Experimental and Numerical Investigation on the Effect of Scratch Direction on Material Removal and Friction Characteristic in BK7 Scratching


Abstract
Highlights
- Nanoscratching characteristics of optical glass BK7 using Vickers indenter under different scratch directions were experimentally investigated.
- Both the elastic recovery rate and surface deformation behavior of optical glass BK7 were greatly affected by the scratch direction.
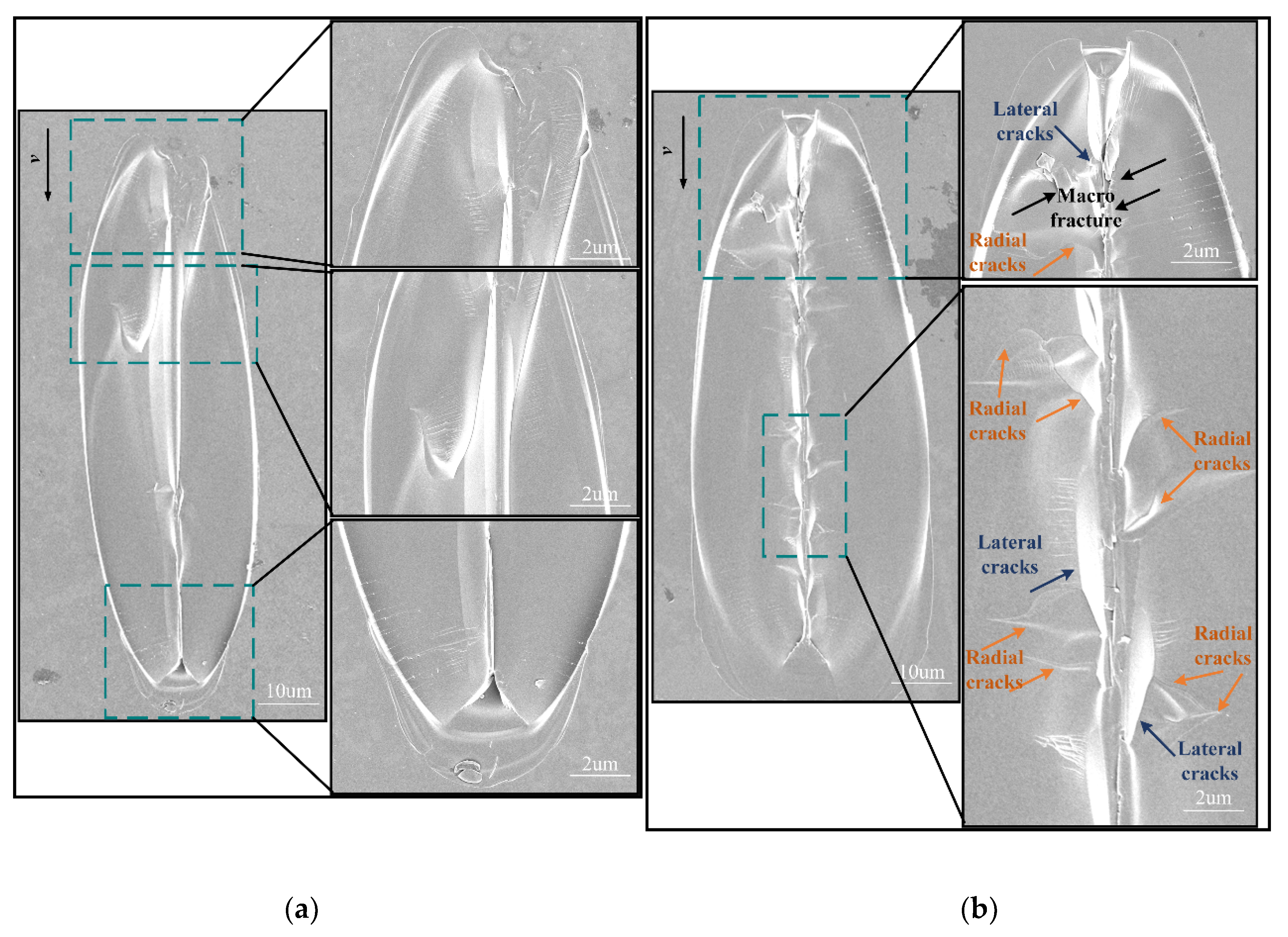
- Lateral cracks were found to be more likely to initiate under face-forward scratch direction.
- A novel theoretical model incorporating the effect of scratch direction was developed to predict the coefficient of friction during scratching.
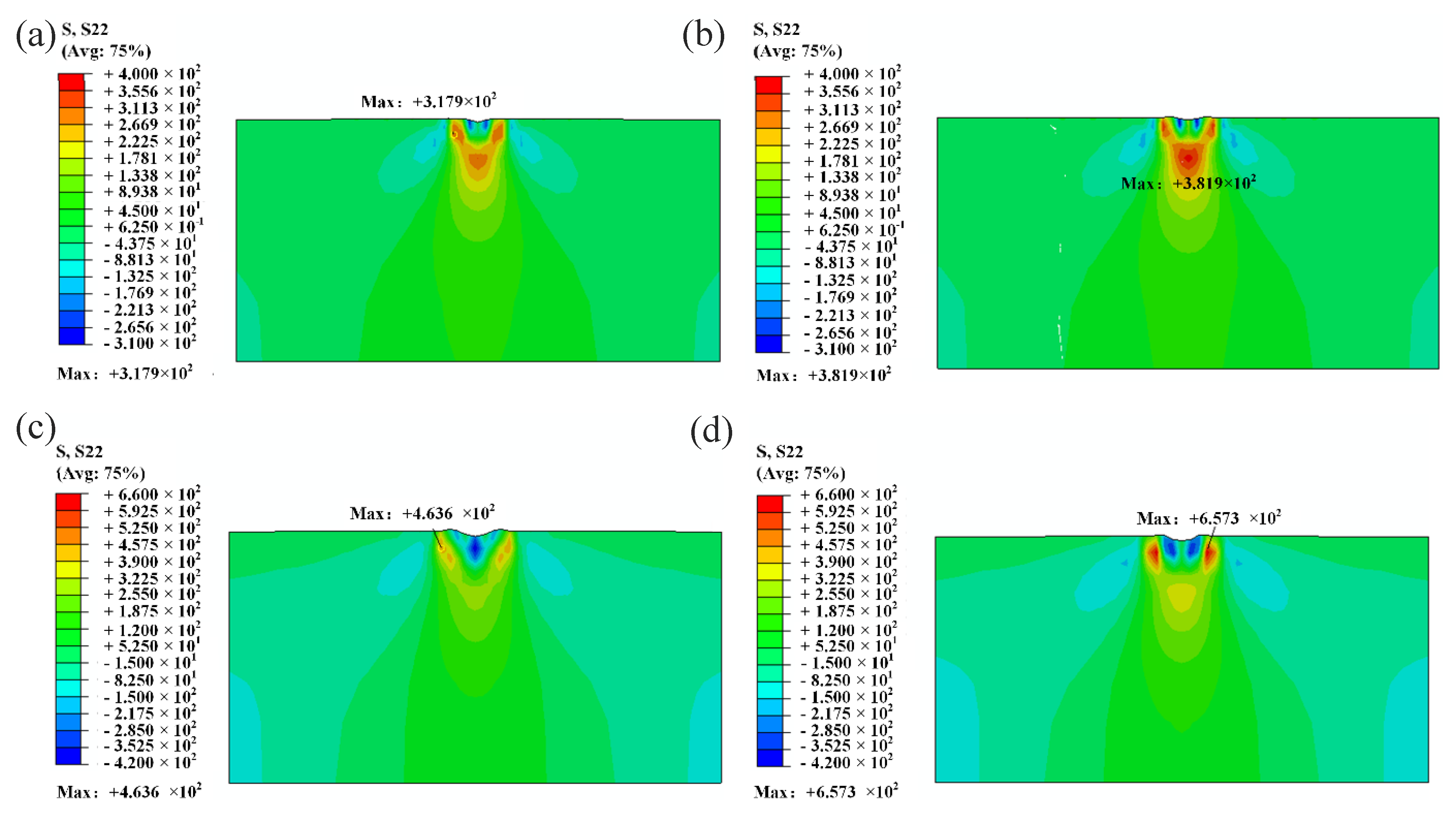
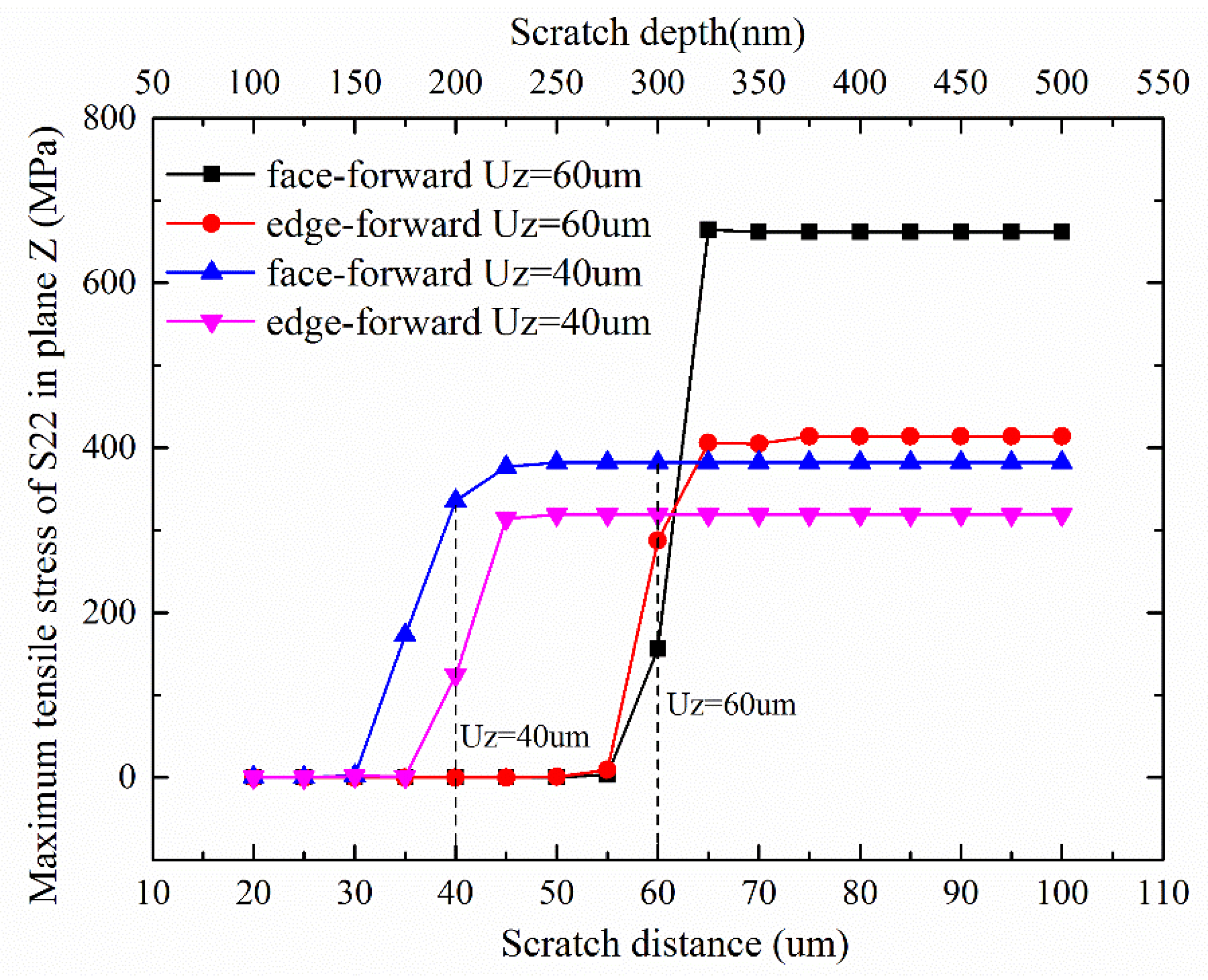
- Stress field analysis after scratching was conducted by finite element method to understand the different crack initiation and propagation behaviors from different scratch directions.
1. Introduction
2. Experimental Details
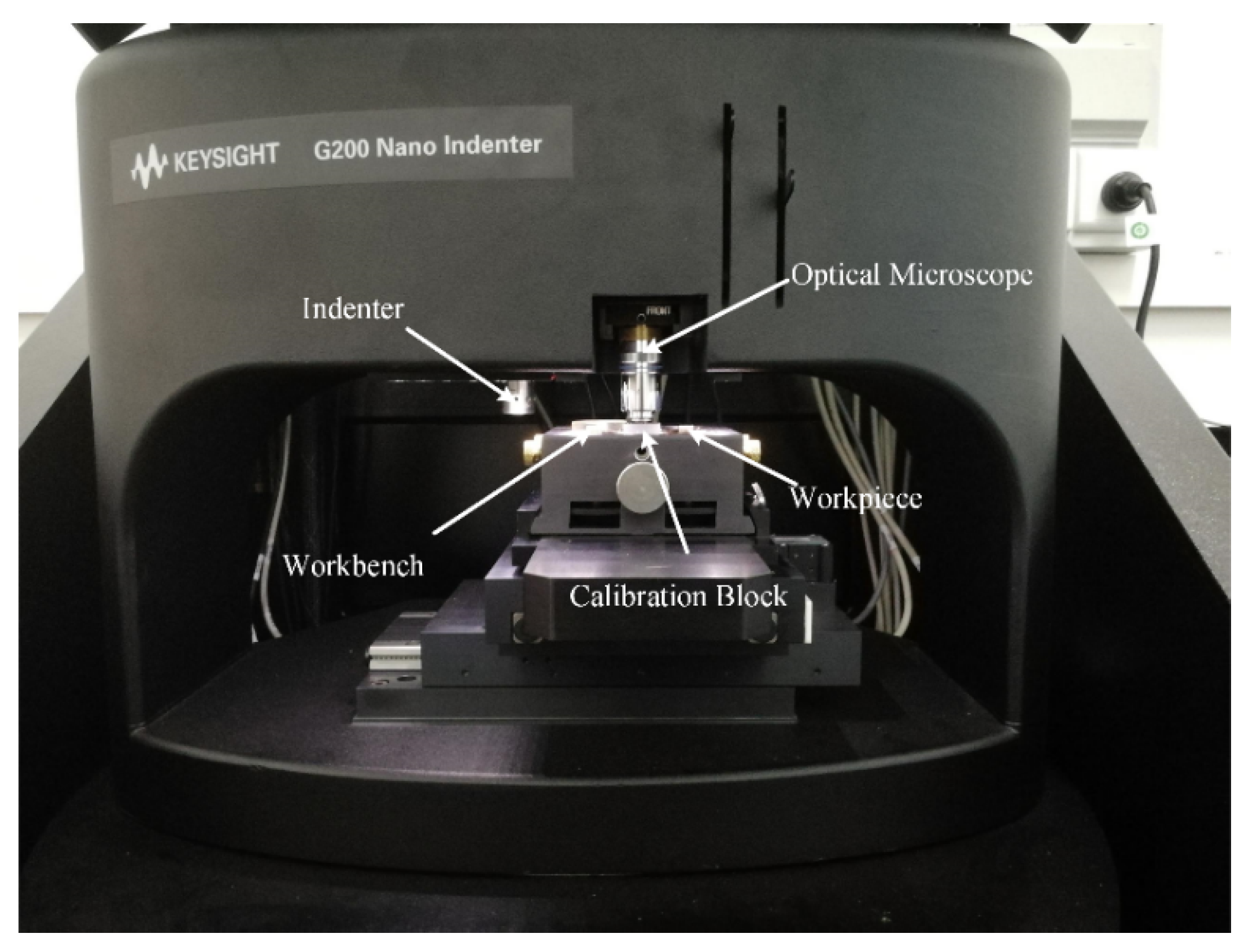
2.1. Experimental Setup
2.2. Specimen Characterization and Measurement
3. Results and Discussion
3.1. The Effect of Scratch Direction on Elastic Recovery Rate
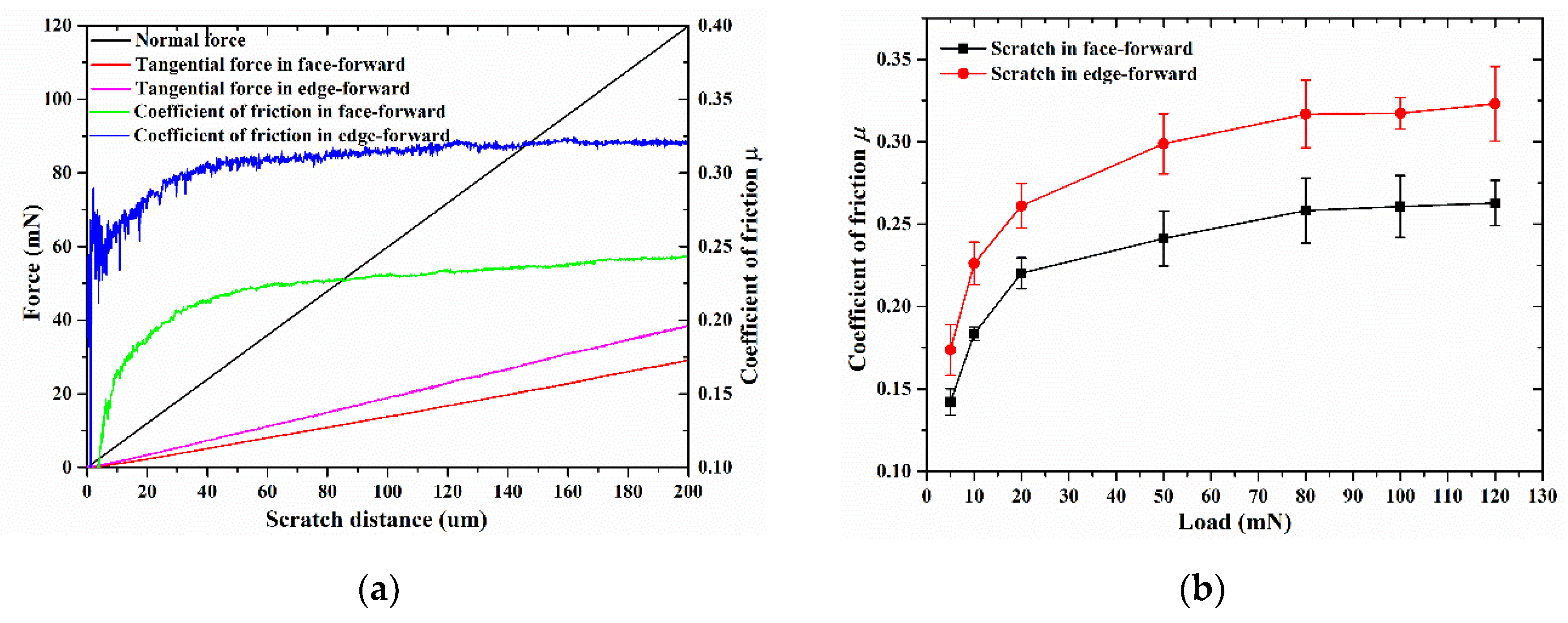
3.2. The Effect of Scratch Direction on Friction Characteristics
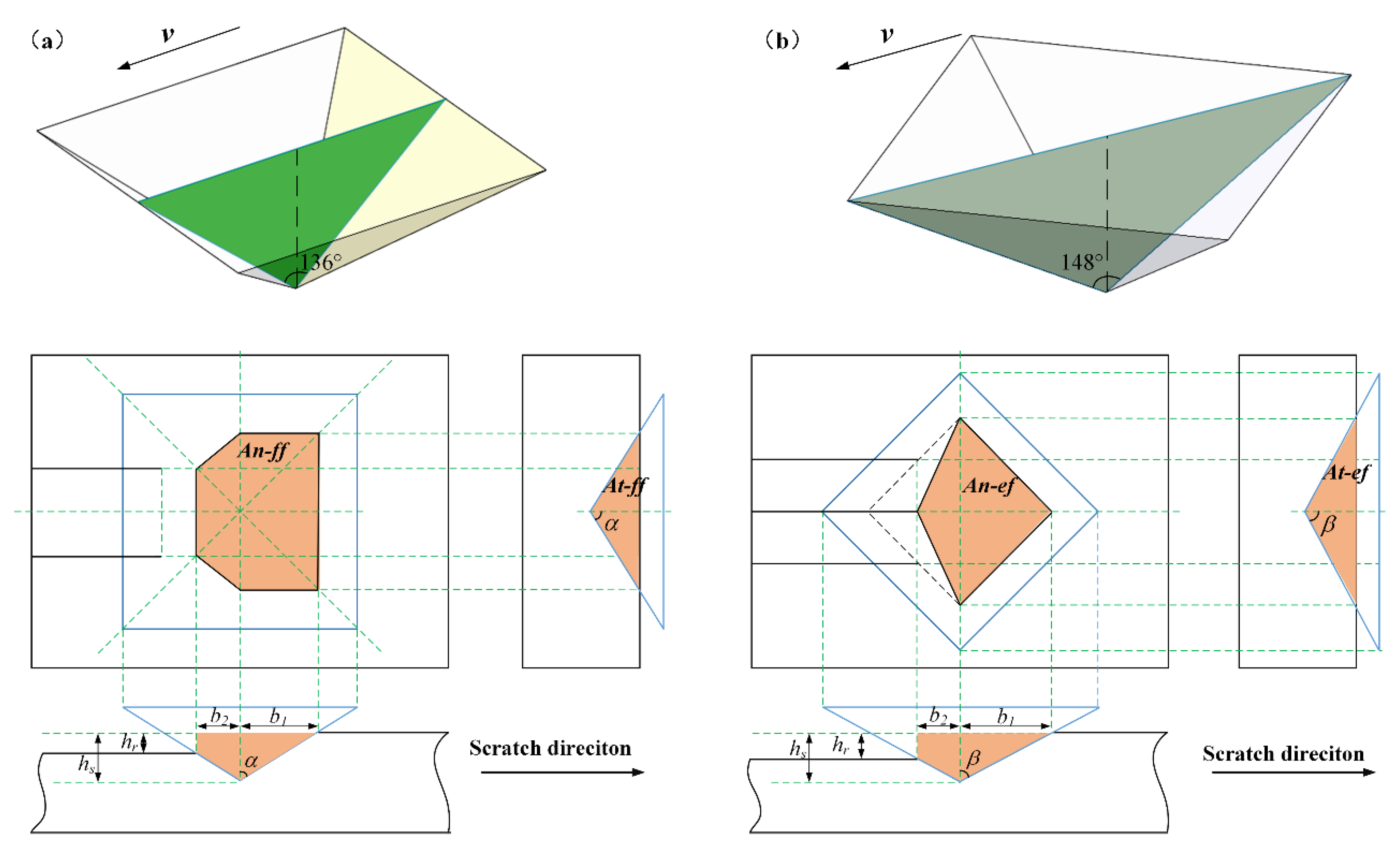
3.2.1. Theoretical COF Model for Edge-Forward and Face-Forward Nanoscratching
3.2.2. Comparison of the Theoretical and Experimental Results
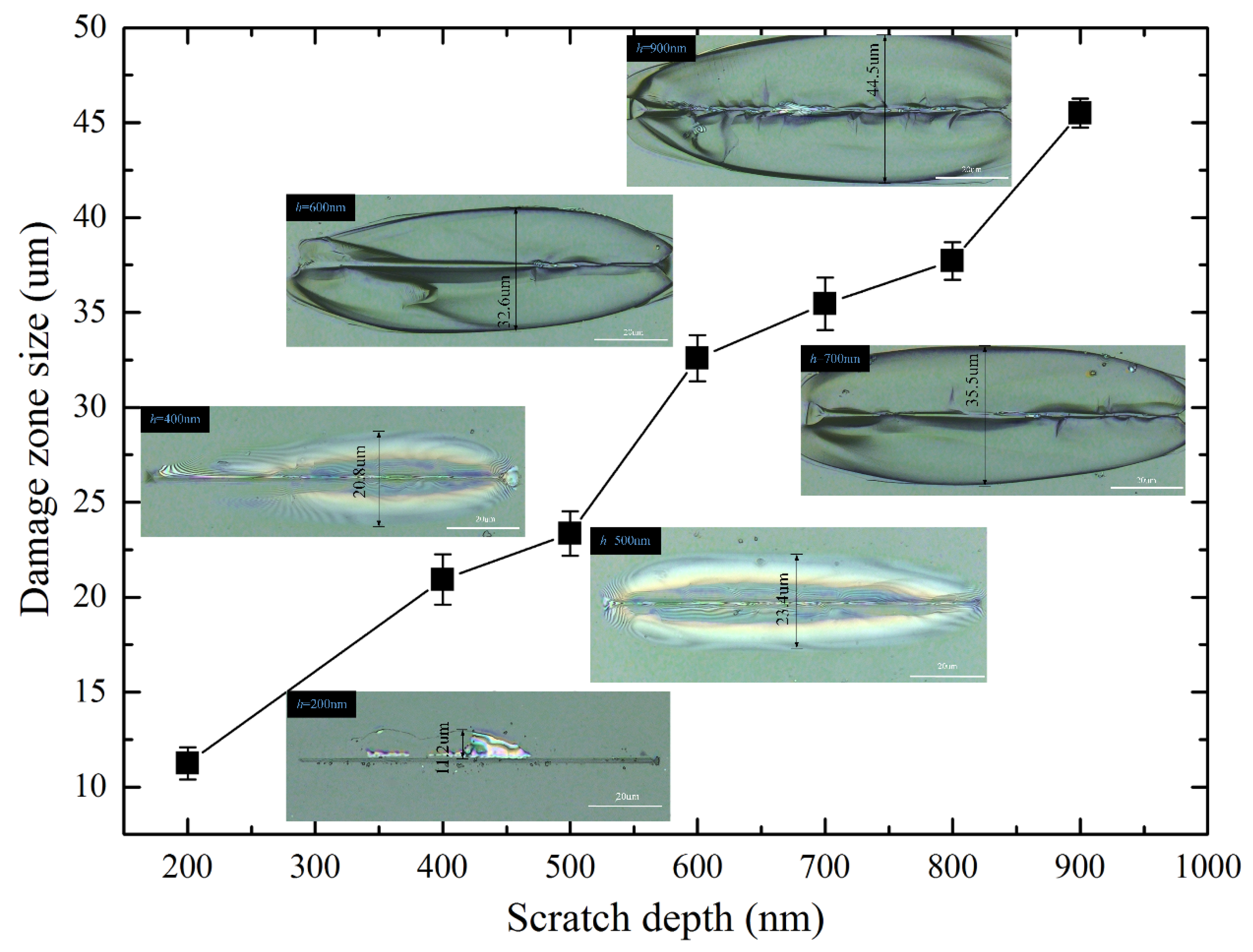
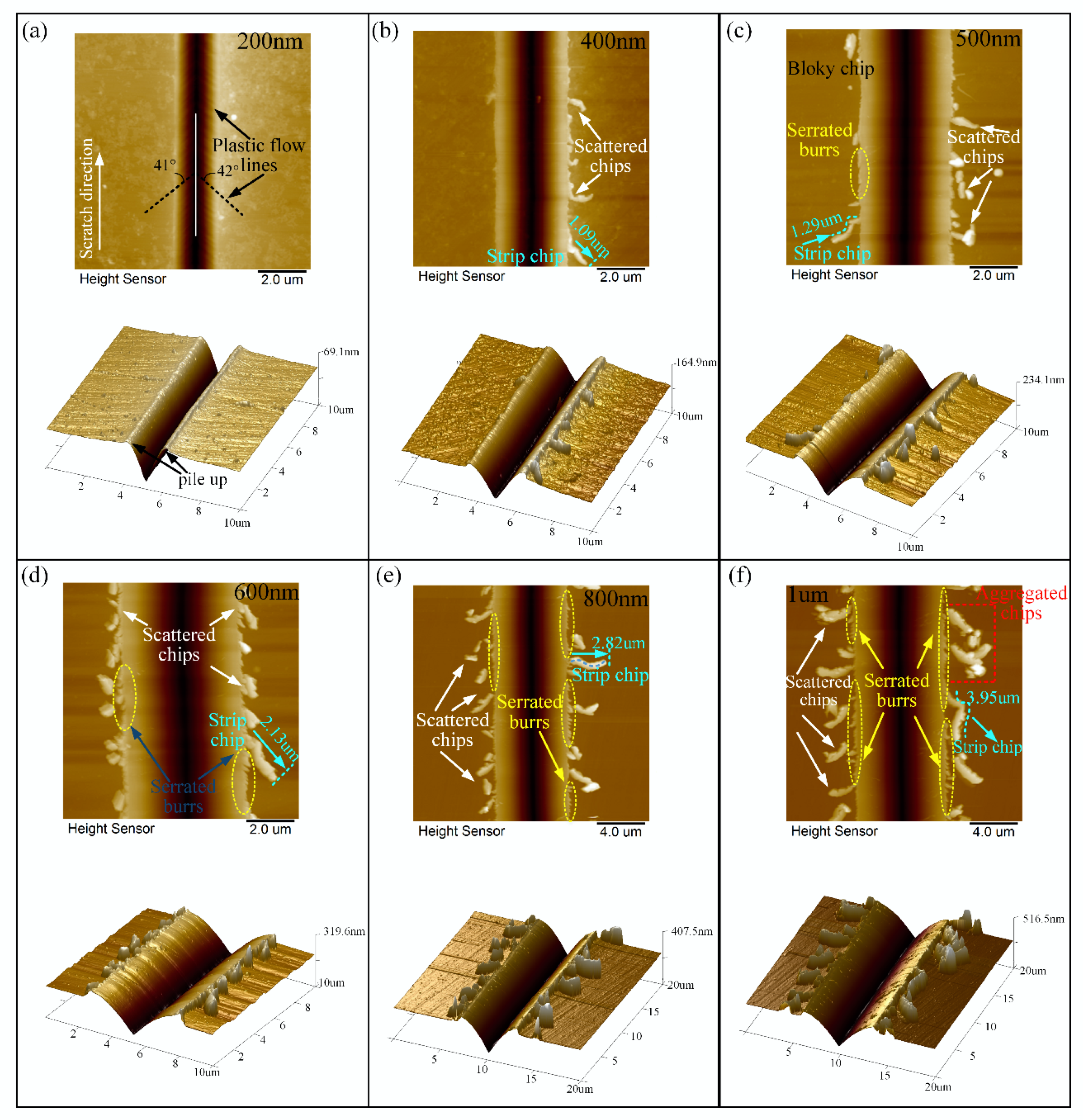
3.3. The Effect of Scratch Direction on Surface Deformation, Lateral Cracks Development, and Material Removal Behavior
3.3.1. Surface Deformation and Material Removal Behavior in Face-Forward Scratching
3.3.2. Surface Deformation and Material Removal Behavior in Edge-Forward Scratching
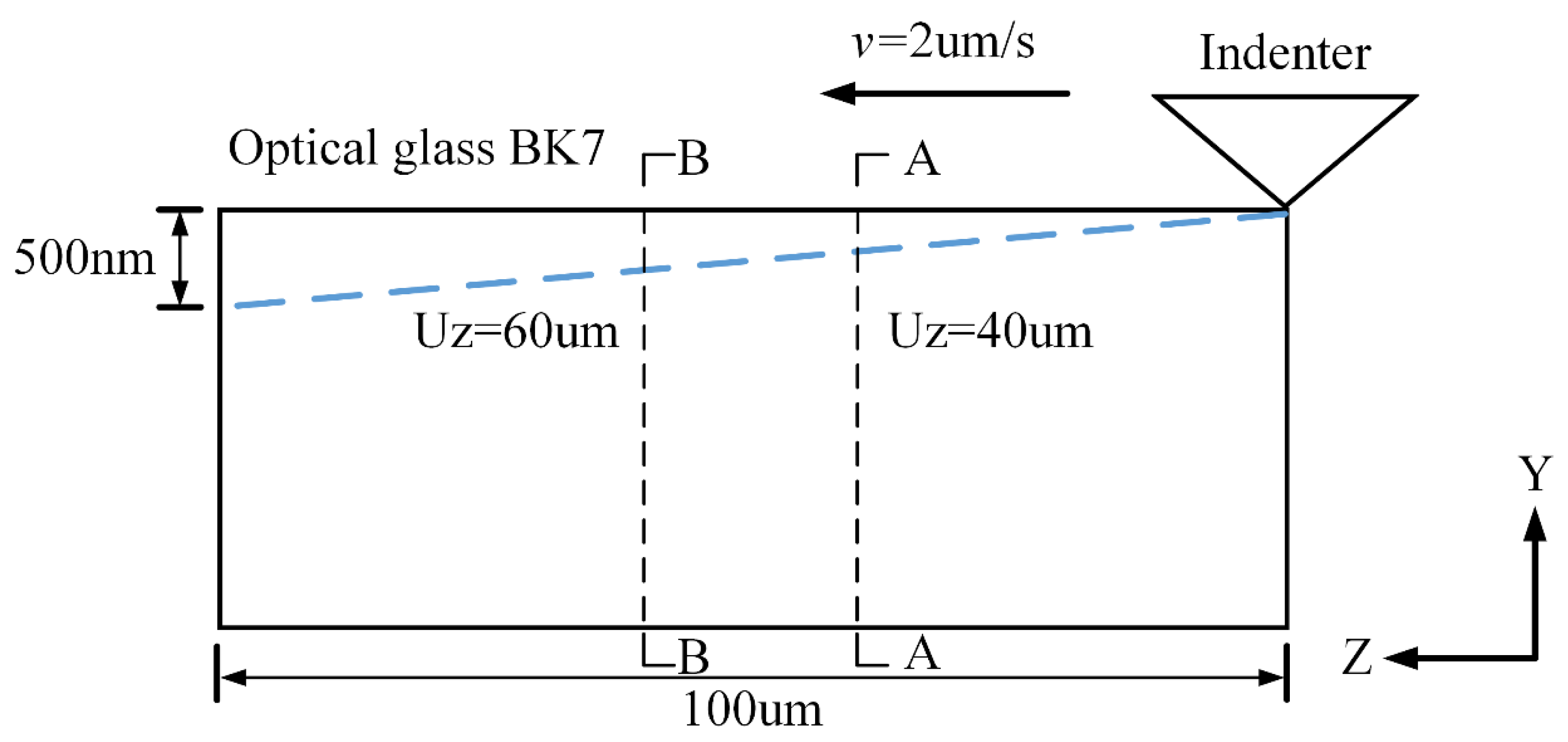
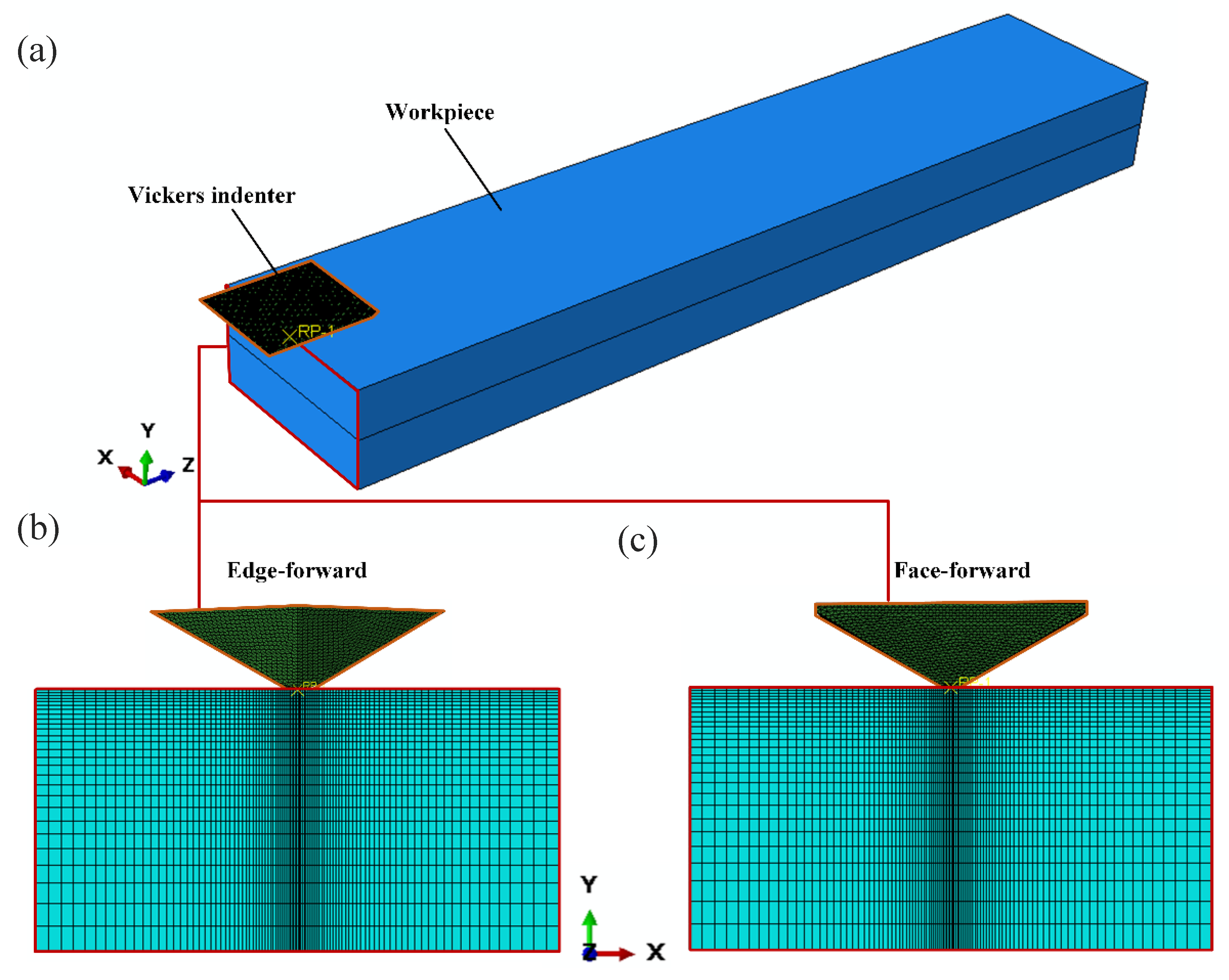
3.4. Numerical Simulation by FEM
4. Conclusions
- (1)
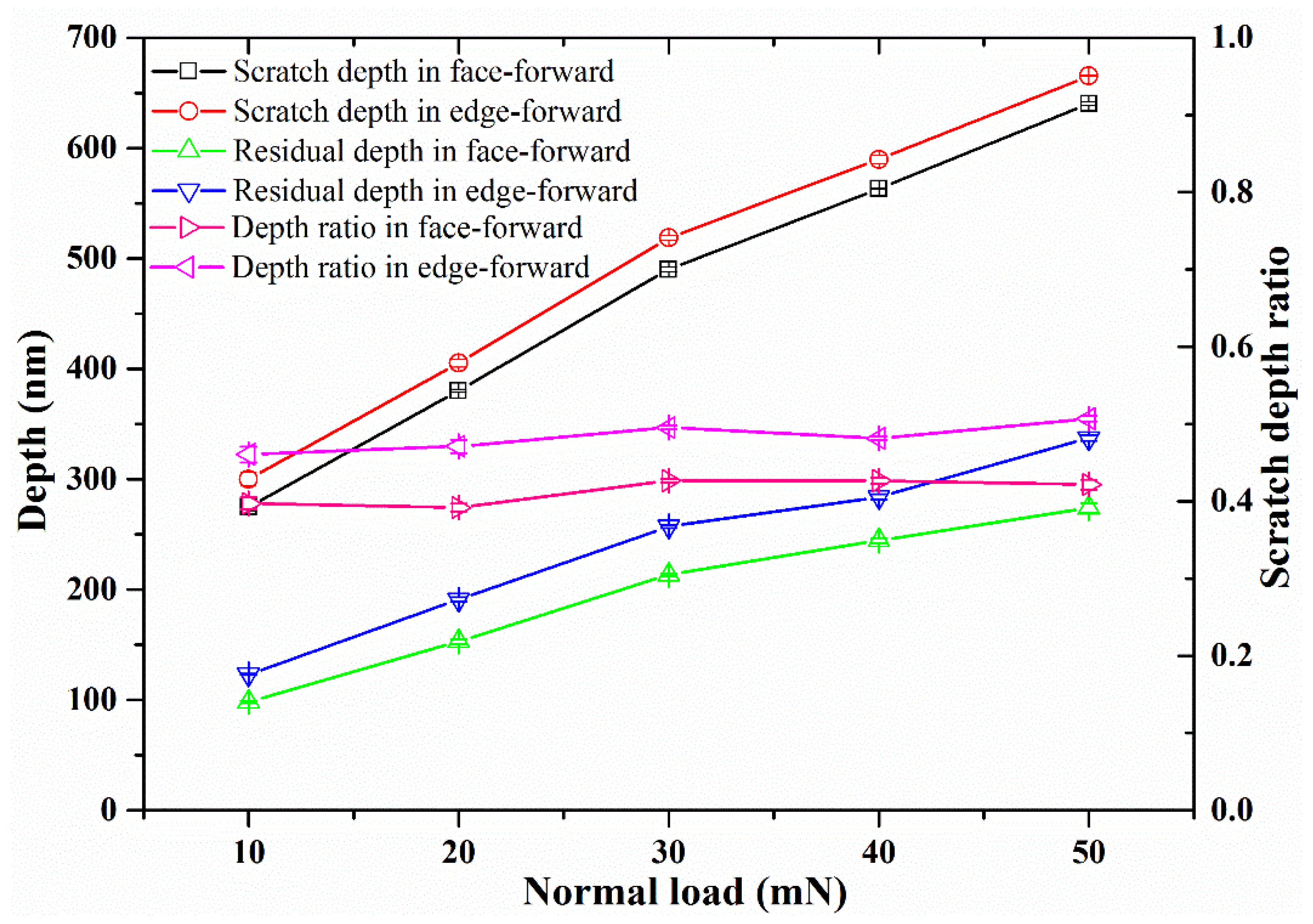
- The results showed that both the elastic recovery rate and the residual stress of the material under the face-forward scratching were greater than that in the edge-forward scratching.
- (2)
- Scratch directions have a significant influence on the lateral crack generation and the material removal of optical glass BK7. It is found that face-forward scratching was more prone to the initiation and continuous propagation of lateral cracks than edge-forward scratching, which would eventually lead to more material removal under the same scratching condition, this is consistent with the results of the FEM simulation.
- (3)
- A theoretical model for COF incorporating the scratch direction effect was established and discussed. A more systematic nanoscratching COF model for Vickers indenter was established. The influences of the indenter including angle and the scratch direction were considered in the developed theoretical model and discussed analytically and experimentally. The results showed that COF in face-forward scratching was smaller than the edge-forward scratching.
- (4)
- The scratch direction based on edge-forward or face-forward in this study can be appropriately selected according to the morphology and surface quality of the machined groove. The face-forward scratch is more likely to introduce the initiation and propagation of lateral cracks to the surface because of the larger residual stress, while the edge-forward scratch is more likely to cause the chip to discharge from both sides of the groove because of the larger COF. The experimental results matched the theoretical COF model and FEM simulation well. This is considered to be more beneficial to material removal.
Author Contributions
Funding
Conflicts of Interest
References
- Chen, W.; Ren, Z.; Lin, Y. Effect of stress wave between adjacent asperities interaction on subsurface damage of optical glass in precision grinding. Materials 2019, 12, 1239. [Google Scholar] [CrossRef] [PubMed]
- Gu, W.; Yao, Z.; Li, H. Investigation of grinding modes in horizontal surface grinding of optical glass BK7. J. Mater. Process. Technol. 2011, 211, 1629–1636. [Google Scholar] [CrossRef]
- Gao, R.; Wang, H.; Liu, J.; Wang, C.; Zhai, W. Surface Damage Characteristics of BK7 Glass in Ultrasonic Vibration Machining Based on Scratching Experiment. IOP Conf. Ser. Mater. Sci. Eng. 2017, 269, 12074. [Google Scholar] [CrossRef]
- Ma, L.; Gong, Y.; Chen, X. Study on surface roughness model and surface forming mechanism of ceramics in quick point grinding. Int. J. Mach. Tools Manuf. 2014, 77, 82–92. [Google Scholar] [CrossRef]
- Chen, J.; Fang, Q.; Li, P. Effect of grinding wheel spindle vibration on surface roughness and subsurface damage in brittle material grinding. Int. J. Mach. Tools Manuf. 2015, 91, 12–23. [Google Scholar] [CrossRef]
- Yang, X.; Qiu, Z.; Lu, C.; Li, X.; Tang, J. Modelling the strain rate sensitivity on the subsurface damages of scratched glass ceramics. Ceram. Int. 2017, 43, 12930–12938. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Wu, C.; Zheng, Y. Simulation-based evaluation of surface micro-cracks and fracture toughness in high-speed grinding of silicon carbide ceramics. Int. J. Adv. Manuf. Technol. 2016, 86, 1–10. [Google Scholar] [CrossRef]
- Bandyopadhyay, P.; Dey, A.; Mandal, A.K.; Dey, N.; Roy, S.; Mukhopadhyay, A.K. Effect of scratching speed on deformation of soda–lime–silica glass. Appl. Phys. A 2012, 107, 685–690. [Google Scholar] [CrossRef]
- Kumar, A.; Melkote, S.N.; Kaminski, S.; Arcona, C. Effect of grit shape and crystal structure on damage in diamond wire scribing of silicon. J. Am. Ceram. Soc. 2017, 100, 1350–1359. [Google Scholar] [CrossRef]
- Axinte, D.; Butler-Smith, P.; Akgun, C.; Kolluru, K. On the influence of single grit micro-geometry on grinding behavior of ductile and brittle materials. Int. J. Mach. Tools Manuf. 2013, 74, 12–18. [Google Scholar] [CrossRef]
- Le Houérou, V.; Sangleboeuf, J.-C.; Dériano, S.; Rouxel, T.; Duisit, G. Surface damage of soda–lime–silica glasses: Indentation scratch behavior. J. Non-Cryst. Solids 2003, 316, 54–63. [Google Scholar] [CrossRef]
- Guo, Z.; Tian, Y.; Liu, X.; Wang, F.; Zhou, C.; Zhang, D. Modeling and simulation of the probe tip based nanochannel scratching. Precis. Eng. 2017, 49, 136–145. [Google Scholar] [CrossRef]
- Tseng, A.A.; Kuo, C.-F.J.; Jou, S.; Nishimura, S.; Shirakashi, J. Scratch direction and threshold force in nanoscale scratching using atomic force microscopes. Appl. Surf. Sci. 2011, 257, 9243–9250. [Google Scholar] [CrossRef]
- Moayedi, E.; Sawamura, S.; Hennig, J.; Gnecco, E.; Wondraczek, L. Relaxation of scratch-induced surface deformation in silicate glasses: Role of densification and shear flow in lateral indentation experiments. J. Non-Cryst. Solids 2018, 500, 382–387. [Google Scholar] [CrossRef]
- Guo, Z.; Tian, Y.; Liu, X.; Wang, F.; Zhou, C.; Zhang, D. Experimental investigation of the tip based micro/nano machining. Appl. Surf. Sci. 2017, 426, 406–417. [Google Scholar] [CrossRef]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y. Study on the machined depth when nanoscratching on 6H-SiC using Berkovich indenter: Modelling and experimental study. Appl. Surf. Sci. 2016, 368, 449–455. [Google Scholar] [CrossRef]
- Yan, Y.; Wang, J.; Geng, Y.; Fang, Z.; He, Y. Implementation of AFM tip-based nanoscratching process on single crystal copper: Study of material removal state. Appl. Surf. Sci. 2018, 459, 723–731. [Google Scholar] [CrossRef]
- Yan, Y.D.; Sun, T.; Dong, S. Study on effects of tip geometry on AFM nanoscratching tests. Wear 2007, 262, 477–483. [Google Scholar] [CrossRef]
- Dong, Z.; Wejinya, U.C. Atomic force microscopy based repeatable surface nanomachining for nanochannels on silicon substrates. Appl. Surf. Sci. 2012, 258, 8689–8695. [Google Scholar] [CrossRef]
- Pan, C.T.; Wu, T.T.; Liu, C.F.; Su, C.Y.; Wang, W.J.; Huang, J.C. Study of scratching Mg-based BMG using nanoindenter with Berkovich probe. Mater. Sci. Eng. A 2010, 527, 2342–2349. [Google Scholar] [CrossRef]
- Meng, B.; Zhang, Y.; Zhang, F. Material removal mechanism of 6H-SiC studied by nano-scratching with Berkovich indenter. Appl. Phys. A 2016, 122, 1–9. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Jiang, Z.; Huang, C.; Wang, J. Removal mechanism and surface quality of crystal semiconductor materials in scratching tests with Berkovich indenter. Mater. Sci. Semicond. Process. 2020, 105, 104746. [Google Scholar] [CrossRef]
- Zhao, X.; Gong, Y.; Cai, M.; Han, B. Numerical and Experimental Analysis of Material Removal and Surface Defect Mechanism in Scratch Tests of High Volume Fraction SiCp/Al Composites. Materials 2020, 13, 796. [Google Scholar] [CrossRef] [PubMed]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultraprecision Grinding. Cirp Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Wang, W.; Yao, P.; Wang, J.; Huang, C.; Kuriyagawa, T.; Zhu, H.; Zou, B.; Liu, H. Elastic stress field model and micro-crack evolution for isotropic brittle materials during single grit scratching. Ceram. Int. 2017, 43, 10726–10736. [Google Scholar] [CrossRef]
- Yan, Y.D.; Sun, T.; Dong, S.; Luo, X.C.; Liang, Y.C. Molecular dynamics simulation of processing using AFM pin tool. Appl. Surf. Sci. 2006, 252, 7523–7531. [Google Scholar] [CrossRef]
- Zhang, C.; Feng, P.; Zhang, J. Ultrasonic vibration-assisted scratch-induced characteristics of C-plane sapphire with a spherical indenter. Int. J. Mach. Tools Manuf. 2013, 64, 38–48. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Wu, C.; Kong, L.; Zheng, Y. Smoothed particle hydrodynamics simulation and experimental analysis of SiC ceramic grinding mechanism. Ceram. Int. 2018, 44, 12194–12203. [Google Scholar] [CrossRef]
- Feng, P.; Zhang, C.; Wu, Z.; Zhang, J. Effect of scratch velocity on deformation features of c-plane sapphire during nanoscratching. J. Mech. Eng. 2013, 59, 367–374. [Google Scholar] [CrossRef]
- Gu, X.; Wang, H.; Zhao, Q.; Xue, J.; Guo, B. Effect of cutting tool geometries on the ductile-brittle transition of monocrystalline sapphire. Int. J. Mech. Sci. 2018, 148, 565–577. [Google Scholar] [CrossRef]
- Geng, Y.; Zhang, J.; Yan, Y.; Yu, B.; Geng, L.; Sun, T. Experimental and theoretical investigation of crystallographic orientation dependence of nanoscratching of single crystalline copper. PLoS ONE 2015, 10, e0131886. [Google Scholar] [CrossRef] [PubMed]
- Ge, M.; Zhu, H.; Huang, C.; Liu, A.; Bi, W. Investigation on critical crack-free cutting depth for single crystal silicon slicing with fixed abrasive wire saw based on the scratching machining experiments. Mater. Sci. Semicond. Process. 2018, 74, 261–266. [Google Scholar] [CrossRef]
- Gu, W.; Yao, Z. Evaluation of surface cracking in micron and sub-micron scale scratch tests for optical glass BK7. J. Mech. Sci. Technol. 2011, 25, 1167–1174. [Google Scholar] [CrossRef]
- Li, C.; Zhang, F.; Ding, Y.; Liu, L. Surface deformation and friction characteristic of nano scratch at ductile-removal regime for optical glass BK7. Appl. Opt. 2016, 55, 6547. [Google Scholar] [CrossRef] [PubMed]
- Fang, F.; Xu, F.; Lai, M. Size effect in material removal by cutting at nano scale. Int. J. Adv. Manuf. Technol. 2015, 80, 591–598. [Google Scholar] [CrossRef]
- Shirakashi, T.; Obikawa, T. Feasibility of gentle mode machining of brittle materials and its condition. J. Mater. Process. Technol. 2003, 138, 522–526. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Paris, J.Y.; Delbé, K.; Denape, J.; Gerbaud, L.; Dourfaye, A. Independent analyses of cutting and friction forces applied on a single polycrystalline diamond compact cutter. Int. J. Rock Mech. Min. Sci. 2016, 85, 20–26. [Google Scholar] [CrossRef]
- Son, S.M.; Lim, H.S.; Ahn, J.H. The effect of vibration cutting on minimum cutting thickness. Int. J. Mach. Tools Manuf. 2006, 46, 2066–2072. [Google Scholar] [CrossRef]
- Rech, J.; Arrazola, P.J.; Claudin, C.; Courbon, C.; Pusavec, F.; Kopac, J. Characterisation of friction and heat partition coefficients at the tool-work material interface in cutting. Cirp Ann. 2013, 62, 79–82. [Google Scholar] [CrossRef]
- Williams, J.A. Analytical models of scratch hardness. Tribol. Int. 1996, 29, 675–694. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Luo, X.; Ding, F.; Cai, Y.; Sun, J.; Liu, H. Material removal mode and friction behaviour of RB-SiC ceramics during scratching at elevated temperatures. J. Eur. Ceram. Soc. 2019, 39, 3534–3545. [Google Scholar] [CrossRef]
- Gu, W.; Yao, Z.; Li, K. Evaluation of subsurface crack depth during scratch test for optical glass BK7. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2011, 225, 2767–2774. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X.; Cai, Y. Fundamental understanding of the deformation mechanism and corresponding behavior of RB-SiC ceramics subjected to nano-scratch in ambient temperature. Appl. Surf. Sci. 2019, 469, 674–683. [Google Scholar] [CrossRef]
- Ahn, Y.; Farris, T.N.; Chandrasekar, S. Sliding microindentation fracture of brittle materials: Role of elastic stress fields. Mech. Mater. 1998, 29, 143–152. [Google Scholar] [CrossRef]
- Ghosh, D.; Subhash, G.; Radhakrishnan, R.; Sudarshan, T.S. Scratch-induced microplasticity and microcracking in zirconium diboride–silicon carbide composite. Acta Mater. 2008, 56, 3011–3022. [Google Scholar] [CrossRef]
- Huang, L.; Bonifacio, C.; Song, D.; Van Benthem, K.; Mukherjee, A.K.; Schoenung, J.M. Investigation into the microstructure evolution caused by nanoscratch-induced room temperature deformation in M-plane sapphire. Acta Mater. 2011, 59, 5181–5193. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt %) | |||||
|---|---|---|---|---|---|---|
| SiO2 | B2O3 | K2O | BaO | Na2O | As2O3 | |
| BK7 Glass | 69.13 | 10.75 | 6.29 | 3.07 | 10.40 | 0.36 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Wan, Z.; Yang, S.; Feng, J.; Dong, L.; Lu, L. Experimental and Numerical Investigation on the Effect of Scratch Direction on Material Removal and Friction Characteristic in BK7 Scratching. Materials 2020, 13, 1842. https://doi.org/10.3390/ma13081842
Wang W, Wan Z, Yang S, Feng J, Dong L, Lu L. Experimental and Numerical Investigation on the Effect of Scratch Direction on Material Removal and Friction Characteristic in BK7 Scratching. Materials. 2020; 13(8):1842. https://doi.org/10.3390/ma13081842
Chicago/Turabian StyleWang, Wei, Zhenping Wan, Shu Yang, Junyuan Feng, Liujie Dong, and Longsheng Lu. 2020. "Experimental and Numerical Investigation on the Effect of Scratch Direction on Material Removal and Friction Characteristic in BK7 Scratching" Materials 13, no. 8: 1842. https://doi.org/10.3390/ma13081842
APA StyleWang, W., Wan, Z., Yang, S., Feng, J., Dong, L., & Lu, L. (2020). Experimental and Numerical Investigation on the Effect of Scratch Direction on Material Removal and Friction Characteristic in BK7 Scratching. Materials, 13(8), 1842. https://doi.org/10.3390/ma13081842