Motion and Distribution of Floating Grain in Direct-Chill Casting of Aluminum Alloys: Experiments and Numerical Modeling


Abstract
1. Introduction
2. Experimental
3. Numerical Modeling
3.1. Model Description
- (a)
- The molten aluminum was considered as an incompressible Newtonian fluid.
- (b)
- Local thermodynamic equilibrium was assumed at the solid–liquid interface
- (c)
- The shrinkage-induced flow which mainly acts in mushy zone was ignored.
- (d)
- The influence of the grains morphology on the motion behavior was neglected, i.e., the grains were treated as the spherical particles. This assumption is relatively reasonable for the DC casting of aluminum alloys, because grain refining (Al-Ti-B master alloys are most widely used as inoculants) is commonly employed in the industrial production of aluminum alloys, thereby the grain morphology of the resultant billets or ingots is typically equiaxed [8].
- (e)
- Herein the growth of the grains in the transition region of the DC casting are not considered yet.
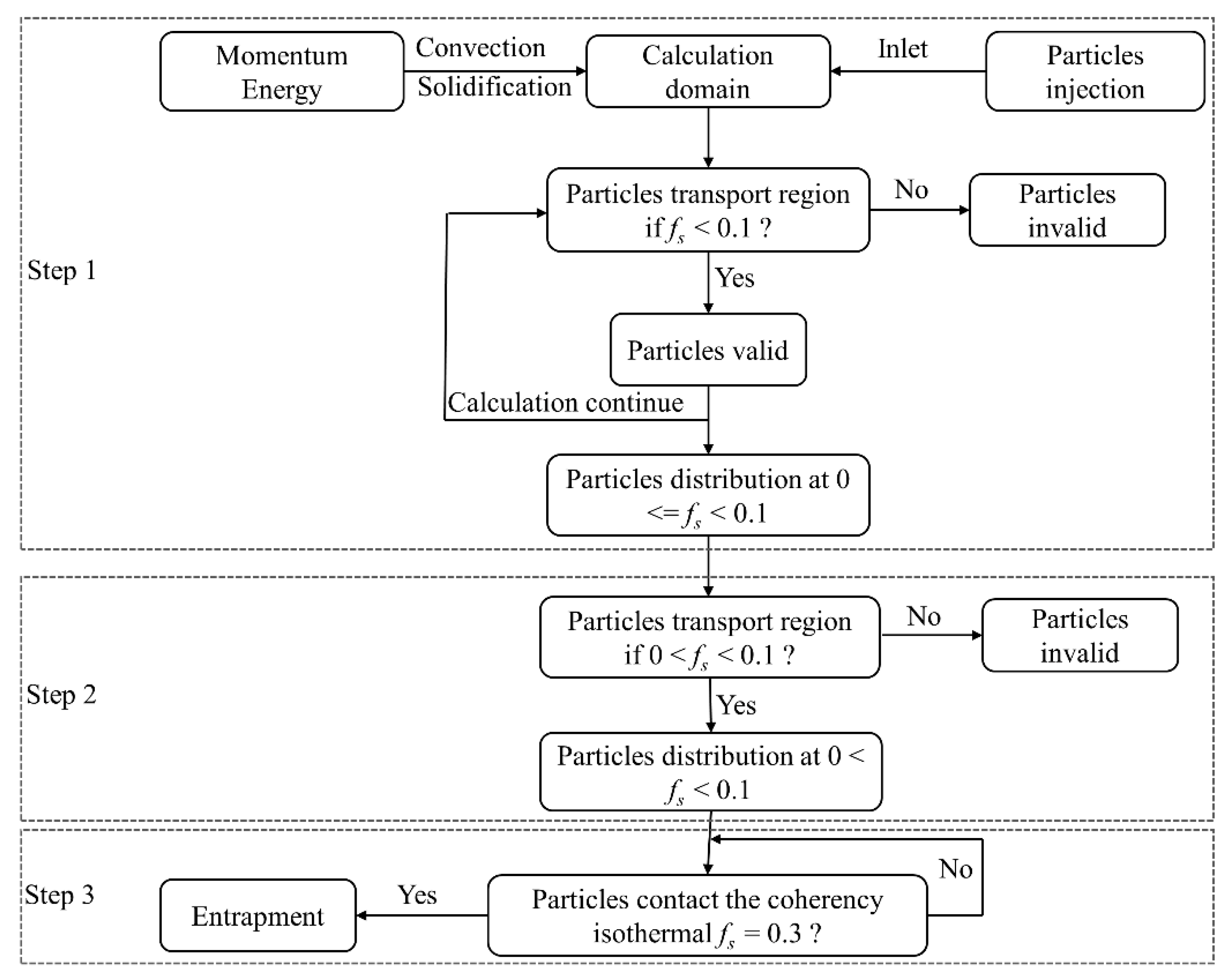
3.2. Numerical Procedure
4. Results and Discussion
4.1. Experimental Examination
4.2. Motion and Distribution of Floating Grains
5. Conclusions
- (1)
- Negative centerline segregation was typically observed at the central region of the DC-cast billet where some peculiar grains that are twice as large as the regular grains were correspondingly identified.
- (2)
- The peculiar grains consist of the interior coarse- and periphery fine-DAS dendrites, and the coarse-DAS dendrites contain lower concentrations of solutes than the fine-DAS dendrites. Based on their special microscopic features, the peculiar grains observed in the central region of the billet can be confirmed to be the floating grains.
- (3)
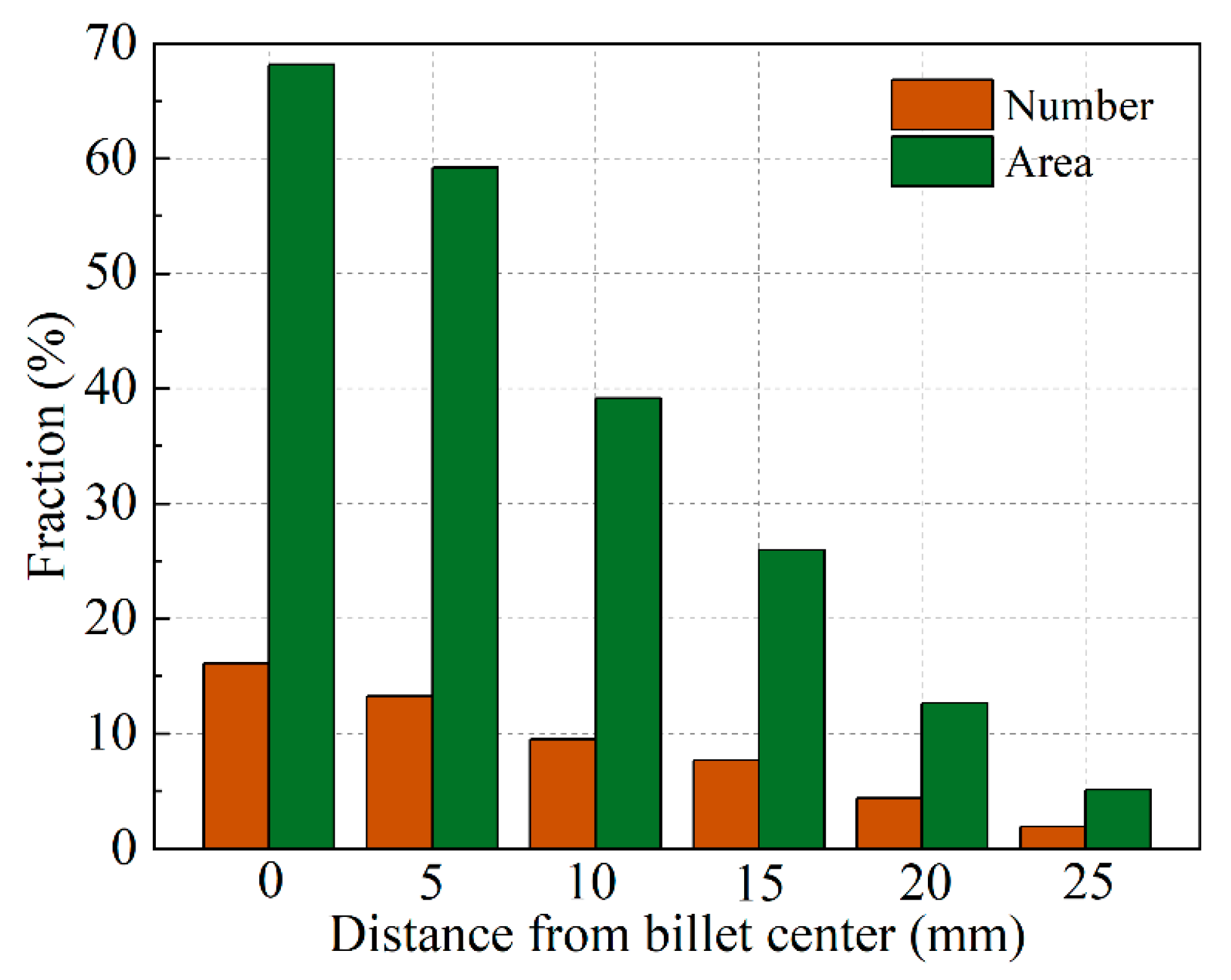
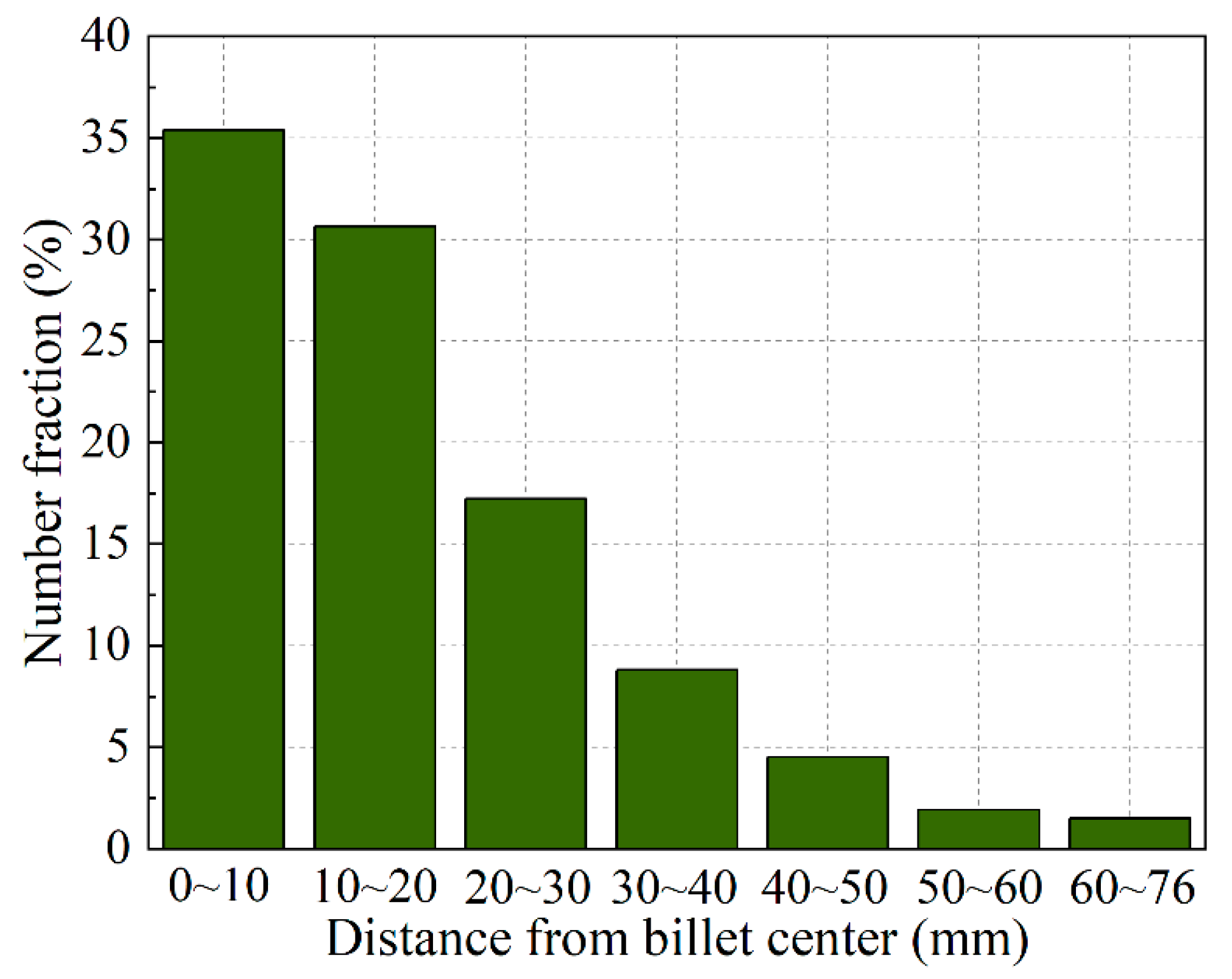
- The floating grains contribute the largest share of the grain structure at the billet center, with approximately 16% in the number fraction and nearly 70% in area fraction; these values then decrease gradually to 1.9% and 5.1% respectively, at the distance of 25 mm from the billet center.
- (4)
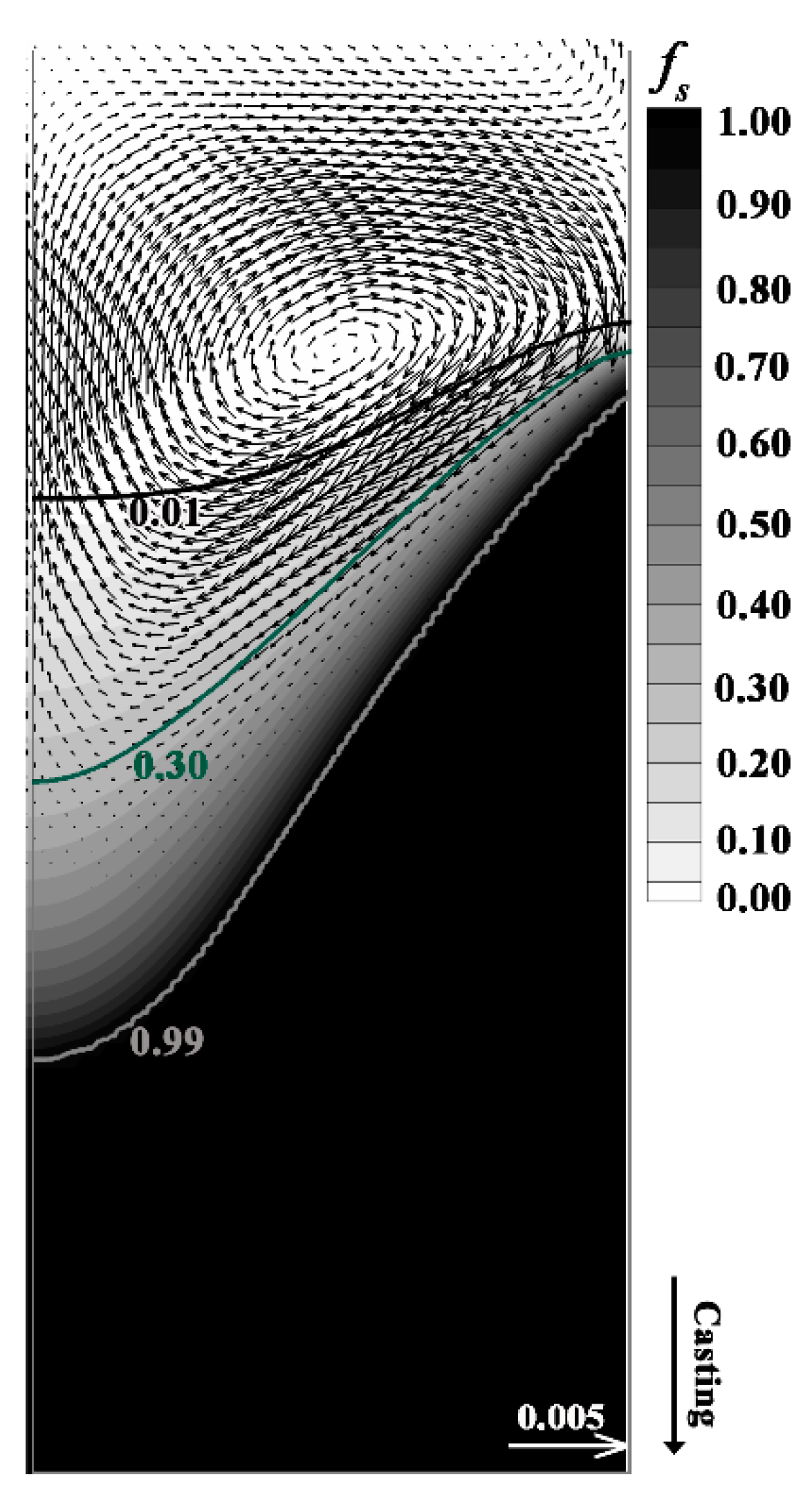
- The slurry zone accounts for nearly a half of the transition region even though it has a much smaller temperature range compared to the mushy zone. The convection induced by buoyancy consists of the downward and recirculating fluid flow in the slurry and liquid zones.
- (5)
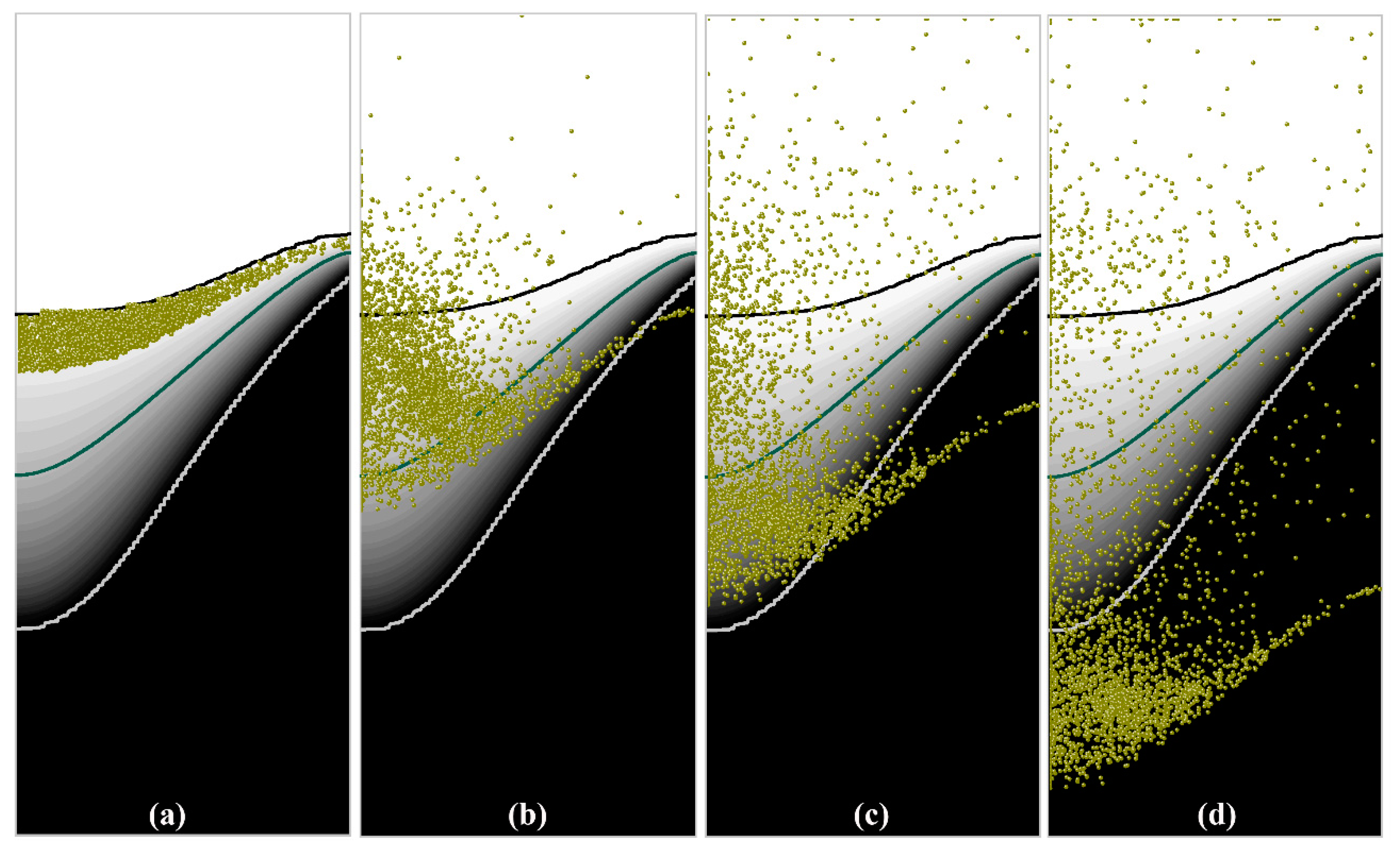
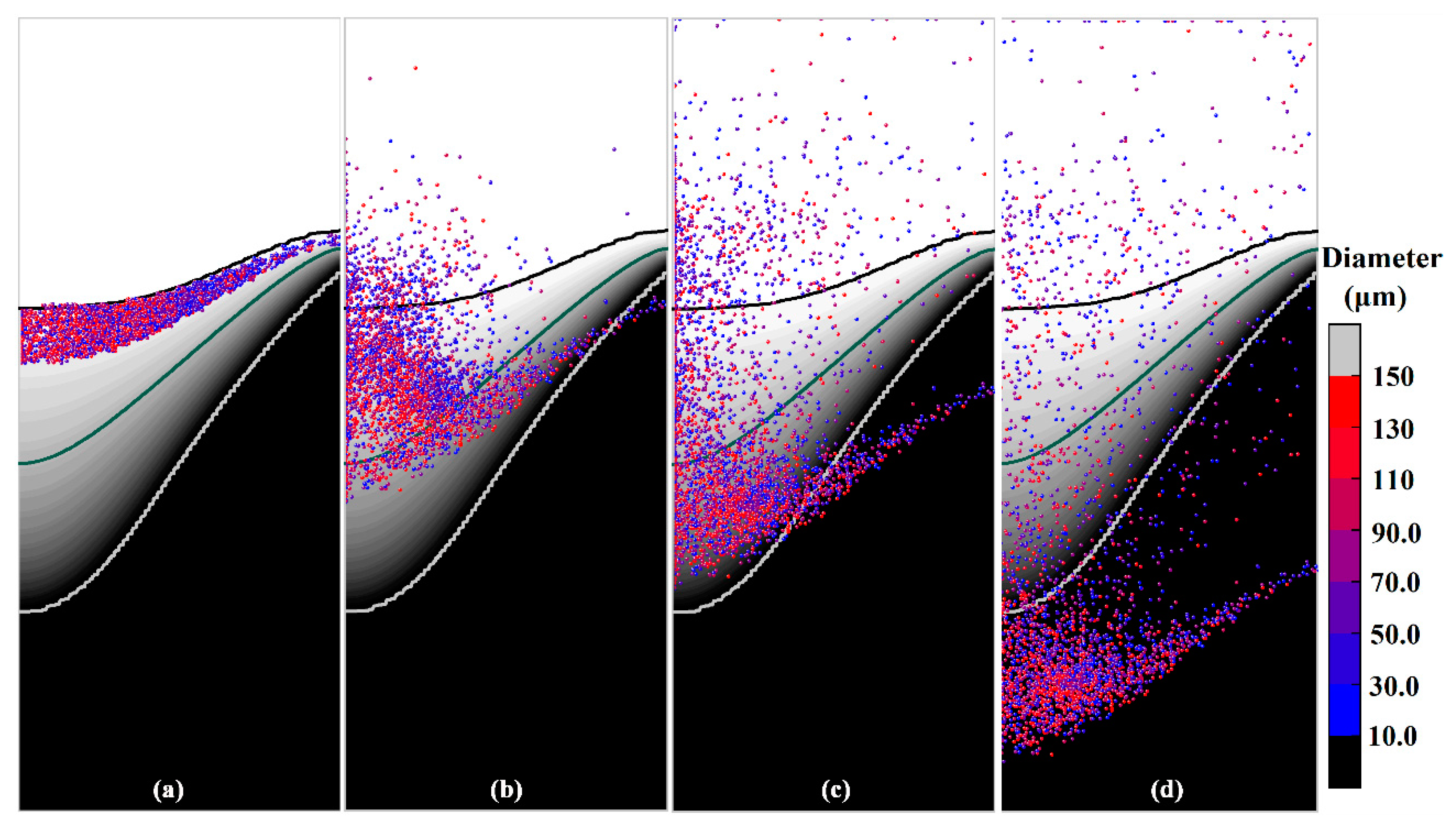
- The grains that float in the transition region exhibit different motion behaviors, i.e., settling to mushy zone, floating in slurry zone, and moving upward to the liquid zone. Most grains were transported to the central region of the billet, and then were captured by the mushy zone and settled. The simulated distribution of the floating grains is consistent with the experimental results.
- (6)
- The increased size of the grains promotes their sedimentation and entrapment.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Nomenclature | |||
| Density of continuous phase (kg·m−3) | Specific heat (J·kg−1·K−1) | ||
| Velocity (m·s−1) | Latent heat (J·kg−1) | ||
| Viscosity (Pa·s) | Reference temperature (K) | ||
| Time (s) | Density of particles (grains) (kg·m−3) | ||
| Pressure (Pa) | Particle diameter (μm) | ||
| Gravity acceleration (m·s−2) | Particle velocity (m·s−1) | ||
| Momentum source term (kg·m−2·s−2) | Particle drag force (N) | ||
| Thermal expansion coefficient (K−1) | Pressure gradient force (N) | ||
| Temperature (K) | Buoyancy force (N) | ||
| A small positive number | Virtual mass force (N) | ||
| Mass fractions of liquid phase | Saffman lift force (N) | ||
| Permeability coefficient (m−2) | Temperature of billet surface (K) | ||
| Enthalpy (J·kg−1) | Environment temperature (K) | ||
| Heat conductivity (W·m−1·K−1)) | Heat transfer coefficient (W·m−2·K−1) | ||
| Solid fraction | |||
| Subscripts | |||
| ref | Reference value | contact | Mold contact value (2000) |
| eff | Effective value | air | Air gap value (150) |
References
- Flemings, M.C. Our understanding of macrosegregation: Past and present. ISIJ Int. 2000, 40, 833–841. [Google Scholar] [CrossRef]
- Beckermann, C. Modelling of macrosegregation: Applications and future needs. Int. Mater. Rev. 2002, 47, 243–261. [Google Scholar] [CrossRef]
- Lesoult, G. Macrosegregation in steel strands and ingots: Characterisation, formation and consequences. Mater. Sci. Eng. A 2005, 413, 19–29. [Google Scholar] [CrossRef]
- Ludwig, A.; Wu, M.; Kharicha, A. On macrosegregation. Metall. Mater. Trans. A 2015, 46, 4854–4867. [Google Scholar] [CrossRef]
- Eskin, D.; Zuidema, J., Jr.; Savran, V.; Katgerman, L. Structure formation and macrosegregation under different process conditions during DC casting. Mater. Sci. Eng. A 2004, 384, 232–244. [Google Scholar] [CrossRef]
- Du, Q.; Eskin, D.G.; Katgerman, L. Modeling macrosegregation during direct-chill casting of multicomponent aluminum alloys. Metall. Mater. Trans. A 2007, 38A, 180–189. [Google Scholar] [CrossRef]
- Nadella, R.; Eskin, D.G.; Du, Q.; Katgerman, L. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef]
- Eskin, D.G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloys; CRC press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Chu, M.; Jacoby, J. Macrosegregation characteristics of commercial size aluminium alloy ingot cast by the direct chill method. Light Met. 1990, 1, 925–930. [Google Scholar]
- Nadella, R.; Eskin, D.; Katgerman, L. Effect of grain refinement on structure evolution,“floating” grains, and centerline macrosegregation in direct-chill cast AA2024 alloy billets. Metall. Mater. Trans. A 2008, 39, 450–461. [Google Scholar] [CrossRef][Green Version]
- Eskin, D.; Nadella, R.; Katgerman, L. Effect of different grain structures on centerline macrosegregation during direct-chill casting. Acta Mater. 2008, 56, 1358–1365. [Google Scholar] [CrossRef]
- Turchin, A.N.; Eskin, D.G.; Katgerman, L. Solidification under Forced-Flow Conditions in a Shallow Cavity. Metall. Mater. Trans. A 2007, 38, 1317–1329. [Google Scholar] [CrossRef]
- Joseph, C.M. Detection of Floating Grains in DC Aluminum Casting; Massachusetts Institute of Technology: Cambridge, MA, USA, 2017. [Google Scholar]
- Ruvalcaba, D.; Mathiesen, R.H.; Eskin, D.G.; Arnberg, L.; Katgerman, L. In situ observations of dendritic fragmentation due to local solute-enrichment during directional solidification of an aluminum alloy. Acta Mater. 2007, 55, 4287–4292. [Google Scholar] [CrossRef]
- Gu, J.; Beckermann, C.; Giamei, A.F.J.M.; A, M.T. Motion and remelting of dendrite fragments during directional solidification of a nickel-base superalloy. Metall. Mater. Trans. A 1997, 28, 1533–1542. [Google Scholar] [CrossRef]
- Mathiesen, R.H.; Arnberg, L. Stray crystal formation in Al-20 wt.% Cu studied by synchrotron X-ray video microscopy. Mater. Sci. Eng. A 2005, 413/414, 283–287. [Google Scholar] [CrossRef]
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Xu, Y.; Casari, D.; Du, Q.; Mathiesen, R.H.; Arnberga, L.; Li, Y. Heterogeneous nucleation and grain growth of inoculated aluminium alloys: An integrated study by in-situ X-radiography and numerical modelling. Acta Mater. 2017, 140, 224–239. [Google Scholar] [CrossRef]
- Glenn, A.M.; Russo, S.P.; Paterson, P.J.K. The effect of grain refining on macrosegregation and dendrite arm spacing of direct chill cast AA5182. Metall. Mater. Trans. A 2003, 34, 1513–1523. [Google Scholar] [CrossRef]
- Wagstaff, S.R.; Allanore, A. Minimization of macrosegregation in DC cast ingots through jet processing. Metall. Mater. Trans. B 2016, 47, 3132–3138. [Google Scholar] [CrossRef]
- Allanore, A.; Wagstaff, S.R. Jet mixing in direct-chill casting of aluminum: Crater effects and its consequence on centerline segregation. Metall. Mater. Trans. B 2017, 48, 1–9. [Google Scholar]
- Reddy, A.; Beckermann, C. Modeling of macrosegregation due to thermosolutal convection and contraction-driven flow in direct chill continuous casting of an Al-Cu round ingot. Metall. Mater. Trans. B 1997, 28, 479–489. [Google Scholar] [CrossRef]
- Vreeman, C.J.; Incropera, F.P. The effect of free-floating dendrites and convection on macrosegregation in direct chill cast aluminum alloys: Part II: Predictions for Al–Cu and Al–Mg alloys. Int. J. Heat Mass Transf. 2000, 43, 687–704. [Google Scholar] [CrossRef]
- Krane, M.J.M. Macrosegregation development during solidification of a multicomponent alloy with free-floating solid particles. Appl. Math. Model. 2004, 28, 95–107. [Google Scholar] [CrossRef]
- Založnik, M.; Šarler, B. Modeling of macrosegregation in direct-chill casting of aluminum alloys: Estimating the influence of casting parameters. Mater. Sci. Eng. A 2005, 413, 85–91. [Google Scholar] [CrossRef]
- Kumar, A.; Walker, M.J.; Sundarraj, S.; Dutta, P. Grain floatation during equiaxed solidification of an Al-Cu alloy in a side-cooled cavity: Part II—Numerical studies. Metall. Mater. Trans. B 2011, 42, 783–799. [Google Scholar] [CrossRef]
- Založnik, M.; Kumar, A.; Combeau, H.; Bedel, M.; Jarry, P.; Waz, E. The coupling of macrosegregation with grain nucleation, growth and motion in DC cast aluminum alloy Ingots. Light Met. 2013, 3, 699–704. [Google Scholar]
- Založnik, M.; Kumar, A.; Combeau, H.; Bedel, M.; Jarry, P.; Waz, E. Influence of transport mechanisms on macrosegregation formation in direct chill cast industrial scale aluminum alloy ingots. Adv. Eng. Mater. 2011, 13, 570–580. [Google Scholar] [CrossRef]
- Pakanati, A.; M’Hamdi, M.; Combeau, H.; Založnik, M. Investigation of macrosegregation formation in aluminium DC casting for different alloy systems. Metall. Mater. Trans. A 2018, 49, 4710–4721. [Google Scholar] [CrossRef]
- Combeau, H.; Založnik, M.; Hans, S.; Richy, P.E. Prediction of macrosegregation in steel ingots: Influence of the motion and the morphology of equiaxed grains. Metall. Mater. Trans. B 2009, 40, 289–304. [Google Scholar] [CrossRef]
- Gao, L.; Harada, Y.; Kumai, S. Microstructural characterization of aluminum alloys using Weck’s reagent, part I: Applications. Mater. Charact. 2015, 107, 426–433. [Google Scholar] [CrossRef]
- Gao, L.; Harada, Y.; Kumai, S. Microstructural characterization of aluminum alloys using Weck’s reagent, part II: Coloring mechanism. Mater. Charact. 2015, 107, 434–452. [Google Scholar] [CrossRef]
- Bennon, W.; Incropera, F. A continuum model for momentum, heat and species transport in binary solid-liquid phase change systems—I. Model formulation. Int. J. Heat Mass Transf. 1987, 30, 2161–2170. [Google Scholar] [CrossRef]
- Dong, Q.; Zhang, J.; Yin, Y.; Wang, B. Three-dimensional numerical modeling of macrosegregation in continuously cast billets. Metals 2017, 7, 209. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B. Transient motion of inclusion cluster in vertical-bending continuous casting caster considering heat transfer and solidification. Powder Technol. 2016, 287, 315–329. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Lei, S.; Dong, Q. Numerical study on the capture of large inclusion in slab continuous casting with the effect of in-mold electromagnetic stirring. ISIJ Int. 2017, 57, 2165–2174. [Google Scholar] [CrossRef]
- Zhang, H.; Nagaumi, H.; Zuo, Y.; Cui, J. Coupled modeling of electromagnetic field, fluid flow, heat transfer and solidification during low frequency electromagnetic casting of 7XXX aluminum alloys: Part 1: Development of a mathematical model and comparison with experimental results. Mater. Sci. Eng. A 2007, 448, 189–203. [Google Scholar] [CrossRef]
- Dong, Q.P.; Chen, X.M.; Xia, J.; Li, X.Z.; Zhang, B.; Nagaumi, H. Floating grain characterization and its effects on centerline segregation of direct-chill cast Al–Mg–Si alloy billets. Mater. Trans. 2020, 61, 2386–2392. [Google Scholar] [CrossRef]
- Eskin, D.G.; Du, Q.; Katgerman, L. Relationship between shrinkage-induced macrosegregation and the sump profile upon direct-chill casting. Scripta Mater. 2006, 55, 715–718. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Equations | Supplements |
|---|---|---|
| Mass conservations | - | |
| Momentum conservations | ||
| Energy conservations | ||
| Particle transport model |
| Parameters | Values |
|---|---|
| Casting speed, m/min | 0.09 |
| Billet diameter, mm | 152 |
| Casting temperature, K | 970 |
| Density, kg/m3 | 2460 |
| Particle dendity, kg/m3 | 2550 |
| Solid specific heat, J/(kg·K) | 958 |
| Liquid specific heat, J/(kg·K) | 1054 |
| Liquid thermal conductivity, W/(m·K) | 95 |
| Solid thermal conductivity, W/(m·K) | 180 |
| Thermal expansion coefficient, K−1 | 1.17 × 10−4 |
| Liquid viscosity, Pa·s | 0.0013 |
| Latent heat, J/kg | 392,000 |
| Melting point of pure aluminum, K | 933.5 |
| Liquidus temperature, K | 923 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, Q.; Yin, Y.; Zhu, Z.; Nagaumi, H. Motion and Distribution of Floating Grain in Direct-Chill Casting of Aluminum Alloys: Experiments and Numerical Modeling. Materials 2020, 13, 5379. https://doi.org/10.3390/ma13235379
Dong Q, Yin Y, Zhu Z, Nagaumi H. Motion and Distribution of Floating Grain in Direct-Chill Casting of Aluminum Alloys: Experiments and Numerical Modeling. Materials. 2020; 13(23):5379. https://doi.org/10.3390/ma13235379
Chicago/Turabian StyleDong, Qipeng, Yanbin Yin, Zhen Zhu, and Hiromi Nagaumi. 2020. "Motion and Distribution of Floating Grain in Direct-Chill Casting of Aluminum Alloys: Experiments and Numerical Modeling" Materials 13, no. 23: 5379. https://doi.org/10.3390/ma13235379
APA StyleDong, Q., Yin, Y., Zhu, Z., & Nagaumi, H. (2020). Motion and Distribution of Floating Grain in Direct-Chill Casting of Aluminum Alloys: Experiments and Numerical Modeling. Materials, 13(23), 5379. https://doi.org/10.3390/ma13235379