Mechanical Performances of Al-Si-Mg Alloy with Dilute Sc and Sr Elements

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials and Specimen Preparation
2.2. Mechanical Performances Test
2.3. Microstructure Observation
3. Results and Discussion
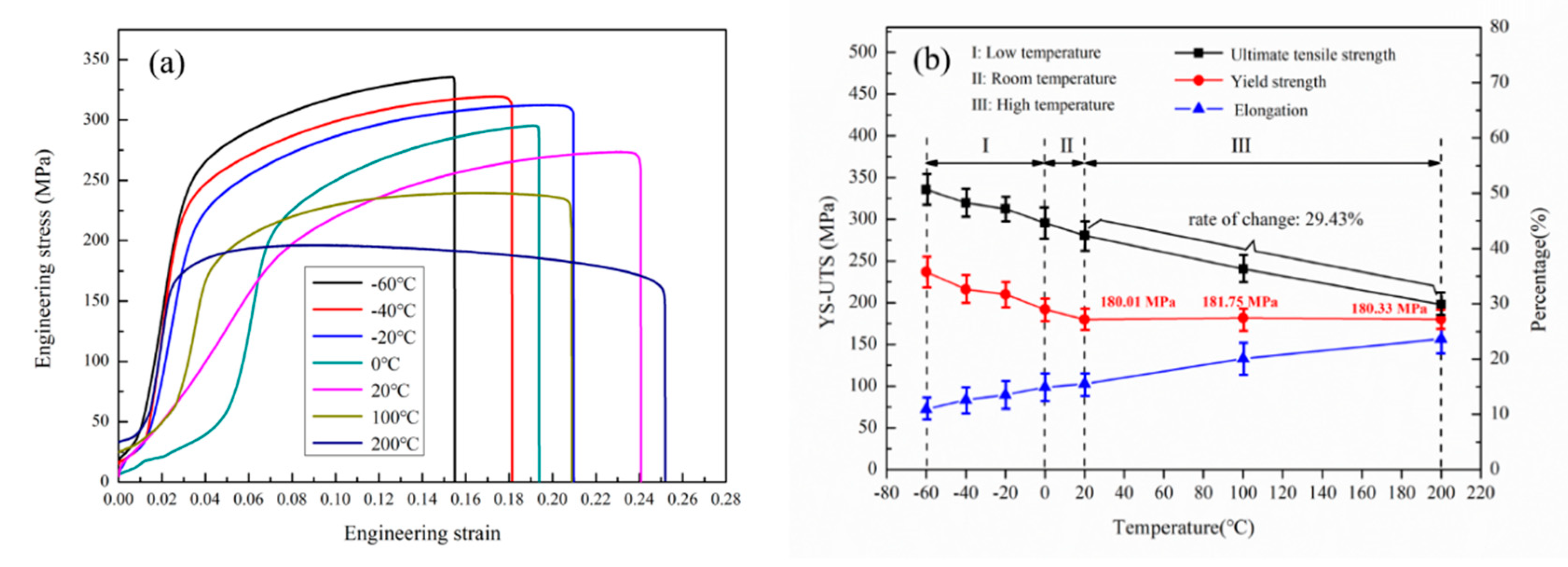
3.1. Mechanical Performances
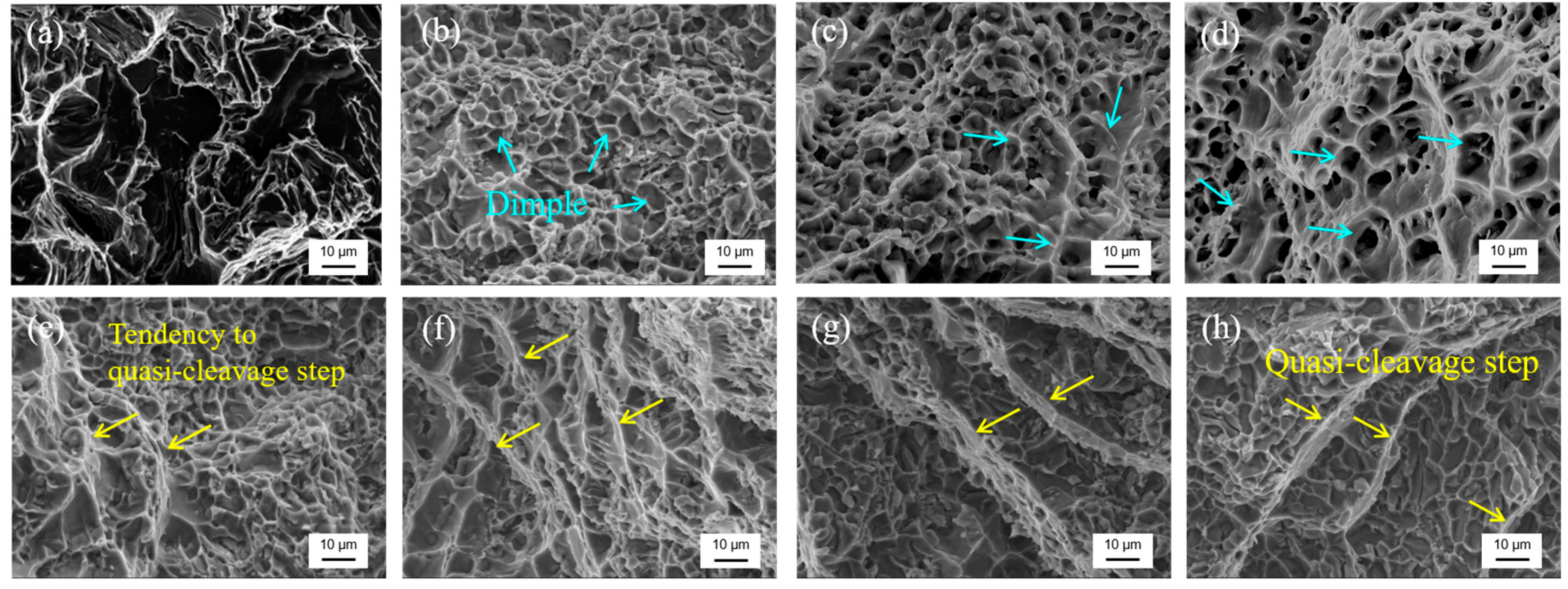
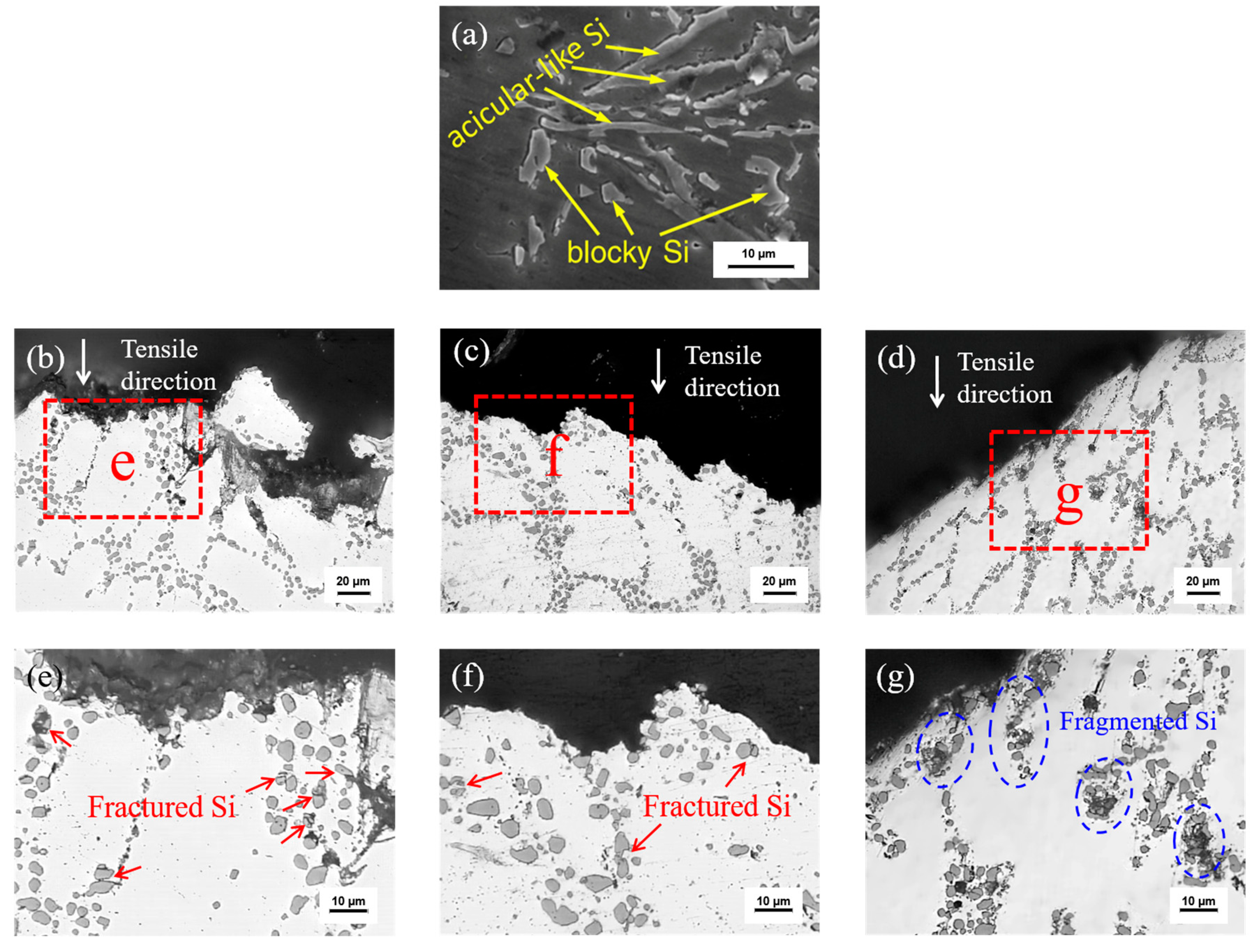
3.2. Fracture Morphology Analysis
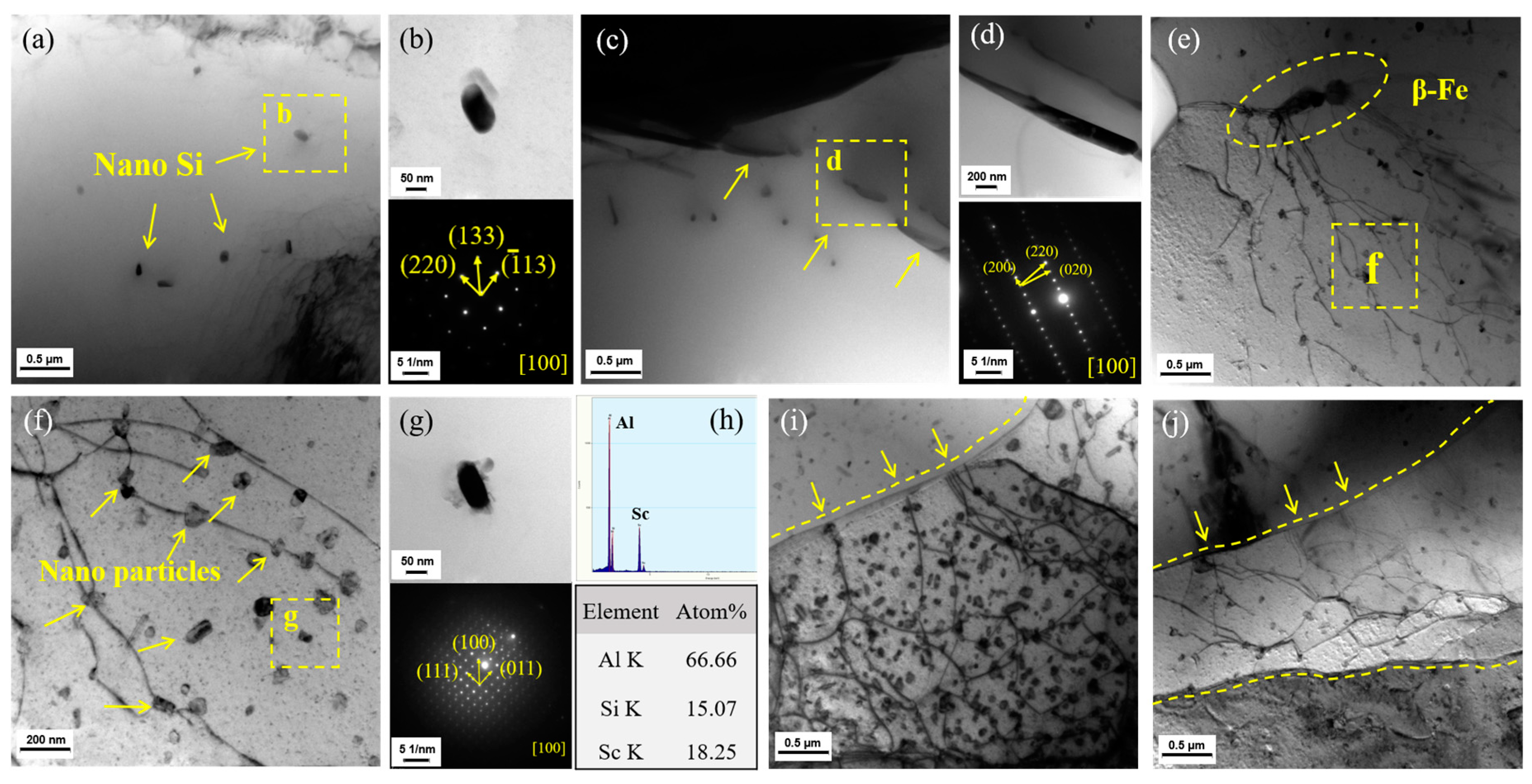
3.3. Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Qiu, C.R.; Miao, S.N.; Li, X.R.; Xia, X.C.; Ding, J.; Wang, Y.N.; Zhao, W.M. Synergistic effect of Sr and La on the microstructure and mechanical properties of A356.2 alloy. Mater. Des. 2017, 114, 563–571. [Google Scholar]
- Ding, J.; Zhang, P.; Li, X.W.; Wang, L.S.; Liao, W.Z.; Huang, L.X.; Xia, X.C. Microstructure and thermal stability evolution behavior of Sc-containing A356.2 aluminum alloy under cyclic thermal exposure conditions. Mater. Sci. Eng. A 2018, 723, 165–173. [Google Scholar] [CrossRef]
- Ding, J.; Miao, S.N.; Ma, B.J.; Xia, X.C.; Qiu, C.R.; Chen, X.G. Effect of solution treatment on microstructure and mechanical properties of A356.2 aluminum alloy treated with Al–Sr–La master alloy. Adv. Eng. Mater. 2016, 20, 1701173. [Google Scholar] [CrossRef]
- Di Giovanni, M.T.; Cerri, E.; Casari, D.; Merlin, M.; Arnberg, L.; Garagnani, G.L. The influence of Ni and V trace elements on high-temperature tensile properties and aging of A356 aluminum foundry alloy. Metall. Mater. Trans. A 2016, 7, 2049–2057. [Google Scholar] [CrossRef]
- Gong, Y.; Yang, C.; Yao, C.; Yang, Z.G. Effects of cooling rate on high-temperature mechanical properties of A356 alloys. Rare. Metal. Mat. Eng. 2011, 40, 63–68. [Google Scholar]
- Di Giovanni, M.T.; Cerri, E.; Casari, D.; Merlin, M.; Arnberg, L.; Garagnani, G.L. Correlation between aging effects and high temperature mechanical properties of the unmodified A356 foundry aluminium alloy. Mater. Sci. Forum. 2016, 879, 424–429. [Google Scholar] [CrossRef]
- Ma, G.H.; Li, R.X.; Li, R.D. Effects of stress concentration on low-temperature fracture behavior of A356 alloy. Mater. Sci. Eng. A 2016, 667, 459–467. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Ageing characteristics and high-temperature tensile properties of Al–Si–Cu–Mg alloys with micro-additions of Mo and Mn. Mater. Sci. Eng. A 2017, 684, 726–736. [Google Scholar] [CrossRef]
- Shu, D.L. Mechanical Properties of Engineering Materials; China Machine Press: Beijing, China, 2004. [Google Scholar]
- Rahimian, M.; Amirkhanlou, S.; Blake, P.; Ji, S. Nanoscale Zr-containing precipitates; a solution for significant improvement of high-temperature strength in Al-Si-Cu-Mg alloys. Mater. Sci. Eng. A 2018, 721, 328–338. [Google Scholar] [CrossRef]
- Ma, G.H.; Li, R.X.; Li, R.D. Effect of Mg2Si particles on low-temperature fracture behavior of A356 alloy. Mater. Sci. Eng. A 2016, 674, 666–671. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Toinin, J.P.; Michi, R.A.; Pandee, P.; Dunand, D.C.; Limmaneevichitr, C. Strengthening mechanisms in AlNiSc alloys containing Al3Ni microfibers and Al3Sc nanoprecipitates. Acta. Mater. 2019, 164, 334–346. [Google Scholar] [CrossRef]
- Karnesky, R.A.; Meng, L.; Dunand, D.C. Strengthening mechanisms in aluminum containing coherent Al3Sc precipitates and incoherent Al2O3 dispersoids. Acta. Mater. 2007, 55, 1299–1308. [Google Scholar] [CrossRef]
- Gao, Y.H.; Cao, L.F.; Yang, C.; Zhang, J.Y.; Liu, G.; Sun, J. Co-stabilization of θ’-Al2Cu and Al3Sc precipitates in Sc-microalloyed Al–Cu alloy with enhanced creep resistance. Corros. Mater. Today Nano 2019, 6, 100035. [Google Scholar] [CrossRef]
- Tzeng, Y.C.; Wu, C.T.; Yang, C.H.; Lee, S.L. Effects of trace Be and Sc addition on the thermal stability of Al–7Si–0.6Mg alloys. Mater. Sci. Eng. A 2014, 614, 54–61. [Google Scholar] [CrossRef]
- Xu, C.; Wang, F.; Mudassar, H.; Wang, C.Y.; Hanada, S.J.; Xiao, W.L.; Ma, C.L. Effect of Sc and Sr on the eutectic Si morphology and tensile properties of Al-Si-Mg alloy. J. Mater. Eng. Perform. 2017, 26, 1605–1613. [Google Scholar] [CrossRef]
- Liu, R.T. Failure Analysis and Examples of Mechanical Parts; Harbin Institute of Technology Press: Harbin, China, 2015. [Google Scholar]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A. 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Fadavi Boostani, A.; Tahamtan, S. Fracture behavior of thixoformed A356 alloy produced by SIMA process. J. Alloys Compd. 2009, 481, 220–227. [Google Scholar] [CrossRef]
- Gokhale, A.M.; Dighe, M.D.; Horstemeyer, M. Effect of temperature on silicon particle damage in A356 alloy. Metall. Mater. Trans. A. 1998, 29, 905–907. [Google Scholar] [CrossRef]
- Garrett, G.G.; Knott, J.F. The influence of compositional and microstructural variations on the mechanism of static fracture in aluminum alloys. Metall. Trans. A 1978, 9, 1187–1201. [Google Scholar] [CrossRef]
- Liu, J.F.; Fan, X.M.; Hu, S.Y.; Wan, P.; Wen, H.Y. Influence of strontium modification on morphology of iron-rich intermetallic phases in Al-Si alloy. Foundry 2008, 57, 956–959. [Google Scholar]
- Ma, Z.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. A study of tensile properties in Al–Si–Cu and Al–Si–Mg alloys: effect of β-iron intermetallics and porosity. Mater. Sci. Eng. A 2008, 490, 36–51. [Google Scholar] [CrossRef]
- Gazizov, M.; Teleshov, V.; Zakharov, V.; Kaibyshev, R. Solidification behaviour and the effects of homogenisation on the structure of an Al–Cu–Mg–Ag–Sc alloy. J. Alloys Compd. 2011, 509, 9497–9507. [Google Scholar] [CrossRef]
- Shen, Y.F.; Guan, R.G.; Zhao, Z.Y.; Misra, R.D.K. Ultrafine-grained Al–0.2Sc–0.1Zr alloy: The mechanistic contribution of nano-sized precipitates on grain refinement during the novel process of accumulative continuous extrusion. Acta. Mater. 2015, 100, 247–255. [Google Scholar] [CrossRef]
- Vlach, M.; Čížek, J.; Smola, B.; Melikhova, O.; Vlček, M.; Kodetová, V.; Kudrnová, H.; Hruška, P. Heat treatment and age hardening of Al–Si–Mg–Mn commercial alloy with addition of Sc and Zr. Mater Charact. 2017, 129, 1–8. [Google Scholar] [CrossRef]
- Liu, Y.C. Physical Basis of Material Forming; China Machine Press: Harbin, China, 2011. [Google Scholar]
- Hurley, P.J.; Bate, P.S.; Humphreys, F.J. An objective study of substructural boundary alignment in aluminum. Acta. Mater. 2003, 51, 4737–4750. [Google Scholar] [CrossRef]
- Lee, J.; Kim, Y.C.; Lee, S.; Kim, N.J.; Ahn, S. Correlation of the microstructure and mechanical properties of oxide-dispersion-strengthened coppers fabricated by internal oxidation. Metall. Mater. Trans. A 2004, 35, 493–502. [Google Scholar] [CrossRef]
- Xia, X.C.; Zhao, Q.F.; Peng, Y.Y.; Zhang, P.; Liu, L.H.; Ding, J.; Luo, X.D.; Wang, L.S.; Huang, L.X.; Zhang, H.J.; et al. Precipitation behavior and mechanical performances of A356.2 alloy treated by Al–Sr–La composite refinement-modification agent. J. Alloys. Compd. 2020, 818, 153370. [Google Scholar] [CrossRef]
- He, G.J.; Li, W.Z. Influence of nano particle distribution on the strengthening mechanisms of magnesium matrix composites. Acta. Mater. Comp. Sinica 2013, 30, 106–110. [Google Scholar]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminum (CNT/Al) composites. Scripta. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, Z.; Huang, J. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature. Mater. Sci. Eng. A 2011, 528, 1780–1786. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scripta. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]
- Saada, G. Hall–Petch revisited. Mater. Sci. Eng. A 2005, 400, 146–149. [Google Scholar] [CrossRef]
- Louchet, F.; Weiss, J.; Richeton, T. Hall-petch law revisited in terms of collective dislocation dynamics. Phys. Rev. Lett. 2006, 97, 075504. [Google Scholar] [CrossRef] [PubMed]
- Mirza, F.A.; Chen, D.L. A unified model for the prediction of yield strength in particulate-reinforced metal matrix nanocomposites. Materials 2015, 8, 5138–5153. [Google Scholar] [CrossRef] [PubMed]
- Yu, C.; Cui, L.; Hao, S.; Jiang, D.; Shi, X.; Liu, Z.; Brown, D.E.; Ren, Y. In situ high-energy X-ray diffraction study of load partitioning in Nb/NiTi nanocomposite plate. Metall. Mater. Trans. A 2015, 46, 3271–3275. [Google Scholar] [CrossRef]
- Harada, Y.; Dunand, D.C. Thermal expansion of Al3Sc and Al3(Sc0.75X0.25). Scripta. Mater. 2003, 48, 219–222. [Google Scholar] [CrossRef]
- Rajaram, G.; Kumaran, S.; Rao, T.S. Effect of graphite and transition elements (Cu, Ni) on high temperature tensile behaviour of Al–Si Alloys. Mater. Chem. Phys. 2011, 128, 62–69. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Er addition to Al-Si-Mg-based casting alloy: effects on microstructure, room and high temperature mechanical properties. J. Alloys. Compd. 2017, 708, 1234–1244. [Google Scholar] [CrossRef]





© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Zhao, Q.; Liu, L.; Xia, X.; Zheng, C.; Quan, L.; Ding, J.; Chen, X.; Luo, X.; Wang, L.; et al. Mechanical Performances of Al-Si-Mg Alloy with Dilute Sc and Sr Elements. Materials 2020, 13, 665. https://doi.org/10.3390/ma13030665
Zhang Z, Zhao Q, Liu L, Xia X, Zheng C, Quan L, Ding J, Chen X, Luo X, Wang L, et al. Mechanical Performances of Al-Si-Mg Alloy with Dilute Sc and Sr Elements. Materials. 2020; 13(3):665. https://doi.org/10.3390/ma13030665
Chicago/Turabian StyleZhang, Zichen, Qingfeng Zhao, Lihua Liu, Xingchuan Xia, Cheng Zheng, Liwei Quan, Jian Ding, Xueguang Chen, Xudong Luo, Lisheng Wang, and et al. 2020. "Mechanical Performances of Al-Si-Mg Alloy with Dilute Sc and Sr Elements" Materials 13, no. 3: 665. https://doi.org/10.3390/ma13030665
APA StyleZhang, Z., Zhao, Q., Liu, L., Xia, X., Zheng, C., Quan, L., Ding, J., Chen, X., Luo, X., Wang, L., Song, K., Li, C., & Liu, Y. (2020). Mechanical Performances of Al-Si-Mg Alloy with Dilute Sc and Sr Elements. Materials, 13(3), 665. https://doi.org/10.3390/ma13030665