3.1. Friction and Wear Properties
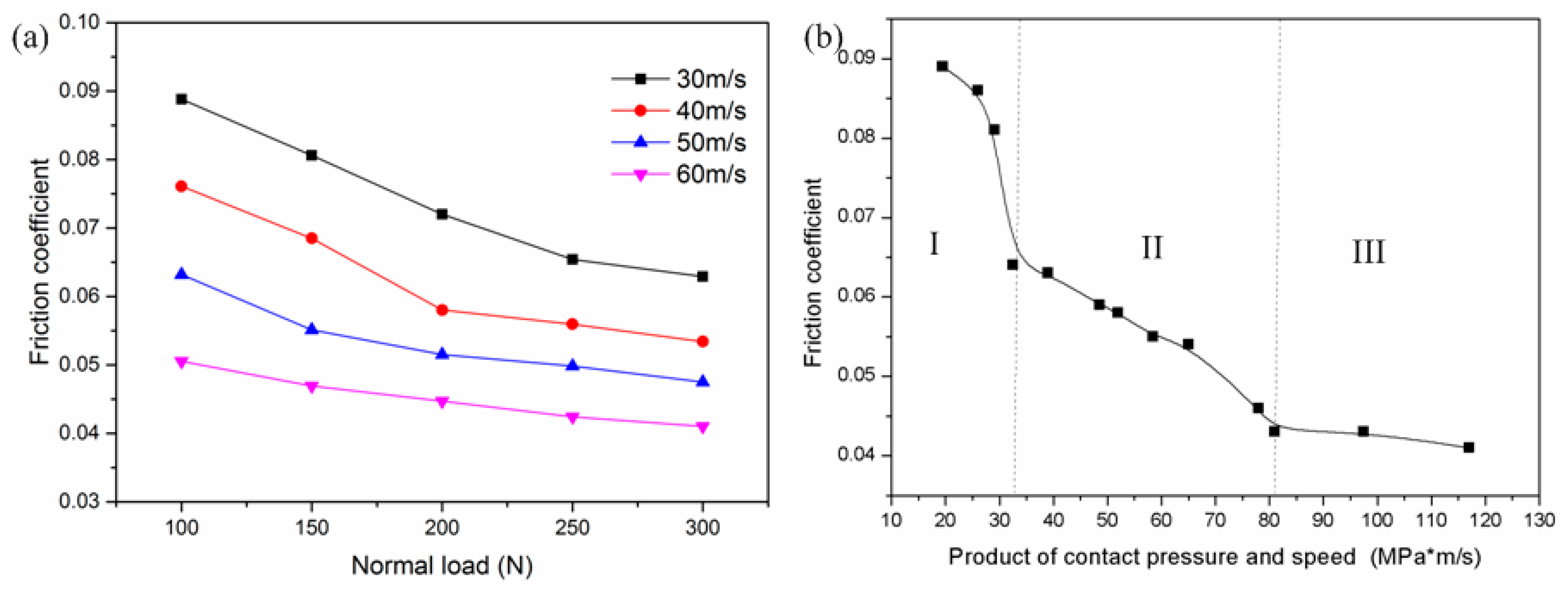
The friction coefficients of 18Ni(300) maraging steel under various load and speed conditions are shown in
Figure 4a. It can be found that the friction coefficient decreased with the speed and load increasing. The main reason for the decrease can be attributed to high values of normal loads combined with high slip speeds, which generate substantial heat at the contact interface [
9,
10]. This friction heat softens the material at contact junctions and reduces their shear strength resisting plastic deformation. Thus, the frictional resistance and friction coefficient are decreased in turn. The friction coefficients as a function of the product of contact pressure and sliding speed are plotted in
Figure 4b. It can be found that the friction coefficient steadily decreased with the increasing product of speed and contact pressure. The variation of the friction coefficient may be divided into three regions according to the descending rate of the friction coefficient shown in
Figure 4b. In region I, the friction coefficient abruptly drops when the product is less than 33 MPa·m/s. In region II, the friction coefficient normally falls when production is from 33 to 81 MPa·m/s. When the product is larger than 81 MPa·m/s, the variation of the friction coefficient is very smooth and belongs to region III;. These changes in the variation rate of the friction coefficient reveal that there may be a transformation of the wear mechanism of 18Ni(300) maraging steel during the high-speed sliding process. This is further investigated in the next section.
Wear rates of pin specimens were calculated according to following formula:
where
is the wear loss volume and
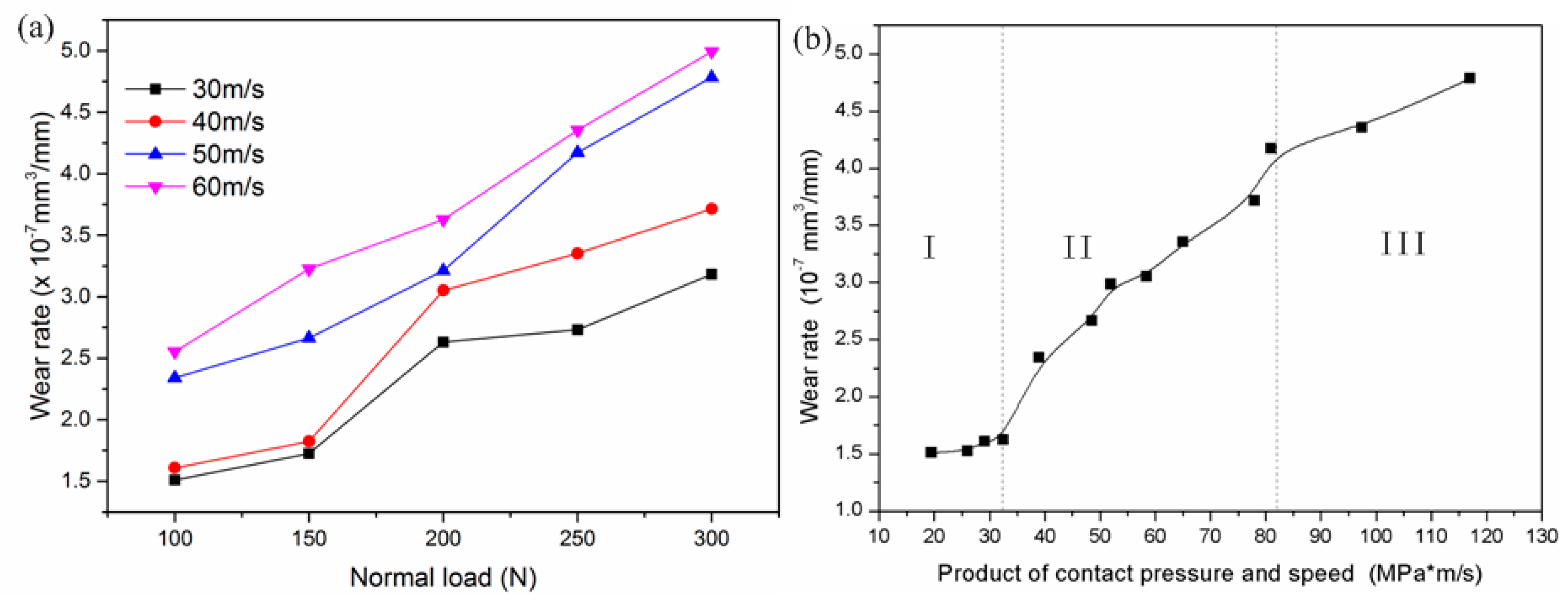
d the sliding distance. The curves of wear rate vs. load at various sliding speeds are displayed in
Figure 5a. It can be observed from
Figure 5a that the wear rate generally increased with the increasing of loads and sliding speeds, and curves of wear rate at 30 and 40 m/s were in similar form. When the sliding speed was lower than 50 m/s, the wear rate of 18Ni(300) maraging steel slowly increased under low loads 100 and 150 N, then rapidly increased as the load was elevated from 150 to 200 N. It is clear that a transition of mild to severe wear occurred with the increasing of load. At the same time, it was also found that the wear rate linearly increased with the increasing of load at 50 and 60 m/s. This reveals that at higher sliding speed (>50 m/s), the wear mechanism of 18Ni(300) maraging steel is stable, and wear severe. The wear rate as a function of the product of contact pressure and speed is shown in
Figure 5b. It is similar to the variation of the friction coefficient and can be divided into three regions, correspondingly. When the product is less than 33 MPa·m/s in region I, the wear rate is smaller, and increasing slowly. In region II, the wear rate normally elevates when the product is rising from 33 to 81 MPa·m/s. When the product is larger than 81 MPa·m/s, the wear rate slowly increases again. These changes of wear rate also reveal the dominant wear mechanism transferred from one region to the next region.
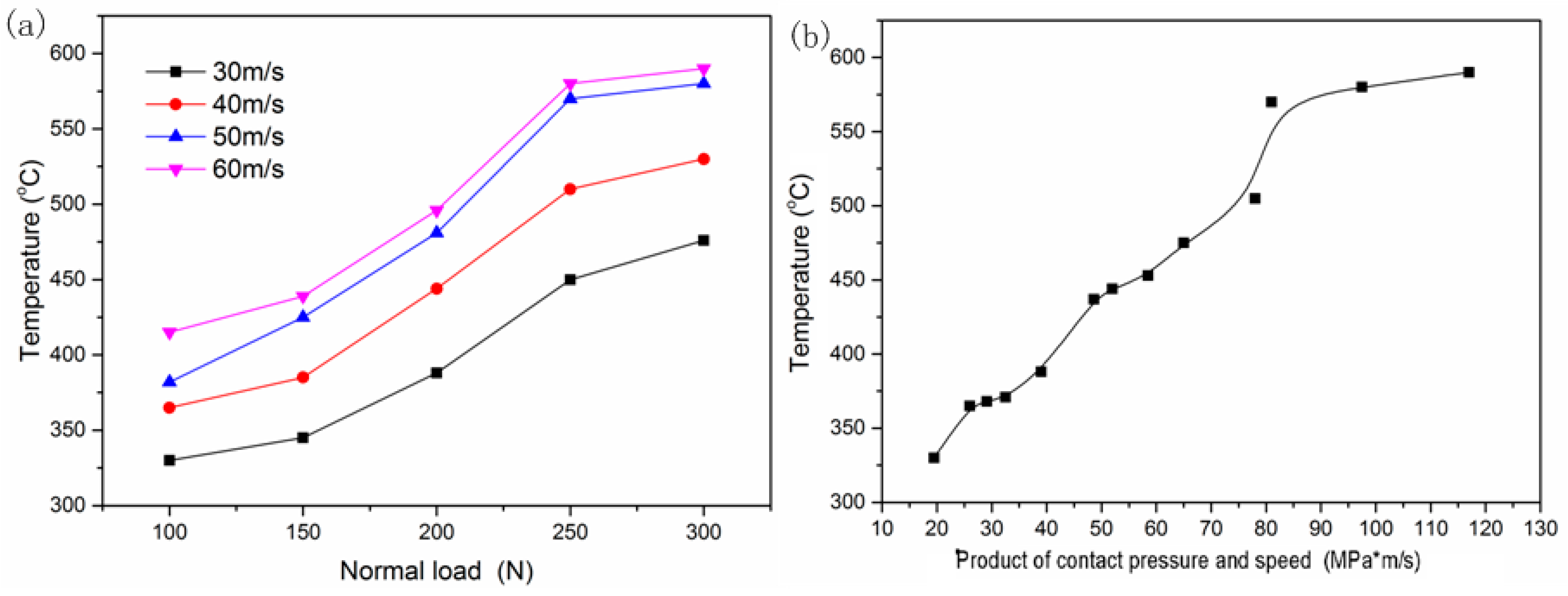
The nominal temperatures of the worn surface at various rubbing conditions are shown in
Figure 6. It can be detected from
Figure 6a that the effects of sliding speed and load on the temperature are similar and obvious. The nominal temperature of the contact area was about 330 °C at speed 30 m/s and load 100 N and then reached a critical 590 °C at speed 60 m/s and load 300 N. The contact temperature was high enough to cause local junction region oxidation; the oxidation products of worn surfaces are investigated in detail in the following section. It can also be found that the contact temperature was a function of the product of contact pressure and speed, shown in
Figure 6b. With the product increasing, the contact temperature rose. However, the increasing rate was obviously slower when the product was larger than 81 MPa·m/s.
3.2. Phase and Morphology of Worn Surfaces and Debris
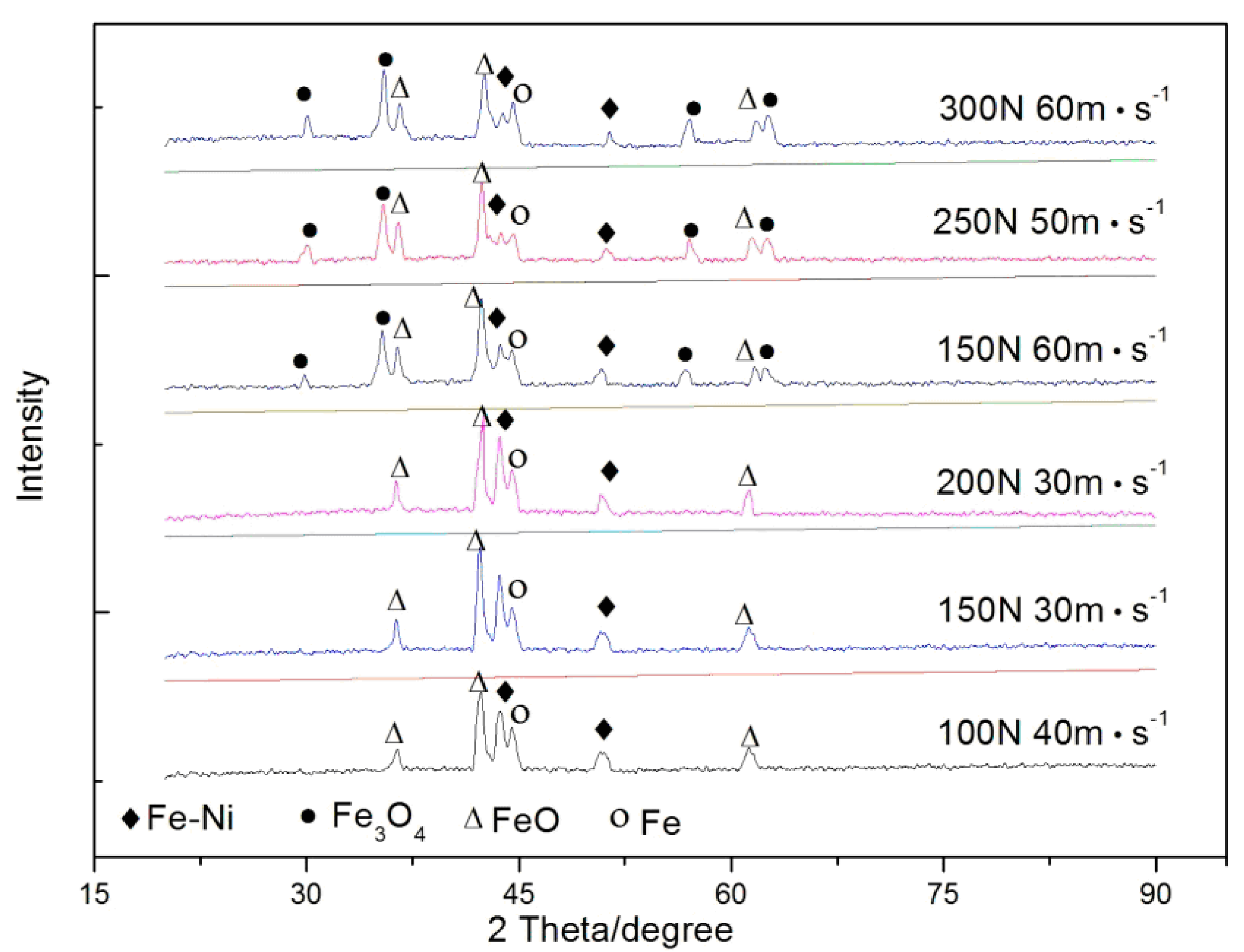
XRD patterns of pin specimens under different sliding conditions are shown in
Figure 7. At 100 N and 40 m/s (namely 26 MPa·m/s), ferrous oxides (FeO) were formed on worn surfaces. With increasing load and speed, the peak height of FeO approached or surpassed that of steel substrate. This means that massive FeO formed on worn surfaces of pin specimens. When sliding speed reached 60 m/s and load was 150 N (namely 58.5 MPa·m/s), a new type of oxide, spinel oxide (Fe
3O
4), also appeared on worn surfaces. However, FeO was still identified as a predominant oxide at this time. With further raising of the load, the amount of Fe
3O
4 increased substantially and significantly surpassed that of FeO. According to the result of XRD analyses, it is reasonable to deduce the predominant wear mechanism of 18Ni(300) maraging steel under high-speed dry sliding conditions may be oxidation wear, because a great amount of tribo-oxides appeared on worn surfaces of the steel [
11].
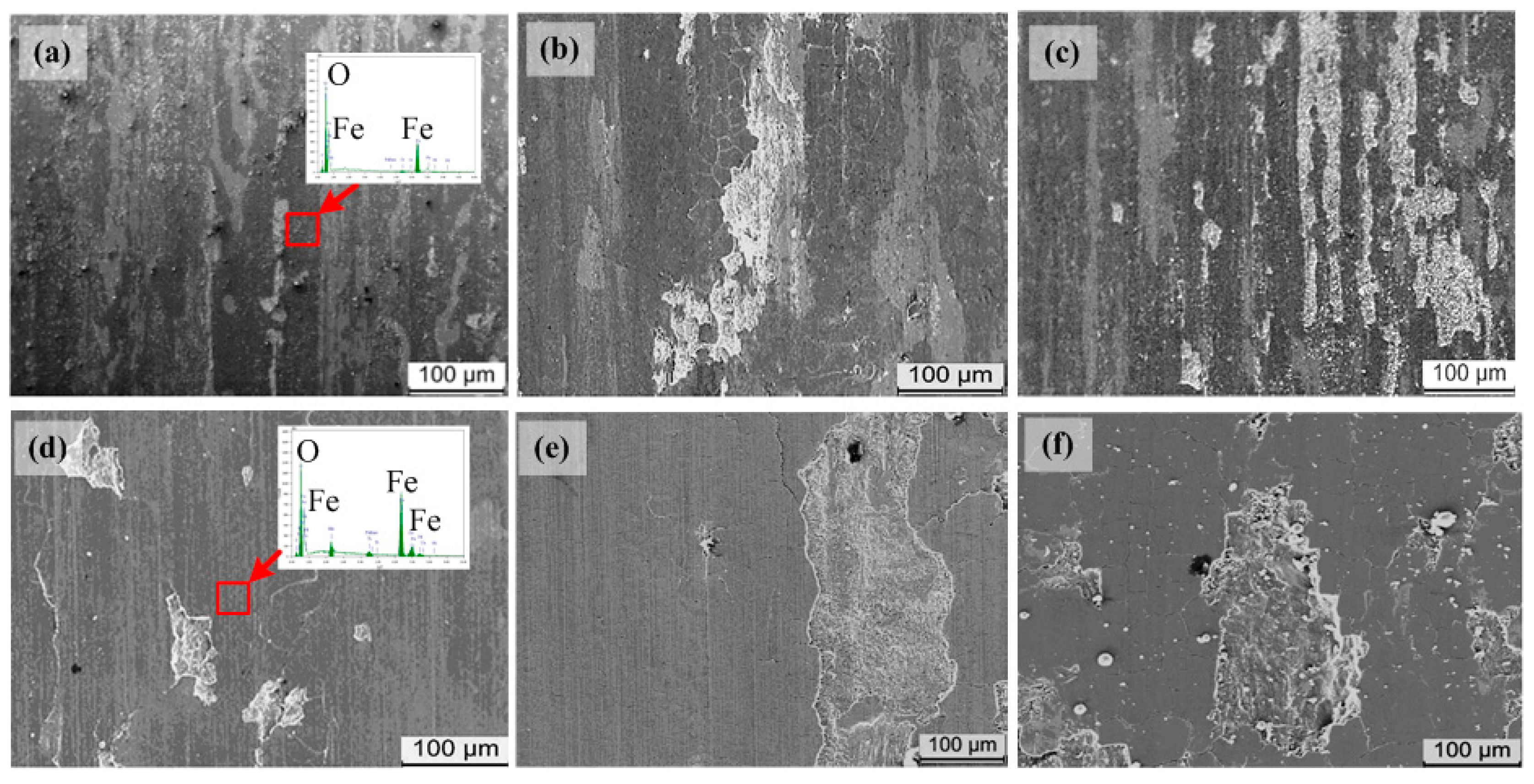
SEM images of the worn surface of pin specimens under different load and speed conditions are shown in
Figure 8. It can be found that adhesion occurred on worn surfaces, from
Figure 8a. At the same time, composition of worn surfaces in red squares was analyzed using EDS. According to the EDS results, it was found that some regions of the worn surfaces were oxidized at 100 N and 40 m/s (namely, 26 MPa·m/s). Combining the XRD results (seen in
Figure 7), the predominant oxide in these regions was detected as FeO. With the increase of load and speed as shown in
Figure 8b,c, the adhesive wear changed from mild to severe. Some micro cracks appeared in the tribo-oxide films, and part of the films spalled off and delaminated from worn surfaces [
11,
12]. These phenomena reveal that a transition of wear mechanism of 18Ni(300) maraging steel occurs at 150 N and 30 m/s (namely, 33 MPa·m/s). On the other hand, it is interesting to find that the worn surfaces were very smooth at higher load and sliding speed (
Figure 8d–f). Moreover, the predominant oxide transfers from FeO to Fe
3O
4, according to XRD results shown in
Figure 7. Simultaneously, it could be observed that delaminated regions became larger and deeper on the worn surfaces of pin specimens, and severe oxidative wear prevailed [
11,
12]. Under severe wear conditions, the increasing of speed and load caused a massive amount of frictional heat, which raised the worn surface temperature and caused a greater temperature gradient within the rubbing metal. The result was huge thermal stress in the subsurface layer of rubbing pairs. At interaction of the thermal stress and contact shear stress, more micro fatigue cracks were initiated and grew in the substrate of the rubbing metals, and between the oxide film and the substrate. These enhanced the delaminating of oxide films. Consequently, the wear rate increased with the product of contact pressure and sliding speed increasing.
According the above XRD and SEM results (
Figure 7 and
Figure 8), we can see that the main wear mechanism of 18Ni(300) maraging steel is mild adhesive wear when the oxide of friction and wear surface is FeO. With increasing speed and load, mild adhesive wear will transform to oxidative wear as the predominant oxide changes from FeO to Fe
3O
4. The Fe
3O
4 oxide films densely covered worn surfaces of pin and disk, and prevented metal–metal direct contact and adhesion [
13,
14], resulting from the decrease of the friction coefficient. However, with increasing sliding speed and load, the contact temperature between the pin-disk rubbing pairs rose, which caused larger plastic deformation in Fe
3O
4 oxide films and the subsurface of the matrix. As a result, the protective oxide film was broken into many small pieces by surface cracks and spalled off from the worn surfaces. Simultaneously, the shedding oxide debris scratched the rubbing surface as an abrasive, which further worsened the friction and wear properties of materials.
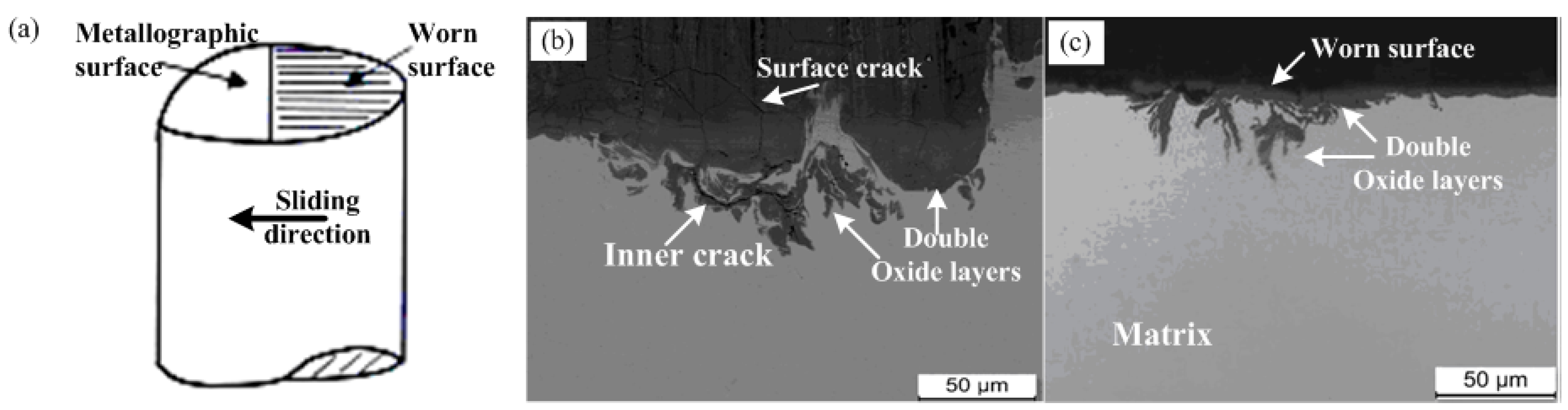
Morphologies of clip sections and cross sections of worn pin specimens at 300 N and 60 m/s (namely, 117 MPa·m/s) are shown in
Figure 9b,c. A schematic diagram of the clip section is present in
Figure 9a, and the clip plane is inclined to the worn surface about 20°. It can be found from
Figure 9b that some cracks formed in oxide films of worn surfaces, then propagated within the matrix. Eventually, these cracks in the subsurface led to a massive oxide film breaking into lots of small pieces and peeling off. The thickness and shape of the oxide layer can be also observed and measured from the morphology of cross sections. The thickness of the oxide layer is about 40 μm in
Figure 9c. Meanwhile, double-layer tribo-oxides were formed in the cross section of worn surfaces under larger load and higher speed conditions, such as 300 N and 60 m/s. The appearance of double-layer oxides should be attributed to two reasons [
15,
16]: One reason is that there was severe plastic deformation and high thermal softening in the contact region under larger load and higher speed conditions, which caused the oxide films on worn surfaces to break and mechanically mix into the subsurface layer of the matrix; the other reason is that the deformation and softening also caused lots of micro cracks to form in the subsurface of the matrix and then expand to the worn surfaces, which accelerated oxygen penetrating into the inner matrix. Combining the result of wear rate tests (
Figure 5), it can be found that the wear rate of 18Ni(300) maraging steel is very high when multi-layer tribo-oxides film form in matrix, and about thrice that at low load and speed (e.g., 100 N, 30 m/s). Thus, the wear mechanism in this situation should be distinguished as severe oxidative and plastic wear.
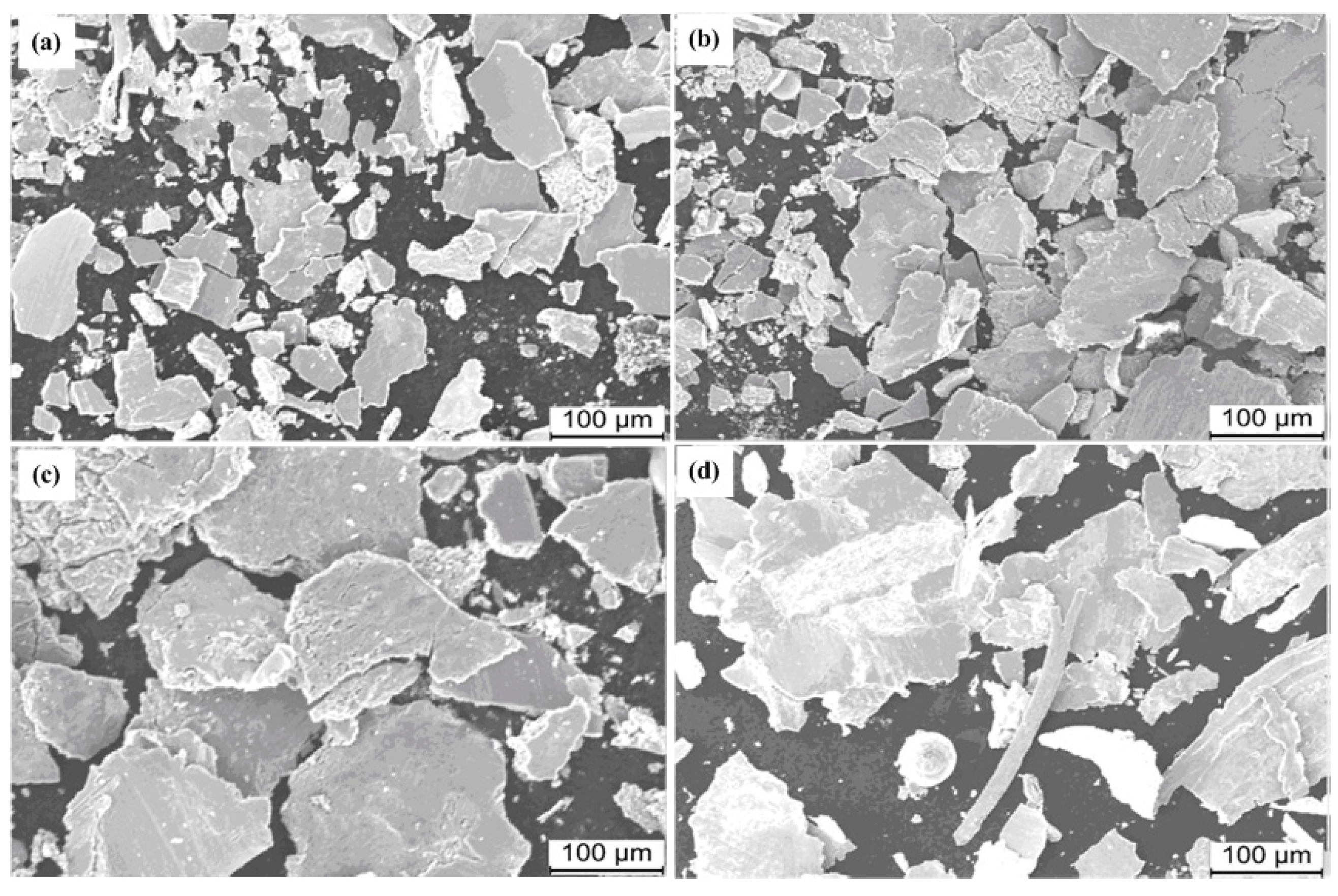
SEM micrographs of debris of pin specimens under different speed and load conditions are presented in
Figure 10. When sliding speed and load were relatively small, the debris was mainly little pieces of flake and chip, shown in
Figure 10a,b. With increasing sliding speed and load, the shape of debris changed from little flakes to massive blocks, shown in
Figure 10c. These massive blocks of debris were thick and irregular, which is the result of severe plastic deformation. With the sliding speed increasing, some spherical debris appeared, as shown in
Figure 10d. It was the result of melted material extruding from the worn surface, and spontaneously solidifying into spherical shape during the cooling process in order to reduce the surface energy. When fine particles are found in debris (
Figure 10d), this means that the wear transformed from adhesive and mild oxidative wear to severe oxidative and plastic wear.
3.3. Wear Mechanism Analysis
The transformation of the wear mechanism was closely related to contact temperature and friction heat in the worn surface layer, because friction heat has important influences on wear behavior and accelerates the formation of tribo-oxides in a rubbing system [
17]. The heat mainly originated from plastic deformation of rubbing pairs and is determined by the product of friction force and sliding speed. The relationship of friction heat and load speed is described as follows:
where
is the friction coefficient,
FN normal load,
v sliding speed, and
A contact area.
During the dry sliding test process, bare metal–metal contacted in some small areas and formed a junction when the pin was pushed against the disk specimen. Under a low load of 100 N and sliding speed of 30 m/s, the plastic deformation or friction heat,
q, was small, and limited in those junction regions, where ferrous oxide (FeO) films may be formed. The oxide films were thin (about 8 μm) and isolated, as if some patches were put on the worn surfaces. Those oxide films still could not resist the bare metal pairs directly contacting and cohering. With load increasing, the friction heat increased and the material in the junction region softened, which caused fatigue cracks which grew in the surface layer of the matrix (seen in
Figure 8b,c). In this situation, the adhesive wear mechanism dominated over other wear mechanisms for 18Ni(300) maraging steel.
When sliding speed was greater than 50 m/s, the predominant composition of oxide film changed from FeO to Fe
3O
4 on worn surfaces (seen in
Figure 7). It was found that the sliding speed had remarkable effects on the production rate and type of tribo-oxides. In these conditions, friction heat,
q, was larger, and caused continuous, smooth, and thick (about 28 μm) tribo-oxide films to be formed on the worn surfaces (seen in
Figure 8d). Those oxide films prevented direct metal–metal contact during the sliding process, resulting in the friction coefficient decreasing (seen in
Figure 4). However, with load increasing, plastic deformation was more and more severe in the contact region. Consequently, fatigue cracks not only formed in the surface, but also in the subsurface of the matrix. Then oxide films were broken into small pieces, and delaminated from worn surfaces. The wear mechanism was a typical mild oxidative wear in this situation [
11,
12,
18].
When the load was above 250 N at sliding speed 60 m/s, the wear condition was very harsh. Massive plastic deformation occurred in the subsurface layer of the matrix. Then, lots of inner cracks were initiated. Those cracks extended to the surface under the effect of plastic shear stress, and oxygen penetrated into the matrix through the cracks. Consequently, multi-layer tribo-oxide films were formed in matrix subsurface layers (seen in
Figure 8f). In this situation, friction heat,
q, was enormous and enough to cause the materials of rubbing pairs to melt in the junction regions. Then, the melted materials were extruded from the contact interface and spontaneously crystallized into spherical debris or formed an abrasive embedding in worn surfaces. In this situation, the wear mechanism was severe oxidative or extrusion wear, rather than a mild oxidative wear.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}