Physical and Mechanical Behaviour of Sugarcane Bagasse Fibre-Reinforced Epoxy Bio-Composites


 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Characterisation of Composite
2.3.1. Density Test
2.3.2. Water Absorption Test
2.3.3. Wear Test
2.3.4. Tensile Strength and Elongation at Breakpoint Test
2.3.5. Impact Strength Test
2.3.6. Hardness Test
3. Results and Discussions
3.1. Physical Behaviour of Composites
3.2. Mechanical Behaviour of Composites
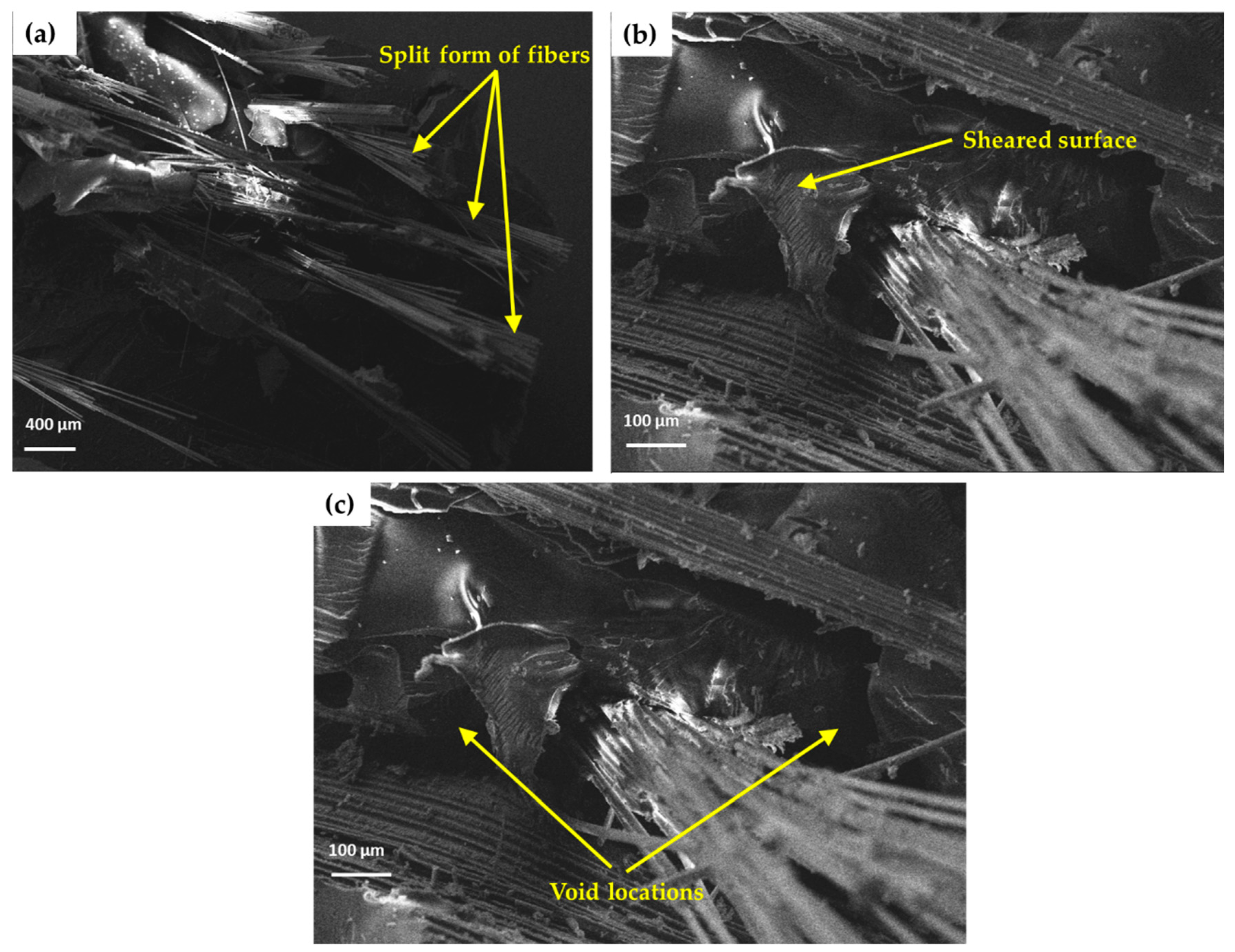
3.3. Scanning Electron Microscope (SEM)
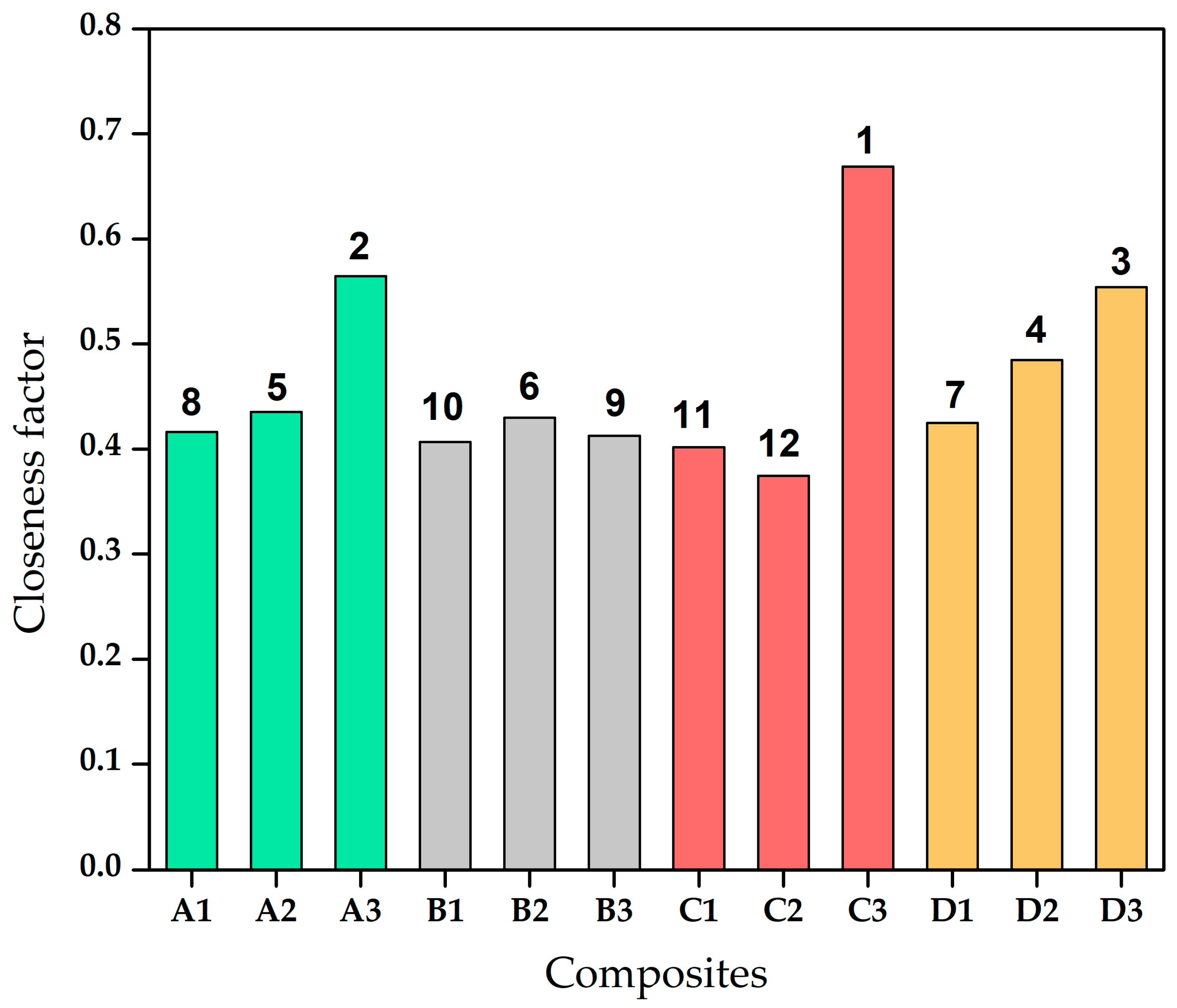
3.4. Ranking of Materials Using the TOPSIS Method
4. Conclusions
- The minimum void fraction was obtained for composites reinforced with 5 mm length of all varieties of fibres because of the better compact composite formed with a small fibre length compared to 10 mm and 15 mm fibre length.
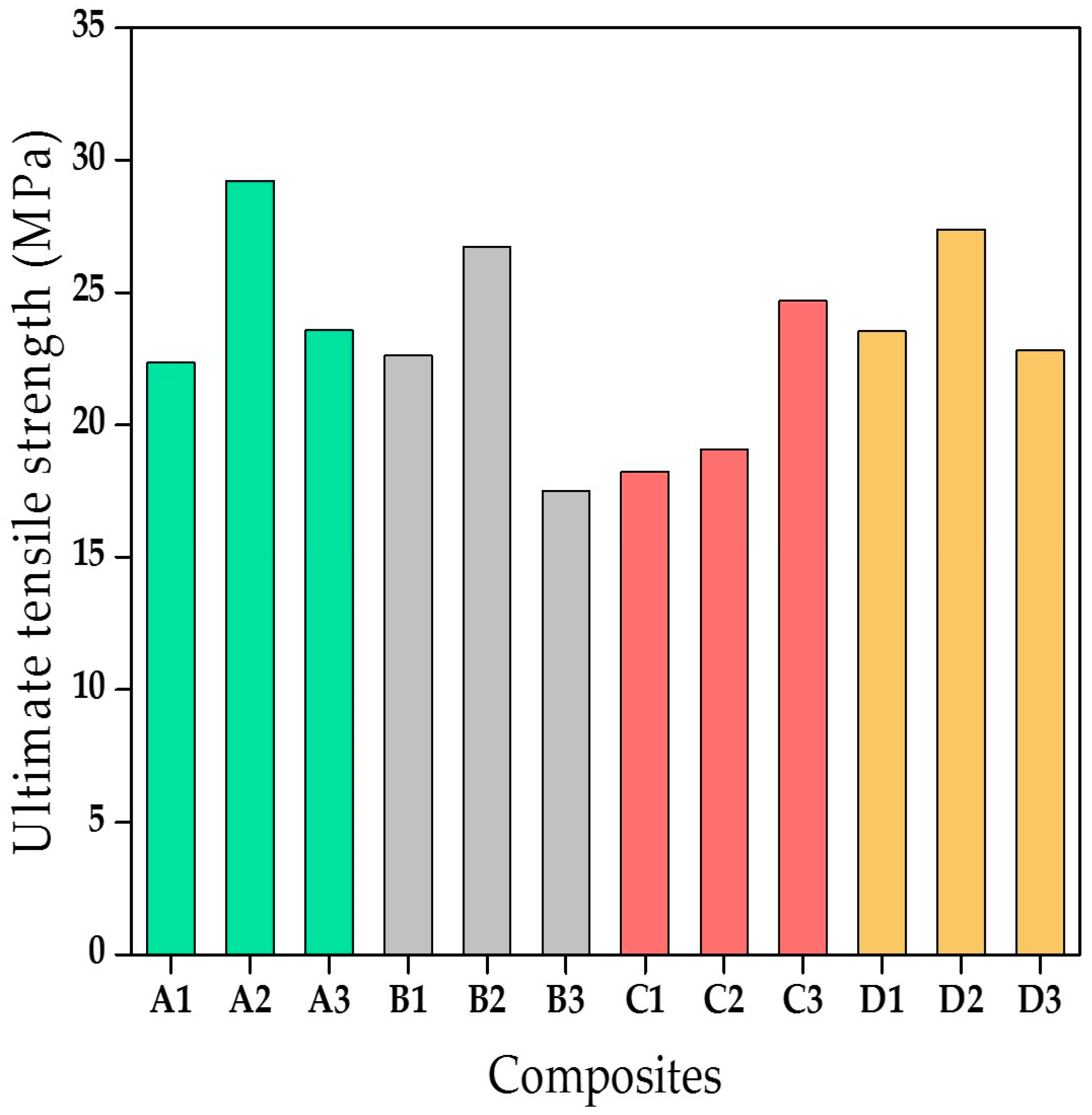
- The maximum ultimate tensile strength was obtained for the bagasse-reinforced natural composite of variety A and minimum tensile strength obtained for the C variety of bagasse-reinforced epoxy composite. Based on the tensile strength, the optimal length of fibre was 10 mm.
- The maximum elongation was obtained in the D composite reinforced with fibres of 10 mm in length and minimum in A composite reinforced with fibres of 5 mm in length. This is due to the ductile nature of 10 mm fibres compared to 5 mm, which showed a brittle nature.
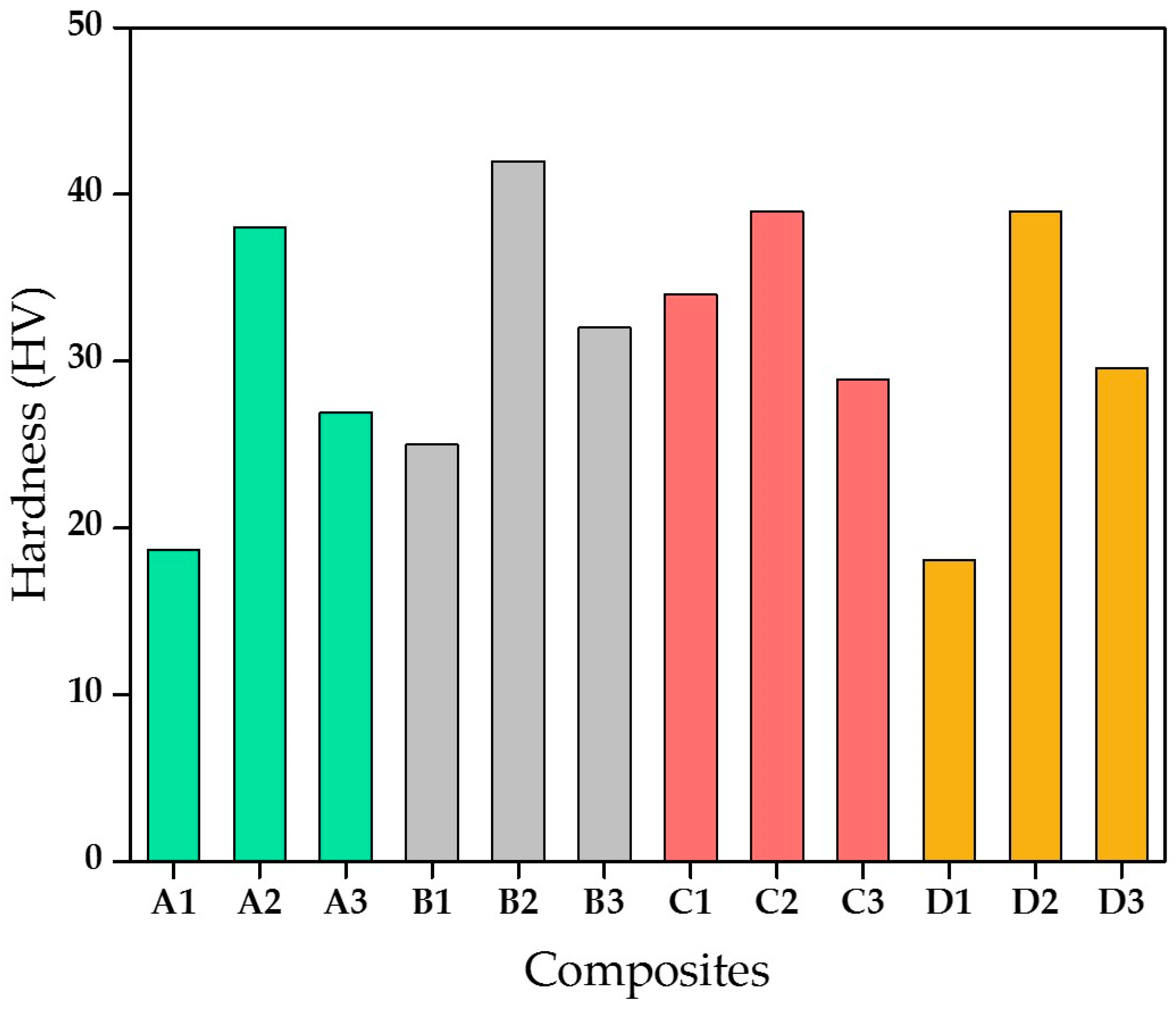
- The maximum hardness was recorded for composite material B reinforced with a fibre length 10 mm and minimum for composite D reinforced with a fibre length of 5 mm. This occurred because B composites were fabricated from the hard plants of sugarcane and D from the soft plant of sugarcane.
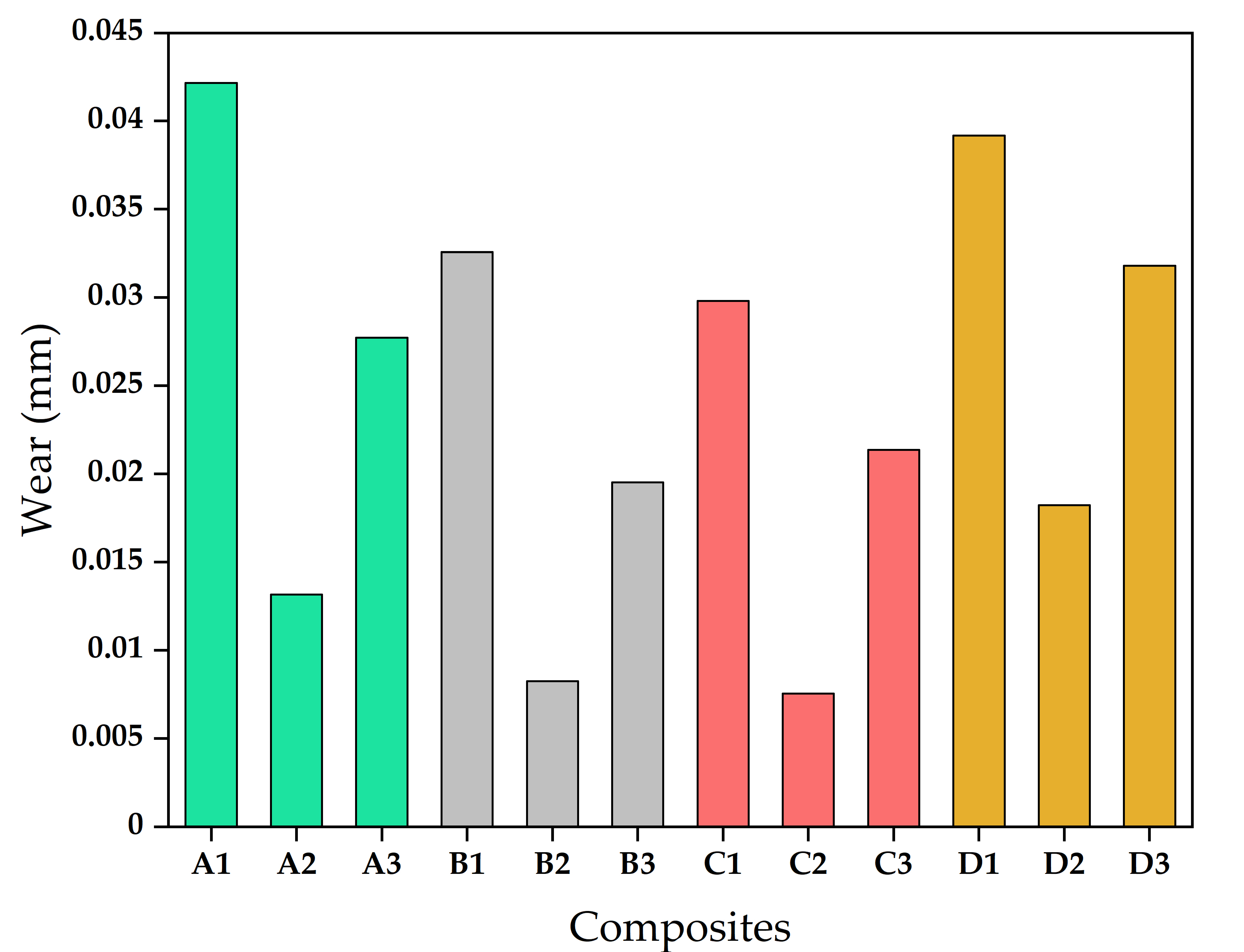
- The maximum wear was obtained for A composite reinforced with a 5 mm fibre length and minimum for C composite reinforced with a 10 mm length. This is due to the lower hardness of A composite reinforced with a 5 mm fibre length and higher hardness of C composite reinforced with a 10 mm length
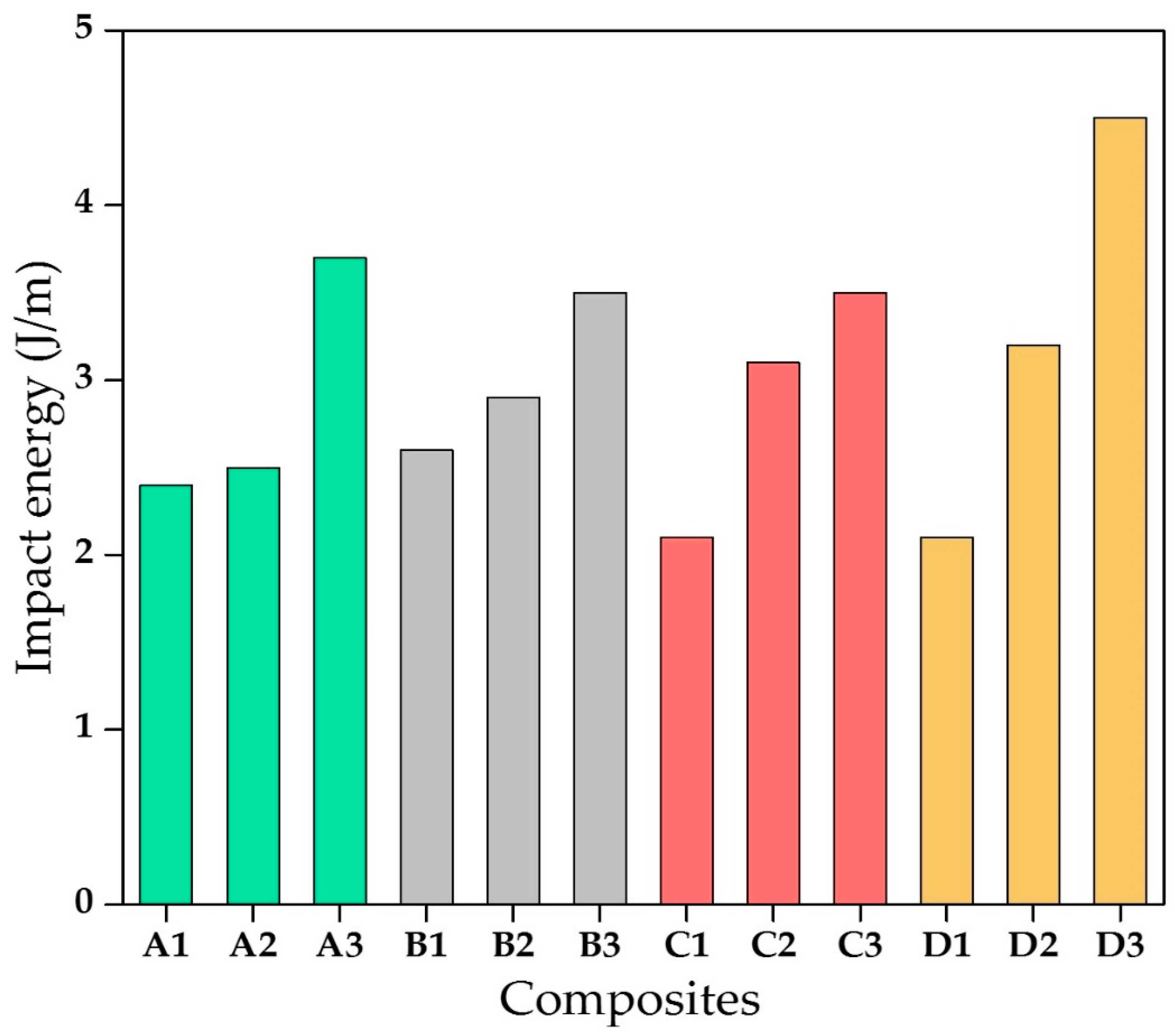
- The maximum impact energy was observed for the D composite reinforced with a fibre length of 15 mm because of the ductile nature of the fibre. Hence, it can absorb more energy before fracture.
Author Contributions
Funding
Conflicts of Interest
References
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural Fibre Composites and Their Applications: A Review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Surface modifications of natural fibers and performance of the resulting biocomposites: An overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Reis, J.M.L. Fracture and flexural characterisation of natural fiber-reinforced polymer concrete. Constr. Build. Mater. 2006, 20, 673–678. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterisation, applications. J. Mater. Sci. 2019, 55, 829–892. [Google Scholar] [CrossRef]
- Singh, C.P.; Patel, R.V.; Hasan, M.F.; Yadav, A.; Kumar, V.; Kumar, A. Fabrication and evaluation of physical and mechanical properties of jute and coconut coir reinforced polymer matrix composite. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Prasad, L.; Singh, G.; Yadav, A.; Kumar, V.; Kumar, A. Properties of functionally gradient composites reinforced with waste natural fillers. Acta Period. Technol. 2019, 50, 250–259. [Google Scholar] [CrossRef]
- Almeida, J.H., Jr.; Amico, S.C.; Botelho, E.C.; Amado, F.D. Hybridisation effect on the mechanical properties of curaua/glass fiber composites. Compos. Part B Eng. 2013, 55, 492–497. [Google Scholar] [CrossRef]
- Zhu, J.; Xiong, J.; Hu, X.; Wang, B. Mechanical Properties and Wettability of Bagasse-reinforced Composite. J. Wuhan Univ. Technol. Sci. Ed. 2019, 34, 312–316. [Google Scholar] [CrossRef]
- Xiong, W. Bagasse composites: A review of material preparation, attributes, and affecting factors. J. Thermoplast. Compos. Mater. 2018, 31, 1112–1146. [Google Scholar] [CrossRef]
- Saw, S.K.; Sarkhel, G.; Choudhury, A. Dynamic mechanical analysis of randomly oriented short bagasse/coir hybrid fibre-reinforced epoxy novolac composites. Fibers Polym. 2011, 12, 506–513. [Google Scholar] [CrossRef]
- Vidyashri, V.; Lewis, H.; Narayanasamy, P.; Mahesha, G.T.; Bhat, K.S. Preparation of chemically treated sugarcane bagasse fiber reinforced epoxy composites and their characterisation. Cogent Eng. 2019, 6. [Google Scholar] [CrossRef]
- Jafrey, D.J.; Manoharan, S.; Saikrishnan, G.; Arjun, S. Influence of Bagasse/Sisal Fibre Stacking Sequence on the Mechanical Characteristics of Hybrid-Epoxy Composites. J. Nat. Fibers 2019, 1–11. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Swaminathan, J. Comparative mechanical, thermal, and morphological study of untreated and NaOH-treated bagasse fiber-reinforced cardanol green composites. Adv. Compos. Hybrid Mater. 2019, 2, 125–132. [Google Scholar] [CrossRef]
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical properties of flax-fibre-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterisations. Compos. Part A Appl. Sci. Manuf. 2017, 93, 72–81. [Google Scholar] [CrossRef]
- Athijayamani, A.; Stalin, B.; Sidhardhan, S.; Boopathi, C. Parametric analysis of mechanical properties of bagasse fiber-reinforced vinyl ester composites. J. Compos. Mater. 2015, 50, 481–493. [Google Scholar] [CrossRef]
- Candido, V.S.; da Silva, A.C.R.; Simonassi, N.T.; da Luz, F.S.; Monteiro, S.N. Toughness of polyester matrix composites reinforced with sugarcane bagasse fibers evaluated by Charpy impact tests. J. Mater. Res. Technol. 2017, 6, 334–338. [Google Scholar] [CrossRef]
- Arrakhiz, F.Z.; Malha, M.; Bouhfid, R.; Benmoussa, K.; Qaiss, A. Tensile, flexural and torsional properties of chemically treated alfa, coir and bagasse reinforced polypropylene. Compos. Part B Eng. 2013, 47, 35–41. [Google Scholar] [CrossRef]
- Agunsoye, J.O.; Aigbodion, V.S. Bagasse filled recycled polyethylene bio-composites: Morphological and mechanical properties study. Results Phys. 2013, 3, 187–194. [Google Scholar] [CrossRef]
- de Paiva, F.F.G.; de Maria, V.P.K.; Torres, G.B.; Dognani, G.; dos Santos, R.J.; Cabrera, F.C.; Job, A.E. Sugarcane bagasse fiber as semi-reinforcement filler in natural rubber composite sandals. J. Mater. Cycles Waste Manag. 2018, 21, 326–335. [Google Scholar] [CrossRef]
- Mittal, V.; Sinha, S. Effect of chemical treatment on the mechanical and water absorption properties of bagasse fiber-reinforced epoxy composites. J. Polym. Eng. 2015, 35, 545–550. [Google Scholar] [CrossRef]
- Prasad, L.; Kumain, A.; Patel, R.V.; Yadav, A.; Winczek, J. Physical and Mechanical Behavior of Hemp and Nettle Fiber-Reinforced Polyester Resin-based Hybrid Composites. J. Nat. Fibers 2020, 1–16. [Google Scholar] [CrossRef]
- ASTM D570-98. Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 1998. [Google Scholar] [CrossRef]
- ASTM G99-17. Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- ASTM D638-02a. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar] [CrossRef]
- ASTM E23-18. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar] [CrossRef]
- Vilay, V.; Mariatti, M.; Taib, R.M.; Todo, M. Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber-reinforced unsaturated polyester composites. Compos. Sci. Technol. 2008, 68, 631–638. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Swaminathan, J.; Sundar Raj, C. Effect of Filler Content of Chemically Treated Short Bagasse Fiber-Reinforced Cardanol Polymer Composites. J. Nat. Fibers 2019, 16, 613–627. [Google Scholar] [CrossRef]
- Kushwaha, P.K.; Kumar, R. Studies on water absorption of bamboo-polyester composites: Effect of silane treatment of mercerised bamboo. Polym. Plast. Technol. Eng. 2010, 49, 45–52. [Google Scholar] [CrossRef]
- Subramonian, S.; Ali, A.; Amran, M.; Sivakumar, L.D.; Salleh, S.; Rajaizam, A. Effect of fiber loading on the mechanical properties of bagasse fiber-reinforced polypropylene composites. Adv. Mech. Eng. 2016, 8, 1–5. [Google Scholar] [CrossRef]
- Prasad, A.V.R.; Rao, K.M. Mechanical properties of natural fibre reinforced polyester composites: Jowar, sisal and bamboo. Mater. Des. 2011, 32, 4658–4663. [Google Scholar] [CrossRef]
- Romanzini, D.; Ornaghi, H.L., Jr.; Amico, S.C.; Zattera, A.J. Preparation and characterisation of ramie-glass fiber reinforced polymer matrix hybrid composites. Mater. Res. 2012, 15, 415–420. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Swaminathan, J.; Raj, C.S. Mechanical behavior of short bagasse fiber reinforced cardanol-formaldehyde composites. Fibers Polym. 2017, 18, 1193–1199. [Google Scholar] [CrossRef]
- Cao, Y.; Shibata, S.; Fukumoto, I. Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos. Part A Appl. Sci. Manuf. 2006, 37, 423–429. [Google Scholar] [CrossRef]
- Gomes, A.; Matsuo, T.; Goda, K.; Ohgi, J. Development and effect of alkali treatment on tensile properties of curaua fiber green composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1811–1820. [Google Scholar] [CrossRef]
- Noryani, M.; Sapuan, S.M.; Mastura, M.T. Multi-criteria decision-making tools for material selection of natural fibre composites: A review. J. Mech. Eng. Sci. 2018, 12, 3330–3353. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sugarcane Variety * | Physical Bending (Hard/Soft) | Cellulose Content (%) ** | Hemicellulose Content (%) ** | Lignin Content (%) ** |
|---|---|---|---|---|
| Cos 8436 | Soft | 49.54 | 26.52 | 21.25 |
| Cos 767 | Hard | 47.79 | 27.92 | 20.98 |
| CoJ 88 | Hard | 48.45 | 27.39 | 21.11 |
| Co 0239 | Soft | 47.86 | 28.25 | 19.81 |
| Designation | Composition of the Composite |
|---|---|
| A1 | Epoxy resin+ Cos 8436 sugarcane bagasse fibre of 5 mm length |
| A2 | Epoxy resin+ Cos 8436 sugarcane bagasse fibre of 10 mm length |
| A3 | Epoxy resin+ Cos 8436 sugarcane bagasse fibre of 15 mm length |
| B1 | Epoxy resin+ Cos 767 sugarcane bagasse fibre of 5 mm length |
| B2 | Epoxy resin+ Cos 767 sugarcane bagasse fibre of 10 mm length |
| B3 | Epoxy resin+ Cos 767 sugarcane bagasse fibre of 15 mm length |
| C1 | Epoxy resin+ CoJ 88 sugarcane bagasse fibre of 5 mm length |
| C2 | Epoxy resin+ CoJ 88 sugarcane bagasse fibre of 10 mm length |
| C3 | Epoxy resin+ CoJ 88 sugarcane bagasse fibre of 15 mm length |
| D1 | Epoxy resin+ Co 0239 sugarcane bagasse fibre of 5 mm length |
| D2 | Epoxy resin+ Co 0239 sugarcane bagasse fibre of 10 mm length |
| D3 | Epoxy resin+ Co 0239 sugarcane bagasse fibre of 15 mm length |
| Composites | Theoretical Density (g cm−3) | Experimental Density (g cm−3) | Volume Fraction of Voids (%) |
|---|---|---|---|
| A1 | 1.15 | 1.14 ± 0.04 | 1.02 |
| A2 | 1.15 | 1.13 ± 0.02 | 1.943 |
| A3 | 1.15 | 1.12 ± 0.03 | 2.62 |
| B1 | 1.15 | 1.14 ± 0.01 | 0.97 |
| B2 | 1.15 | 1.13 ± 0.07 | 1.835 |
| B3 | 1.15 | 1.12 ± 0.02 | 2.811 |
| C1 | 1.15 | 1.14 ± 0.03 | 0.95 |
| C2 | 1.15 | 1.13 ± 0.02 | 1.77 |
| C3 | 1.15 | 1.12 ± 0.04 | 2.655 |
| D1 | 1.15 | 1.14 ± 0.03 | 1.075 |
| D2 | 1.15 | 1.13 ± 0.04 | 1.90 |
| D3 | 1.15 | 1.11 ± 0.05 | 3.306 |
| Composites | Ultimate Tensile Strength (MPa) | Elongation (%) | Hardness (HV) | Impact Energy (J m−1) |
|---|---|---|---|---|
| A1 | 22.36 ± 2.7 | 0.56 ± 0.8 | 18.7 ± 2.5 | 2.4 ± 0.6 |
| A2 | 29.23 ± 3.6 | 0.71 ± 0.5 | 38 ± 4.2 | 2.5 ± 0.2 |
| A3 | 23.57 ± 2.7 | 1.05 ± 0.7 | 26.9 ± 3.6 | 3.7 ± 0.6 |
| B1 | 22.63 ± 3.1 | 0.62 ± 0.3 | 25 ± 3.7 | 3.5 ± 0.4 |
| B2 | 26.73 ± 2.4 | 1.21 ± 0.9 | 42 ± 5.3 | 2.9 ± 0.7 |
| B3 | 17.49 ± 2.8 | 1.29 ± 0.2 | 32 ± 4.1 | 2.6 ± 0.6 |
| C1 | 18.23 ± 1.5 | 1.03 ± 0.5 | 34 ± 3.6 | 3.5 ± 0.4 |
| C2 | 19.07 ± 1.1 | 1.34 ± 0.4 | 39 ± 4.3 | 2.1 ± 0.3 |
| C3 | 24.69 ± 2.1 | 0.95 ± 0.7 | 28.9 ± 5.1 | 3.1 ± 0.5 |
| D1 | 23.54 ± 1.4 | 0.67 ± 0.5 | 18.1 ± 4.2 | 2.1 ± 0.2 |
| D2 | 27.39 ± 3.3 | 2.19 ± 0.9 | 39 ± 3.4 | 3.2 ± 0.6 |
| D3 | 22.82 ± 2.8 | 0.76 ± 0.1 | 29.6 ± 3.2 | 4.5 ± 0.9 |
| Samples | Void (%) | Water Absorption (%) | Tensile Strength (MPa) | Elongation (%) | Hardness (HV) | Impact Strength (J/m) | Wear Rate (μm) |
|---|---|---|---|---|---|---|---|
| A1 | 1.02 | 7.85 | 22.36 | 0.56 | 25 | 2.4 | 42.16 |
| A2 | 1.943 | 8.56 | 29.23 | 1.21 | 39 | 2.5 | 13.17 |
| A3 | 2.62 | 16.14 | 23.57 | 0.95 | 32 | 3.7 | 27.73 |
| B1 | 0.97 | 9.97 | 22.63 | 0.71 | 38.1 | 2.6 | 32.58 |
| B2 | 1.835 | 9.13 | 26.73 | 1.29 | 40.1 | 2.9 | 8.26 |
| B3 | 2.811 | 7.12 | 17.49 | 0.67 | 36.2 | 3.5 | 19.53 |
| C1 | 0.95 | 9.64 | 18.23 | 1.05 | 18.1 | 2.1 | 29.81 |
| C2 | 1.77 | 9.02 | 24.6 | 1.03 | 39 | 3.1 | 7.56 |
| C3 | 2.655 | 10.98 | 19.07 | 2.19 | 29.6 | 3.5 | 21.36 |
| D1 | 1.075 | 10.17 | 23.54 | 0.62 | 32 | 2.1 | 39.17 |
| D2 | 1.9 | 8.21 | 27.39 | 1.34 | 36 | 3.2 | 18.24 |
| D3 | 3.306 | 10.35 | 22.82 | 0.76 | 28.9 | 4.5 | 31.81 |
| Composites | Void (%) | Water Absorption (%) | Tensile Strength | Elongation (%) | Hardness (HV) | Impact Strength | Wear |
|---|---|---|---|---|---|---|---|
| (MPa) | (J/m) | (μm) | |||||
| A1 | 0.1433 | 0.2265 | 0.2759 | 0.1445 | 0.2158 | 0.2245 | 0.4570 |
| A2 | 0.2730 | 0.2469 | 0.3607 | 0.3123 | 0.3367 | 0.2338 | 0.1427 |
| A3 | 0.3681 | 0.4656 | 0.2908 | 0.2452 | 0.2762 | 0.3461 | 0.3006 |
| B1 | 0.1363 | 0.2876 | 0.2792 | 0.1832 | 0.3289 | 0.2432 | 0.3531 |
| B2 | 0.2578 | 0.2634 | 0.3298 | 0.3329 | 0.3462 | 0.2713 | 0.0895 |
| B3 | 0.3949 | 0.2054 | 0.2158 | 0.1729 | 0.3125 | 0.3274 | 0.2117 |
| C1 | 0.1335 | 0.2781 | 0.2249 | 0.2710 | 0.1562 | 0.1964 | 0.3231 |
| C2 | 0.2487 | 0.2602 | 0.3035 | 0.2658 | 0.3367 | 0.2900 | 0.0819 |
| C3 | 0.3730 | 0.3167 | 0.2353 | 0.5652 | 0.2555 | 0.3274 | 0.2315 |
| D1 | 0.1510 | 0.2934 | 0.2904 | 0.1600 | 0.2762 | 0.1964 | 0.4246 |
| D2 | 0.2669 | 0.2368 | 0.3380 | 0.3458 | 0.3108 | 0.2993 | 0.1977 |
| D3 | 0.4645 | 0.2986 | 0.2816 | 0.1961 | 0.2495 | 0.4209 | 0.3448 |
| Samples | Void (%) | Water Absorption (%) | Tensile Strength (MPa) | Elongation (%) | Hardness (HV) | Impact Strength (J/m) | Wear Rate (μm) |
|---|---|---|---|---|---|---|---|
| A1 | 0.0215 | 0.0294 | 0.0359 | 0.0217 | 0.0281 | 0.0292 | 0.0731 |
| A2 | 0.0409 | 0.0321 | 0.0469 | 0.0468 | 0.0438 | 0.0304 | 0.0228 |
| A3 | 0.0552 | 0.0605 | 0.0378 | 0.0368 | 0.0359 | 0.0450 | 0.0481 |
| B1 | 0.0204 | 0.0374 | 0.0363 | 0.0275 | 0.0428 | 0.0316 | 0.0565 |
| B2 | 0.0387 | 0.0342 | 0.0429 | 0.0499 | 0.0450 | 0.0353 | 0.0143 |
| B3 | 0.0592 | 0.0267 | 0.0281 | 0.0259 | 0.0406 | 0.0426 | 0.0339 |
| C1 | 0.0200 | 0.0362 | 0.0292 | 0.0406 | 0.0203 | 0.0255 | 0.0517 |
| C2 | 0.0373 | 0.0338 | 0.0395 | 0.0399 | 0.0438 | 0.0377 | 0.0131 |
| C3 | 0.0559 | 0.0412 | 0.0306 | 0.0848 | 0.0332 | 0.0426 | 0.0370 |
| D1 | 0.0227 | 0.0381 | 0.0378 | 0.0240 | 0.0359 | 0.0255 | 0.0679 |
| D2 | 0.0400 | 0.0308 | 0.0439 | 0.0519 | 0.0404 | 0.0389 | 0.0316 |
| D3 | 0.0697 | 0.0388 | 0.0366 | 0.0294 | 0.0324 | 0.0547 | 0.0552 |
| Composites | S+ | S− | Closeness Factor |
|---|---|---|---|
| A1 | 0.091045 | 0.064919 | 0.416243 |
| A2 | 0.078685 | 0.060697 | 0.43547 |
| A3 | 0.058122 | 0.075338 | 0.564496 |
| B1 | 0.084641 | 0.057976 | 0.406516 |
| B2 | 0.081965 | 0.061836 | 0.430009 |
| B3 | 0.082267 | 0.057828 | 0.412774 |
| C1 | 0.084726 | 0.056849 | 0.401546 |
| C2 | 0.087879 | 0.052604 | 0.374453 |
| C3 | 0.048873 | 0.098607 | 0.668612 |
| D1 | 0.086192 | 0.06369 | 0.424935 |
| D2 | 0.06954 | 0.065467 | 0.484917 |
| D3 | 0.063971 | 0.079484 | 0.554069 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prasad, L.; Kumar, S.; Patel, R.V.; Yadav, A.; Kumar, V.; Winczek, J. Physical and Mechanical Behaviour of Sugarcane Bagasse Fibre-Reinforced Epoxy Bio-Composites. Materials 2020, 13, 5387. https://doi.org/10.3390/ma13235387
Prasad L, Kumar S, Patel RV, Yadav A, Kumar V, Winczek J. Physical and Mechanical Behaviour of Sugarcane Bagasse Fibre-Reinforced Epoxy Bio-Composites. Materials. 2020; 13(23):5387. https://doi.org/10.3390/ma13235387
Chicago/Turabian StylePrasad, Lalta, Shiv Kumar, Raj Vardhan Patel, Anshul Yadav, Virendra Kumar, and Jerzy Winczek. 2020. "Physical and Mechanical Behaviour of Sugarcane Bagasse Fibre-Reinforced Epoxy Bio-Composites" Materials 13, no. 23: 5387. https://doi.org/10.3390/ma13235387
APA StylePrasad, L., Kumar, S., Patel, R. V., Yadav, A., Kumar, V., & Winczek, J. (2020). Physical and Mechanical Behaviour of Sugarcane Bagasse Fibre-Reinforced Epoxy Bio-Composites. Materials, 13(23), 5387. https://doi.org/10.3390/ma13235387