Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements




Abstract
:1. Introduction
- -
- loss of the initial properties during and after the welding process, which may cause partial dissolution of fine-dispersion strengthening precipitates (carbides, Nb, Ti, V carbonitrides) and their uncontrolled re-precipitation
- -
- excessive growth of strengthening precipitates and loss of their ability to inhibit grain growth,
- -
- T—temperature [K],
- t—time [s],
- x, y, z—individual coordinates in the axes of the system [m],
- a—thermal diffusivity coefficient [m2⋅s−1],
- λ —heat conductivity coefficient [W⋅m−1 K−1],
- c—specific heat [J⋅kg−1 K−1],
- ρ —mass density [kg⋅m−3],
- P—phase proportion,
- i,j—phases index,
- Q—heat source,
- Lij(T)—latent heat of i→j transformation,
- Aij—proportion of phase i transformed to j in time unit.
2. Description of the Problem
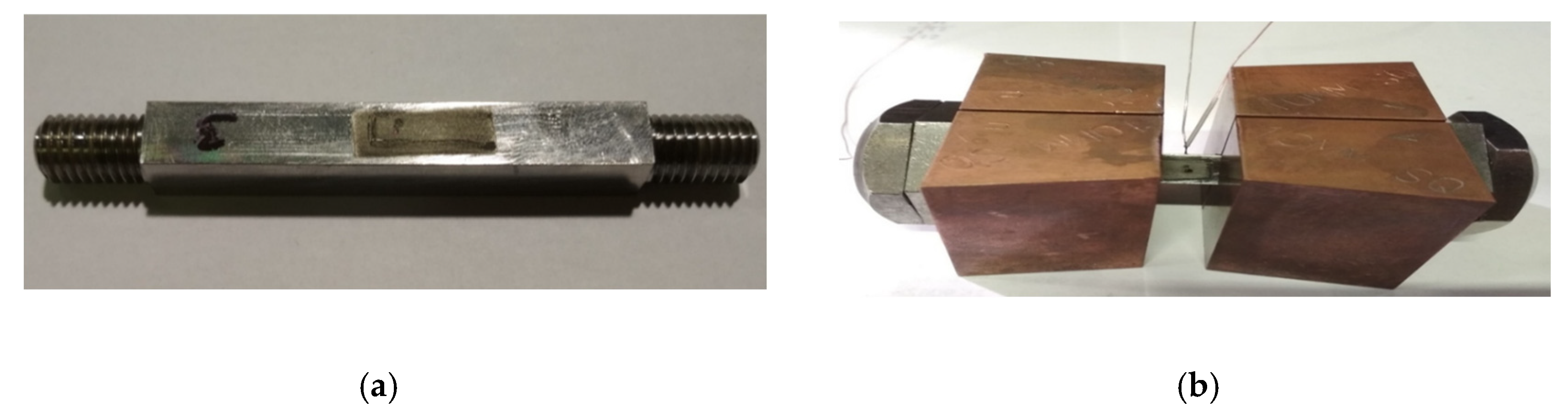
2.1. Material Used for Annealing Tests
2.2. Assumptions for Testing Stresses Distribution in S700MC Steel under the Conditions of Welding and Annealing Process Thermal Cycles
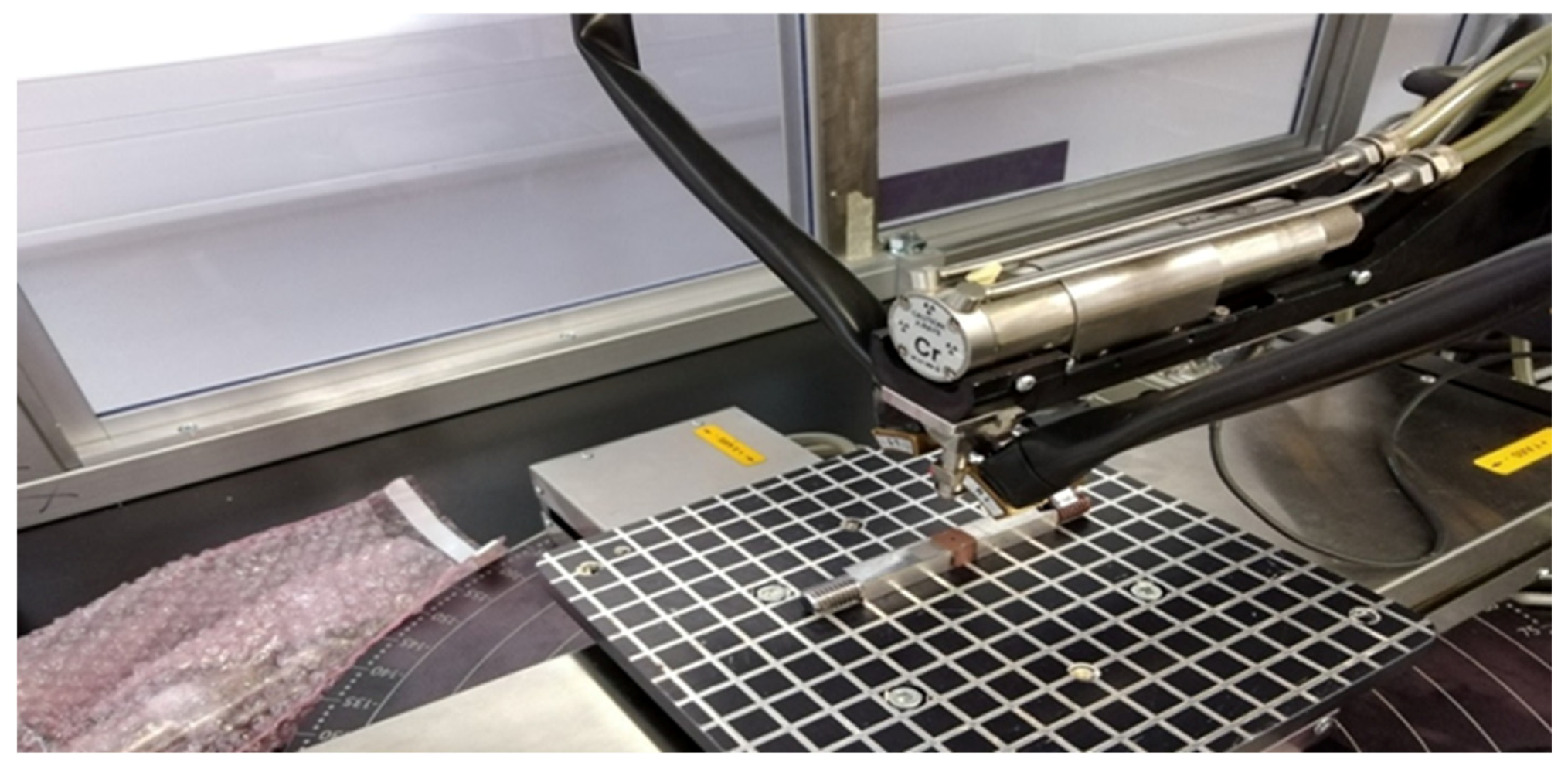
3. Results of the Tests on the Thermal Cycles Simulator
- (1)
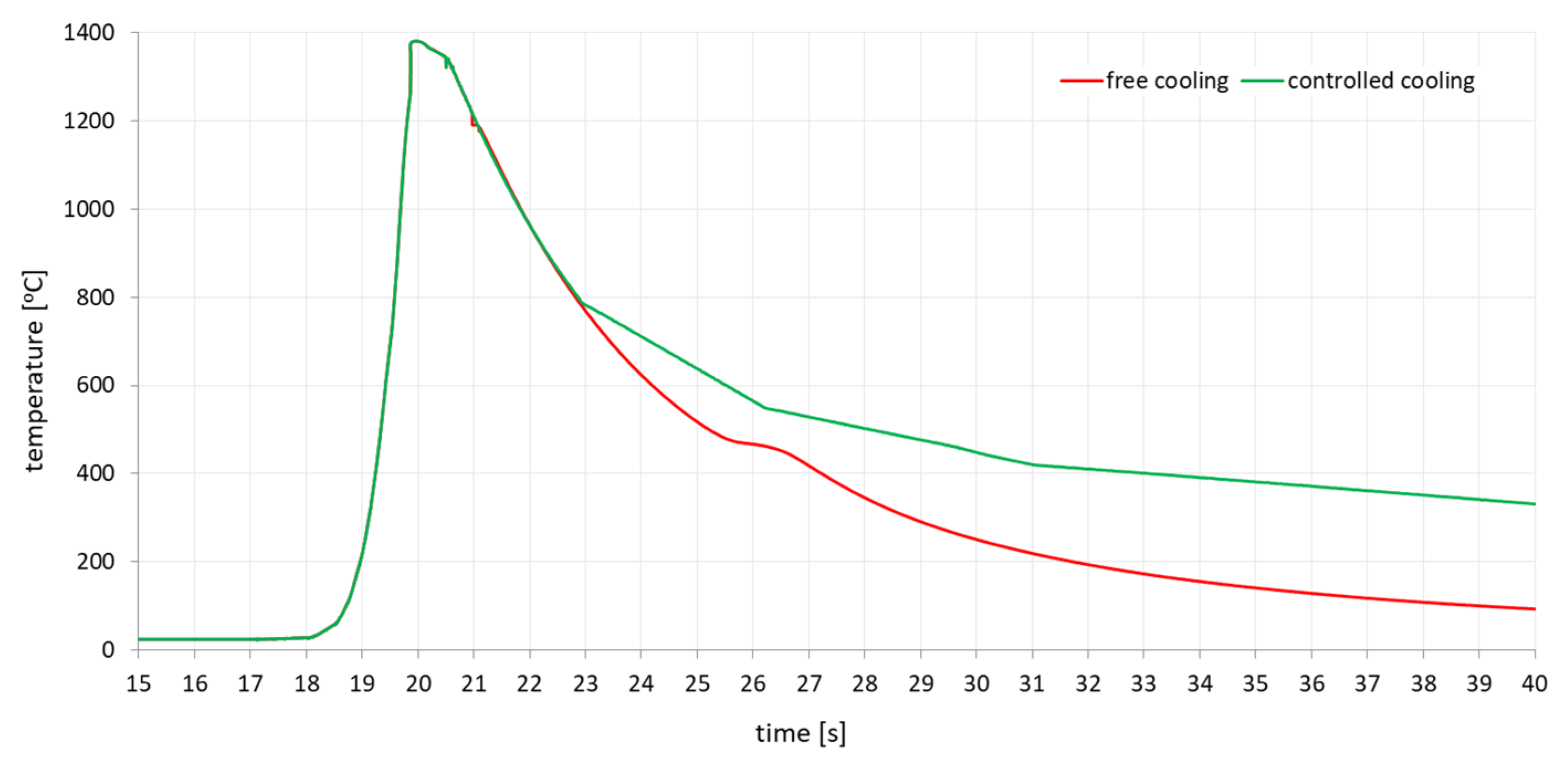
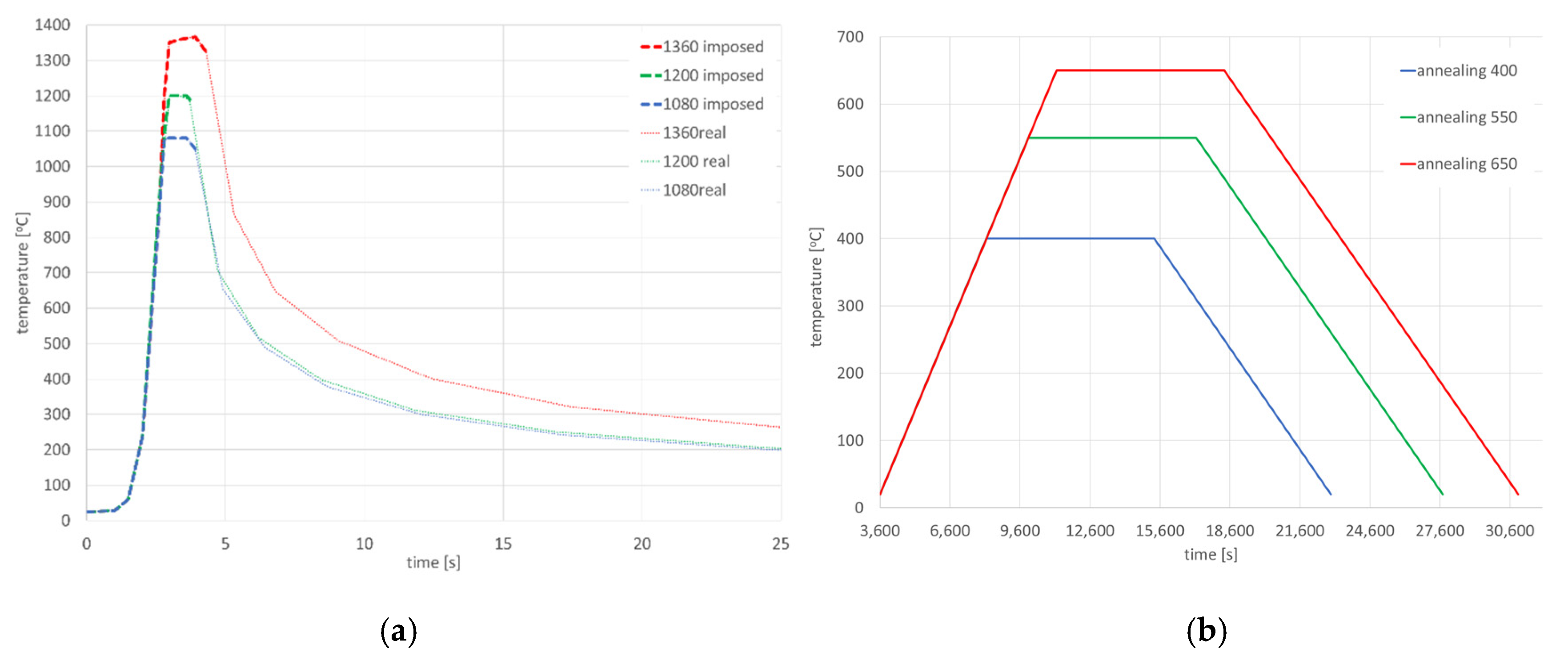
- use of welding thermal cycles at Gleeble 3500 simulator with a maximum cycle temperature of 1365, 1200 and 1080 °C and a cooling rate corresponding to the measured welding cycle,
- (2)
- application of the above thermal cycles at Gleeble 3500 simulator with controlled cooling rate,
- (3)
- determination of the conditions for lowering the value of residual stresses and quantifying the values for individual temperatures and strength at these temperatures. It was decided to perform the experiments at the temperatures 200, 300, 400, 500 and 550 °C with the hold time at 2 and 4 h,
- (4)
- determination of mechanical properties of S700MC steel after annealing in selected process conditions.
3.1. Residual Stresses Distribution after Welding Thermal Cycle Application
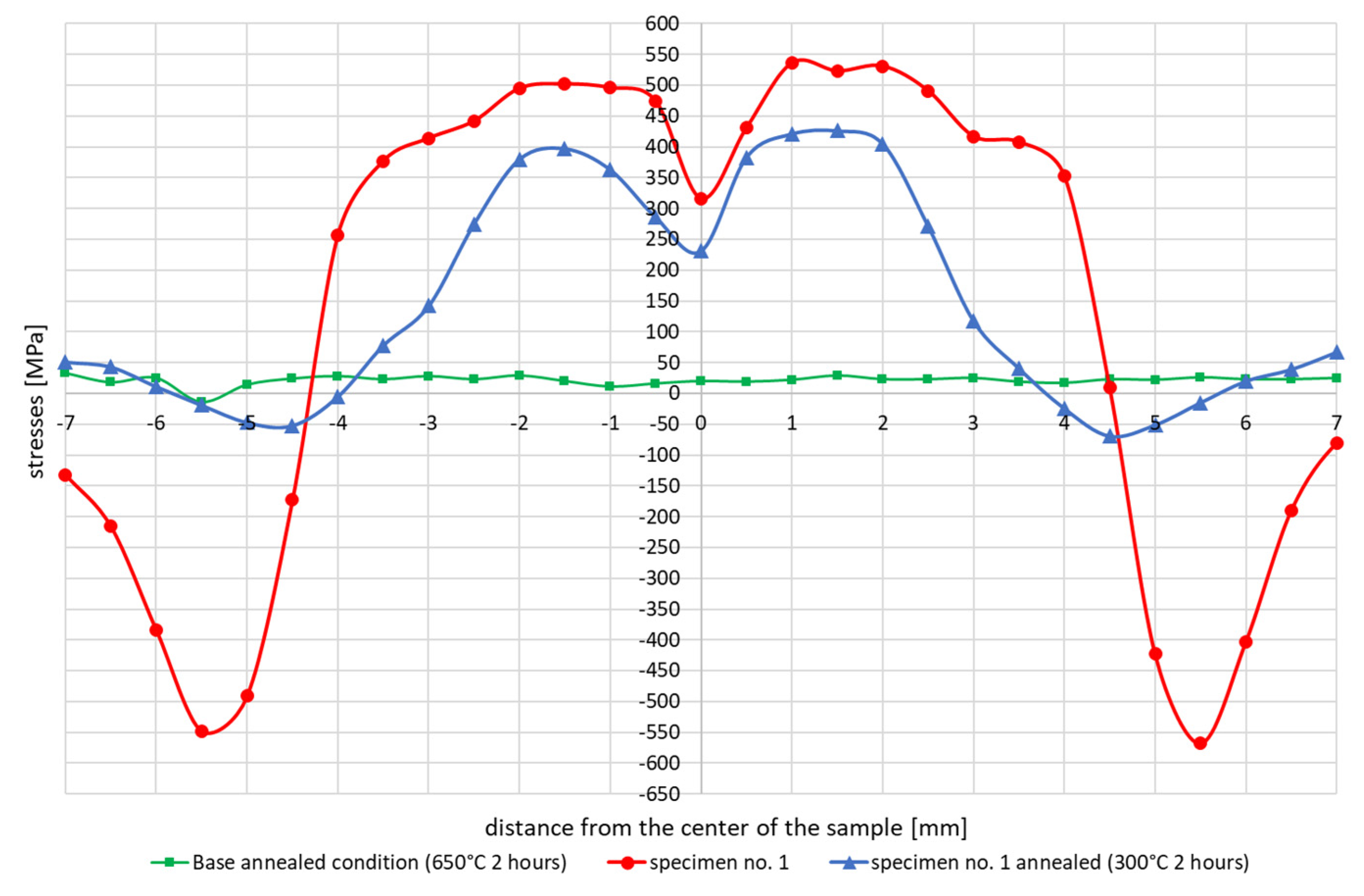
3.1.1. Samples with a Maximum Cycle Temperature at 1365 °C
- samples no. 1 and 4—these were annealed to reduce residual stresses at temperature 650 °C for 2 h. This was followed by a thermal cycle with a maximum temperature of 1365 °C and free cooling.
- sample no. 3—this was annealed to reduce residual stresses at temperature 650 °C for 2 h. This was followed by a thermal cycle with a maximum temperature of 1365 °C with controlled cooling.
- sample no. 5—a 0.2 mm surface layer was etched away. This was followed by a thermal cycle with a maximum temperature of 1365 °C with controlled cooling without annealing at the beginning.
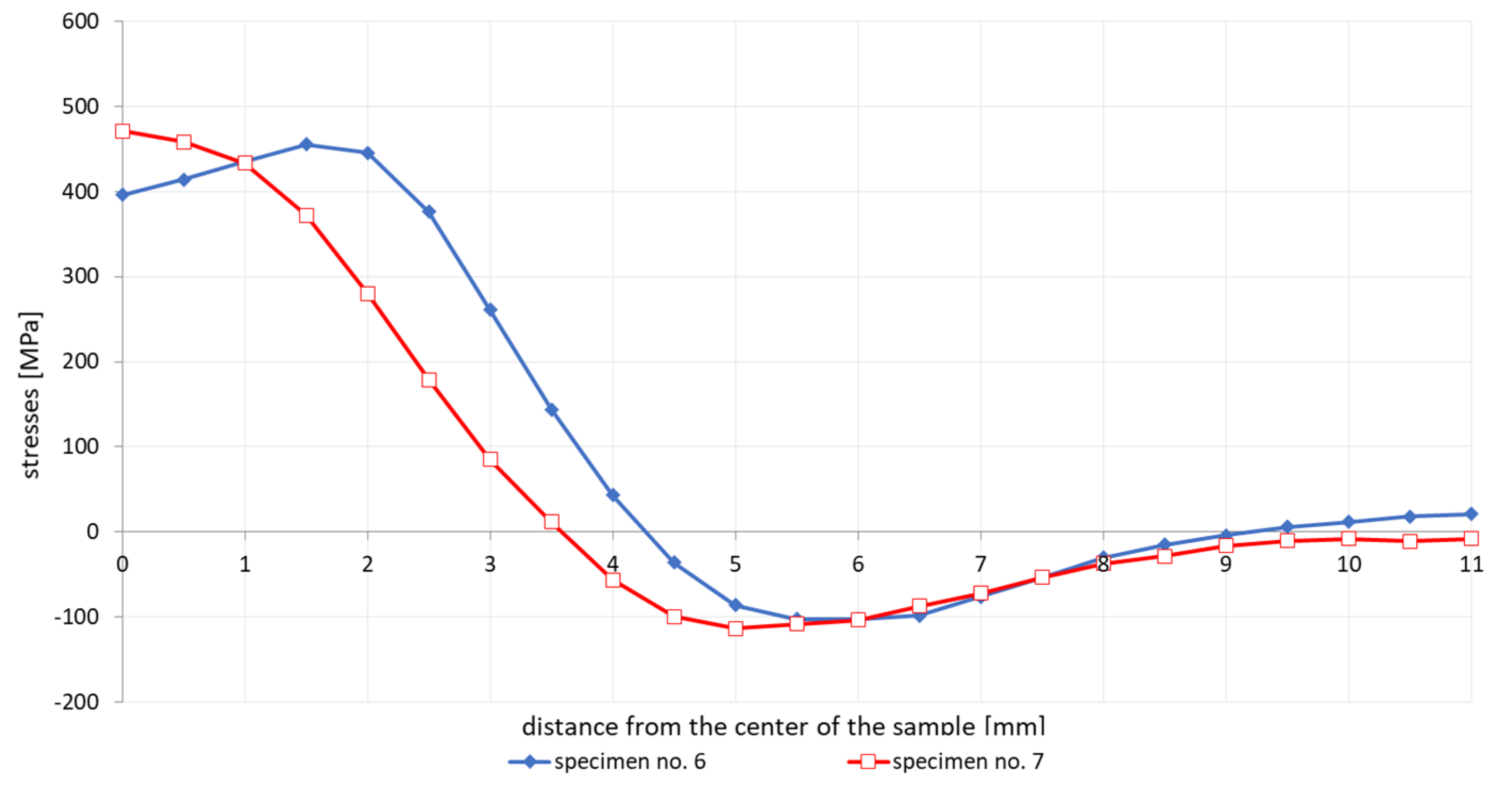
3.1.2. Samples with a Maximum Cycle Temperature at 1200 °C
- sample no. 6—heated with a welding thermal cycle to a maximum temperature of 1200 °C with controlled cooling,
- sample no. 7—heated with a welding thermal cycle to a maximum temperature of 1200 °C with free cooling.
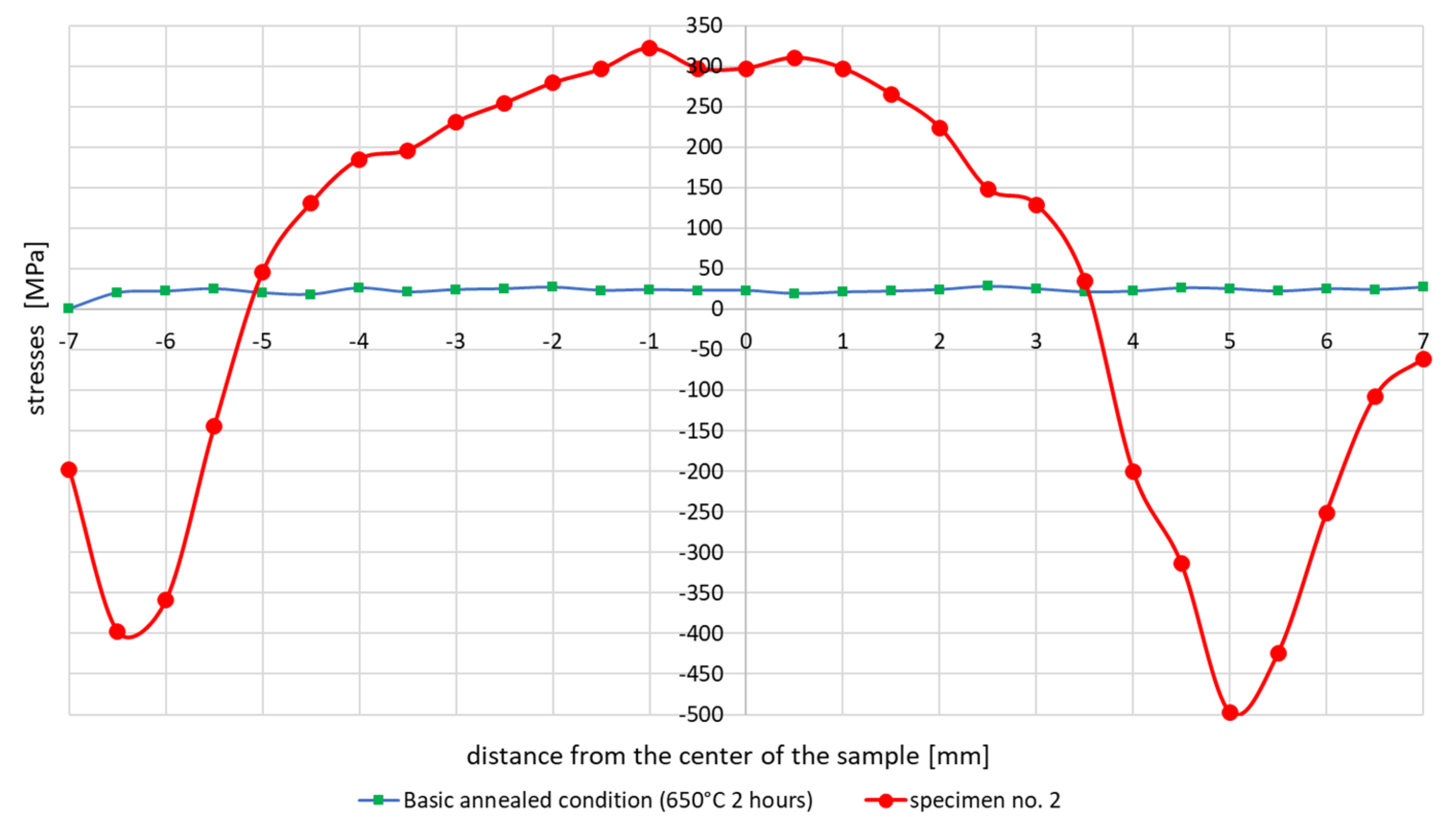
3.1.3. Samples with a Maximum Cycle Temperature at 1080 °C
3.2. Influence of Annealing on the Change of the Magnitude of Residual Stresses
3.3. Influence of Annealing on the Reduction Of Residual Stresses after Temperature Cycles
3.4. Determination of Mechanical Properties after Annealing
4. Numerical Simulations
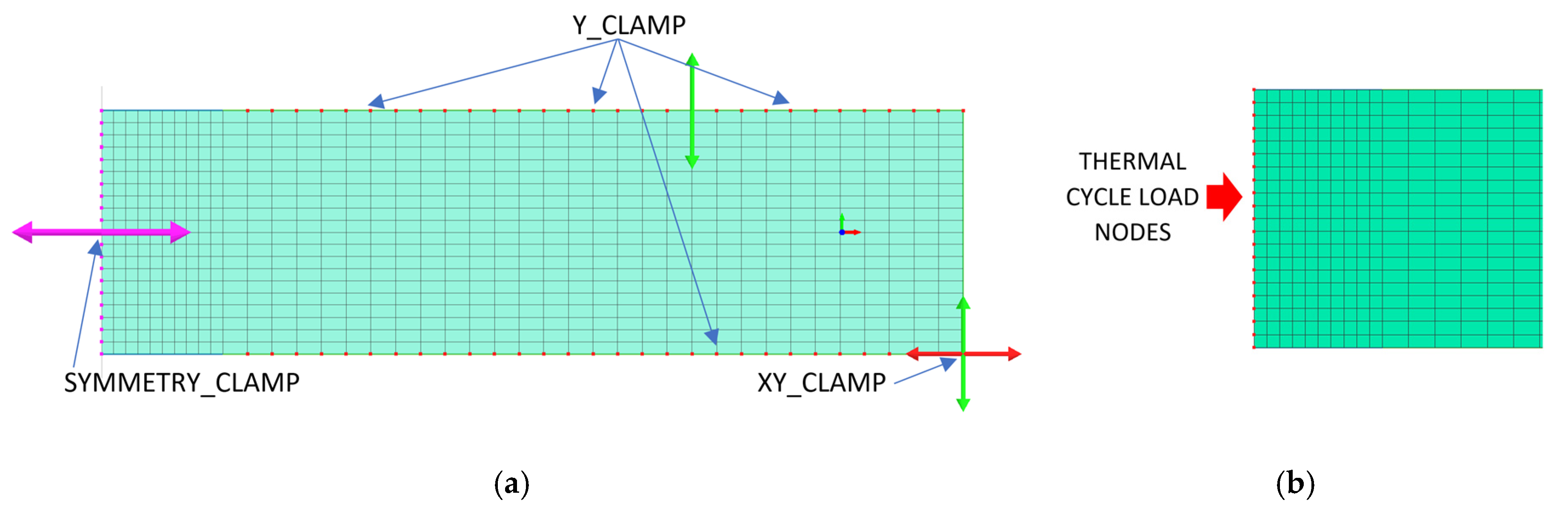
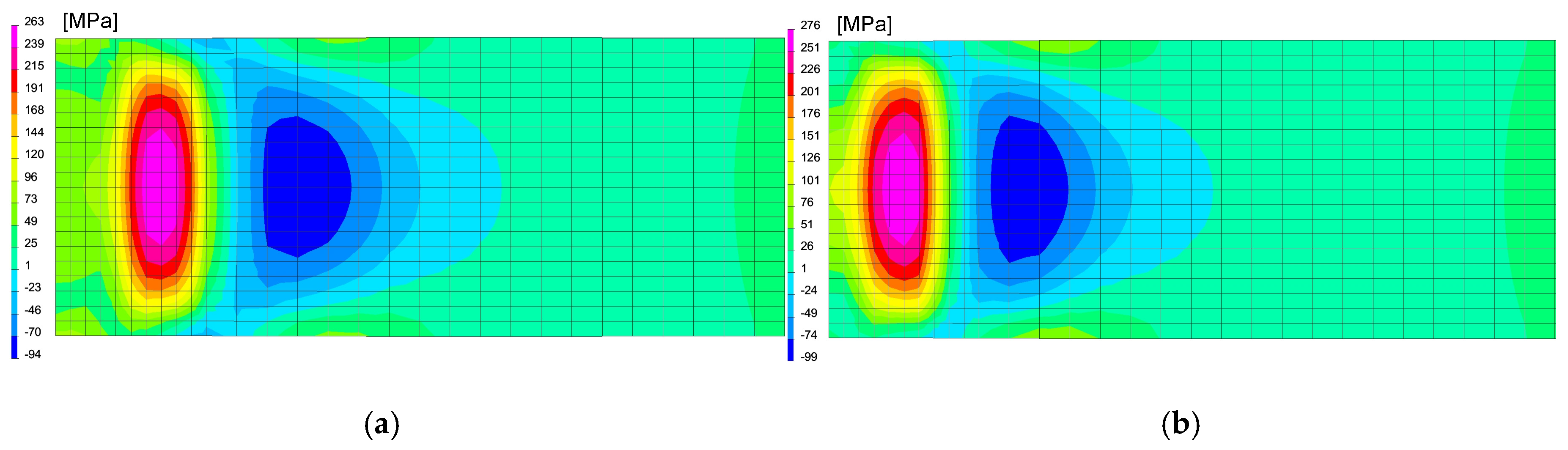
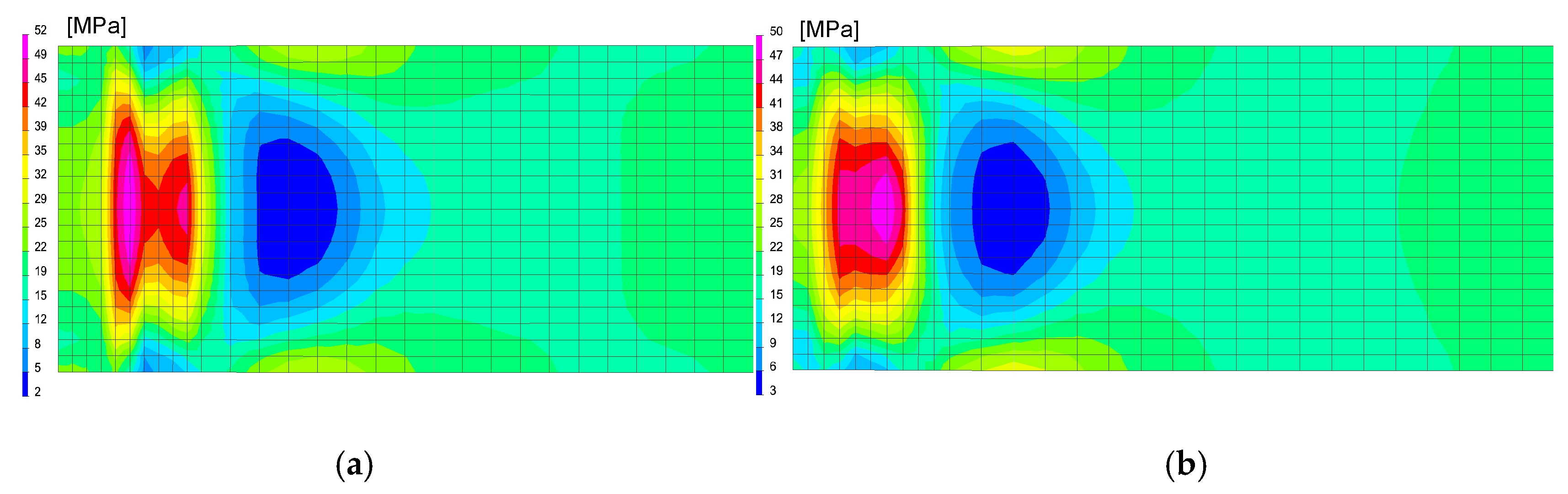
4.1. An Example of the Numerical Model of Tests Carried Out on the Simulator of Thermal Cycles
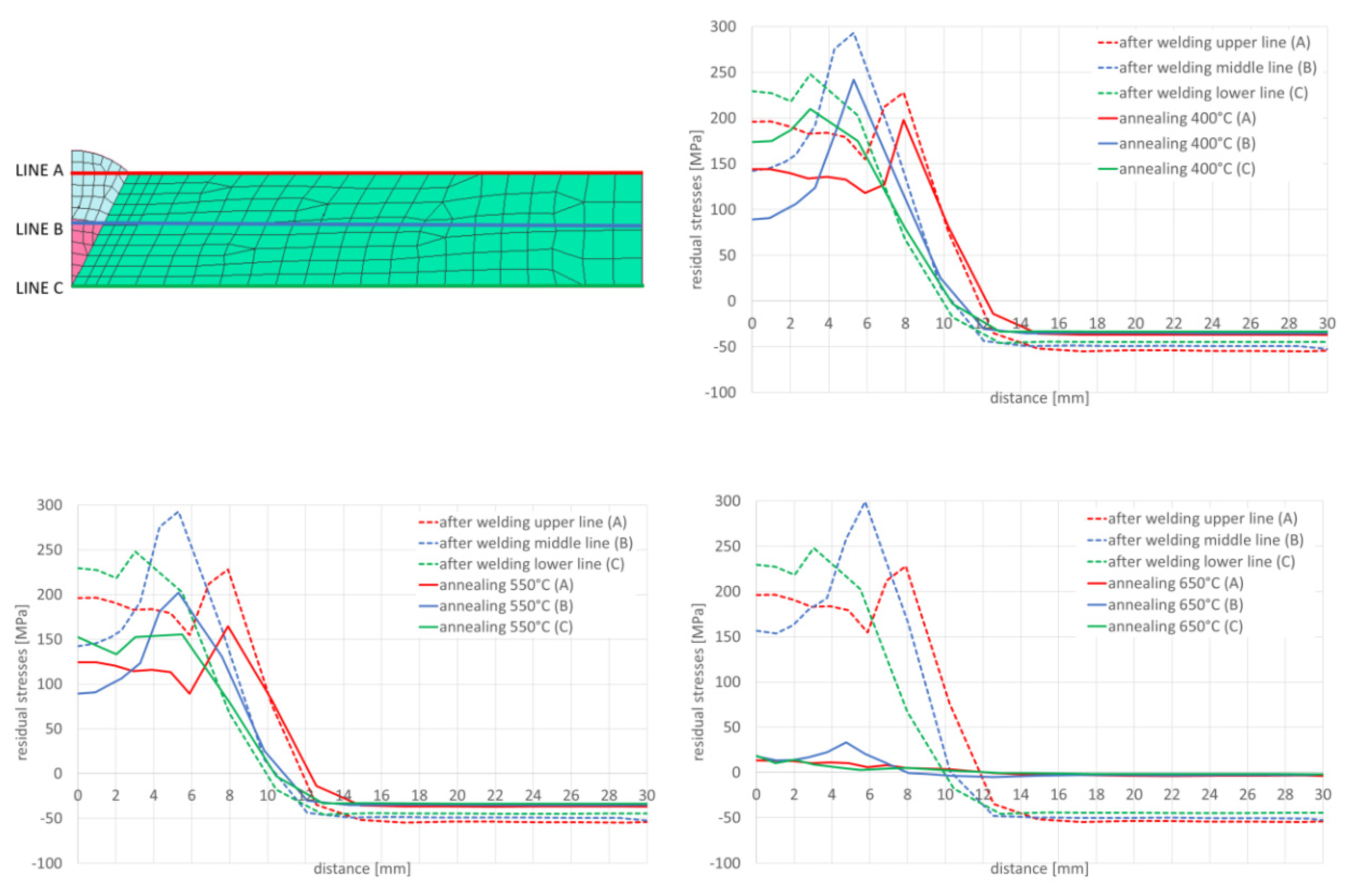
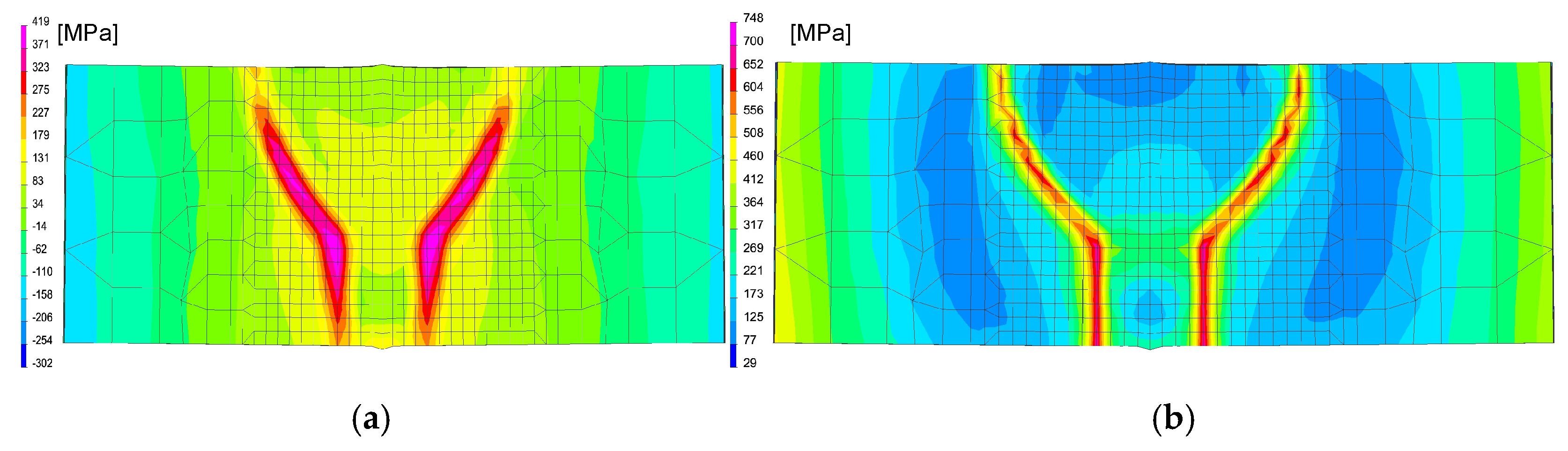
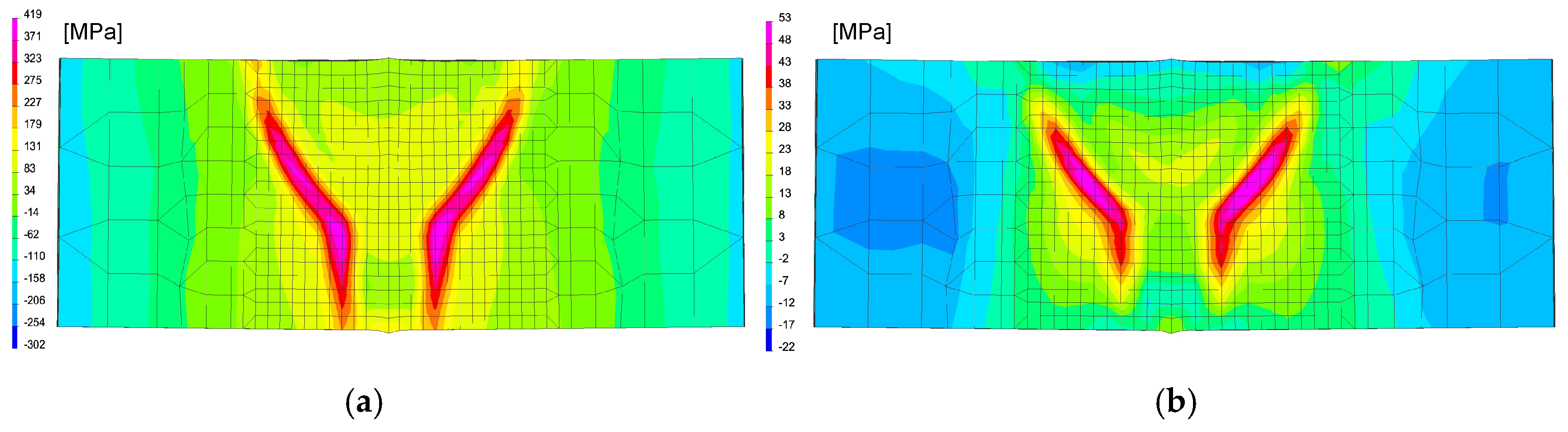
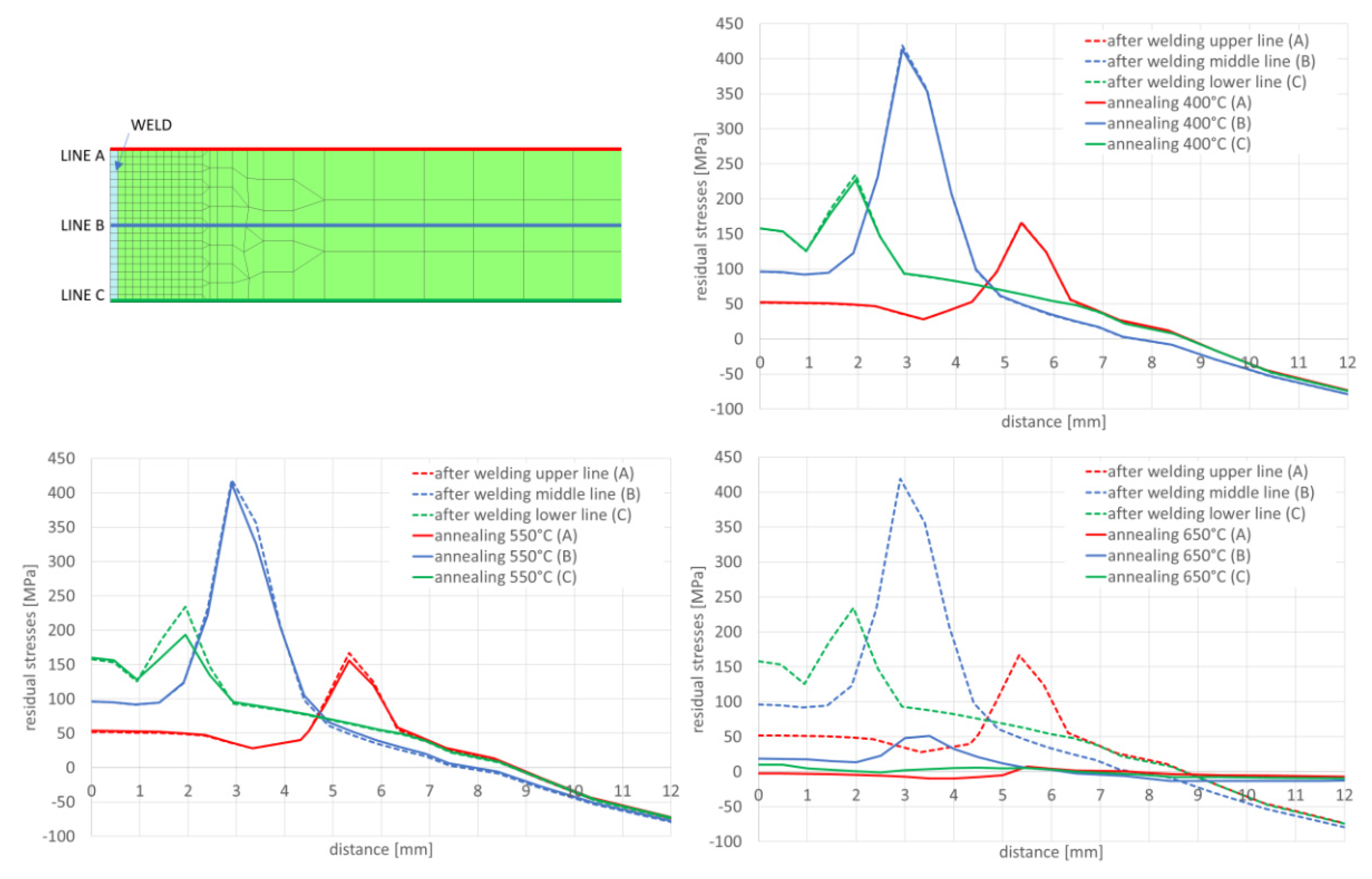
4.2. An Example of a Numerical Analysis of a Multipass Butt Joint Gas Metal Arc Welding and Annealing Process
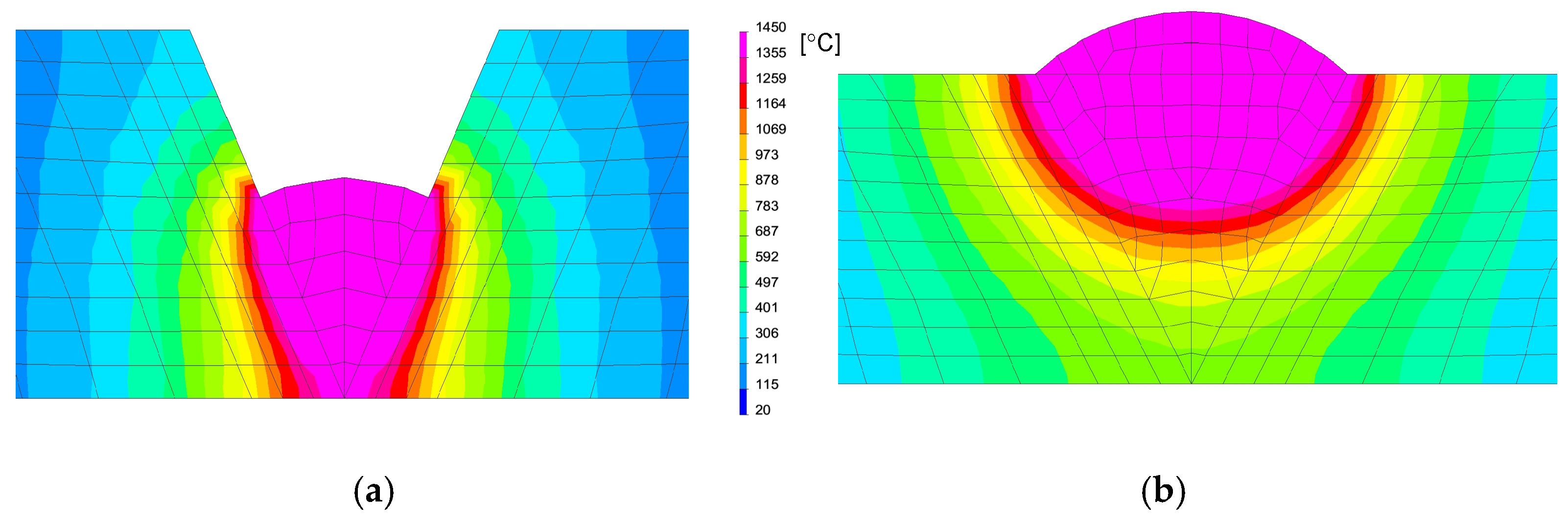
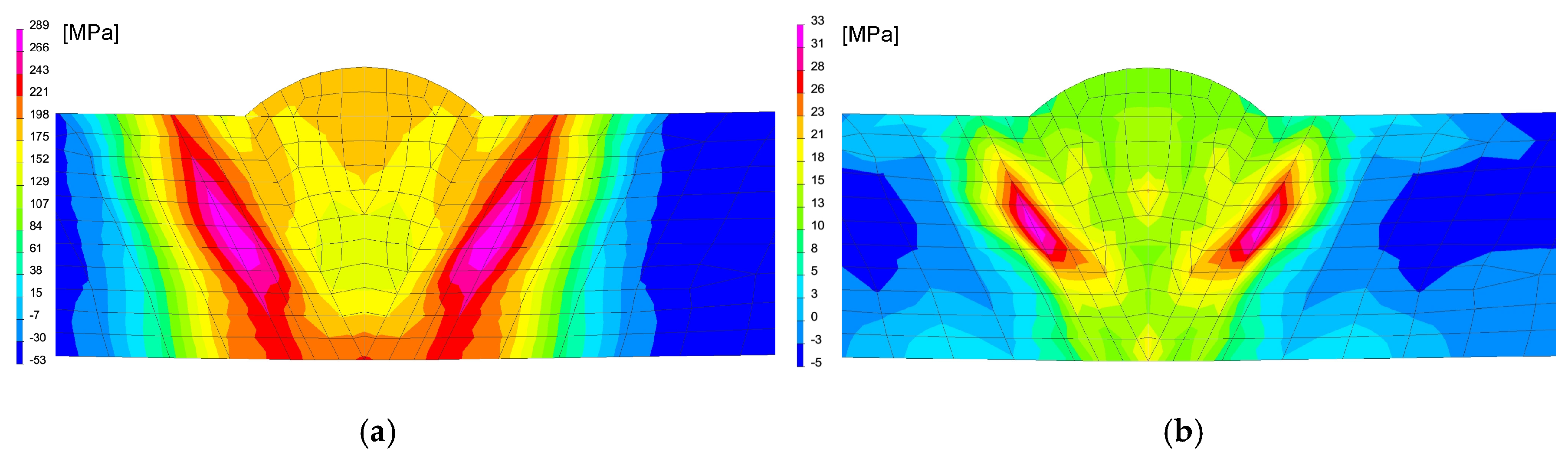
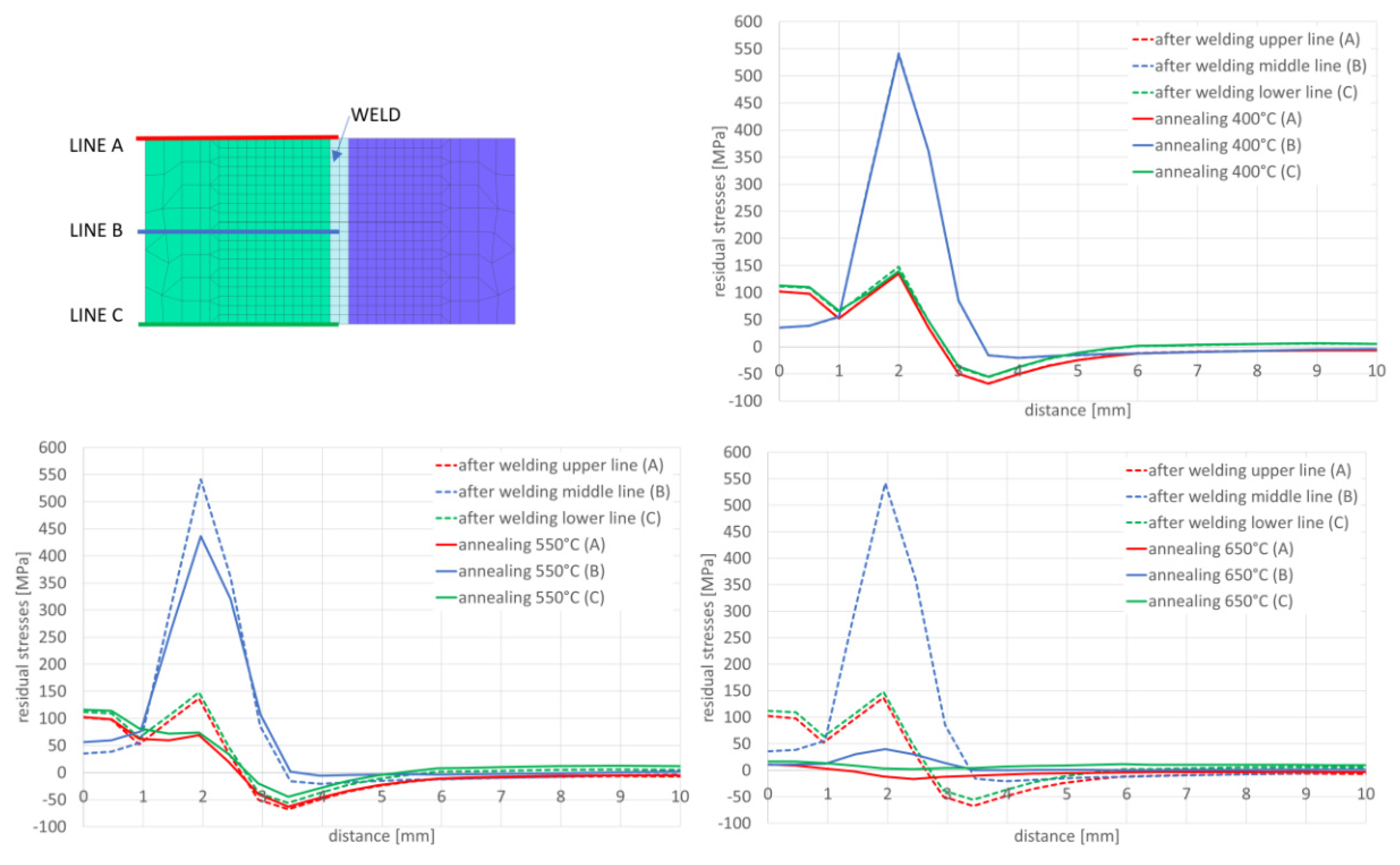
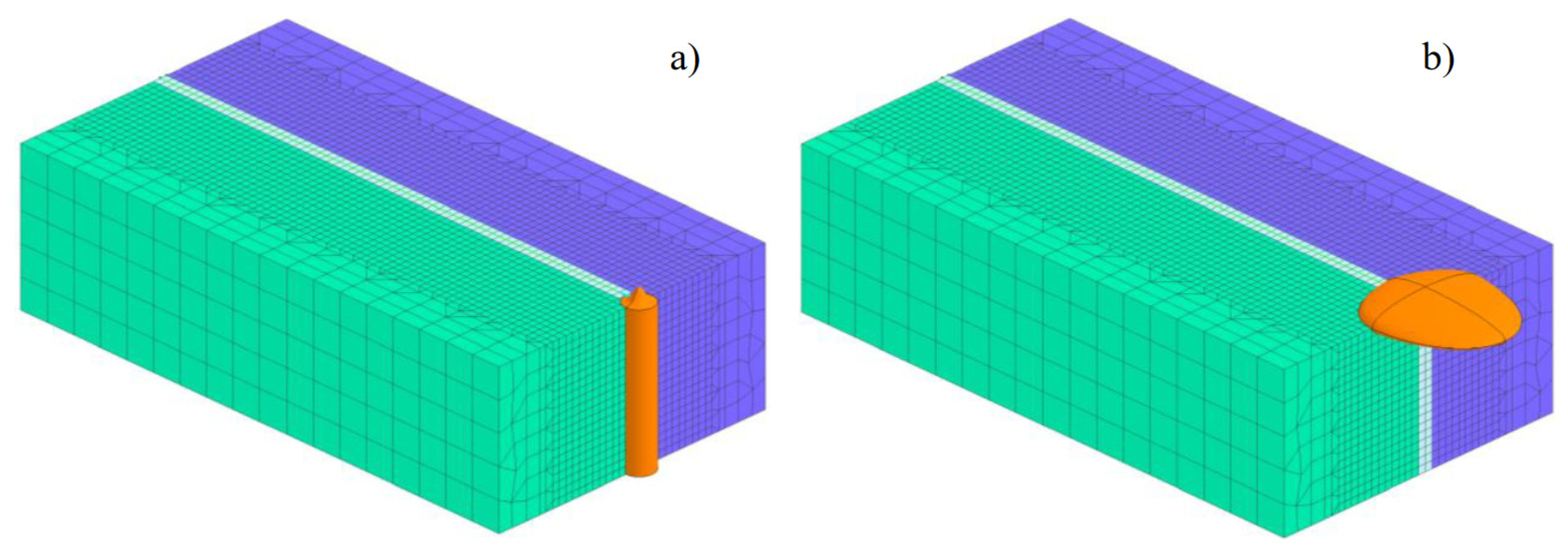
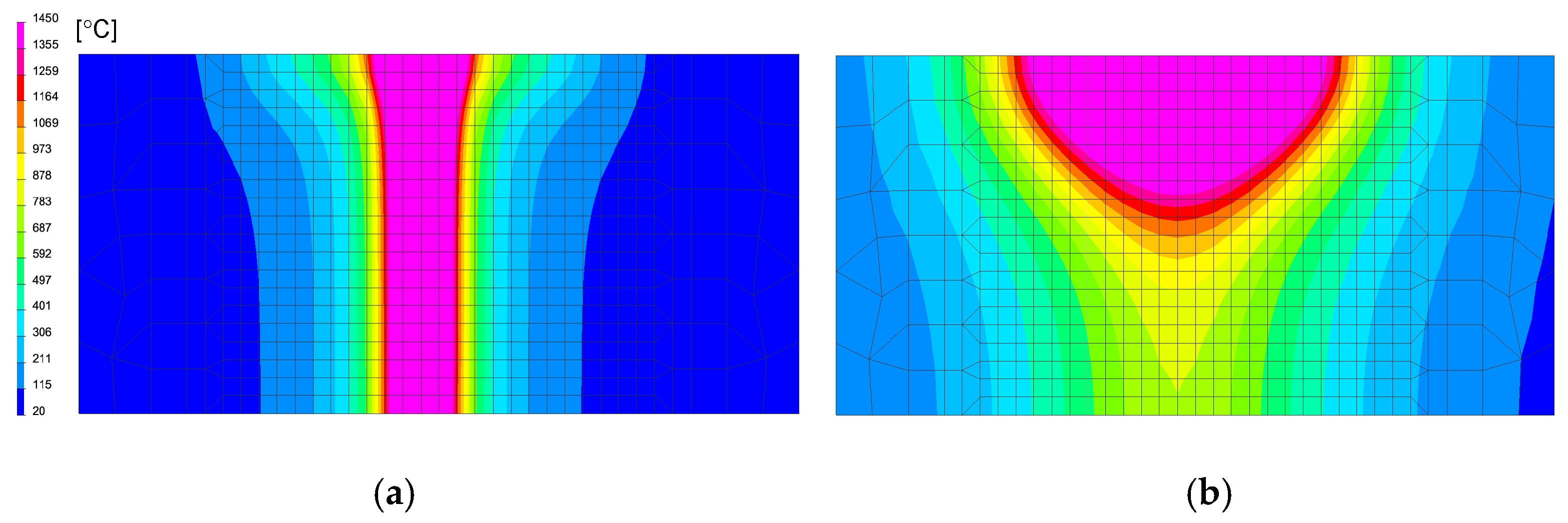
4.3. An Example of a Numerical Analysis of the Laser Butt Joint Welding and Annealing Process
4.4. An Example of a Numerical Analysis of a Hybrid Butt Joint Welding and Annealing Process
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chmielewski, T.; Golański, D. The role of welding in the remanufacturing process. Weld. Int. 2015, 29, 861–864. [Google Scholar] [CrossRef]
- Shipitsyn, S.Y.; Babaskin, Y.Z.; Kirchu, I.F.; Smolyakova, L.G.; Zolotar, N.Y. Microalloyed steel for railroad wheels. Steel Transl. 2008, 38, 782–785. [Google Scholar] [CrossRef]
- Żuk, M.; Górka, J.; Jamrozik, W. Simulated Heat-Affected Zone of Steel 4330V. Mater. Perform. Charact. 2019, 8, 606–613. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Yang, K.; Shan, Y. The effects of thermo-mechanical control process on microstructures and mechanical properties of a commercial pipeline steel. Mater. Sci. Eng. A 2002, 335, 14–20. [Google Scholar] [CrossRef]
- Górka, J. Microstructure and properties of the high-temperature (HAZ) of thermo-mechanically treated S700MC high-yield-strength steel. Mater. Tech. 2016, 50, 616–621. [Google Scholar] [CrossRef]
- Adamczyk, J.; Grajcar, A. Structure and mechanical properties of DP-type and TRIP-type sheets obtained after the thermomechanical processing. J. Mater. Process. Technol. 2005, 267–274. [Google Scholar] [CrossRef]
- Willms, R. High strength steel for steel constructions. In Proceedings of the Nordic Steel 2009, Malmö, Sweden, 2–4 September 2009; pp. 597–604. [Google Scholar]
- Miki, C.; Homma, K.; Tominaga, T. High strength and high performance steels and their use in bridge structures. J. Constr. Steel Res. 2002, 58, 3–20. [Google Scholar] [CrossRef]
- Rakshe, B.; Patel, J. Modern high strength Nb-bearing structural steels, Forming processes. Available online: http://millennium-steel.com/wp-content/uploads/articles/pdf/2010%20India/pp69-72%20MSI10.pdf (accessed on 4 November 2020).
- Wang, S.H.; Chiang, C.C.; Chan, L.I. Effect of initial microstructure on the creep behaviour of TMCP EH36 and S490MC steels. Mater. Sci. Eng. A 2003, 344, 288–295. [Google Scholar] [CrossRef]
- Wang, G.R.; Lau, T.W.; Weatherly, G.C.; North, T.H. Weld thermal cycles and precipitation effects in Ti-V-containing HSLA steels. Met. Mater. Trans. A 1989, 20, 2093–2100. [Google Scholar] [CrossRef]
- Górka, J. Welding thermal cycle-triggered precipitation processes in steel S700MC subjected to the thermo-mechanical control processing. Arch. Met. Mater. 2017, 62, 321–326. [Google Scholar] [CrossRef] [Green Version]
- Górka, J. Assessment of the Weldability of T-Welded Joints in 10 mm Thick TMCP Steel Using Laser Beam. Mater. 2018, 11, 1192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shin, Y.; Kang, S.; Lee, H. Fracture characteristics of TMCP and QT steel weldments with respect to crack length. Mater. Sci. Eng. A 2006, 434, 365–371. [Google Scholar] [CrossRef]
- Park, K.S.; Cho, Y.H. Comparison of Fatigue Properties of Welded TMCP Steels and Normalized Steel; Pohang University of Science and Technology: Pohang, Korea, 2003. [Google Scholar]
- Yurioka, M. TMCP steel and their welding. Weld. World 1995, 35, 375–390. [Google Scholar]
- De Meester, B. The Weldability of Modern Structural TMCP Steels. ISIJ Int. 1997, 37, 537–551. [Google Scholar] [CrossRef]
- Porter, D.; Laukkanen, A.; Nevasmaa, P.; Rahka, K.; Wallin, K. Performance of TMCP steel with respect to mechanical properties after cold forming and post-forming heat treatment. Int. J. Press. Vessel. Pip. 2004, 81, 867–877. [Google Scholar] [CrossRef]
- Available online: https://www.salzgitter-flachstahl.de/en/products/hot-rolled-products/steel-grades/high-strength-steels-for-cold-forming-thermomechanically-rolled.html (accessed on 4 November 2020).
- Górka, J.; Janicki, D.; Fidali, M.; Jamrozik, W. Thermographic Assessment of the HAZ Properties and Structure of Thermomechanically Treated Steel. Int. J. Thermophys. 2017, 38, 183. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Górka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cycles on the Structure and Properties of the S700MC Heat-Affected Zone. Met. 2020, 10, 974. [Google Scholar] [CrossRef]
- Lisiecki, A. Welding of Thermomechanically Rolled Fine-Grain Steel by Different Types of Lasers/ Spawanie Stali Drobnoziarnistej Walcowanej Termomechanicznie Laserami Różnego Typu. Arch. Met. Mater. 2014, 59, 1625–1631. [Google Scholar] [CrossRef]
- Fydrych, D.; Łabanowski, J.; Rogalski, G.; Haras, J.; Tomków, J.; Świerczyńska, A.; Jakóbczak, P.; Kostro, Ł. Weldability of S500MC Steel in Underwater Conditions. Adv. Mater. Sci. 2014, 14, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Mičian, M.; Harmaniak, D.; Novy, F.; Winczek, J.; Moravec, J.; Trško, L. Effect of the t8/5 Cooling Time on the Properties of S960MC Steel in the HAZ of Welded Joints Evaluated by Thermal Physical Simulation. Metals 2020, 10, 229. [Google Scholar] [CrossRef] [Green Version]
- Skowrońska, B.; Chmielewski, T.; Golański, D.; Szulc, J. Weldability of S700MC steel welded with the hybrid plasma. Manuf. Rev. 2020, 7, 4. [Google Scholar] [CrossRef] [Green Version]
- Fydrych, D.; Łabanowski, J.; Rogalski, G. Weldability of high strength steels in wet welding conditions. Pol. Marit. Res. 2013, 20, 67–73. [Google Scholar] [CrossRef] [Green Version]
- Skowrońska, B.; Szulc, J.; Chmielewski, T.; Sałaciński, T.; Swiercz, R. Properties and microstructure of hybrid Plasma+MAG welded joints of thermomechanically treated S700MC steel. In Proceedings of the 27th Anniversary International Conference on Metallurgy and Materials (METAL), Brno, Czech Republic, 23–25 May 2018. [Google Scholar]
- Chang, K.-H.; Lee, C.-H.; Park, K.-T.; Um, T.-H. Experimental and numerical investigations on residual stresses in a multi-pass butt-welded high strength SM570-TMCP steel plate. Int. J. Steel Struct. 2011, 11, 315–324. [Google Scholar] [CrossRef]
- Danielewski, H.; Skrzypczyk, A. Steel Sheets Laser Lap Joint Welding—Process Analysis. Materials 2020, 13, 2258. [Google Scholar] [CrossRef]
- Perić, M.; Nižetić, S.; Tonković, Z.; Garašić, I.; Horvat, I.; Boras, I. Numerical Simulation and Experimental Investigation of Temperature and Residual Stress Distributions in a Circular Patch Welded Structure. Energies 2020, 13, 5423. [Google Scholar] [CrossRef]
- Kik, T. Computational Techniques in Numerical Simulations of Arc and Laser Welding Processes. Materials 2020, 13, 608. [Google Scholar] [CrossRef] [Green Version]
- Sysweld manual ESI Group. Welding Simulation User Guide; Sysweld manual ESI Group: Paris, France, 2016. [Google Scholar]
- Kik, T.; Górka, J. Numerical Simulations of Laser and Hybrid S700MC T-Joint Welding. Materials 2019, 12, 516. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Górka, J. Numerical Simulations of S700MC Laser and Hybrid Welding. In Laser Technology 2018: Progress and Applications of Lasers, Proceedings of SPIE; Article Number: UNSP 109740K; SPIE: Bellingham, WA, USA, 2018; Volume 10974. [Google Scholar] [CrossRef]
- Kik, T. Heat Source Models in Numerical Simulations of Laser Welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Novakova, I. New Method of Processing Heat Treatment Experiments with Numerical Simulation Support. Modern Technologies in Industrial Engineering V. In Proceedings of the ModTech 2017 International Conference, Sibiu, Romania, 14–17 June 2017. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, % wt. | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C max. | Si max. | Mn max. | P max. | S max. | Al min. | Nb max. * | V max. * | Ti max. * | B max. | Mo max. |
| 0.12 | 0.60 | 2.10 | 0.008 | 0.015 | 0.015 | 0.09 | 0.20 | 0.22 | 0.005 | 0.50 |
| Chemical composition, % wt. measured on spectrometer | ||||||||||
| 0.051 | 0.197 | 1.916 | 0.006 | 0.006 | 0.038 | 0.063 | 0.072 | 0.056 | 0 | 0.113 |
| Specimen Designation | Specimen Diameter [Mm] | Yield Strength Re [MPa] | Tensile Strength Rm [MPa] | Elongation Ag [%] | Elongation A40 [%] |
|---|---|---|---|---|---|
| S1 | 6.52 | 759 | 851 | 10.97 | 23.91 |
| S2 | 6.53 | 758 | 852 | 12.33 | 25.22 |
| S3 | 6.50 | 741 | 849 | 10.72 | 23.62 |
| Average value: | 753 ± 8.0 | 851 ± 1.0 | 11.01 ± 0.71 | 24.25 ± 0.7 | |
| Sample Designation | Annealing Temperature (2 h Heating) | ||||
|---|---|---|---|---|---|
| BM/200 | BM/300 | BM/400 | BM/500 | BM/550 | |
| AN1_2 | 508/413 | 468/306 | 431/218 | 388/107 | 525/62 |
| AN2_2 | 472/403 | 435/269 | 431/198 | 330/117 | 456/59 |
| Annealing Temperature (4 h Heating) | |||||
| BM/200 | BM/300 | BM/400 | BM/500 | BM/550 | |
| AN1_4 | 499/416 | 545/323 | 341/184 | 538/108 | 500/9 |
| AN2_4 | 382/307 | 540/315 | 341/196 | 489/108 | 482/4 |
| Sample Designation | Sample Diameter Do [mm] | Lower Yield Point Rel [MPa] | Upper Yield Point Reh [MPa] | Tensile Strength Rm [MPa] | Elongation Ag [%] | Elongation A40 [%] |
|---|---|---|---|---|---|---|
| annealed at 450 °C for 2 h | ||||||
| T1_2 | 6.49 | 724.39 | 743.50 | 807.42 | 9.36 | 21.21 |
| T2_2 | 6.52 | 744.01 | 773.54 | 825.36 | 9.38 | 20.88 |
| annealed at 550 °C for 4 h | ||||||
| T1_4 | 6.49 | 722.66 | 745.38 | 784.61 | 9.51 | 20.93 |
| T2_4 | 6.49 | 721.04 | 742.98 | 786.19 | 9.77 | 21.35 |
| Bead Number | EPUL (J/mm) | v (mm/s) | k | Heat Source Model Dimensions * |
|---|---|---|---|---|
| 1st bead | 800 | 5.0 | 0.8 | 10.0/10.0/5.0 |
| 2nd bead | 1000 | 4.0 | 0.8 | 15.0/12.0/5.0 |
| cooling conditions: free air in temperature 20 °C, preheating temperature: 65 °C | ||||
| Designation | EPUL (J/mm) | v (mm/s) | k | Heat Source Model Dimensions * |
|---|---|---|---|---|
| laser | 360 | 16.0 | 0.8 | 2.0/1.5/10.0 |
| cooling conditions: free air in temperature 25 °C, preheating temperature: 65 °C | ||||
| Designation | EPUL (J/mm) | v (mm/s) | k | Heat Source Model Dimensions * |
|---|---|---|---|---|
| 3D conical (laser) | 360 | 16.0 | 0.8 | 2.0/2.0/10.0 |
| double ellipsoidal (MAG) | 490 | 0.6 | 9.0/8.0/2.0 | |
| cooling medium: free air in temperature 20 °C, preheating temperature: 65 °C | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. https://doi.org/10.3390/ma13225289
Kik T, Moravec J, Švec M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials. 2020; 13(22):5289. https://doi.org/10.3390/ma13225289
Chicago/Turabian StyleKik, Tomasz, Jaromír Moravec, and Martin Švec. 2020. "Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements" Materials 13, no. 22: 5289. https://doi.org/10.3390/ma13225289
APA StyleKik, T., Moravec, J., & Švec, M. (2020). Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials, 13(22), 5289. https://doi.org/10.3390/ma13225289