Review of Requirements for the Durability and Damage Tolerance Certification of Additively Manufactured Aircraft Structural Parts and AM Repairs


 , ,
, ,  and
and
Abstract
1. Introduction
- (i)
- How can we accurately compute crack growth in an AM part when there is a residual stress field?
- (ii)
- How can we accurately compute crack growth in a cold spray repair where cracking can nucleate, either in the substructure being repaired or at the intersection between the cold spray?
- (iii)
- How can we accurately perform a durability analysis for a cold spray repair if there are collocated cracks?
- (iv)
- Can we relate da/dN versus ΔK equations, where da/dN is the crack growth rate and ΔK is the difference between the maximum and minimum values of the stress intensity factor in a load cycle, the crack growth rate needed to perform items (i) through (iii) to the corresponding curves determined for the conventionally manufactured material?
- (i)
- (ii)
- The growth of small, naturally occurring cracks in an aluminum alloy AA7050-T7451 plate simulating a combat aircraft wing root shear restraint (or shear tie post) subject to a combined aerodynamic buffet and maneuver load spectrum [33].
- (iii)
- Cracking in an aluminum alloy AA7050-T7451 plate that was tested under a civil aircraft flight load spectrum (MiniTWIST) [34].
- (iv)
- (v)
- (a)
- The Hartman–Schijve crack growth equation has the potential to perform a fracture mechanics-based analysis of crack growth in AM materials with a known residual stress field.
- (b)
- It can also be used to perform a fracture mechanics-based durability analysis of crack growth in cold spray repairs when there are multiple collocated cracks.
- (c)
- It has the potential to analyze crack growth that is associated with multiple surface breaking cracks.
2. Materials and Methods
- (i)
- (ii)
- The Hartman–Schijve equation, with the threshold term ΔKthr set to a small value, is able to compute the growth of small cracks in LENS AM Ti-6Al-4V [50].
- (iii)
- The Hartman–Schijve equation is able to compute the variability in the growth of small cracks in laser additively deposited (LAD) metal repairs [49].
- (iv)
- It has been shown to capture the growth of the fastest cracks in cold spray repairs to cracked fastener holes in specimens that are cut from AA7075-T6 P3C Orion wing skins [46]. Here, it should be noted that its ability to capture the growth of multiple collocated cracks has not as yet been established. This is done in the present paper.
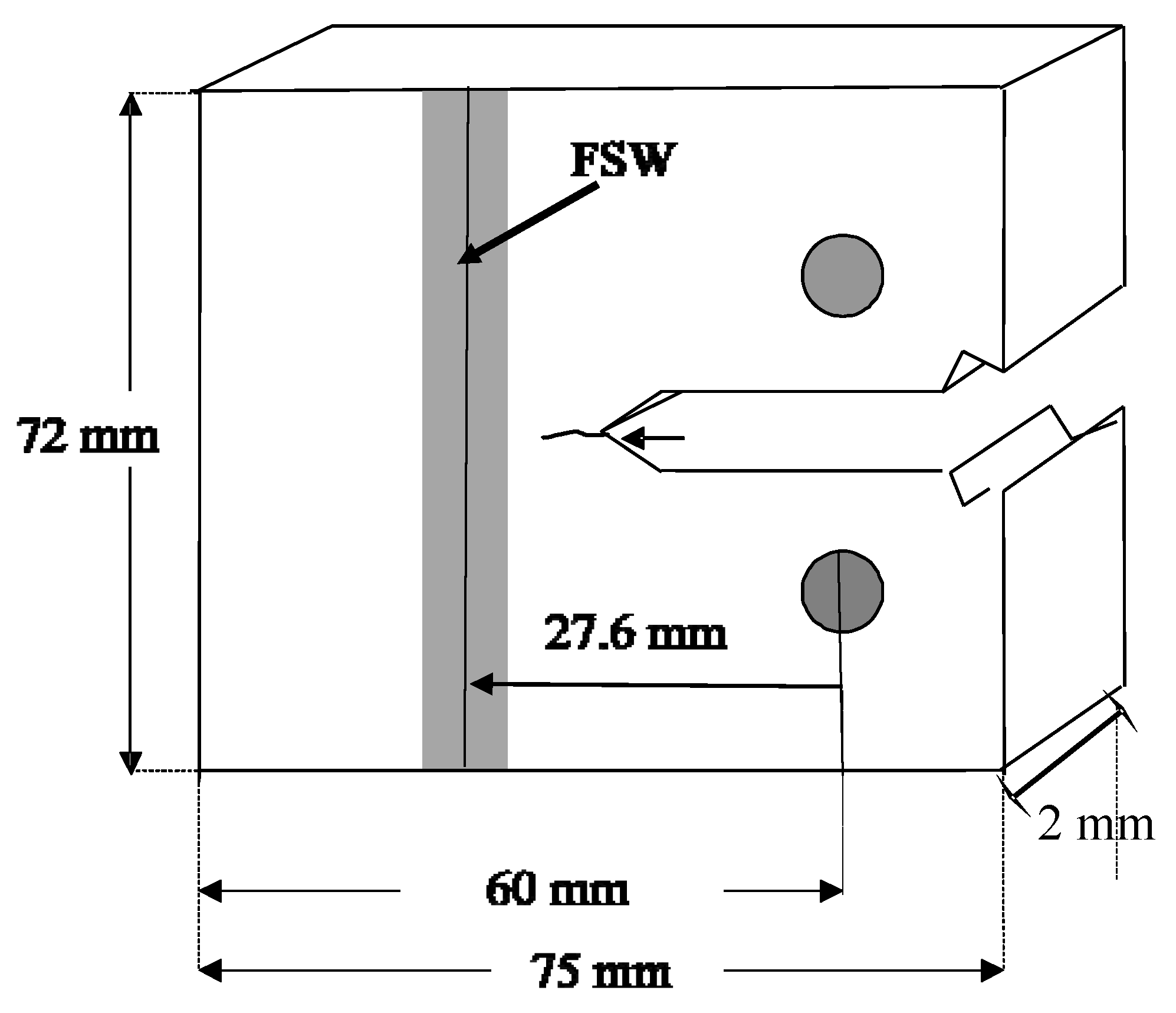
3. Crack Growth in FSW Ti-6Al-4V
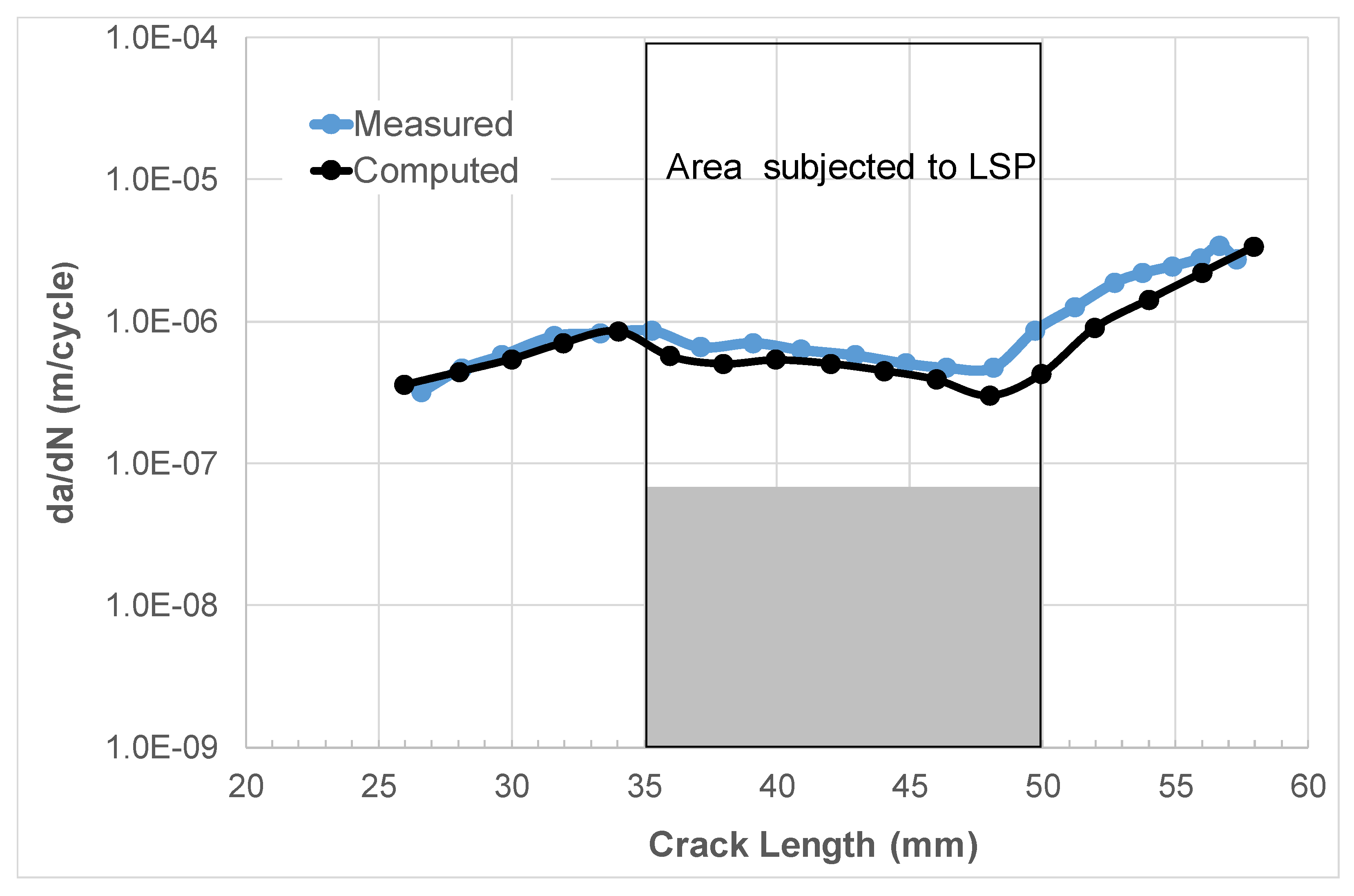
4. Crack Growth in Laser Shock Peened 2024-T3
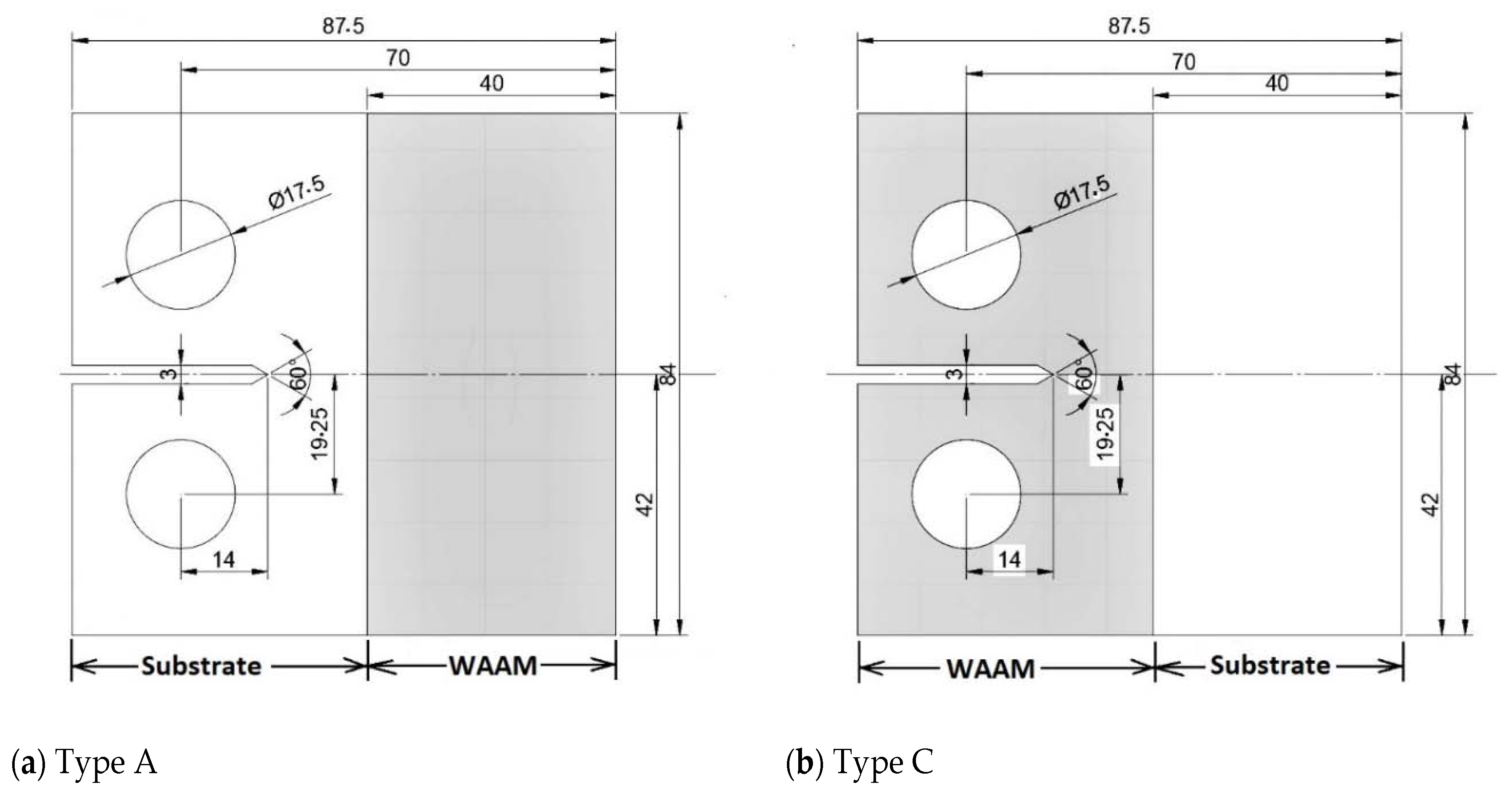
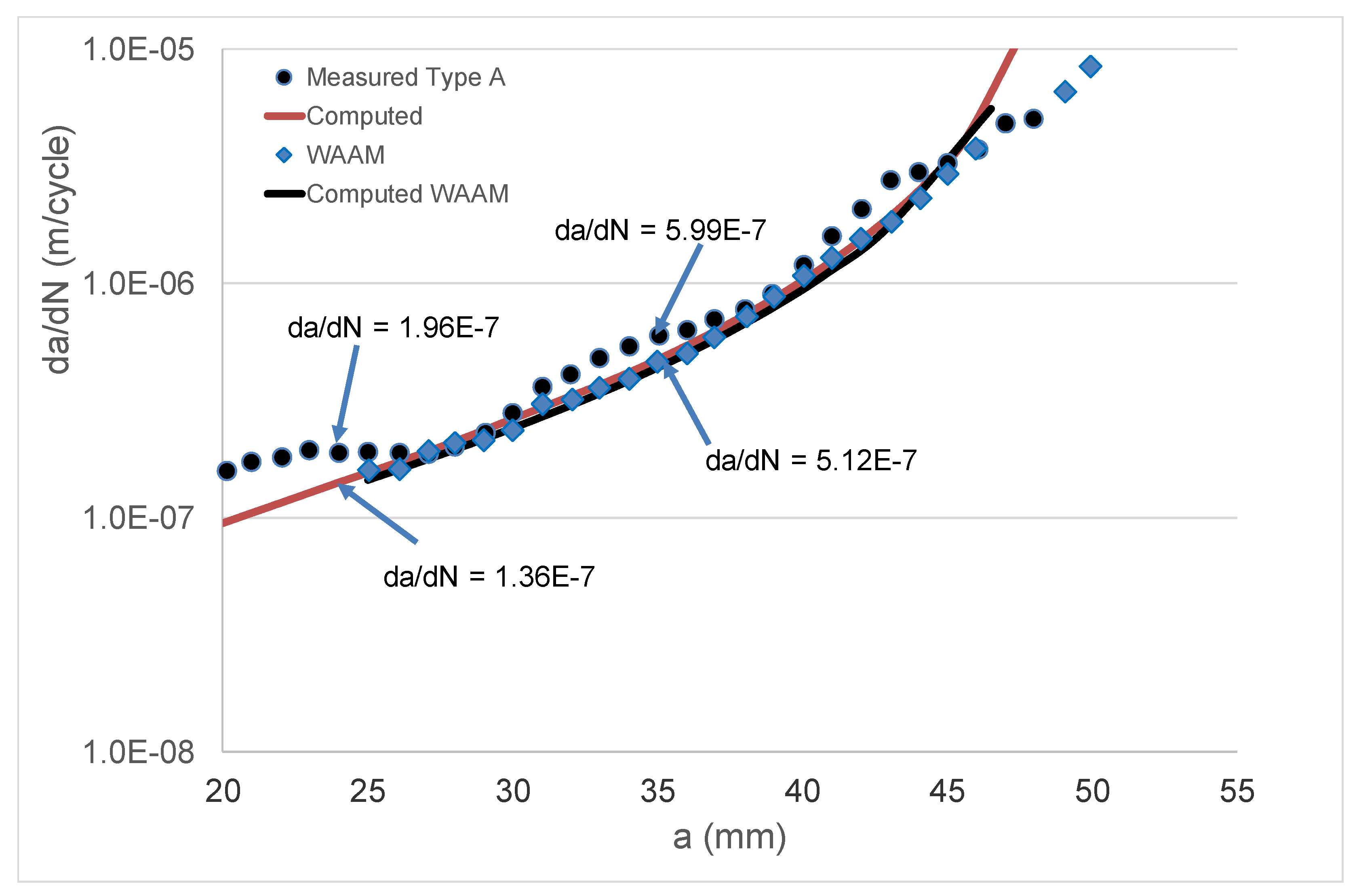
5. Effect of Residual Stress on Crack Growth in Wire and Arc Additive Manufactured Ti-6Al-4V
6. Residual Stresses: AM Replacement Parts and Cold Spray
7. AM Illustration of the Use of EIDS to Compute the Growth of Multiple Cracks from A Rough Surface
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Under Secretary, Acquisition and Sustainment, Directive-type Memorandum (DTM)-19-006—Interim Policy and Guidance for the Use of Additive Manufacturing (AM) in Support of Materiel Sustainment, Pentagon, Washington, DC, 21 March 2019. Available online: https://www.esd.whs.mil/Portals/54/Documents/DD/issuances/dtm/DTM-19-006.pdf?ver=2019-03-21-075332-443 (accessed on 2 February 2020).
- McMichael, E.; Frazer, E. NAVAIR Additive Manufacturing, Proceedings Summary Report: Joint Federal Aviation Administration-Air Force Workshop on Qualification/Certification of Additively Manufactured Parts, DOT/FAA/TC-16/15. 2015. Available online: http://www.tc.faa.gov/its/worldpac/techrpt/tc16-15.pdf (accessed on 2 February 2020).
- Jones, R.; Singh Raman, R.K.; Iliopoulos, A.P.; Michopoulos, J.G.; Phan, N.; Peng, D. Additively manufactured Ti-6Al-4V replacement parts for military aircraft. Int. J. Fatigue 2019, 124, 227–235. [Google Scholar] [CrossRef]
- Structures Bulletin EZ-SB-19-01, Durability and Damage Tolerance Certification for Additive Manufacturing of Aircraft Structural Metallic Parts, Wright Patterson Air Force Base, OH, USA, 10 June 2019. Available online: https://daytonaero.com/usaf-structures-bulletins-library/ (accessed on 2 February 2020).
- MIL-STD-1530D, Department Of Defense Standard Practice Aircraft Structural Integrity Program (ASIP), 13 October 2016. Available online: http://everyspec.com/MIL-STD/MIL-STD.../download.php?spec=MIL-STD-1530D, (accessed on 2 February 2020).
- Jones, R. Fatigue crack growth and damage tolerance. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 463–483. [Google Scholar] [CrossRef]
- Jones, R.; Huang, P.; Peng, D. Crack growth from naturally occurring material discontinuities under constant amplitude and operational loads. Int. J. Fatigue 2016, 91, 434–444. [Google Scholar] [CrossRef]
- Molent, L.; Jones, R. The influence of cyclic stress intensity threshold on fatigue life scatter. Int. J. Fatigue 2016, 82, 748–756. [Google Scholar] [CrossRef]
- Jones, R.; Molent, L.; Barter, S. Calculating crack growth from small discontinuities in 7050-T7451 under combat aircraft spectra. Int. J. Fatigue 2013, 55, 178–182. [Google Scholar] [CrossRef]
- Jones, R.; Singh Raman, R.K.; McMillan, A.J. Crack growth: Does microstructure play a role? Eng. Fract. Mech. 2018, 187, 190–210. [Google Scholar] [CrossRef]
- Jensen, D. Adaptation of LSP Capability for Use on F-22 Raptor Primary Structure at an Aircraft Modification Depot. In Proceedings of the Second International Conference on Laser Peening, San Francisco, CA, USA, 19–21 April 2010; Available online: http://flytoazuresky.tistory.com/attachment/cfile2.uf@2275D93C55AE3636079C57.pdf (accessed on 2 February 2020).
- Wilburn, H. New F-35 Modification Facility Brings Strategic Capability to FRCE. 2020. Available online: https://www.navy.mil/submit/display.asp?story_id=110618 (accessed on 2 February 2020).
- Kalentics, N.; Boillata, E.; Peyre, P.; Gorny, C.; Kenel, C.; Leinenbach, C.; Jhabvala, J.; Logé, R.E. 3D Laser Shock Peening—A new method for the 3D control of residual stresses in Selective Laser Melting. Mater. Design 2017, 130, 350–356. [Google Scholar] [CrossRef]
- Guo, W.; Sun, R.; Song, B.; Zhu, Y.; Li, F.; Che, Z.; Li, B.; Guo, C.; Liu, L.; Peng, P. Laser shock peening of laser additive manufactured Ti6Al4V titanium alloy. Surf. Coat. Technol. 2018, 349, 503–510. [Google Scholar] [CrossRef]
- Allan, H.; Clauer, A.H. Laser Shock Peening, the Path to Production. Metals 2019, 9, 626. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. The Welding Institute, Improvements relating to friction welding. Eur. Patent Specif. 1992, 615, B1. [Google Scholar]
- Thomas, W.M. Friction Stir Butt Welding. International Patent Application No. 9125978.8, 1991. [Google Scholar]
- Ghidinia, T.; Polese, C.; Lanciotti, A.; Dalle Donne, C. Simulations of Fatigue Crack Propagation in Friction Stir Welds under Flight Loading Conditions. Mater. Test. 2006, 48, 370–375. [Google Scholar] [CrossRef]
- Bussu, G.; Irving, P.E. The role of residual stress and heat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminum joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- Ghidini, T.; Dalle Donnne, C. Fatigue crack propagation assessment based on residual stresses obtained through cut-compliance technique. Fatigue Fract. Eng. Mater. Struct. 2006, 30, 214–222. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.; Lagoy, J.L. Additive Manufacturing: Making Imagination the Major Limitation. JOM 2014, 66, 808–816. [Google Scholar] [CrossRef]
- Torres, B.; Imandoust, A.; Beretta, S.; Shao, S.; Shamsaei, N. Overview on Microstructure- and Defect-Sensitive Fatigue Modeling of Additively Manufactured Materials. JOM 2018, 70, 1853–1861. [Google Scholar] [CrossRef]
- Boni, L.; Lanciotti, A.; Polese, C. “Size effect” in the fatigue behavior of Friction Stir Welded Plates. Int. J. Fatigue 2015, 80, 238–245. [Google Scholar] [CrossRef]
- Parker, A.P. Stress intensity factors, crack profiles, and fatigue crack growth rates in residual stress fields. In Residual Stress Effects in Fatigue; ASTM STP 776; American Society for Testing and Materials: West Conshohocken, PA, USA, 1982; pp. 13–31. [Google Scholar]
- Itoh, Y.Z.; Suruga, S.; Kashiwaya, H. Prediction of fatigue crack growth rate in welding residual stress field. Eng. Fract. Mech. 1989, 33, 397–407. [Google Scholar] [CrossRef]
- Newman, J.A.; Smith, S.W.; Seshadri, B.R.; James, M.A.; Brazill, R.L.; Robert, W.; Schultz Donald, J.K.; Blair, A. Characterization of Residual Stress Effects on Fatigue Crack Growth of a Friction Stir Welded Aluminum Alloy. NASA/TM–2015-218685. 2015. Available online: https://ntrs.nasa.gov/search.jsp?R=20150002817 (accessed on 2 February 2020).
- Servetti, G.; Zhang, X. Predicting fatigue crack growth rate in a welded butt joint: The role of effective R ratio in accounting for residual stress effect. Eng. Fract. Mech. 2009, 76, 1589–1602. [Google Scholar] [CrossRef]
- Ali, K.; Peng, D.; Jones, R.; Singh, R.R.K.; Zhao, X.L.; McMillan, A.J.; Berto, F. Crack growth in a naturally corroded bridge steel. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1117–1127. [Google Scholar] [CrossRef]
- Jones, R.; Tamboli, D. Implications of the lead crack philosophy and the role of short cracks in combat aircraft. Eng. Fail. Anal. 2013, 29, 149–166. [Google Scholar] [CrossRef]
- Peng, D.; Jones, R.; Cairns, K.; Baker, J.; McMillan, A. Life cycle analysis of steel railway bridges. Theor. Appl. Fract. Mech. 2018, 97, 385–398. [Google Scholar] [CrossRef]
- Lo, M.; Jones, R.; Bowler, A.; Dorman, M.; Edwards, D. Crack growth at fastener holes containing intergranular cracking. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1664–1675. [Google Scholar] [CrossRef]
- Jones, R.; Peng, D.; Singh Raman, R.K.; Pu, H.; Tamboli, D.; Matthews, N. On the growth of fatigue cracks from corrosion pits and manufacturing defects under variable amplitude loading. JOM 2015, 67, 1385–1391. [Google Scholar] [CrossRef]
- Main, B.; Evans, R.; Walker, K.; Yu, X.; Molent, L. Lessons from a Fatigue Prediction Challenge for an Aircraft Wing Shear TiePost. Int. J. Fatigue 2019, 123, 53–65. [Google Scholar] [CrossRef]
- Tamboli, D.; Barter, S.; Jones, R.; Tamboli, D.; Barter, S.; Jones, R. On the growth of cracks from etch pits and the scatter associated with them under a miniTWIST spectrum. Int. J. Fatigue 2017, 109, 10–16. [Google Scholar] [CrossRef]
- Jones, R.; Peng, D.; Pu, H.; Singh Raman, R.K. Crack growth from naturally occurring material discontinuities in operational aircraft. Procedia Eng. 2015, 101, 227–234. [Google Scholar] [CrossRef]
- Tan, J.L.; Chen, B.K. Prediction of fatigue life in aluminum alloy (AA7050-T7451) structures in the presence of multiple artificial short cracks. Theor. Appl. Fract Mech. 2015, 78, 1–7. [Google Scholar] [CrossRef]
- Jones, R.; Molent, L.; Walker, K. Fatigue crack growth in a range of diverse materials. Int. J. Fatigue 2012, 40, 43–50. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, K.; Heng, J.; Zhu, J. Corrosion-Fatigue Evaluation of Uncoated Weathering Steel Bridges. Appl. Sci. 2019, 9, 3461. [Google Scholar] [CrossRef]
- Godefroid, L.B.; Moreira, L.P.; Vilela, T.C.G.; Faria, G.L.; Candido, L.C.; Pinto, E.S. Effect of chemical composition and microstructure on the fatigue crack growth resistance of pearlitic steels for railroad application. Int. J. Fatigue 2019, 120, 241–253. [Google Scholar] [CrossRef]
- Cano, A.J.; Salazar, A.; Rodríguez, J. Evaluation of different crack driving forces for describing the fatigue crack growth behaviour of PET-G. Int. J. Fatigue 2018, 107, 27–32. [Google Scholar] [CrossRef]
- Rocha, A.V.M.; Akhavan-Safar, A.; Carbas, R.; Marques, E.A.S.; Goyal, R.; El-Zein, M.; da Silva, L.F.M. Paris law relations for an epoxy-based adhesive. Proc. IMechE. Part L J. Mater. Design Appl. 2019. [Google Scholar] [CrossRef]
- Jones, R.; Hu, W.; Kinloch, A.J. A convenient way to represent fatigue crack growth in structural adhesives. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 379–391. [Google Scholar] [CrossRef]
- Jones, R.; Kinloch, A.J.; Hu, W. Cyclic-fatigue crack growth in composite and adhesively-bonded structures: The FAA slow crack growth approach to certification and the problem of similitude. Int. J. Fatigue 2016, 88, 10–18. [Google Scholar] [CrossRef]
- Clerc, G.; Brunner, A.J.; Niemz, P.; Van de Kuilen, J.W.G. Feasibility study on Hartman–Schijve data analysis for Mode II fatigue fracture of adhesively bonded wood joints. Int. J. Fract. 2019, 221, 123–140. [Google Scholar] [CrossRef]
- Jones, R.; Lo, M.; Peng, D.; Bowler, A.; Dorman, M.; Janardhana, M.; Iyyer, N.S. A study into the interaction of intergranular cracking and cracking at a fastener hole. Meccanica 2015, 50, 517–532. [Google Scholar] [CrossRef]
- Jones, R.; Matthews, N.; Peng, D.; Phan, N.; Nguyen, T. Chapter 16, Applications of SPD to enhance the structural integrity of corroded airframes. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 863–905. ISBN 9780081005408. [Google Scholar]
- Jones, R.; Matthews, N.; Baker, A.; Champagne, V. Aircraft Sustainment and Repair; Butterworth-Heinemann Press: Oxford, UK, 2018; ISBN 9780081005408. [Google Scholar]
- Jones, R.; Michopoulos, J.G.; Iliopoulos, A.P.; Raman, R.S.; Phan, N.; Nguyen, T. Representing crack growth in additively manufactured Ti-6Al-4V. Int. J. Fatigue 2018, 116, 610–622. [Google Scholar] [CrossRef]
- Jones, R.; Matthews, N.; Peng, D.; Phan, N.; Nguyen, T.T. Damage Tolerant Assessment of Additively Manufactured Replacement Parts. In Proceedings of the 13th International Conference on the Mechanical Behaviour of Materials (ICM13), Melbourne, Australia, 11–14 June 2019; pp. 384–393, ISBN 978-1-922016-65-2. [Google Scholar]
- Iliopoulos, A.; Jones, R.; Michopoulos, J.; Phan, N.; Singh Raman, R.K. Crack Growth in a Range of Additively Manufactured Aerospace Structural Materials. Aerospace 2018, 5, 118. [Google Scholar] [CrossRef]
- Jones, R.; Stelzer, S.; Brunner, A.J. Mode I, II and Mixed Mode I/II delamination growth in composites. Compos. Struct. 2014, 110, 317–324. [Google Scholar] [CrossRef]
- Jones, R.; Pitt, S.; Hui, D.; Brunner, A. Fatigue crack growth in nano-composites. Compos. Struct. 2013, 99, 375–379. [Google Scholar] [CrossRef]
- Jones, R.; Iliopoulos, A.P.; Michopoulos, J.G.; Peng, D.; Phan, N.; Kinloch, A.J.; Lua, J. Delamination and disbonding in composite airframes. In Proceedings of the 13th International Conference on the Mechanical Behaviour of Materials (ICM13), Melbourne, Australia, 11–14 June 2019; pp. 401–410, ISBN 978-1-922016-65-2. [Google Scholar]
- Brunner, A.J.; Stelzer, S.; Pinter, G.; Terrasi, G.P. Cyclic fatigue delamination of carbon fiber-reinforced polymer-matrix composites: Data analysis and design considerations. Int. J. Fatigue 2016, 83, 293–299. [Google Scholar] [CrossRef]
- Chocron, T.; Banks-Sills, L. Nearly mode I fracture toughness and fatigue delamination propagation in a multidirectional laminate fabricated by a wet-layup. Phys. Mesomech. 2019, 22, 107–140. [Google Scholar] [CrossRef]
- Simon, I.; Banks-Sills, L.; Fourman, V. Mode I delamination propagation and R-ratio effects in woven composite DCB specimens for a multi-directional layup. Int. J. Fatigue 2017, 96, 237–251. [Google Scholar] [CrossRef]
- Jones, R.; Kinloch, A.J.; Michopoulos, J.G.; Brunner, A.J.; Phan, N. Delamination growth in polymer-matrix fibre composites and the use of fracture mechanics data for material characterisation and life prediction. Compos. Struct. 2017, 180, 316–333. [Google Scholar] [CrossRef]
- Yao, L.; Alderliesten, R.C.; Jones, R.; Kinloch, A.J. Delamination fatigue growth in polymer-matrix fibre composites: A methodology for determining the design and lifing allowables. Compos. Struct. 2018, 196, 8–20. [Google Scholar] [CrossRef]
- Simon, I.; Banks-Sills, L.; Fourman, V.; Eliasi, R. Delamination Propagation and Load Ratio Effects in DCB MD Woven Composite Specimens. Procedia Struct. Integr. 2016, 2, 205–212. [Google Scholar] [CrossRef][Green Version]
- Champagne, V., Jr.; Matthews, N.; Champagne, V., III. Chapter 14: Introduction to Supersonic Particle Deposition. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 799–844. ISBN 9780081005408. [Google Scholar]
- Matthews, N. Additive Metal Technologies for Aerospace Sustainment; Chapter 15; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 845–862. ISBN 9780081005408. [Google Scholar]
- White, B.; Story, W.; Brewer, L.; Jordon, J.B. Fatigue behaviour of fastener holes in high-strength aluminum plates repaired by cold spray deposition. Fatigue Fract. Eng. Mater. Struct. 2019, 1–13. [Google Scholar] [CrossRef]
- Spencer, K.; Luzin, V.; Matthews, N.; Zhang, N.X. Residual stresses in cold spray Al coatings: The effect of alloying and of process parameters. Surf. Coat. Technol. 2012, 206, 4249–4255. [Google Scholar] [CrossRef]
- Saleh, M.; Luzin, V.; Spencer, K. Analysis of the residual stress and bonding mechanism in the cold spray technique using experimental and numerical methods. Surf. Coat. Technol. 2014, 252, 15–28. [Google Scholar] [CrossRef]
- Schwalbe, K.H. On the beauty of analytical models for fatigue crack propagation and fracture—A personal historical review. In Fatigue and Fracture Mechanics: 37th Volume; ASTM International: West Conshohocken, PA, USA, 2011; pp. 3–73. [Google Scholar] [CrossRef]
- McEvily, A.J.; Eifler, D.; Macherauch, E. An analysis of the growth of short fatigue cracks. Eng. Fract. Mech. 1991, 40, 571–584. [Google Scholar] [CrossRef]
- Endo, M.; McEvily, A.J. Prediction of the behavior of small fatigue cracks. Mater. Sci. Eng. A 2007, 468, 51–58. [Google Scholar] [CrossRef]
- Masuda, K.; Oguma, N.; Ishihara, S.; McEvily, A.J. Investigation of subsurface fatigue crack growth behavior of D2 tool steel (JIS SKD11) based on a novel measurement method. Int. J. Fatigue 2020, 133. [Google Scholar] [CrossRef]
- McEvily, A.J.; Groeger, J. On the Threshold for Fatigue crack growth. In Proceedings of the ICF4, Fracture 1977, Waterloo, ON, Canada, 19–24 June 1977; Volume 2, pp. 1293–1298. [Google Scholar]
- Ma, Y.E.; Staron, P.; Fischer, T.; Irving, P.E. Size effects on residual stress and fatigue crack growth in friction stir welded 2195-T8 aluminum—Part II: Modelling. Int. J. Fatigue 2011, 33, 1426–1434. [Google Scholar] [CrossRef]
- John, R.; Jata, K.V.; Sadananda, K. Residual stress effects on near-threshold fatigue crack growth in friction stir welds in aerospace alloys. Int. J. Fatigue 2003, 25, 939–948. [Google Scholar] [CrossRef]
- Pasta, S.; Reynolds, A.P. Residual stress effects on fatigue crack growth in a Ti-6Al-4V friction stir weld. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 569–580. [Google Scholar] [CrossRef]
- Biallas, G. Effect of welding residual stresses on fatigue crack growth thresholds. Int. J. Fatigue 2013, 50, 10–17. [Google Scholar] [CrossRef]
- Tra, T.H.; Okazaki, M.; Suzuki, K. Fatigue crack propagation behavior in friction stir welding of AA6063-T5: Roles of residual stress and microstructure. Int. J. Fatigue 2012, 43, 23–29. [Google Scholar] [CrossRef]
- Keller, S.; Horstmann, M.; Kashaev, N.B.; Klusemann, B. Experimentally validated multi-step simulation strategy to predict the fatigue crack propagation rate in residual stress fields after laser shock peening. Int. J. Fatigue 2019, 133, 265–276. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Paddea, S.; Zhang, X. Fatigue crack propagation behaviour in wire+ arc additive manufactured Ti-6Al-4V: Effects of microstructure and residual stress. Mater. Des. 2016, 90, 551–561. [Google Scholar] [CrossRef]
- Zhang, X.; Martina, F.; Syed, A.K.; Wang, X.; Ding, J.; Williams, S.W. Fatigue Crack Growth in Additive Manufactured Titanium: Residual stress control and life evaluation method development. In Proceedings of the 29th ICAF Symposium, Nagoya, Japan, 7–9 June 2017. [Google Scholar]
- Lincoln, J.W.; Melliere, R.A. Economic life determination for a military aircraft. J. Aircraft 1999, 36, 737–742. [Google Scholar] [CrossRef]
- Berens, A.P.; Hovey, P.W.; Skinn, D.A. Risk analysis for aging aircraft fleets—Volume 1: Analysis, WL-TR-91-3066, Flight Dynamics Directorate, Wright Laboratory, Air Force Systems Command, Wright-Patterson Air Force Base. October 1991. Available online: https://apps.dtic.mil/dtic/tr/fulltext/u2/a252000.pdf (accessed on 2 February 2020).
- Jones, R.; Peng, D.; McMillan, A.J. Crack growth from naturally occurring material discontinuities, Chapter 5. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 129–190. ISBN 9780081005408. [Google Scholar]
- Molent, L.; Dixon, B. Airframe metal fatigue revisited. Int. J. Fatigue 2020, 131. [Google Scholar] [CrossRef]
- Sandgren, H.R.; Zhai, Y.; Lados, D.A.; Shade, P.A.; Schuren, J.C.; Groeber, M.A.; Kenesei, P.; Gavras, A.G. Characterization of fatigue crack growth behavior in LENS fabricated Ti-6Al-4V using high-energy synchrotron x-ray microtomography. Addit. Manuf. 2016, 12, 132–141. [Google Scholar] [CrossRef]
- ASTM. Measurement of Fatigue Crack Growth Rates; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Chen, Z.; Shyam, A.; Huang, J.; Decker, R.F.; Lebeau, S.E.; Boehlert, C.J. The Small Fatigue Crack Growth Behavior of an AM60 Magnesium Alloy. Metall. Mater. Trans. A 2013, 44A, 1045–1058. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, T.; Ryder, M.A.; Lados, D.A. A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM 2018, 70, 349–357. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int. J. Fatigue 2018, 117, 163–179. [Google Scholar] [CrossRef]
- TTCI R&D: How Healthy Are Your Castings? Available online: http://www.railwayage.com/index.php/mechanical/freight-cars/ttci-rd-how-healthy-are-your-castings.html (accessed on 2 February 2020).
- Schijve, J. Fatigue crack growth, physical understanding and practical application. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 867–871. [Google Scholar] [CrossRef]
- Kirby, B.R.; Beevers, C.J. Slow fatigue crack growth and threshold behaviour in air and vacuum of commercial aluminum alloys. Fatigue Fract. Eng. Mater. Struct. 1979, 1, 203–215. [Google Scholar] [CrossRef]
- Ritchie, R.O. Near-threshold fatigue-crack propagation in steels. Int. Metals Rev. 1979, 24, 205–230. [Google Scholar]
- Jones, R.; Molent, L.; Barter, S.; Matthews, N.; Tamboli, D. Supersonic particle deposition as a means for enhancing the structural integrity of aircraft structures. Int. J. Fatigue 2014, 68, 260–268. [Google Scholar] [CrossRef]
- Molent, L.; Jones, R. Repair of Multisite Damage in Civil Transport Aircraft: An Example of the Damage-Tolerant Design of Composite Repairs. Aircr. Sustain. Repair 2018, 9, 463–510. [Google Scholar]
- Jones, R. Synchrotron radiation microcomputed tomography for assessing internal cracks in cold spray repairs. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 431–432. [Google Scholar] [CrossRef]
- Peng, D.; Huang, P.; Jones, R. Practical Computational Fracture Mechanics for Aircraft Structural Integrity. Aircr. Sustain. Repair 2018, 4, 67–128. [Google Scholar]
- Peng, D.; Jones, R.; Constable, T. Tools and methods for addressing the durability of rolling stock. Eng. Fail. Anal. 2013, 34, 278–289. [Google Scholar] [CrossRef]
- Pitt, S.; Jones, R.; Atluri, S.N. Further studies into interacting 3D cracks. Comput. Struct. 1999, 70, 583–597. [Google Scholar] [CrossRef]
- Matthews, N.; Jones, R.; Peng, D.; Phan, N.; Nguyen, T. Additive Metal Solutions to Corroded Wing Skins, NATO-RTO-AVT-303. In Proceedings of the AVT-303 Research Workshop on, Corrosion Management, Athens, Greece, 10–12 December 2018. [Google Scholar] [CrossRef]
- Greitemeier, D.; Donne, C.D.; Syassen, F.; Eufinger, J.; Melz, T. Effect of surface roughness on fatigue performance of additive manufactured Ti-6Al-4V. Mater. Sci. Technol. 2016, 32, 629–634. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ∆Kthr (MPa √m) | D | A (MPa √m) | |
|---|---|---|---|
| R = 0.5 | 2.65 | 1.8 × 10−9 | 45 |
| R = 0.05 | 4.0 | 1.8 × 10−9 | 45 |
| Specimen | Crack | ci (mm) | ai (mm) | Aspect Ratio (=ci/ai) | Distance to Edge (mm) |
|---|---|---|---|---|---|
| 1 | c1 | 0.271 | 0.124 | 2.188 | 4.2 |
| c2_2 | 0.129 | 0.11 | 1.173 | 4.9 | |
| c4 | 0.272 | 0.194 | 1.402 | 8.8 | |
| c5_1 | 0.25 | 0.19 | 1.316 | 16.5 | |
| c5_2 | 0.25 | 0.2 | 1.250 | 16.5 | |
| c6_b | 0.31 | 0.24 | 1.292 | 19 | |
| c7 | 0.252 | 0.169 | 1.488 | 20.5 | |
| c8 | 0.35 | 0.22 | 1.591 | 16.3 | |
| c9 | 0.185 | 0.176 | 1.051 | 2.4 | |
| c10 | 0.336 | 0.232 | 1.448 | 19.5 | |
| c11 | 0.25 | 0.122 | 2.050 | 12.2 | |
| ck | 0.407 | 0.2 | 2.035 | 2.5 | |
| cp | 0.39 | 0.328 | 1.189 | 7.5 | |
| 2 | c1 | 0.26 | 0.15 | 1.733 | 8.9 |
| c3 | 0.321 | 0.169 | 1.896 | 20.5 | |
| c6 | 0.437 | 0.285 | 1.533 | 5.2 | |
| c7 | 0.414 | 0.15 | 2.760 | 13.8 | |
| c8 | 0.7 | 0.269 | 2.602 | 6.7 | |
| c9 | 0.31 | 0.18 | 1.722 | 20.6 | |
| c10 | 0.23 | 0.174 | 1.322 | 20.2 | |
| c11 | 0.271 | 0.212 | 1.278 | 13 | |
| cq | 0.29 | 0.191 | 1.518 | 3.5 | |
| ct | 0.369 | 0.199 | 1.854 | 8.7 |
| Specimen | Crack | ΔKthr (MPa√m) |
|---|---|---|
| 1 | c1 | 0.7 |
| c2_2 | 0.35 | |
| c4 | 0.75 | |
| c5_1 | 0.8 | |
| c5_2 | 0.6 | |
| c6_b | 0.75 | |
| c7 | 0.85 | |
| c8 | 0.72 | |
| c9 | 0.65 | |
| c10 | 1.6 | |
| c11 | 0.61 | |
| ck | 0.83 | |
| cp | 0.63 | |
| 2 | c1 | 0.6 |
| c3 | 0.95 | |
| c6 | 1 | |
| c7 | 0.9 | |
| c8 | 1.2 | |
| c9 | 0.8 | |
| c10 | 0.68 | |
| c11 | 0.75 | |
| cq | 0.66 | |
| ct | 0.92 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kundu, S.; Jones, R.; Peng, D.; Matthews, N.; Alankar, A.; Raman, S.R.K.; Huang, P. Review of Requirements for the Durability and Damage Tolerance Certification of Additively Manufactured Aircraft Structural Parts and AM Repairs. Materials 2020, 13, 1341. https://doi.org/10.3390/ma13061341
Kundu S, Jones R, Peng D, Matthews N, Alankar A, Raman SRK, Huang P. Review of Requirements for the Durability and Damage Tolerance Certification of Additively Manufactured Aircraft Structural Parts and AM Repairs. Materials. 2020; 13(6):1341. https://doi.org/10.3390/ma13061341
Chicago/Turabian StyleKundu, Sudip, Rhys Jones, Daren Peng, Neil Matthews, Alankar Alankar, Singh R. K. Raman, and Pu Huang. 2020. "Review of Requirements for the Durability and Damage Tolerance Certification of Additively Manufactured Aircraft Structural Parts and AM Repairs" Materials 13, no. 6: 1341. https://doi.org/10.3390/ma13061341
APA StyleKundu, S., Jones, R., Peng, D., Matthews, N., Alankar, A., Raman, S. R. K., & Huang, P. (2020). Review of Requirements for the Durability and Damage Tolerance Certification of Additively Manufactured Aircraft Structural Parts and AM Repairs. Materials, 13(6), 1341. https://doi.org/10.3390/ma13061341