Performance of Manganese(III) Acetylacetonate in Solvent-Borne and High-Solid Alkyd Formulations


Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Test Formulations
2.2. Measurements of Drying Time
2.3. Determination of the Film Hardness
2.4. Determination Film Coloration
2.5. Electron Paramagnetic Resonance (EPR)
2.6. Infrared Spectroscopy
2.7. Raman Spectroscopy
3. Results and Discussion
3.1. Performance in Solvent-Borne Alkyd Binders
3.2. Performance in High-Solid Alkyd Binders
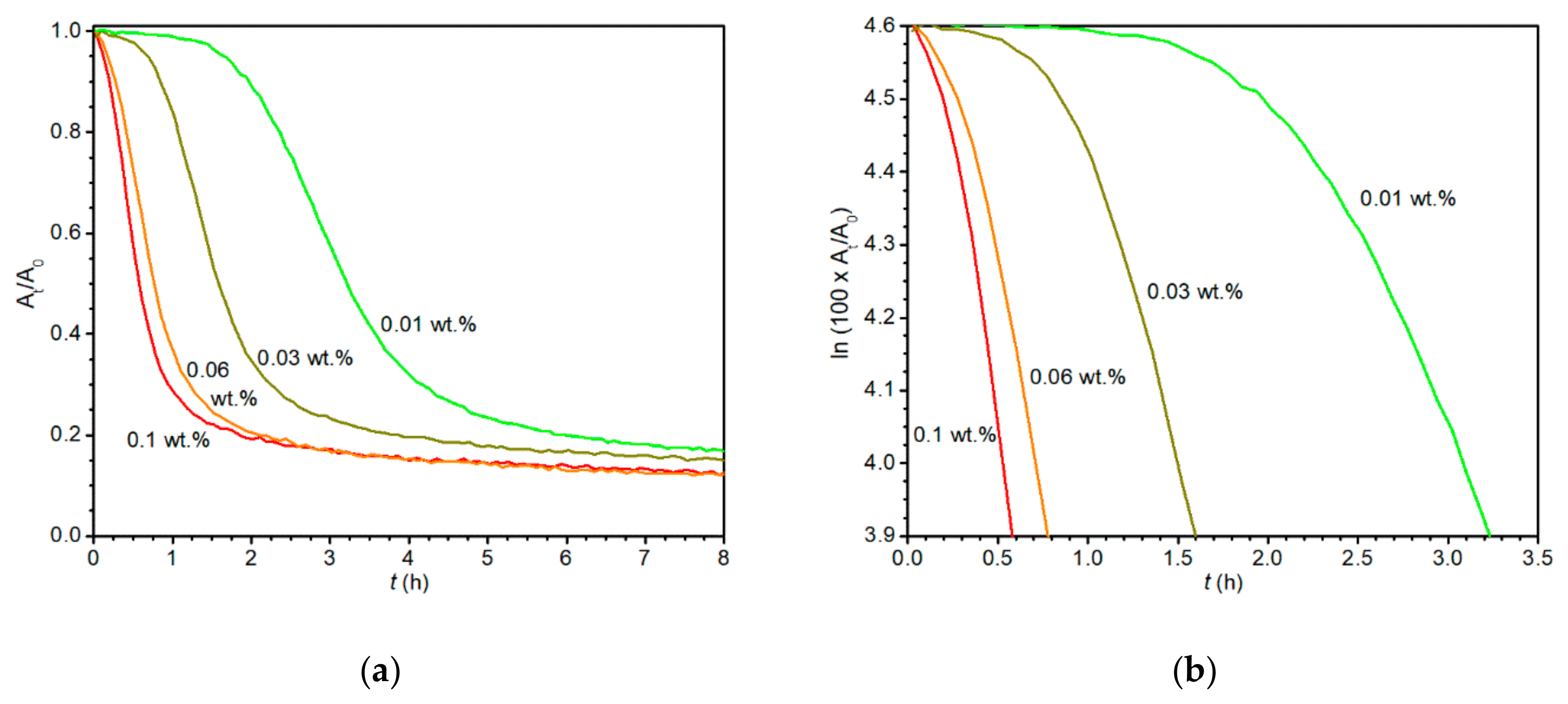
3.3. Kinetics of Autoxidation Process in Alkyd Film
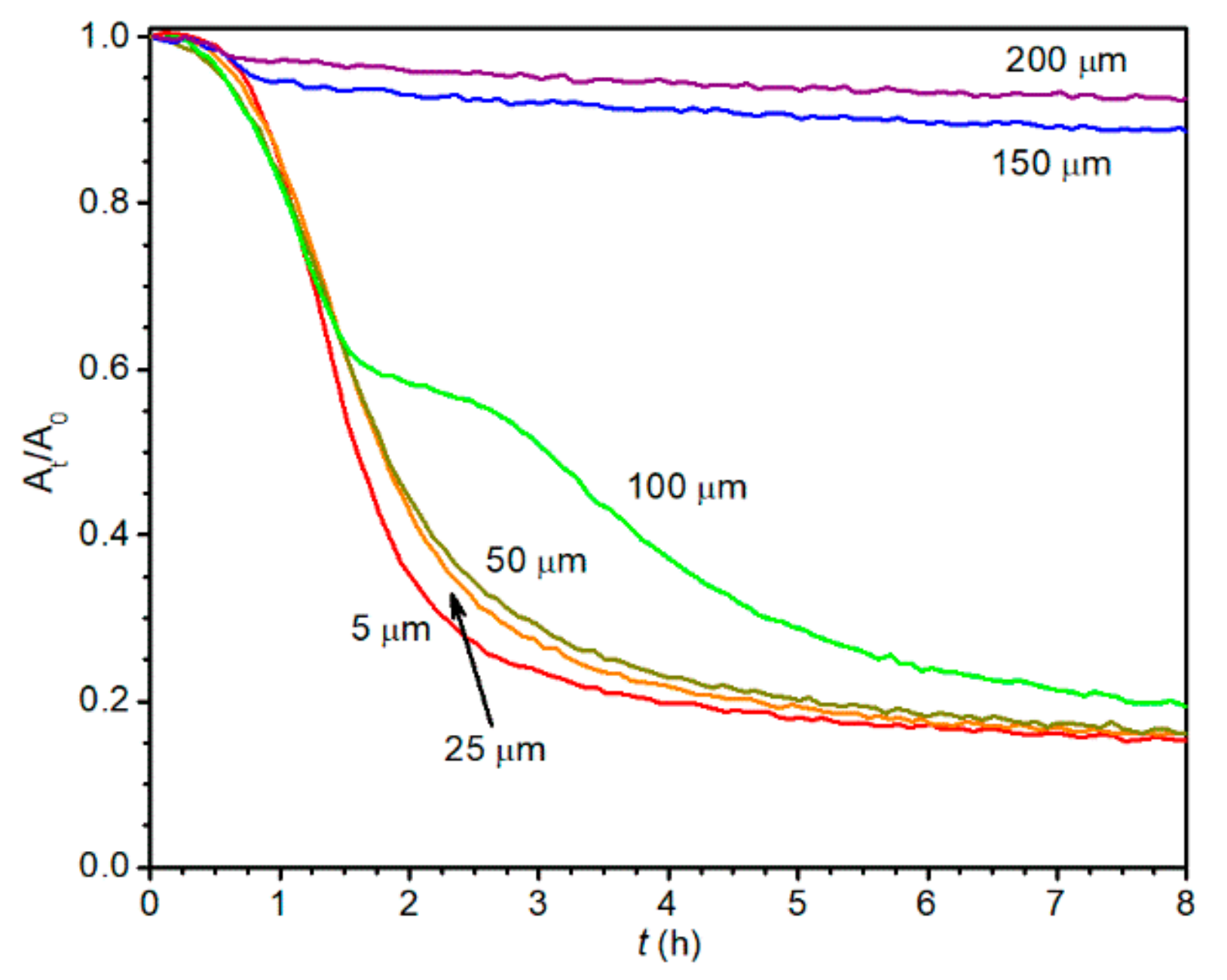
3.4. Thickness Effect
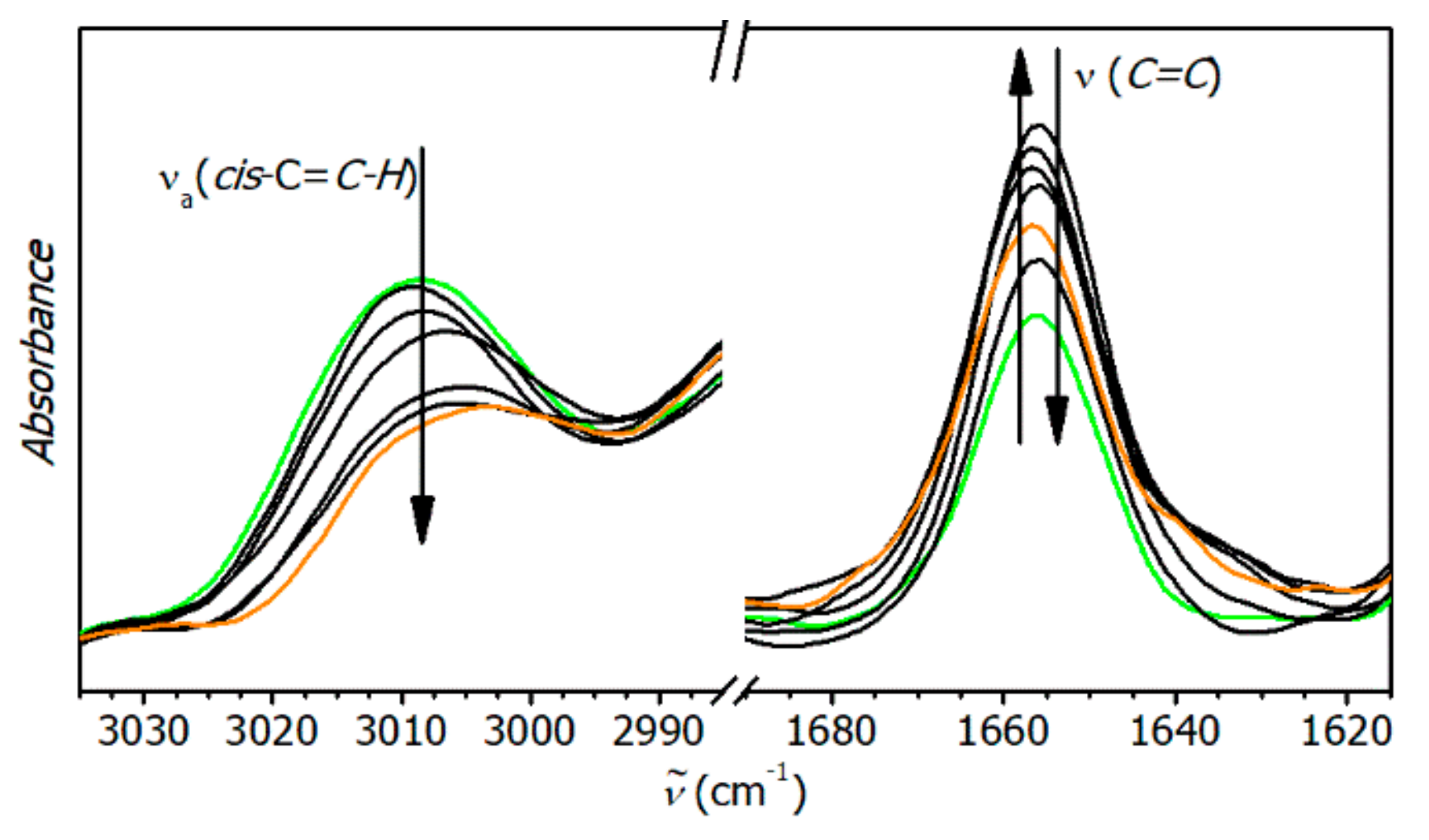
3.5. Raman Spectroscopy
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Honzíček, J. Curing of Air-Drying Paints: A Critical Review. Ind. Eng. Chem. Res. 2019, 58, 12485–12505. [Google Scholar] [CrossRef]
- Jones, F.N. Alkyd Resins. In Ullmann’s Encyclopedia of industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; Volume 2, pp. 429–444. [Google Scholar] [CrossRef]
- Carlston, E.F.; Lum, F.G. Isophthalic Acid Application in Alkyd Oils. Ind. Eng. Chem. 1957, 49, 1051–1053. [Google Scholar] [CrossRef]
- Leyssens, L.; Vinck, B.; Van Der Straeten, C.; Wuyts, F.; Maes, L. Cobalt toxicity in humans—A review of the potential sources and systemic health effects. Toxicology 2017, 378, 43–56. [Google Scholar] [CrossRef] [PubMed]
- Bouwman, E.; van Gorkum, R. A study of new manganese complexes as potential driers for alkyd paints. J. Coat. Technol. Res. 2007, 4, 491–503. [Google Scholar] [CrossRef]
- Křižan, M.; Vinklárek, J.; Erben, M.; Císařová, I.; Honzíček, J. Autoxidation of alkyd resins catalyzed by iron(II) bispidine complex: Drying performance and in-depth infrared study. Prog. Org. Coat. 2017, 111, 361–370. [Google Scholar] [CrossRef]
- de Boer, J.W.; Wesenhagen, P.V.; Wenker, E.C.M.; Maaijen, K.; Gol, F.; Gibbs, H.; Hage, R. The Quest for Cobalt-Free Alkyd Paint Driers. Eur. J. Inorg. Chem. 2013, 3581–3591. [Google Scholar] [CrossRef]
- Honzíček, J.; Vinklárek, J. Chemical curing of alkyd resin catalyzed by benzoylferrocene: Performance, kinetics, and thickness effects. J. Appl. Polym. Sci. 2018, 135, 46184. [Google Scholar] [CrossRef]
- Preininger, O.; Vinklárek, J.; Honzíček, J.; Mikysek, T.; Erben, M. A promising drying activity of environmentally friendly oxovanadium(IV) complexes in air-drying paints. Prog. Org. Coat. 2015, 88, 191–198. [Google Scholar] [CrossRef]
- Preininger, O.; Honzíček, J.; Kalenda, P.; Vinklárek, J. Drying activity of oxovanadium(IV) 2-ethylhexanoate in solvent-borne alkyd paints. J. Coat. Technol. Res. 2016, 13, 479–487. [Google Scholar] [CrossRef]
- Charamzová, I.; Vinklárek, J.; Kalenda, P.; Honzíček, J. Application of Oxovanadium Complex Stabilized by N,N,N,N-Chelating Ligand in Air-Drying Paints. Coatings 2018, 8, 204. [Google Scholar] [CrossRef]
- Charamzová, I.; Machálková, A.; Vinklárek, J.; Císařová, I.; Honzíček, J. Benzyl substituted oxidovanadium (IV) pentane-2,4-dionates: Synthesis, structure and drying properties. Inorg. Chim. Acta 2019, 492, 243–248. [Google Scholar] [CrossRef]
- Warzeska, S.T.; Zonneveld, M.; van Gorkum, R.; Muizebelt, W.J.; Bouwman, E.; Reedijk, J. The influence of bipyridine on the drying of alkyd paints: A model study. Prog. Org. Coat. 2002, 44, 243–248. [Google Scholar] [CrossRef]
- Oyman, Z.O.; Ming, W.; van der Linde, R. Catalytic activity of a dinuclear manganese complex (MnMeTACN) on the oxidation of ethyl linoleate. Appl. Catal. A 2007, 316, 191–196. [Google Scholar] [CrossRef]
- Zheng, Z.; Wang, W.; Zhou, Y.; Zhang, Z.; Zhu, X. Manganese(iii) acetylacetonate initiated RAFT polymerizations: An alternative and versatile RAFT initiator. Polym. Chem. 2014, 5, 37–42. [Google Scholar] [CrossRef]
- Xu, Y.; Sun, J.; Chen, H.; Bai, L.; Tao, Q.; Yu, L.; Wang, Y. Synthesis of Polyacrylonitrile Mediated by Manganese(III) Acetylacetonate (Mn(acac)3) and 2-Cyanoprop-2-yl dithionaphthalenoate. J. Polym. Sci. Part A Polym. Chem. 2015, 53, 1305–1309. [Google Scholar] [CrossRef]
- Ban, H.T.; Kase, T.; Murata, M. Manganese-Based Transition Metal Complexes as New Catalysts for Olefin Polymerizations. J. Polym. Sci. Part A Polym. Chem. 2001, 39, 3733–3738. [Google Scholar] [CrossRef]
- Garra, P.; Dumur, P.; Nechab, M.; Morlet-Savary, F.; Dietlin, C.; Graff, B.; Doronina, E.P.; Sidorkin, V.F.; Gigmes, D.; Fouassier, J.; et al. Peroxide-Free and Amine-Free Redox Free Radical Polymerization: Metal Acetylacetonates/Stable Carbonyl Compounds for Highly Efficient Synthesis of Composites. Macromolecules 2018, 51, 6394–6404. [Google Scholar] [CrossRef]
- Wang, Y.; Toh, K.K.; Ng, E.P.J.; Chiba, S. Mn(III)-Mediated Formal [3+3]-Annulation of Vinyl Azides and Cyclopropanols: A Divergent Synthesis of Azaheterocycles. J. Am. Chem. Soc. 2011, 133, 6411–6421. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Z.; Zhang, Y.; Xiong, C. Manganese(III) Acetylacetonate-Mediated Phosphorylation of Enamides at Room Temperature. Adv. Synth. Catal. 2018, 360, 3492–3496. [Google Scholar] [CrossRef]
- Yamamoto, D.; Soga, M.; Ansai, H.; Makino, K. Manganese-catalysed hydroperoxidation of carbon–carbon double bonds using molecular oxygen present in air and hydroxylamine under ambient conditions. Org. Chem. Front. 2016, 3, 1420–1424. [Google Scholar] [CrossRef]
- Yamamoto, D.; Oguro, T.; Tashiro, Y.; Soga, M.; Miyashita, K.; Aso, Y.; Makino, K. Manganese-Promoted Oxidative Cyclization of Unsaturated Oximes Using Molecular Oxygen in Air under Ambient Conditions. Eur. J. Org. Chem. 2016, 2016, 5216–5219. [Google Scholar] [CrossRef]
- Bouwman, E.; Reedijk, J.; Van Gorkum, R. Drier for Alkyd Based Coating. EP 1382648 A1, 21 January 2004. [Google Scholar]
- Weijnen, J.; Brandjes, C. Coating Composition Comprising Anti-Skinning Agent. WO 2016055114 A1, 14 April 2016. [Google Scholar]
- Oyman, Z.O.; Ming, W.; van der Linde, R.; van Gorkum, R.; Bouwman, E. Effect of [Mn(acac)3] and its combination with 2,2′-bipyridine on the autoxidation and oligomerisation of ethyl linoleate. Polymer 2005, 46, 1731–1738. [Google Scholar] [CrossRef]
- van Gorkum, R.; Bouwman, E.; Reedijk, J. Fast Autoxidation of Ethyl Linoleate Catalyzed by [Mn(acac)3] and Bipyridine: A Possible Drying Catalyst for Alkyd Paints. Inorg. Chem. 2004, 43, 2456–2458. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, M.N.; Chaudhuri, M.K.; Khathing, D.T. Direct Synthesis of Tris(acetylacetonato)manganese(iii). J. Chem. Soc. Dalton Trans. 1982, 669–670. [Google Scholar] [CrossRef]
- Martí, M.; Molina, L.; Alemán, C.; Armelin, E. Novel Epoxy Coating Based on DMSO as a Green Solvent, Reducing Drastically the Volatile Organic Compound Content and Using Conducting Polymers As a Nontoxic Anticorrosive Pigment. ACS Sustainable Chem. Eng. 2013, 1, 1609–1618. [Google Scholar] [CrossRef]
- Gezici-Koç, Ö.; Thomas, C.A.A.M.; Michel, M.E.B.; Erich, S.J.F.; Huinink, H.P.; Flapper, J.; Duivenvoorde, F.L.; van der Ven, L.G.J.; Adan, O.C.G. In-depth study of drying solvent-borne alkyd coatings in presence of Mn- and Fe- based catalysts as cobalt alternatives. Mater. Today Commun. 2016, 7, 22–31. [Google Scholar] [CrossRef]
- Smith, L.M.; Aitken, H.M.; Coote, M.L. The Fate of the Peroxyl Radical in Autoxidation: How Does Polymer Degradation Really Occur? Acc. Chem. Res. 2018, 51, 2006–2013. [Google Scholar] [CrossRef]
- van Gorkum, R.; Bouwman, E. The oxidative drying of alkyd paint catalyzed by metal complexes. Coord. Chem. Rev. 2005, 249, 1709–1728. [Google Scholar] [CrossRef]
- Charamzová, I.; Vinklárek, J.; Honzíček, J. Effect of primary driers on oxidative drying of high-solid alkyd binder: Investigation of thickness effects by mechanical tests and infrared spectroscopy. Prog. Org. Coat. 2018, 125, 175–185. [Google Scholar] [CrossRef]
- Ellis, G.; Claybournt, M.; Richards, S.E. The application of Fourier Transform Raman spectroscopy to the study of paint systems. Spectrochim. Acta A 1990, 2, 227–241. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binder | Drier | C (wt.%) | τ1 (h) | τ2 (h) | τ3 (h) | τ4 (h) | Hrel;10d (%) | Hrel;100d (%) |
|---|---|---|---|---|---|---|---|---|
| S471 | Mn | 0.1 | - | 0.5 | 7.3 | 9.9 | 19.5 | 35.8 |
| 0.06 | - | 0.8 | 9.0 | 12.2 | 19.6 | 35.2 | ||
| 0.03 | - | 2.0 | 7.0 | 10.3 | 20.0 | 35.1 | ||
| 0.01 | - | 3.5 | 8.3 | 12.3 | 19.1 | 33.4 | ||
| Co | 0.1 | - | 0.4 | 7.7 | >24 | 22.5 | 49.1 | |
| 0.06 | - | 1.1 | 7.1 | >24 | 29.7 | 49.7 | ||
| 0.03 | - | 1.2 | 9.3 | >24 | 24.5 | 46.2 | ||
| 0.01 | - | 18.1 | >24 | >24 | 24.5 | 43.6 | ||
| SP262 | Mn | 0.1 | 0.8 | 1.2 | 7.6 | 9.3 | 18.2 | 35.3 |
| 0.06 | 1.2 | 1.8 | 7.6 | 7.9 | 20.2 | 34.0 | ||
| 0.03 | 1.6 | 2.3 | 7.2 | 7.9 | 20.0 | 35.2 | ||
| 0.01 | 5.6 | 6.5 | 10.0 | 12.0 | 19.8 | 33.6 | ||
| Co | 0.1 | 0.4 | 1.0 | 9.7 | >24 | 25.5 | 49.1 | |
| 0.06 | 0.9 | 1.7 | 13.2 | 15.9 | 23.1 | 47.2 | ||
| 0.03 | 2.5 | 3.3 | 10.8 | 17.3 | 25.0 | 39.4 | ||
| 0.01 | 11.9 | 14.0 | 16.6 | 20.2 | 24.0 | 36.2 |
| Binder | Drier | C (wt.%) | τ1 (h) | τ2 (h) | τ3 (h) | τ4 (h) | Hrel;10d (%) | Hrel;100d (%) |
|---|---|---|---|---|---|---|---|---|
| S622 | Mn | 0.1 | - | 0.6 | 4.0 | 6.3 | 17.7 | 20.4 |
| 0.06 | - | 0.8 | 4.4 | 7.5 | 16.4 | 18.6 | ||
| 0.03 | - | 1.8 | 5.5 | 9.1 | 16.9 | 18.0 | ||
| 0.01 | - | 3.2 | 7.6 | 9.8 | 15.3 | 16.6 | ||
| Co | 0.1 | - | 0.9 | 4.1 | 12.8 | 21.9 | 43.4 | |
| 0.06 | - | 1.9 | 6.4 | 11.8 | 19.3 | 39.7 | ||
| 0.03 | - | 3.7 | 5.9 | 10.5 | 17.7 | 37.0 | ||
| 0.01 | - | 11.2 | 14.4 | 17.8 | 14.7 | 30.9 | ||
| SP252 | Mn | 0.1 | 1.0 | 1.6 | 6.9 | 9.2 | 11.6 | 20.6 |
| 0.06 | 1.3 | 2.2 | 7.5 | 9.3 | 11.0 | 20.4 | ||
| 0.03 | 2.2 | 2.8 | 7.9 | 10.4 | 11.1 | 19.9 | ||
| 0.01 | 2.7 | 4.3 | 7.4 | 10.8 | 10.7 | 19.2 | ||
| Co | 0.1 | 0.4 | 0.5 | 8.7 | 18.4 | 15.2 | 35.1 | |
| 0.06 | 0.9 | 1.1 | 15.8 | 18.9 | 13.7 | 32.5 | ||
| 0.03 | 3.7 | 4.5 | 11.1 | 16.9 | 13.1 | 30.2 | ||
| 0.01 | 14.3 | 14.8 | 15.7 | 19.9 | – 1 | – 1 |
| Binder | Drier | C (wt.%) | *L | *a | *b |
|---|---|---|---|---|---|
| S471 | Mn | 0.1 | 99.4/99.7 | −0.10/–0.17 | 0.95/0.92 |
| 0.06 | 99.6/99.8 | −0.07/–0.12 | 0.47/0.43 | ||
| 0.03 | 99.6/99.6 | −0.07/–0.10 | 0.33/0.31 | ||
| 0.01 | 99.9/99.8 | –0.06/–0.10 | 0.16/0.26 | ||
| Co | 0.1 | 99.7/99.6 | −0.17/–0.12 | 0.50/0.63 | |
| 0.06 | 99.7/99.8 | −0.15/–0.13 | 0.42/0.45 | ||
| 0.03 | 99.4/99.9 | −0.10/–0.08 | 0.26/0.31 | ||
| 0.01 | 99.6/99.8 | –0.06/–0.09 | 0.14/0.28 |
| Binder. | Drier | C (wt.%) | τ1 (h) | τ2 (h) | τ3 (h) | τ4 (h) |
|---|---|---|---|---|---|---|
| FP07 | Mn | 0.1 | 1.6/1.7 | 2.7/5.2 | 6.6/8.8 | 6.6/8.8 |
| 0.06 | 2.0/2.2 | 3.1/5.7 | 6.1/8.5 | 6.1/8.5 | ||
| 0.03 | 3.3/3.4 | 4.4/4.6 | 5.5/7.4 | 6.7/7.4 | ||
| 0.01 | 5.0/5.2 | 6.2/6.6 | 7.5/7.5 | 7.5/7.7 | ||
| Co | 0.1 | 0.9/1.1 | 2.2/2.8 | 5.5/10.4 | 9.9/>24 | |
| 0.06 | 1.1/1.2 | 2.5/3.2 | 4.3/11.3 | 7.1/17.4 | ||
| 0.03 | 1.8/2.2 | 2.6/6.7 | 5.9/11.3 | 7.9/>24 | ||
| 0.01 | 6.3/6.7 | 7.8/7.9 | 8.6/9.4 | 15.0/>24 | ||
| SP00 | Mn | 0.1 | 1.4/1.5 | 1.8/2.4 | 2.7/3.0 | 4.1/8.6 |
| 0.06 | 1.5/2.0 | 2.4/3.3 | 2.8/3.7 | 7.1/9.2 | ||
| 0.03 | 2.8/3.1 | 3.2/3.5 | 4.5/5.1 | 7.0/10.1 | ||
| 0.01 | 5.9/6.1 | 6.3/6.7 | 8.8/8.8 | 11.8/12.4 | ||
| Co | 0.1 | 0.2/0.2 | 0.3/1.1 | 0.7/2.7 | >24/>24 | |
| 0.06 | 0.7/0.5 | 1.3/1.3 | 1.3/2.0 | 13.2/>24 | ||
| 0.03 | 1.2/0.9 | 2.1/1.7 | 2.1/4.5 | 3.0/10.7 | ||
| 0.01 | 3.3/2.9 | 5.7/4.9 | 5.7/4.9 | 9.8/10.6 | ||
| TI870 | Mn | 0.1 | 2.0/2.1 | 2.7/3.6 | 3.6/8.8 | 18.8/>24 |
| 0.06 | 2.6/2.5 | 3.5/4.1 | 3.8/8.1 | >24/>24 | ||
| 0.03 | 4.1/3.8 | 5.2/4.9 | 5.2/8.0 | >24/>24 | ||
| 0.01 | 9.0/8.5 | 10.3/10.0 | 11.8/11.2 | >24/>24 | ||
| Co | 0.1 | 0.4/0.6 | 2.3/8.0 | 8.1/>24 | 8.1/>24 | |
| 0.06 | 1.2/1.3 | 1.6/4.0 | 8.8/>24 | >24/>24 | ||
| 0.03 | 2.2/2.2 | 2.8/6.1 | 5.0/9.0 | >24/>24 | ||
| 0.01 | 4.4/4.6 | 5.4/5.7 | 6.3/11.3 | >24/>24 |
| Drier | C (wt.%) | FP07 | SP00 | TI870 |
|---|---|---|---|---|
| Mn | 0.1 | 7.9/11.7 | 10.4/11.3 | 6.5/13.2 |
| 0.06 | 7.4/10.7 | 10.0/11.1 | 6.6/13.4 | |
| 0.03 | 6.6/9.6 | 9.8/11.2 | 6.6/10.6 | |
| 0.01 | 6.1/8.0 | 9.7/10.7 | 5.5/9.4 | |
| Co | 0.1 | 8.7/16.6 | 9.0/17.2 | 9.7/27.2 |
| 0.06 | 8.0/13.8 | 8.4/15.6 | 8.8/24.3 | |
| 0.03 | 7.3/10.6 | 8.3/12.8 | 7.3/19.8 | |
| 0.01 | 6.5/10.8 | 8.5/11.0 | 6.3/14.8 |
| Binder | Drier | C (wt.%) | tind (h) | kmax (h−1) | t1/2 (h) | tConj (h) |
|---|---|---|---|---|---|---|
| S471 | Mn | 0.1 | 0.2 | 1.85 | 0.6 | 0.6 |
| 0.06 | 0.3 | 1.46 | 0.8 | 0.9 | ||
| 0.03 | 0.9 | 1.05 | 1.6 | 1.7 | ||
| 0.01 | 2.2 | 0.65 | 3.2 | 3.4 | ||
| Co | 0.1 | 0.2 | 2.18 | 0.5 | 0.6 | |
| 0.06 | 0.5 | 1.55 | 0.9 | 1.0 | ||
| 0.03 | 2.0 | 0.81 | 2.9 | 3.0 | ||
| 0.01 | 6.9 | 0.45 | 8.4 | 8.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matušková, E.; Honzíček, J. Performance of Manganese(III) Acetylacetonate in Solvent-Borne and High-Solid Alkyd Formulations. Materials 2020, 13, 642. https://doi.org/10.3390/ma13030642
Matušková E, Honzíček J. Performance of Manganese(III) Acetylacetonate in Solvent-Borne and High-Solid Alkyd Formulations. Materials. 2020; 13(3):642. https://doi.org/10.3390/ma13030642
Chicago/Turabian StyleMatušková, Eliška, and Jan Honzíček. 2020. "Performance of Manganese(III) Acetylacetonate in Solvent-Borne and High-Solid Alkyd Formulations" Materials 13, no. 3: 642. https://doi.org/10.3390/ma13030642
APA StyleMatušková, E., & Honzíček, J. (2020). Performance of Manganese(III) Acetylacetonate in Solvent-Borne and High-Solid Alkyd Formulations. Materials, 13(3), 642. https://doi.org/10.3390/ma13030642