1. Introduction
It is generally accepted that engineering polymers can be advantageously used as a moving machine element due to their favorable tribo-mechanical properties, corrosion resistance and design flexibility [
1]. In the design of agricultural machinery, engineering plastics and composites are also of increasing importance in places heavily exposed to abrasive wear. These materials are widely used in harvesters and cultivators, where the abrasion mechanisms can differ significantly. The surface loads that cause the forms of abrasion—i.e., ploughing, wedge formation, micro and macro cutting—[
2,
3] are extremely different, and the materials must react with different degrees of sensitivity.
Agricultural machine components are affected by typical but markedly different operating conditions that shape abrasive wear. Hence, a wide range of materials are used for these machine elements. Tillage or cultivator implements are characterized by micro-cutting and fatigue acting on their location-specific surfaces [
4]; therefore, alloyed martensitic steels are most commonly used. Often, hard alloy coatings are applied to further enhance the wear resistance of these elements [
5]. However, specific agricultural machine elements, e.g., parts of a crop harvesting machine, often suffer from abrasive erosion, fatigue and surface cracking, making, in general, the use of polymers more beneficial. The main advantages of polymers are their lubrication free operation (environment protection), low weight (fuel economy and reduction of soil compression by machines) and wear resistance [
6]. A persistent problem in commercial grain elevators, often of greater operational importance than kernel damage, is the erosion or wear of equipment at points where grains slide or impinge upon it. Ceramic materials fastened at critical locations resist wear better than alloy steels, but neither cushions the impact. Polyurethanes and specially composed, ultrahigh molecular weight (UHMW) plastics have been developed to provide both wear resistance and reduced impact [
7].
However, in order to optimize a given tribological system, it is necessary to know exactly the factors involved (materials, surface parameters, particles, forms of movement, velocity, temperature, intermediates, contaminations, etc.) [
8] and to select the most suitable structural materials by modelling.
The tribological literature on polymers and their composites is growing tremendously, in line with the proliferation of industrial applications and the emergence of newer materials. According to a review based on the Web of Science database [
9], the number of publications in the field of polymer tribology reached thousands in the second half of the 2000s, accounting for about 25% of the total literature on polymers and composites.
The main mechanisms of polymer wear are adhesion, abrasion and fatigue [
10]. Abrasion is caused by hard asperities on the mating surface and hard particles moving on the polymer surfaces. This phenomenon of wear occurs when roughness is a dominant factor during friction processes.
Earlier research on polymer abrasive processes [
11,
12] described the phenomenon whereby abrasive wear often occurs on surfaces as scratches, holes and pits and other deformed marks. The debris generated by wear is often in the form of fine-cut chips, rather than that generated during machining, albeit in a much finer size [
11]. Most models related to abrasive wear have geometric asperity descriptions, so the degree of wear depends heavily on the shape and apex angles of the grinding points moving on the surface. There are two different modes of deformation when an abrasive particle acts upon plastic [
11]. The first is plastic grooving, often referred to as ploughing. This occurs when the moving particles or asperities are pushed onto the mating surface and the material is continuously displaced laterally to form grooves and ridges. No material loss on the surface is detected. The second mode is called cutting, because it is similar to micromachining, and all material displaced by the particle is removed as a chip. There is another approach to describing abrasive wear [
12]. Experiments have shown that the degree of abrasive wear is proportional to 1/(
σε), where
σ is the tensile stress and ε is the corresponding elongation. This connection was found by Lancaster and Ratner in the 1960s [
13]. Later in the present article, deeper mathematical correlation analyses highlight the possible connection of abrasive wear features with mechanical property combinations. In papers [
14,
15], scratch test-based abrasive groove recovery was analyzed and brittleness “
B”, i.e., less elastic, behavior was calculated with the elongation at break and loss modulus values of the tested polymers.
In engineering practice, the most common technical plastic family comprises the various polyamide 6 (PA6) and polyamide 66 (PA66) variants, as well as the ultrahigh molecular weight polyethylene high density 1000 grade (UHMW-PE HD1000) polymer. There is lot of information available on these materials [
9], and a huge amount of research has been done on their abrasion resistance characteristics. Relationships between material properties and specific wear were found, and will be introduced later, but a comprehensive evaluation between combinations of properties and a large number of variables is, at present, absent from the literature.
Rajesh [
16] examined two types of PAs. Abrasive wear studies were carried out under a single pass condition by abrading a polymer pin against a waterproof silicon carbide (SiC) abrasive paper with different loads. They found that the CH
2:CONH ratio had a significant influence on some mechanical properties, e.g., tensile strength, elongation to break, fracture toughness, fracture energy and abrasive wear performance. It was observed that the CH
2:CONH ratio and various mechanical properties did not show linear relationships in most cases, but the specific wear rate, in function of some mechanical properties (e.g., tensile strength, elongation), showed good correlation.
The same research team presented [
17] results about the abrasive wear behavior of numerous PA6-based composites. They applied short glass fiber, polytetrafluoroethylene (PTFE) and metal powders, e.g., copper and bronze, as reinforcing and filling materials. The samples were produced at a lab scale and characterized for their properties such as tensile strength, tensile elongation, flexural strength, hardness and impact strength. In the test system, wear according to hardness, elongation to break (
e) and ultimate tensile strength (
S) showed better correlation than that found by Ratner and Lancaster.
Kumara et al. studied the mechanical and abrasive wear behavior [
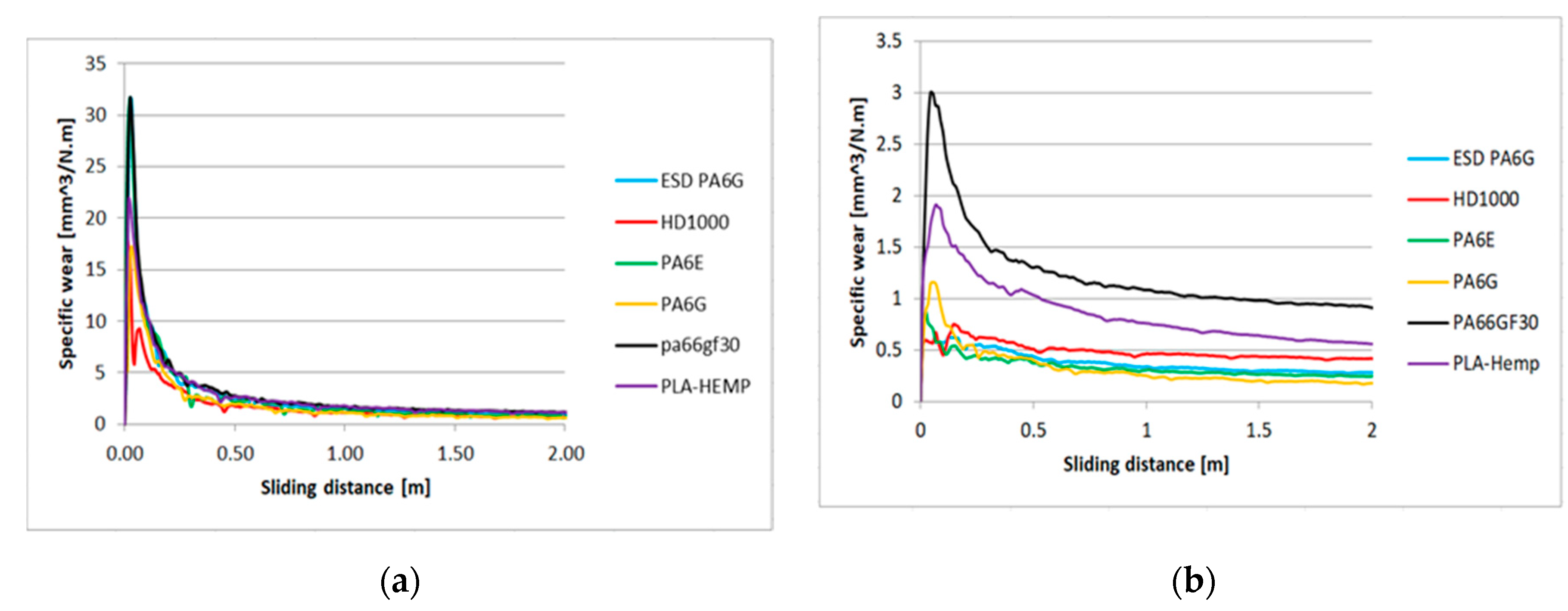
18] of PA6 and glass fiber reinforced (GFR) PA6 composites specimens. The specimens were prepared by injection molding. Four proportions of glass fiber contents were used (0, 10, 20 and 30 wt.%). They performed the test on a pin-on-disc configuration with 320 grit size abrasive paper, at 23 °C and RH 67 ± 10%, 50 m sliding distance at constant sliding velocity (0.5 m/s), with several loads (5, 10, 15 and 20 N). They found that the specific wear rate decreased with increasing sliding distance. This happened because of the polymer formed a transfer layer which filled the space between the abrasive particles, causing a reduced depth of penetration.
Patnaik et al. [
19] studied the erosion behavior of solid particles on fiber and particulate-filled polymer composites. Their review focused on problems related to the processes of polymer matrix composites with several aspects, and used the Taguchi method to optimize the process parameters and analyze the wear behavior.
Harsha [
20] extended PA6-based composite testing to high performance materials (HPM). Three-body abrasion tests were carried out on more unreinforced thermoplastic HPM polymers by means of a rubber wheel abrasion device. The applied abrasive particle was dry silica sand used as a loose abrasive in the size range between 150 and 250 μm. They applied constant sliding velocity (
v = 2.4 m/s) of the rubber wheel at different loads (5–20 N). The abrasive wear rates were influenced by the load and type of polymeric materials. On the worn surfaces, it was found that semicrystalline polymers reflected ductile failure mode, whereas amorphous polymers performed brittle failure. Also, an attempt was made to correlate the abrasive wear rates with mechanical properties.
Concerning UHMW-PE HD1000 grade polymer as a widely used, abrasion resistant polymer—unfortunately, due to its low mechanical loadbearing capacity, its engineering applications are limited—the abrasive performance of many PE family members has already been investigated. Tervoort et al. [
21] examined the abrasive wear resistance of many PE grades, including UHMW-PE. They found that the effective number of physical cross-links per macromolecular chain influences the abrasive wear resistance.
Nowadays, in addition to the normal use of engineering plastics, more and more attention is being paid to bio-polymers. Research on the wear resistance of bio-polymers and their composites, and the exploration of the peculiarities of the wear processes are appearing independently in more and more settings. From a practical point of view, however, it would be extremely important to compare bio-polymers with already known engineering plastics in a typical test system. Gupta et al. [
22] also justified the importance of the developments of bio-composites, focusing on jute fiber reinforced bio-composites.
Mahapatra et al. [
23] realized the important effect of deformation and strain on the mechanical applicability of jute fiber reinforced composites, and examined the failure mechanism of the materials. They emphasized that matrix materials must be ductile and not chemically reactive with natural fibers.
Sawpan et al. [
24] noted that PLA represents the most common example of a polymer matrix from renewable resources. It has acceptable mechanical behavior for low load applications, but it degrades to carbon dioxide, water and methane after several months to two years, unlike petroleum-based polymers, which need hundreds of years to degrade. Nonetheless, it is considered one of the most important bio-polymers, as noted by Thakur et al. [
25]. There are several options for fiber materials that can be used as reinforcement components in bio-composites [
26], e.g., flax, hemp, jute and kenaf. The most important disadvantage associated with the use of natural fibers is their hydrophilic nature [
27].
The present study explores the extensibility of the abrasion resistance of the aforementioned polyamides and their composites, UHMW-PE and an emerging bio-polymer. In this case, two different test systems were used to evaluate the tribological behavior of five engineering plastics (PA6E (extruded polyamide 6), PA6G (cast polyamide 6), PA6G-ESD (electrostatic dissipative cast polyamide 6 composite), PA66GF30 (extruded polyamide 66 composite reinforced with 30% glass fiber), UHMW-PE HD1000 (ultrahigh molecular weight polyethylene, high density grade “1000”) and a fully degradable bio-composite (PLA/hemp fiber). Pin-on-plate tests were performed with different loads, sliding velocities and abrasive particles to investigate the material behavior. The material response was further investigated in a slurry containing test system (under abrasion conditions) with different sliding velocities and distances, abrasive media compositions and impact angles of the abrasives. The abrasive wear, friction force and contact temperature change of the investigated materials were also analyzed as a function of their mechanical properties () and the dimensionless numbers formed from them, taking into account different system characteristics.
Concerning the engineering practice, it is clear that agricultural machinery favors the use of the PA6 and PA66 polymer families, as well the UHMW-PE HD1000 grade subjected to abrasive effects during operation. In the literature, there is no comprehensive and global assessment of the abrasion sensitivities of those material families, taking into account the most important mechanical features and the dimensionless numbers that can be formed from them. Furthermore, there are no published results comparing engineering plastics and selected bio-polymers under a wide range of operating condition. Finally, connections between the wear and combined properties of polyamides and UHMW-PE have not yet been presented in the literature.
In this study, using the IBM SPSS 25 software, multiple linear regression models were used to statistically evaluate a large number of measured data, and to examine the sensitivity of material properties and test system characteristics on wear, friction force, heat generation and the change of 3D surface topography. In this way, the abrasion sensitivities of the tested materials were evaluated, taking into account a wide range of influencing parameters.
2. Methods and Tested Materials
Two test methods were developed to broadly study the abrasion resistance of the selected engineering polymers and the bio-composite: an abrasive pin-on-plate and a slurry containing system. Using the abrasive pin-on-plate method, micro- and macro- cutting occurred on the polymer surface due to the abrasive particles of standardized commercial clothes, that were originally designed for use as surface cutting/polishing tools. This phenomenon is reportedly dominant—as mentioned in the introduction—with tillage or cultivator elements [
4] in a lower speed range (
v = 0–10 km/h). The slurry containing model can achieve abrasive erosion, which is common for harvester components which are exposed to wet, soil-contaminated products (different plants, e.g., potatoes, rice). Due to abrasive erosion surface fatigue, micro-cracks are often detected in addition to surface groove deformations, wedge formation and cutting [
6].
2.1. Abrasive Pin-on-Plate Test System
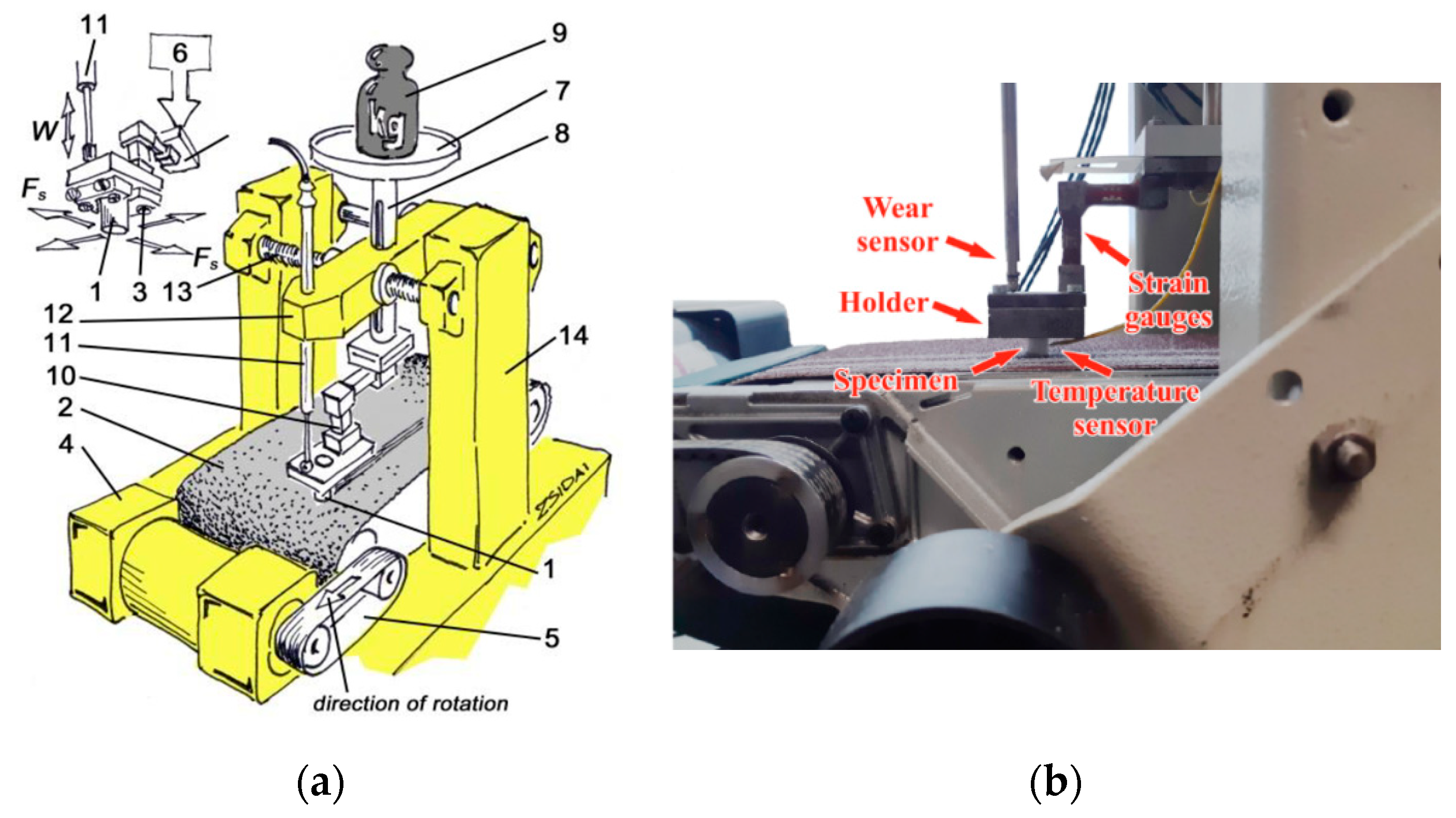
The polymer cylindrical pin specimen (Ø8 mm × 20 mm) with a given normal load (N) slides (m/s) on the abrasive belt moving underneath. Meanwhile, the attached strain gauges measure the abrasion friction force (N), a sensor records the vertical displacement of the clamping head as wear (mm) and the thermocouple measures the temperature change (°C) in the polymer pin at a distance of 8 mm from the contact zone (
Figure 1). The data acquisition system contains a Spider 8 A/D converter (Hottinger Baldwin Messtechnik GmbH, Darmstadt, Germany) that passes the digitalized data to computer software. The sampling rate was 5 (1/s) during the measurements. The testing time was set to 10 min on the basis of preliminary measurements; however, not all materials and
pv sets (
Table 1) lasted this long, due to severe wear (
pv—contact pressure × sliding speed (MPa·ms
−1) feature of polymeric tribo systems). Those cases are shown in the results later.
In the present research, the following variables were applied:
two types of wear interfaces: P60 and P150 standard abrasive clothes;
two sliding speeds: 0.031 m/s and 0.056 m/s;
three normal loads: 9.81 N, 29.43 N and 49.05 N.
According to these parameters, there were 12 experimental conditions, as listed in
Table 1. The extremes of load and speed conditions on both types of abrasive clothing are highlighted. Testing time was 10 min with both speed settings (
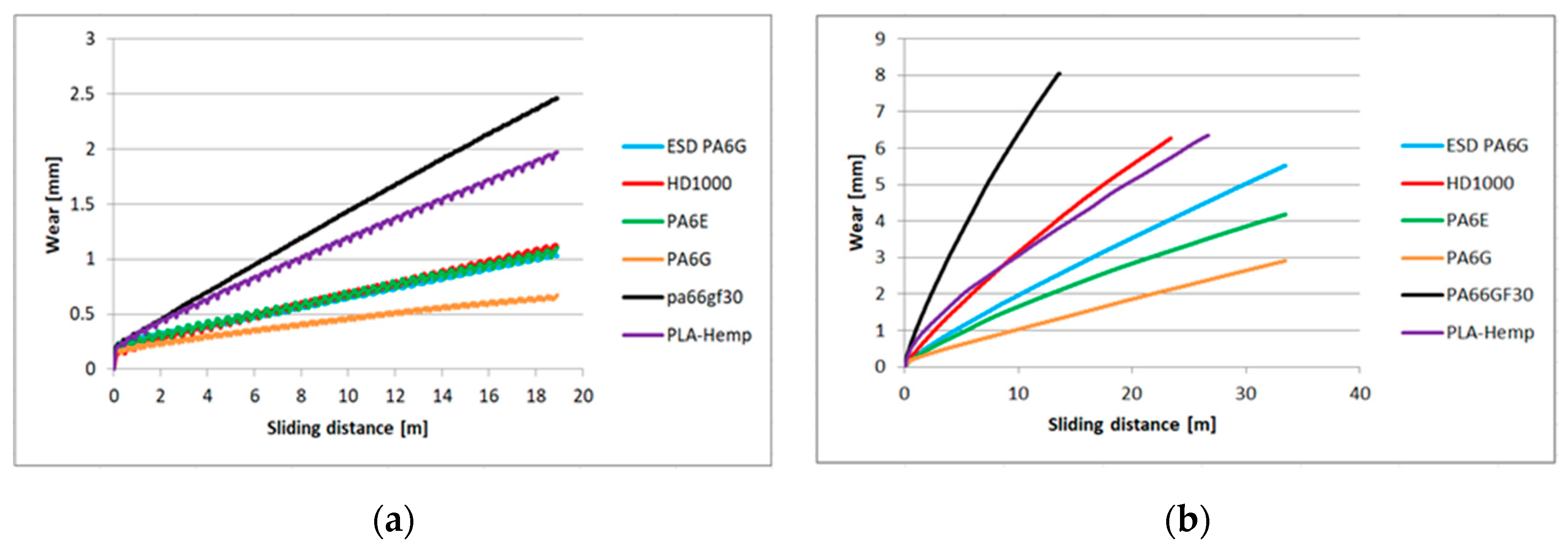
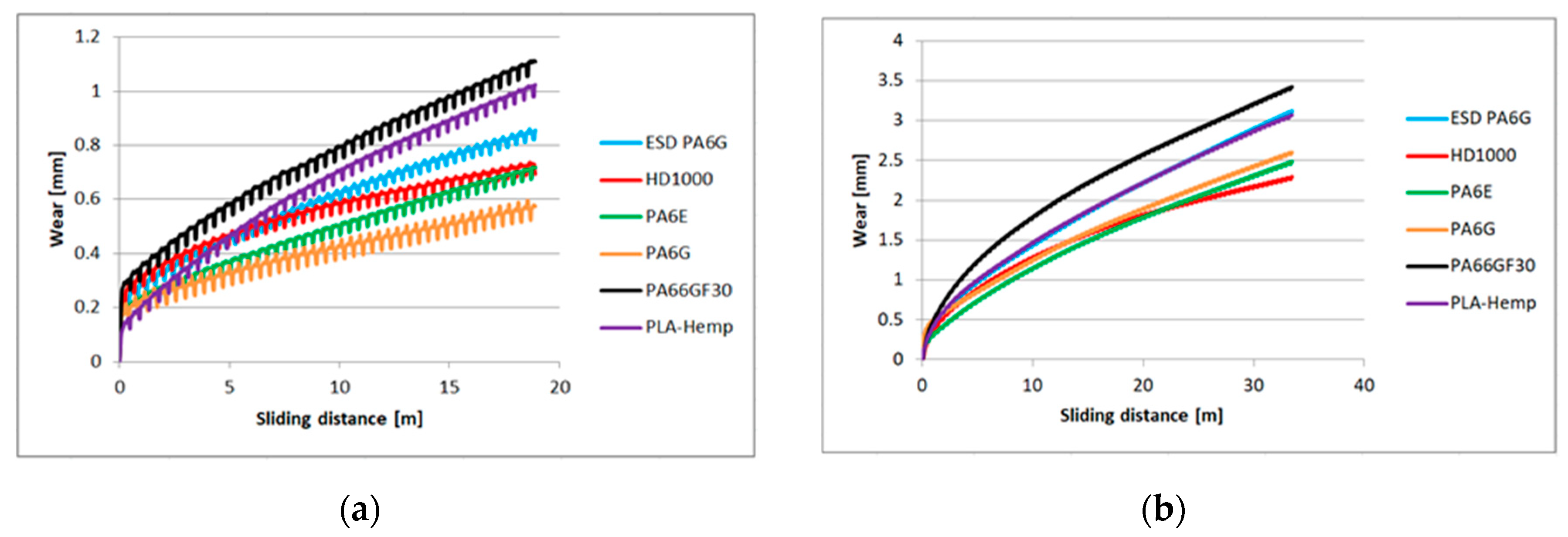
Table 1), except when the wear was extremely fast. Additionally, after 6–8 mm material loss, the measurements had to be stopped (e.g., PA66GF30 on Figure 5b). The test runs were repeated three times in all 12 cases.
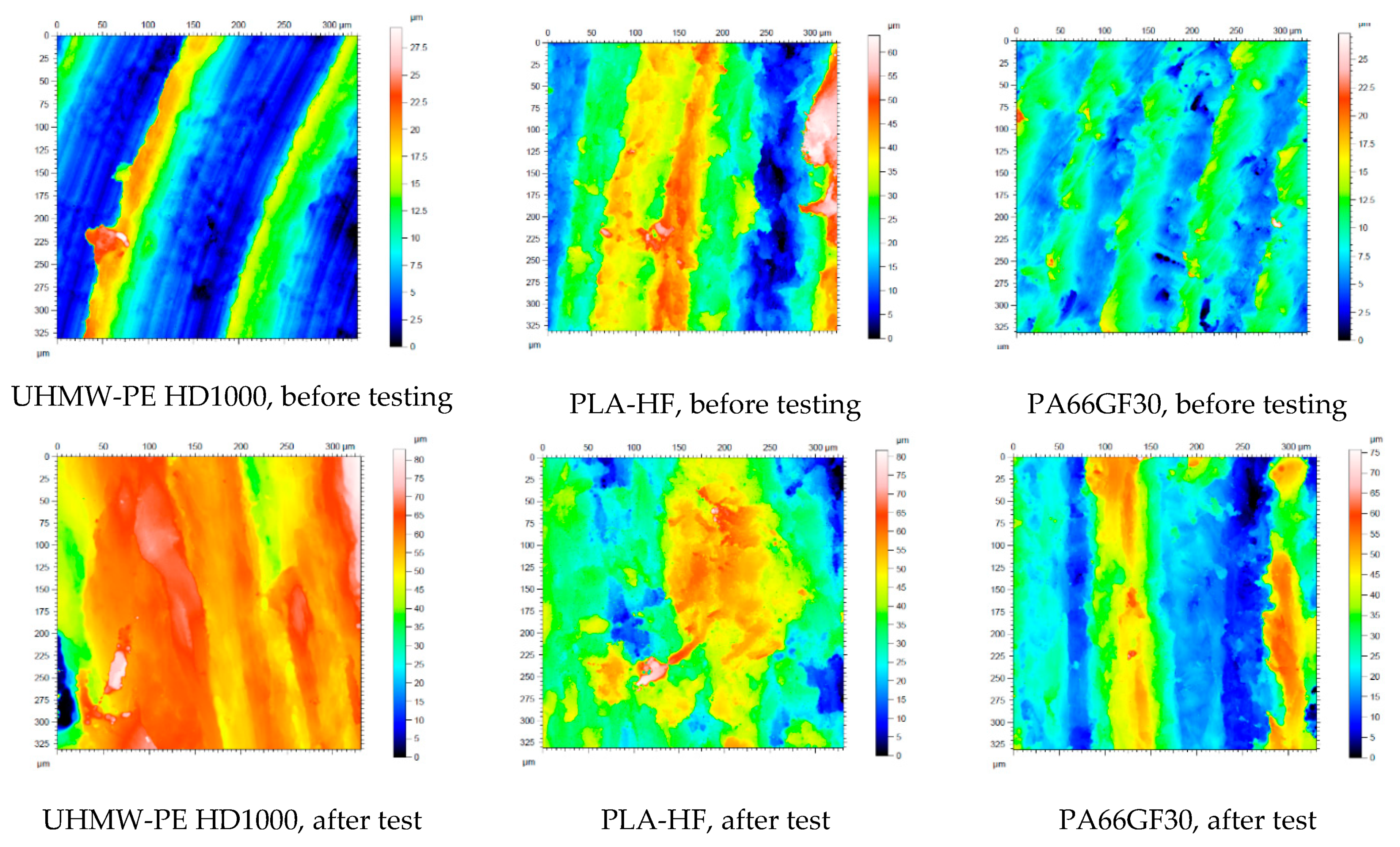
Using this test system, the online wear-, abrasive friction force- and friction temperature change evolution were recorded and specific wear curves were calculated. For the evaluation of the 3D surface parameters of the tested polymers before and after abrasion, a Taylor-Hobson white light microscope (Taylor Hobson Ltd., Leicester, UK) was used, and the 3D parameter values were evaluated using the IBM SPSS 25 software (IBM, Armonk, NY, USA).
2.2. Slurry Containing Test System
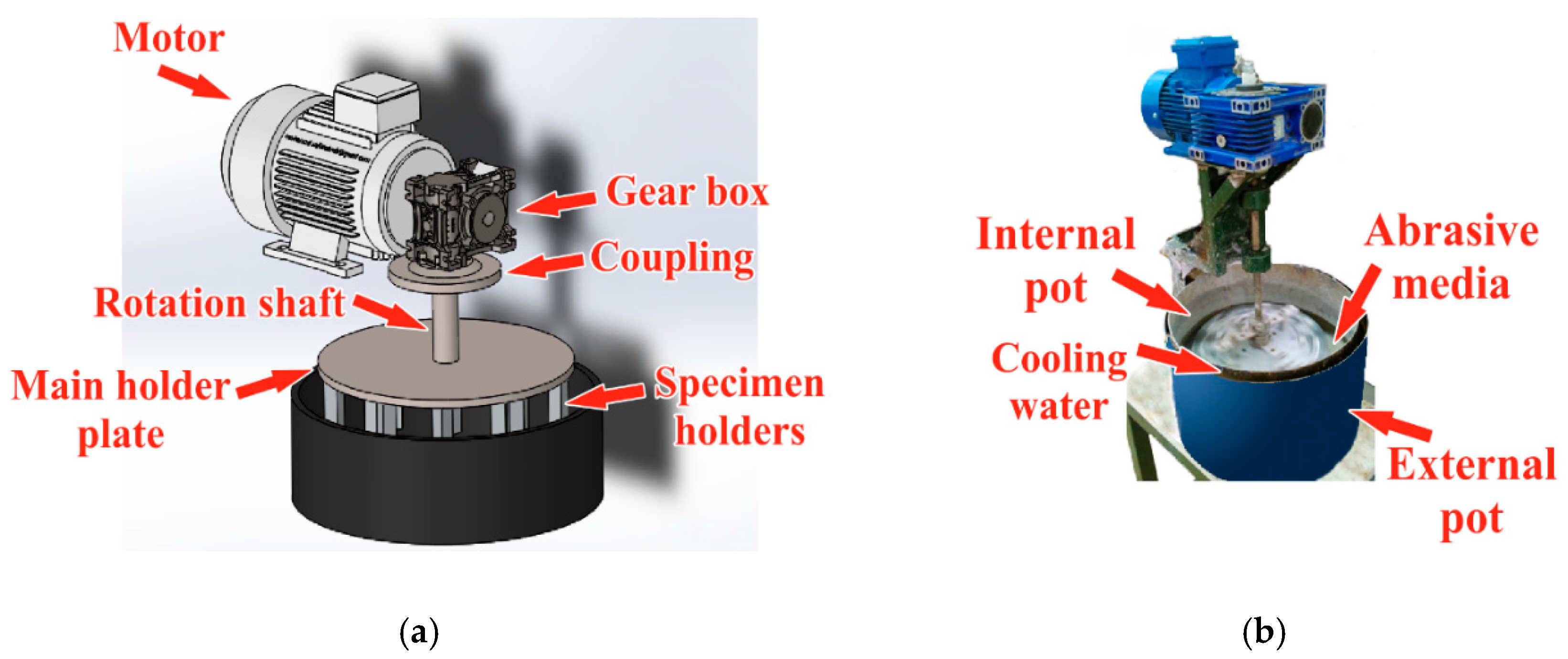
Figure 2 and
Figure 3 show the structure of the applied slurry containing system. An electric motor drives a vertical shaft via a worm gear (1:10) and a clutch. The main holder steel plate is fixed to the shaft. Twelve steel columns holding the polymer specimens are screwed onto the disc from below, arranged on two radii (
and
) for 6-6 splits of 60 degrees from each other (
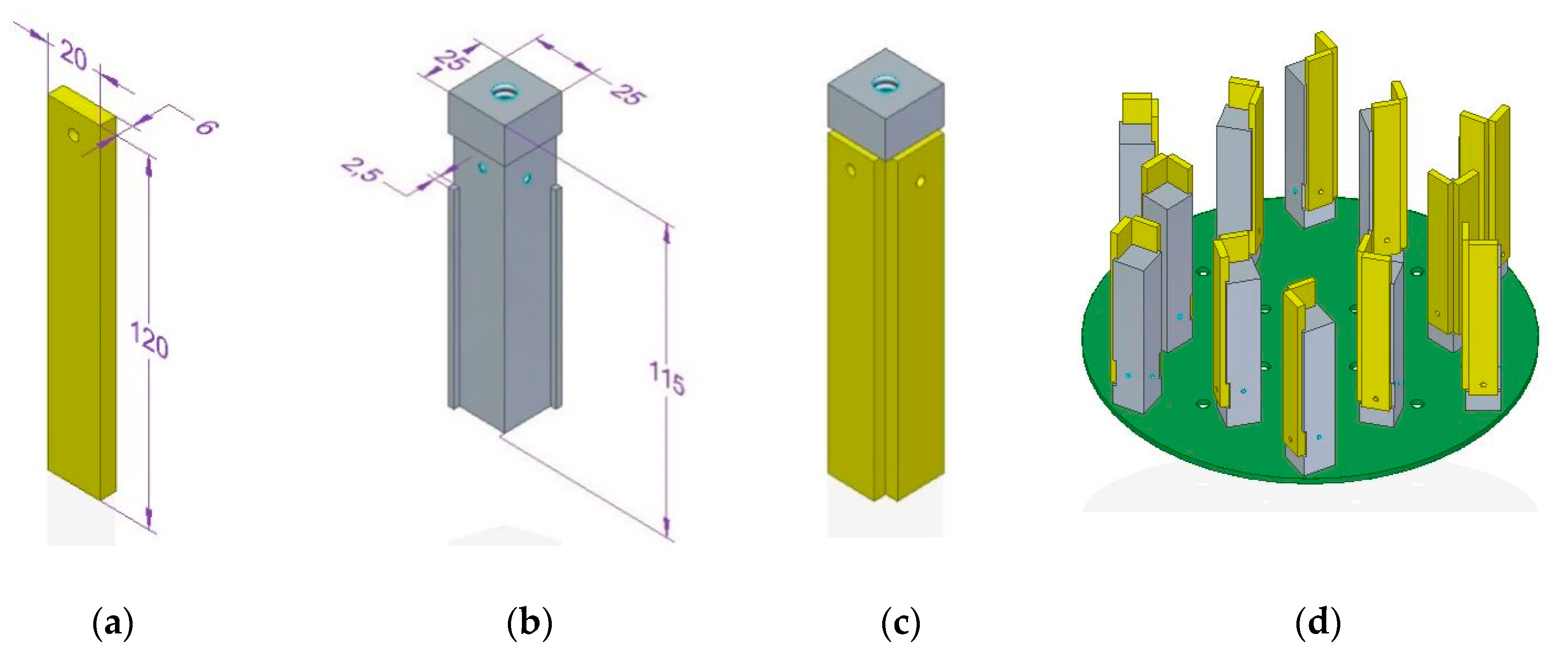
Figure 3). On the two radii, the columns are offset from each other. The machined-to-size polymer plates (120 mm in length, 20 mm in width and 6 mm in thickness) to be tested were fixed to the two sides of each specimen holder column (
Figure 4). The outer radius
mm and the inner radius
mm. The twelve holders were divided into six numbered groups, as shown in
Figure 3, i.e., one for each polymer type tested. Each group had an outer and an inner holder, making it possible to test and compare six types of materials with two mean circumferential speeds. The first mean speed was 2.038 m·s
−1 while the second was 1.456 m·s
−1.
The entire assembled specimen holder unit was immersed in the abrasive medium and rotated (
Figure 2). Based on preliminary experiments, the rotating shaft was placed eccentrically in the pot, providing better mixing of the abrasive medium. During the rotational motion, the particles collided with the polymer plates to be tested. Depending on the location of the polymer plates on the column, “tangential” and “direct” collisions could be distinguished (
Figure 3) in the system with different impact mean velocity values (according to
and
). For the temperature control of the slurry, double pots were applied with cooling water in between; thus, a temperature of 30 °C could be set for the slurry during the tests. The slurry was mixed as a 1:4 volume ratio of water and dry abrasive material.
The polymer samples were tested for five days, with 22 working hours and two hours for wear measurements daily (the duration was determined with preliminary tests to reach the sample’s limit of geometrical loss without abrading the holders). The total abrasive testing time was 110 h for one test series. In some cases, a few samples did not last until the conclusion of the test time due to a combination of the speed, media and position (
Figure 3).
The daily 22 working hours can be converted into a straight distance:
position 1 & 2: 22 (h) × 60 (min) × 60 (s) × 2.038 (m·s−1) = 161,409.6 m;
position 3 & 4: 22 (h) × 60 (min) × 60 (s) × 1.456 (m·s−1) = 115,315.2 m.
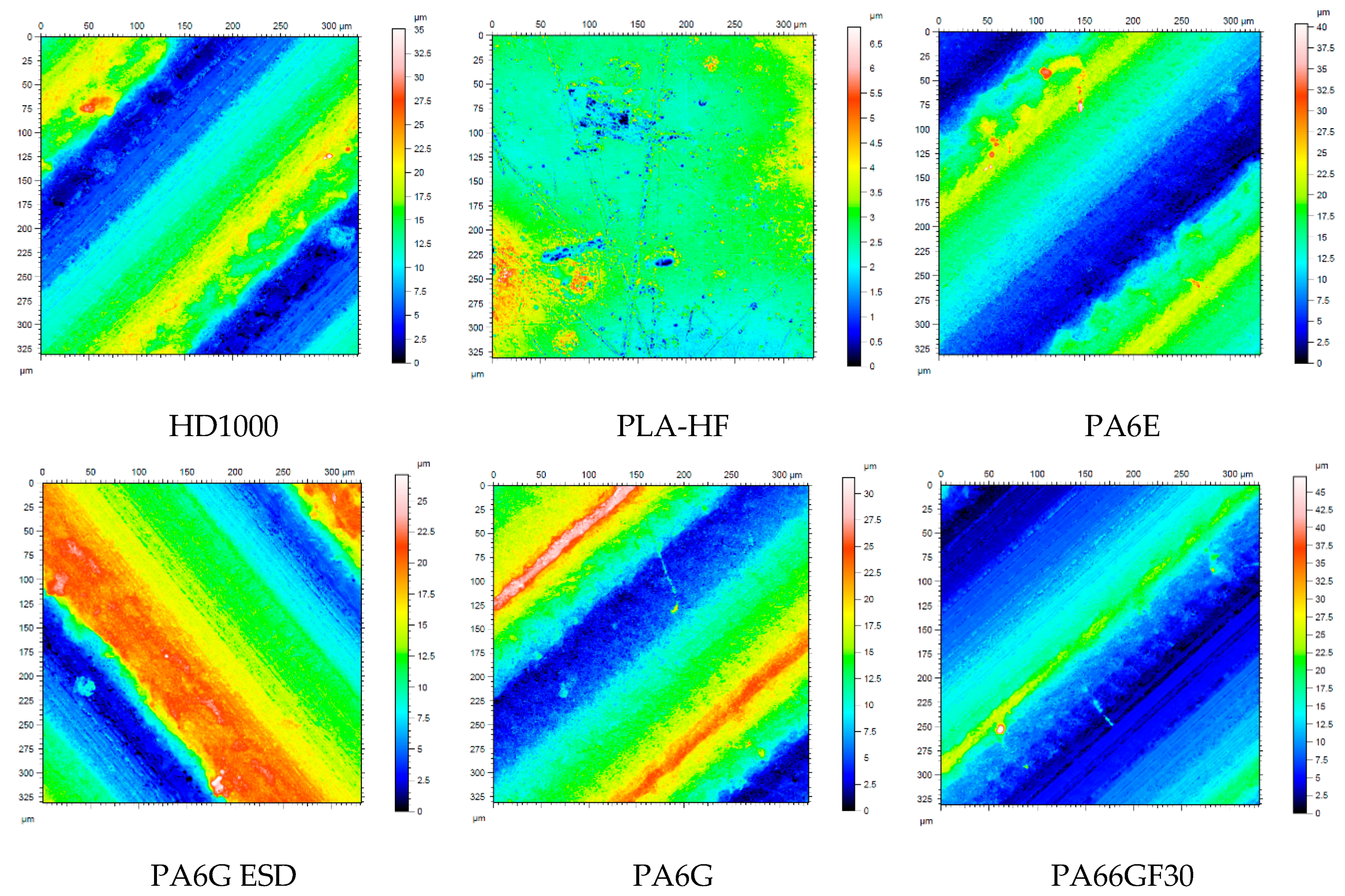
During the daily stopping hours, the wear was measured by the weight loss of the polymer specimens, and their dimensions were measured. For the evaluation of the 3D surface parameters of the tested polymers before and after abrasion, the same method was used as for the pin-on-plate system.
Two abrasive media were selected to make the slurry. One was a gravelly skeletal soil (gravel) and the other was lime coated chernozem (loamy soil). The gravelly skeletal soil is very abrasive, and is one of the most aggressive on machine parts. It is dominated by particles exceeding 2 mm. In some cases, there is significant clay fraction. Lime coated chernozem is the most widely cultivated soil type, owing to its excellent physical characteristics and nutrient management regime. The geotechnical properties of these materials can be found in
Table 2.
2.3. The Tested Materials
According to the literature, five types of engineering polymers and composites (PA6E, PA6G, PA6G-ESD, PA66GF30, UHMW-PE HD1000) and one kind of bio-composite materials (PLA reinforced by hemp fibers, PLA-HF) were recommended for investigation. The mechanical properties of the tested materials are summarized in
Table 3. The engineering polymers and composites were commercial grade, semi-finished plastics, distributed and partly produced by Quattroplast Ltd., Budapest, Hungary. The actual test specimens were machined from the semi-finished rods or plates. The values in
Table 3 are according to their certificates. The hardness values in (MPa) used for further combined calculations with other material properties were derived from Shore D dimensionless values. The derived values in MPa give the same order of material hardness as Shore D.
The bio-composite PLA-HF, a fully bio-degradable product, was produced by Boras University (Boras, Sweden). The reinforcing material was cottonized hemp staple fiber (average fiber length 22 mm, average diameter 25–45 μm, density 1.48 g/cm3). The polylactic acid fibers were provided by Trevira GmbH (Hattersheim, Germany), with a fiber length of 38 mm and a linear density of 1.7 dtex. This PLA has a density of 1.24 g/cm3 and a melting temperature (Tm) of 160–170 °C. The final on-woven produced by needle punching composite product contained 40 mass% hemp fibers and 60 mass% PLA.
2.4. Evaluation Method
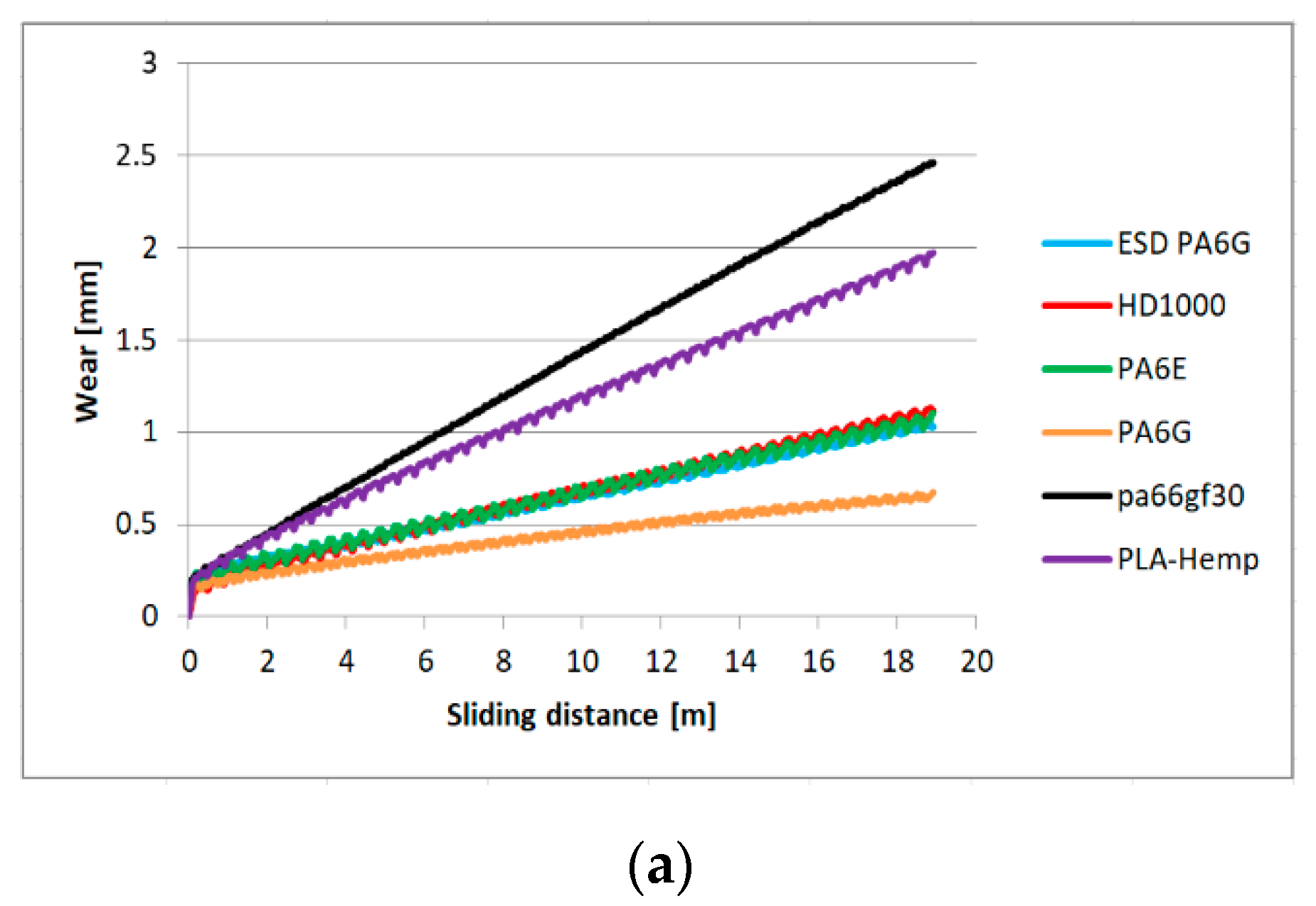
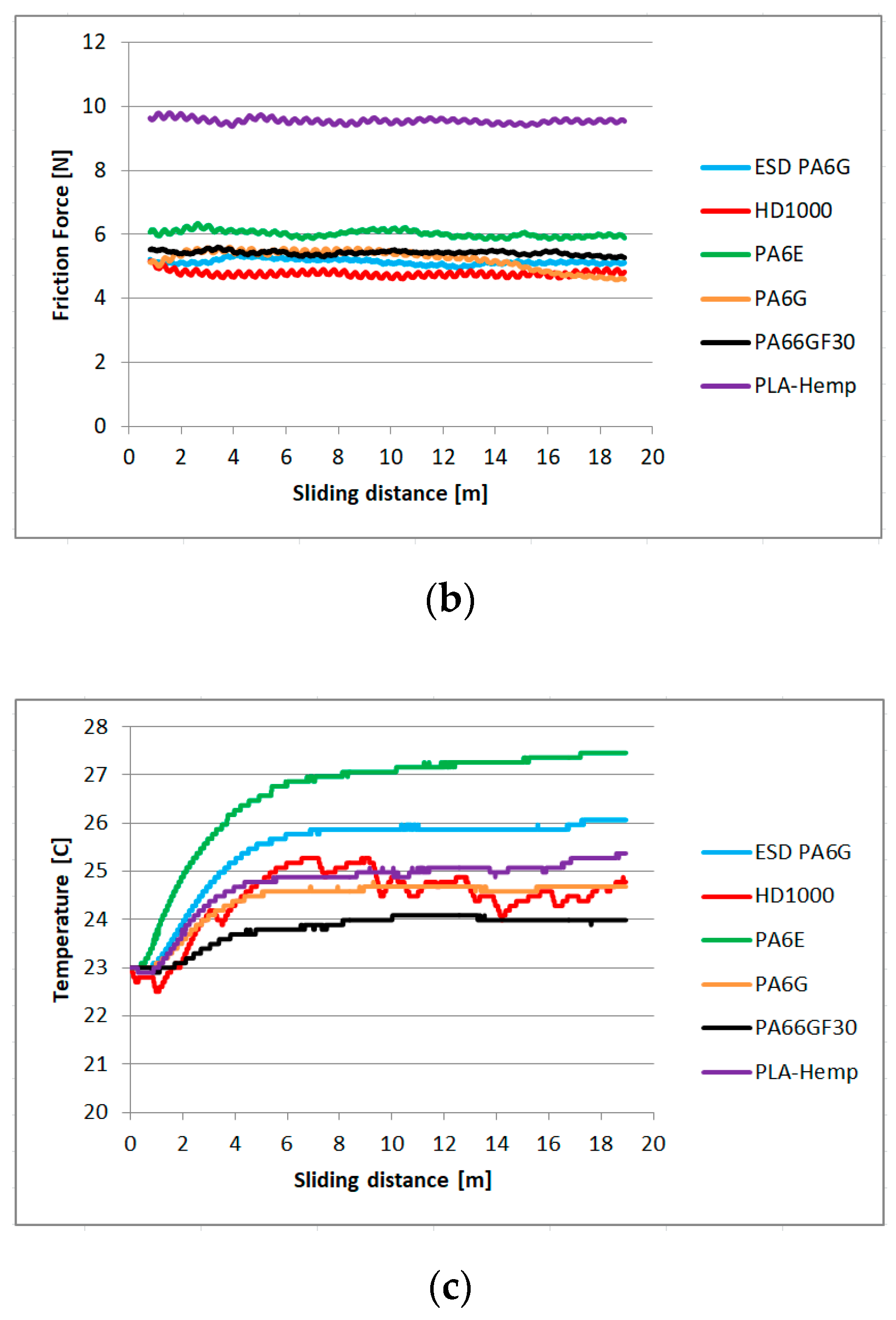
In the online measured pin-on-plate test system, wear as vertical displacement of the specimen holder (mm), calculated specific wear (calculated wear volume under unit load and sliding distance) (mm
3/N·m), abrasive friction force (N) and friction temperature (°C) evolution were recorded under 12 system conditions (
Table 1) according to the sliding distance,
s (m).
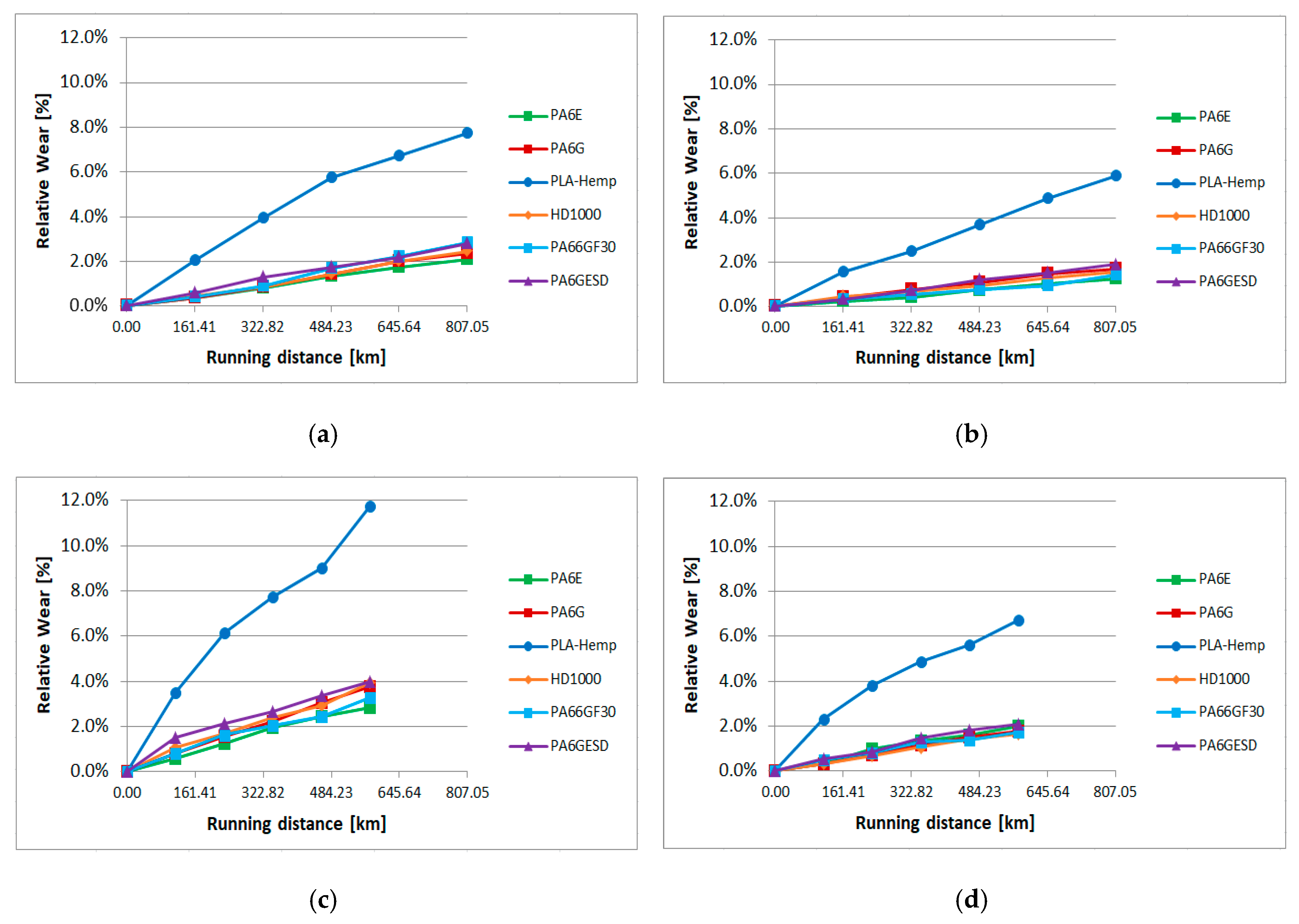
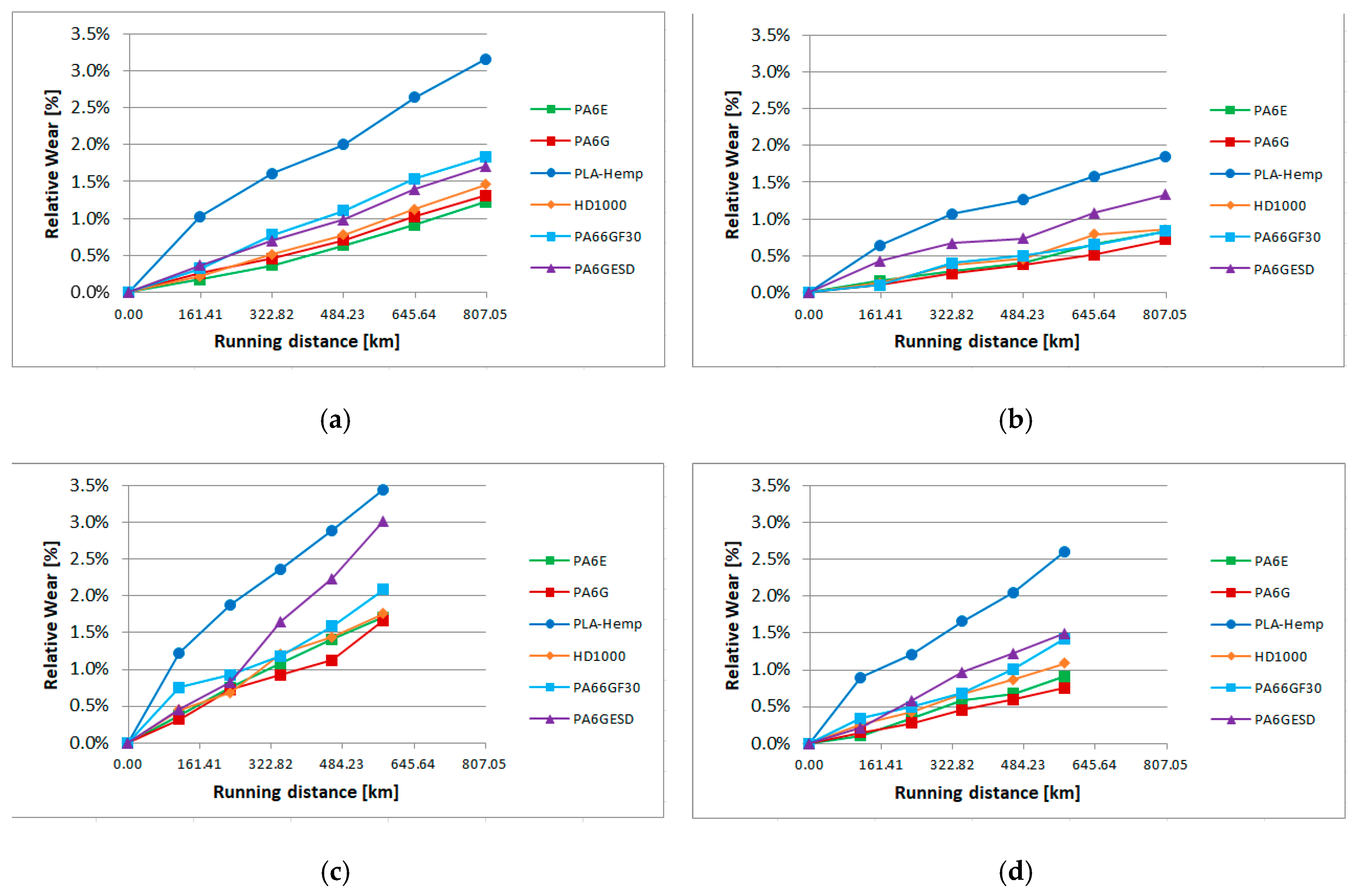
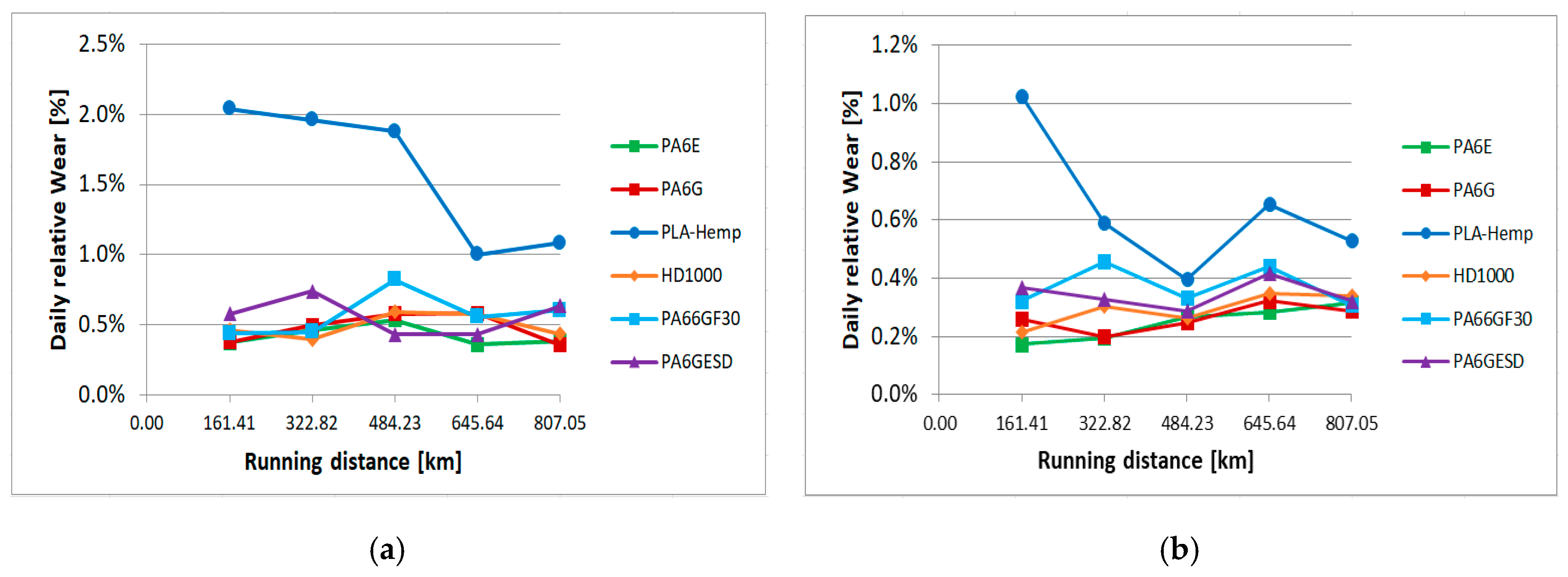
In the slurry containing system, the wear of the real worn surface area (acting with the abrasive slurry to a different extent, depending on the position of the specimen) of the specimen was measured as the decrease of the mass (g) after 22 h of daily operation. The relative wear (%) was calculated as daily weight change percentage compared to the zero day, and the relative wear normalized to km was also defined. The results were compared in terms of the dedicated collision angle and rotational speed (m/s), as shown in
Figure 3.
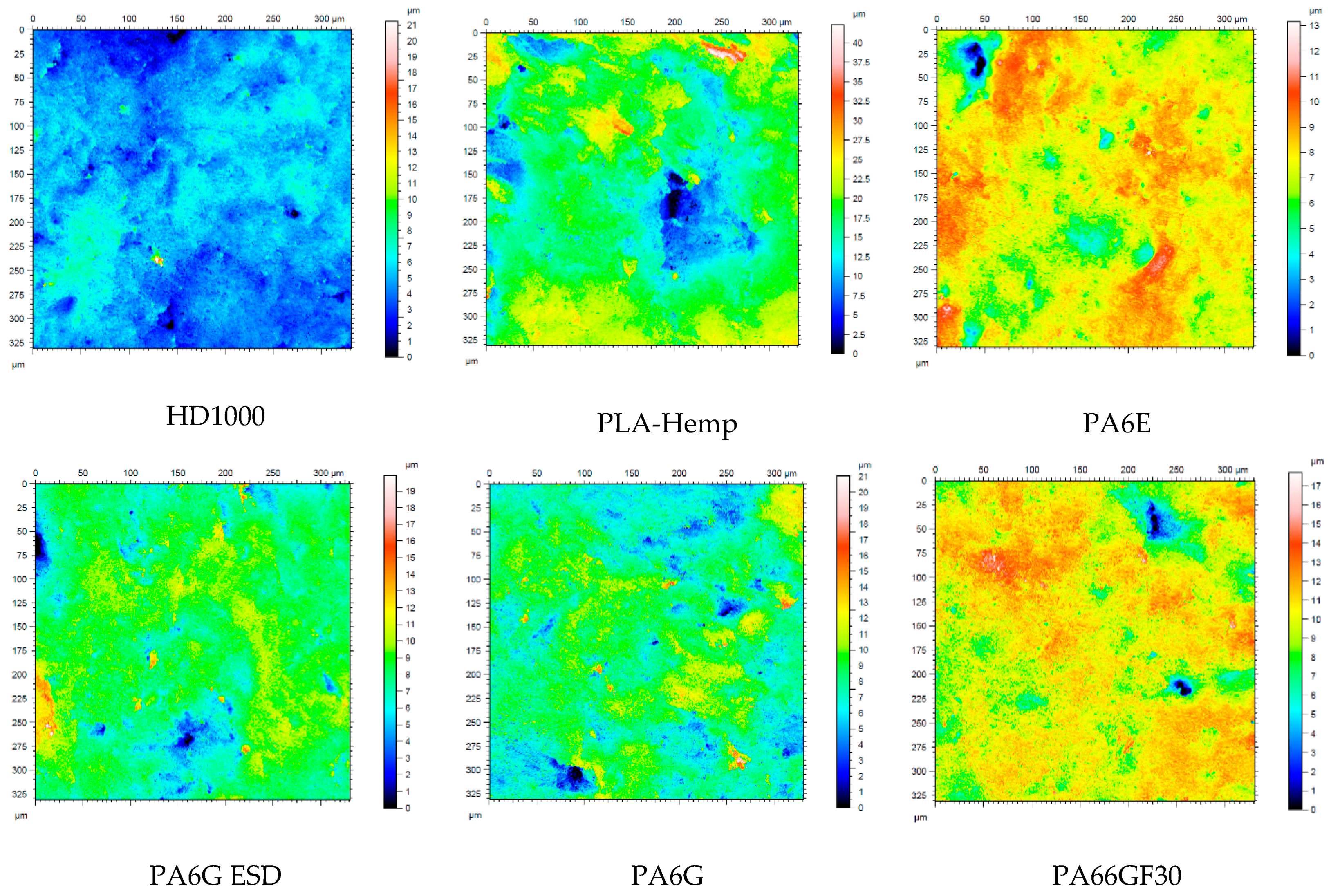
For both test systems, the 3D polymer surface topography was evaluated before and after a given test. The following parameters were measured (ISO 25178 [
28]):
Sq (μm),
Ssk,
Sku,
Sp (μm),
Sv (μm),
Sz (μm),
Sa (μm).
All the measured data were evaluated according to the mechanical properties (
Table 3) and in the dimensionless numbers formed from them. A similar method was used for friction analyses of numerous polymers in the adhesive system [
29]. The combined dimensionless numbers are:
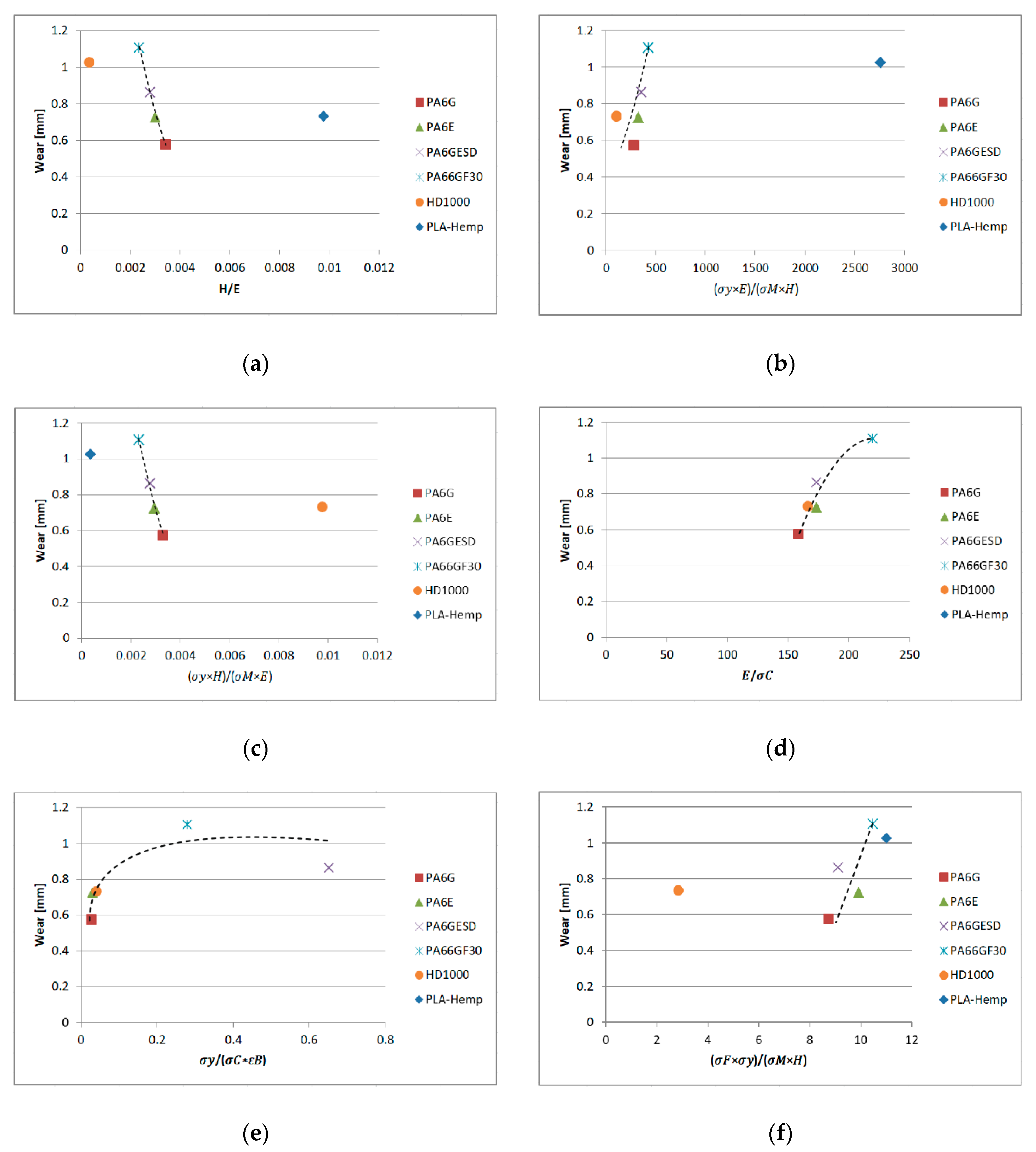
the ratio between: hardness and elasticity modulus;
the ratio between: combined tensile performance combined bulk-surface stiffness;
the ratio between: combined surface strength/combined strength-stiffness;
the ratio between: combined tensile-flexural strength/combined strength-hardness;
the ratio between: elasticity modulus/compression strength;
the ratio between: flexural strength/compression strength;
the ratio between: combined Hardness-strain capability/Yield strength;
the ratio between: combined compression-strain capability/tensile strength;
the ratio between: Yield strength/combined compression-strain capability;
the ratio between: combined Flexural performance/combined bulk-surface stiffness.
For the statistical analyses, multiple linear regression models were developed using the IBM SPSS 25 software. To examine how a dependent variable depended on several independent (or explanatory) variables which were all measured at different scales, the main tool was multiple regression. In this paper, it was verified that the functions of several variables which describe this dependence were approximately linear, that is, for a dependent variable:
where
is the number of independent variables and
are the independent variables.
The method of least squares is the most common way to fit such a model to the measured data. First, an test was always carried out to see whether the corresponding model was relevant. If the -value was less than 0.05, that is, it was significant, then the model was relevant. Usually, the value measures the goodness-of-fit of such a linear model, i.e., it shows how much of the variance of the dependent variable may be explained by the independent variables. If holds for coefficient , then it is statistically different from 0, and thus, the corresponding independent variable plays a role in describing the dependence of . In the discussed models, only the explanatory variables are included for which their associated coefficient turned out to be significant. To see which independent variable had the greatest effect on , one must consider the absolute value of the standardized (or beta) coefficients of the significant independent variables; the higher this value is, the greater the effect. Among the possible methods of entering variables into a linear regression model, the stepwise method was used. This means that at each step of the model building algorithm, among the possible, significant independent variables, the one which caused the highest change in was entered. The algorithm ended when there were no new independent variables to enter. In some cases of the below presented models, not all significant variables were included; e.g., those causing very low change in were neglected. It is important to mention that one of the assumptions of the applicability of multiple linear regression is that the independent variables are not collinear. Since many of the parameters of the studied materials have high correlation coefficients with another parameter, not all of them were used in the models at the same time.
4. Conclusions
Abrasive pin-on-plate and slurry containing systems were applied to study of the abrasive behavior of five engineering polymers and a bio-degradable composite. The two test systems represent two abrasive loads, where the cutting (microcutting) and fatigue effects on the surfaces are different. Applying both approaches to evaluate abrasion sensitivity is more comprehensive. The measured friction, wear and heat generation and 3D surface change were analyzed in conventional ways (graphs, microscopic photos), as well as by means of multiple linear regression models, developed using IBM SPSS 25 software. In the test systems, the sliding distance, load, sliding velocity, material properties and indicators formed from them and the contact hit angle were considered as independent variables.
Concerning the tested materials, the “sensitivity to abrasion” was introduced, based on the multiple linear regression models, taking the standardized beta regression coefficients into account. The coefficients showed which independent variables had the most significant effect on the measured tribo data concerning both test systems.
In the layout of the abrasive pin-on-plate systems (on P60 and P150 particles), where the deformation, micro-cutting and cutting effects were dominant:
PA6G offered the best abrasive resistance, as PA66GF30 the worst. The bio-polymer (PLA-HF) was average among the engineering polymers.
There were proportional relationships between the wear values of the polyamides (PA66GF30, PA6G ESD, PA6G and PA6E) and as well as . By the increasing dimensionless number values, a higher degree of wear was measured. A similar trend was observed for the polyamides and UHMW-PE HD1000 in the case of .
There were reciprocal relationships between values and the wear of polyamides (PA66GF30, PA6G ESD, PA6G and PA6E). By increasing these dimensionless number values, a lower degree of wear was measured.
offered a proportional relationship with wear whereby five materials followed the trend-line, while UHMW-PE HD100 did not.
Despite the different abrasive surfaces, similar material characteristics affected the ΔT. and were dominant parameters, which reflects the accumulated work of the microgeometrical deformation partly converted to heat.
Beyond the published results in the literature (in which mainly tensile and hardness properties are connected to abrasion behavior), the multiple regression models proved their high sensitivity and relationship with alone and in derived dimensionless forms. The change of surface 3D parameters correlated mainly with E and .
In the layout of the slurry containing systems (gravel and loamy soil-based slurry), where abrasive erosion (beside the cutting effect, the particle impact with different angles and speeds) plays a role:
PLA-HF showed the worst abrasive resistance, while the engineering polymers offered similar wear trends; PAE and PA6G were the best.
Concerning the wear speed on a daily basis, the PLA-HF showed a running-in like effect during the first period of testing, which comprised fast wear of the coating layer. The virgin polymers showed less fluctuation in daily wear than the composite PA66GF30 and PA6G ESD. This may have been caused by the uneven internal stress distribution due to the reinforcements.
The sensitivity analyses in the abrasive erosion systems enhanced the primary role of the tensile features, e.g., , and while the compressive and flexural properties, unlike with the pin-on-plate, played lesser roles.
Sensitivity analyses showed that the varying abrasive load conditions presented different material characteristic groups (e.g., tensile, compressive, flexural). Some parameters appeared in more system conditions:
Wear P60, P150 and gravel: is important among the material characteristics. The appearance of the compressive strength is in accordance with the mode of the complex load of the micro-geometries.
In slurry containing and pin-on-plate, E is important for changing the 3D surface parameters. This reflects on the role of deformation capability of surface micro-geometry.
Comparing the two systems, beside the sliding distance and load, the following material properties and dimensionless numbers occurred as influencing factors: had an effect on the wear rate in both systems, while for the micro-geometric change of pin-on-plate, in the case of P150, and the slurry in the case of loamy soil, similar sensitivities to the E modulus of the materials were revealed.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
