–447. [Google Scholar] [CrossRef]
- Zhao, D.L.; Yin, H.F.; Luo, F.; Zhou, W.C. Microstructure and Mechanical Property of 3D Textile C/SiC Composites Fabricated by Chemical Vapor Infiltration. In Advanced Materials Research; Trans Tech Publ.: Zurich, Switzerland, 2006; Volume 11, pp. 81–84. [Google Scholar]
- Strife, J.R.; Sheehan, J.E. Ceramic coatings for carbon-carbon composites. Am. Ceram. Soc. Bull. 1988, 67, 369–374. [Google Scholar]
- Popov, A.; Gasik, M. High-temperature advanced ceramic coatings for carbon-carbon fibre composites. Br. Caramic Proc. 1993, 115–119. [Google Scholar]
- Campbell, T.; Ting, J.; Avitabile, P.; Min, J. Dynamic Properties of 3D Reinforced C/SiC for the RS-2200 Linear Aerospike Engine. In 24th Annual Conference on Composites, Advanced Ceramics, Materials, and Structures: A: Ceramic Engineering and Science Proceedings; Wiley Online Library: Hoboken, NJ, USA, 2000; pp. 517–524. [Google Scholar]
- Xiao, P.; Xiong, X.; Zhang, H.b.; Huang, B.y. Progress and application of C/C-SiC ceramic braking materials. Chin. J. Nonferrous Met. 2005, 15, 667. [Google Scholar]
- Hu, B.; Yang, Z.; Yang, Z. Present Situation and Development Trend of Study on Machining Processing of Composite Materials. Aerosp. Mater. Technol. 2000, 5, 24–31. [Google Scholar]
- Xie, J. Structure and Mechanical Properties of C/SiC Composites. Master’s Thesis, Central South University, Changsha, China, 2007. [Google Scholar]
- Wu, Q. Study on Preparation and Properties of C/C-SiC Composites for Automobile Brake. Master’s Thesis, Central South University, Changsha, China, 2005. [Google Scholar]
- Zhang, Z.; Hao, Z.B.; Yan, L.S. Preparation Methods and Application of C/C-SiC Composites. Carbon 2008, 2, 29–35. [Google Scholar]
- Curry, D.M.; Kowal, J.; Sawyer, J.W. Application of carbon-carbon and silicon carbide composites to reusable launch vehicles. In Proceedings of the AIAA Space Transportation Symposium, Huntsville, Alabama, 11–12 April 2002; Volume 12. [Google Scholar]
- Hald, H.; Weihs, H.; Benitsch, B.; Fischer, I.; Reimer, T.; Winkelmann, P.; Gülhan, A. Development of a CMC nose cap system for X-38. In Proceedings of the International Symposium on Atmospheric Reentry Vehicles and Systems, Arcachon, France, 16–18 March 1999; pp. 16–18. [Google Scholar]
- Deng, J.; Liu, W.; Wei, Y.; Wang, Z. Preparation of carbon fiber reinforced carbon-silicon carbide gradient matrix composites by chemical vapor infiltration. Carbon 1995, 2, 4–8. [Google Scholar]
- Shen, J.; Wang, J.; Jiang, B.; Xu, X. Study on wear of diamond wheel in ultrasonic vibration-assisted grinding ceramic. Wear 2015, 332, 788–793. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.; Su, H.; Gong, X.; Wu, K. Wear of diamond grinding wheel in ultrasonic vibration-assisted grinding of silicon carbide. Int. J. Adv. Manuf. Technol. 2014, 71, 1929–1938. [Google Scholar] [CrossRef]
- Zhang, J.H.; Zhao, Y.; Zhang, S.; Wei, Z. Kinematic analysis of ultrasonic vibration assisted micro end grinding. In Key Engineering Materials; Trans Tech Publ.: Zurich, Switzerland, 2014; Volume 609, pp. 1357–1361. [Google Scholar]
- Peng, Y.; Wu, Y.; Liang, Z.; Guo, Y. Kinematical characteristics of two-dimensional vertical ultrasonic vibration-assisted grinding technology. In Proceedings of the 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies. International Society for Optics and Photonics, Dalian, China, 26–29 April 2010; Volume 7655, p. 765508. [Google Scholar]
- Xiao, X.z.; Zheng, K.; Liao, W.h. Prediction model of cutting force in ultrasonic vibration assisted grinding of zirconia ceramics. J. Vib. Shock 2015, 34, 24. [Google Scholar]
- Wang, Y.; Lin, B.; Wang, S.L.; Cao, X.Y. Study on grinding force model in ultrasonic vibration assisted grinding for ductile materials. In Materials Science Forum; Trans Tech Publ.: Zurich, Switzerland, 2014; Volume 770, pp. 207–212. [Google Scholar]
- Zhang, H.L.; Zhang, J.H. Brittle material removal mechanism of ultrasonic vibration assisted grinding. J. Chongqing Univ. 2010, 33, 32–36. [Google Scholar]
- Yan, Y.Y.; Zhao, B.; Liu, J.L. Research on the Surface/Subsurface Damages of ZTA Ceramics under Two-Dimensional Ultrasonic Vibration Assisted Grinding. In Key Engineering Materials; Trans Tech Publ.: Zurich, Switzerland, 2009; Volume 416, pp. 619–623. [Google Scholar]
- Yang, H.; Liu, R.; Zhou, X.; Cao, Y. New Board Material—C/SiC Composite. Mater. Rev. 2012, 1, 20–23. [Google Scholar]
- Krenkel, W.; Henke, T. Design of high performance CMC brake discs. In High Temperature Ceramic Matrix Composites III; Trans Tech Publ.: Zurich, Switzerland, 1998; pp. 421–424. [Google Scholar]
- Jiang, Q. Research on Ultrasonic Torsional Vibration Assisted Milling of C/SiC Composites. Master’s Thesis, Shenyang Aerospace University, Shenyang, China, 2015. [Google Scholar]
- Zhong, F. Experimental Research on Rotary Ultrasonic Vibration Assisted Milling of C/SiC Composites. Master’s Thesis, NanChang Hangkong University, NanChang, China, 2019. [Google Scholar]
- Zhang, C.; Feng, P.; Zhang, J. Ultrasonic vibration-assisted scratch-induced characteristics of C-plane sapphire with a spherical indenter. Int. J. Mach. Tools Manuf. 2013, 64, 38–48. [Google Scholar] [CrossRef]
- Cao, J.; Wu, Y.; Lu, D.; Fujimoto, M.; Nomura, M. Material removal behavior in ultrasonic-assisted scratching of SiC ceramics with a single diamond tool. Int. J. Mach. Tools Manuf. 2014, 79, 49–61. [Google Scholar] [CrossRef]
- Feng, P.; Liang, G.; Zhang, J. Ultrasonic vibration-assisted scratch characteristics of silicon carbide-reinforced aluminum matrix composites. Ceram. Int. 2014, 40, 10817–10823. [Google Scholar] [CrossRef]
- Zha, H.; Feng, P.; Zhang, J.; Yu, D.; Wu, Z. Material removal mechanism in rotary ultrasonic machining of high-volume fraction SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2018, 97, 2099–2109. [Google Scholar] [CrossRef]
- Yin, L.; Zhao, D.L.; Shen, Z. Structure Evolution of 3 D Needled C/CSiC Composites Prepared by Reactive Melt Infiltration. In Proceedings of the 7th National Conference on Functional Materials and Applications, Changsha, China, 15–18 October 2010; pp. 207–211. [Google Scholar]



© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Lu, S.; Xu, D.; Zhang, Y. Research on Material Removal Mechanism of C/SiC Composites in Ultrasound Vibration-Assisted Grinding. Materials 2020, 13, 1918. https://doi.org/10.3390/ma13081918
Wang D, Lu S, Xu D, Zhang Y. Research on Material Removal Mechanism of C/SiC Composites in Ultrasound Vibration-Assisted Grinding. Materials. 2020; 13(8):1918. https://doi.org/10.3390/ma13081918
Chicago/Turabian StyleWang, Dongpo, Shouxiang Lu, Dong Xu, and Yuanlin Zhang. 2020. "Research on Material Removal Mechanism of C/SiC Composites in Ultrasound Vibration-Assisted Grinding" Materials 13, no. 8: 1918. https://doi.org/10.3390/ma13081918
APA StyleWang, D., Lu, S., Xu, D., & Zhang, Y. (2020). Research on Material Removal Mechanism of C/SiC Composites in Ultrasound Vibration-Assisted Grinding. Materials, 13(8), 1918. https://doi.org/10.3390/ma13081918