Numerical Modeling and Analysis of Ti6Al4V Alloy Chip for Biomedical Applications

 , ,
, , 
 ,
,  and
and 
Abstract
1. Introduction
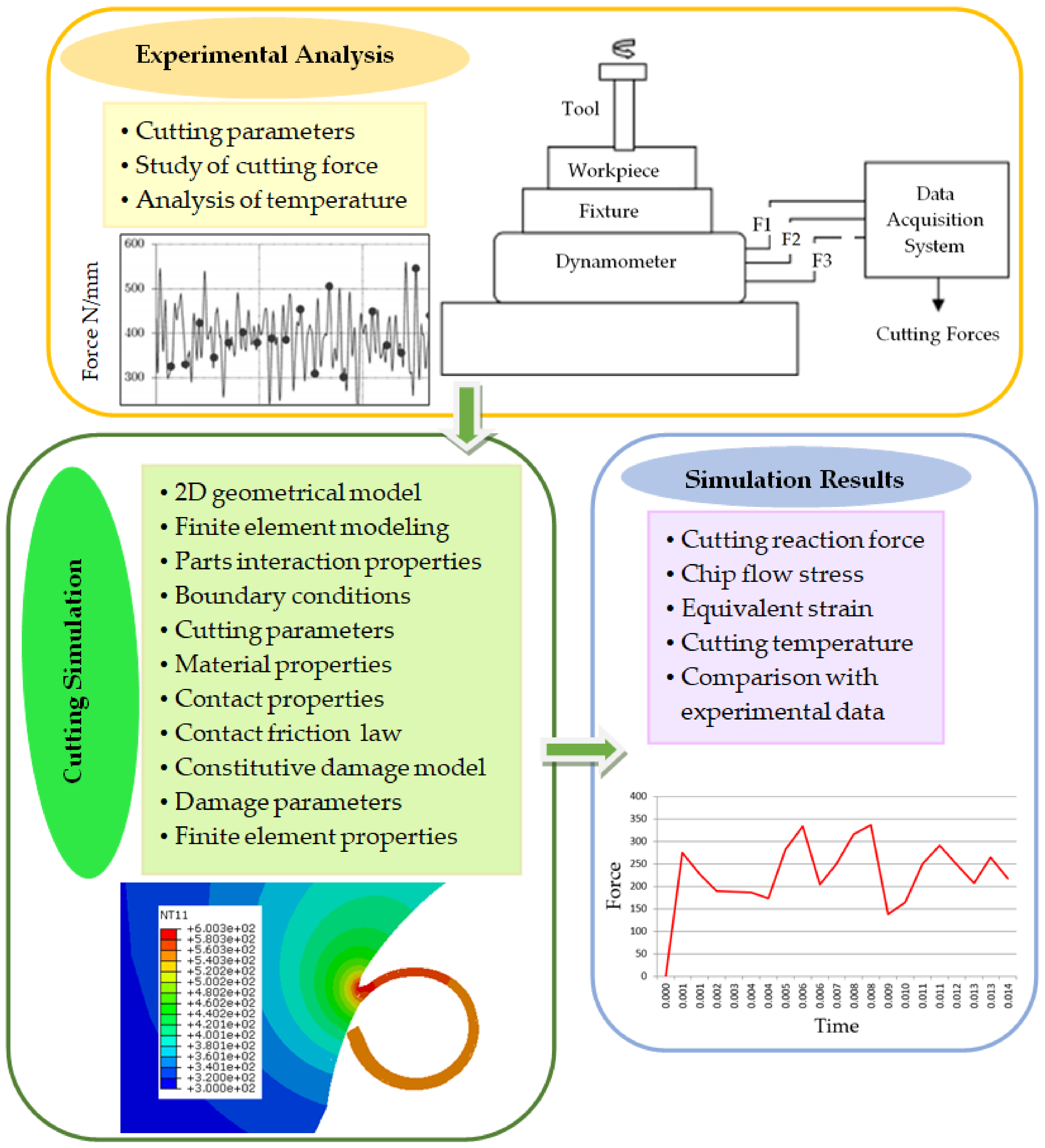
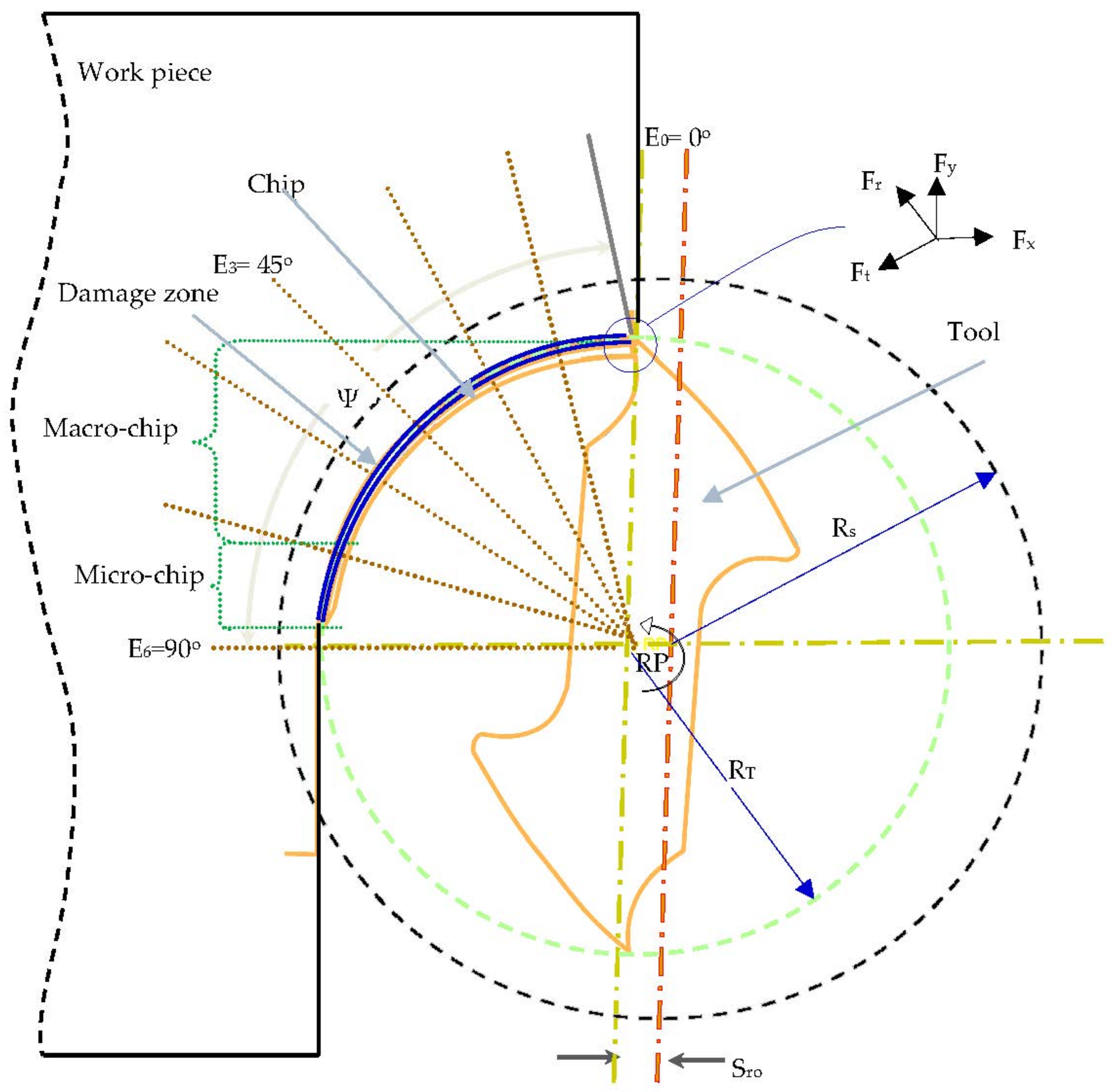
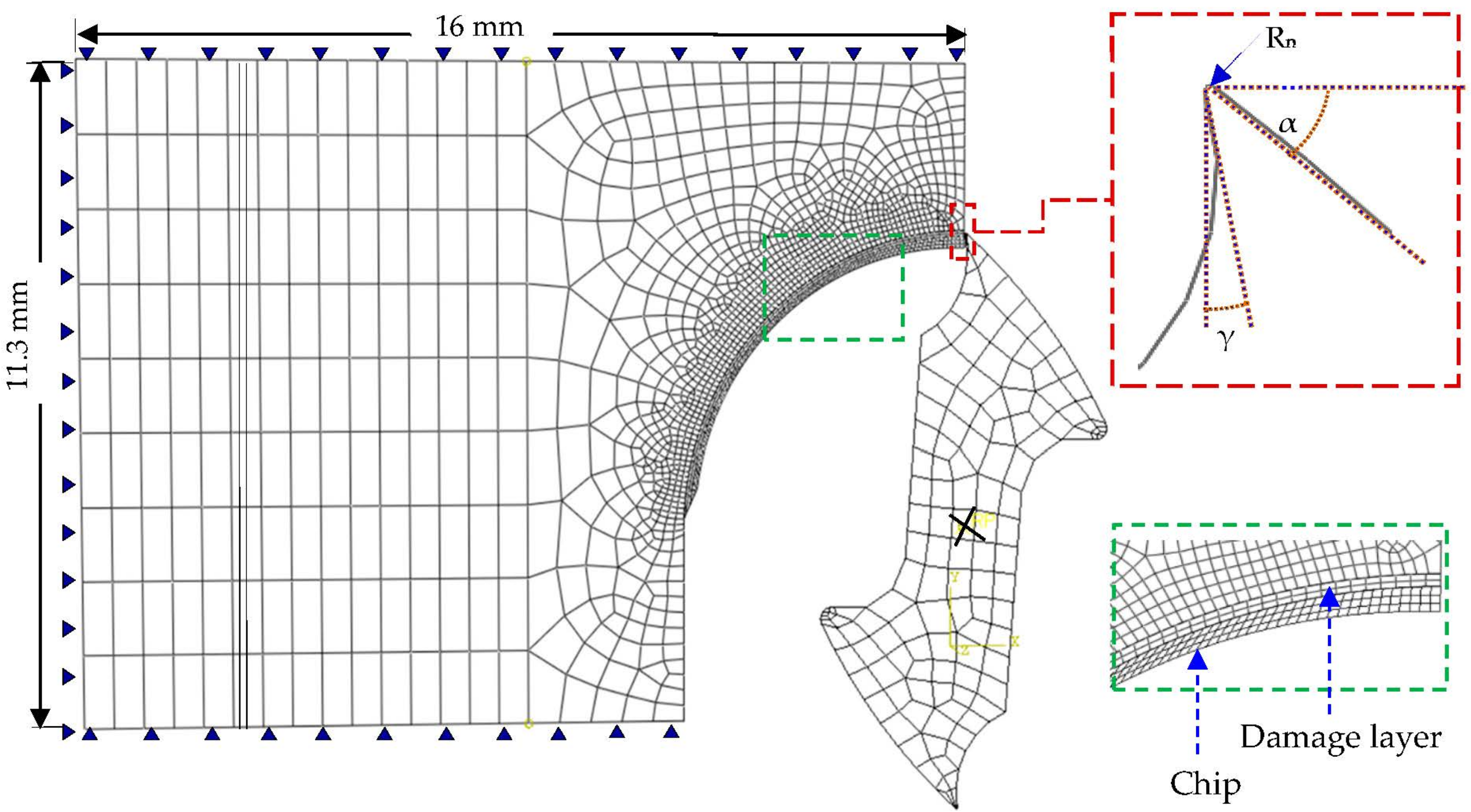
2. Numerical Approach
3. Numerical Cutting Simulation
3.1. Discussion and Analysis
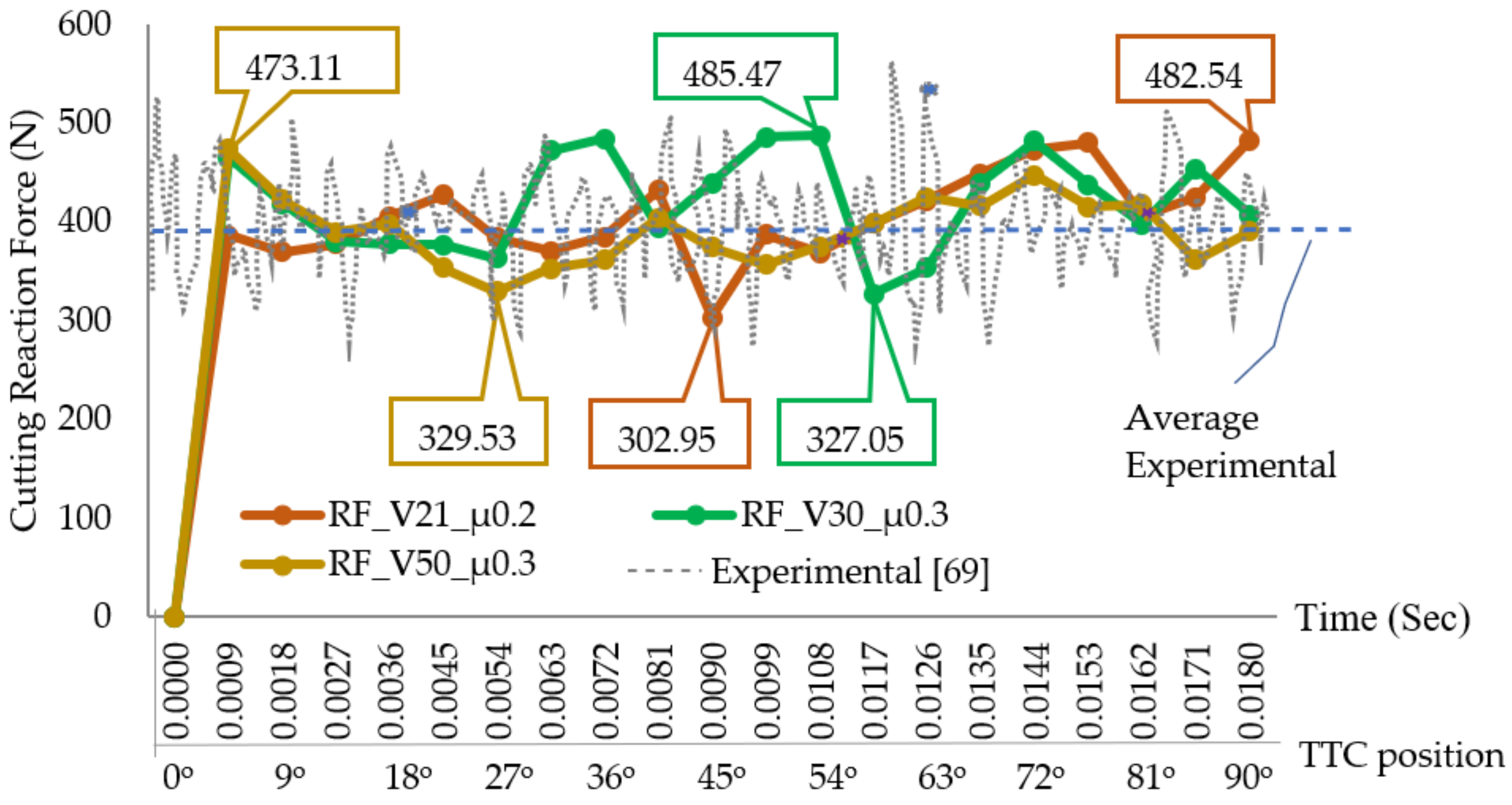
3.1.1. Cutting Reaction Force
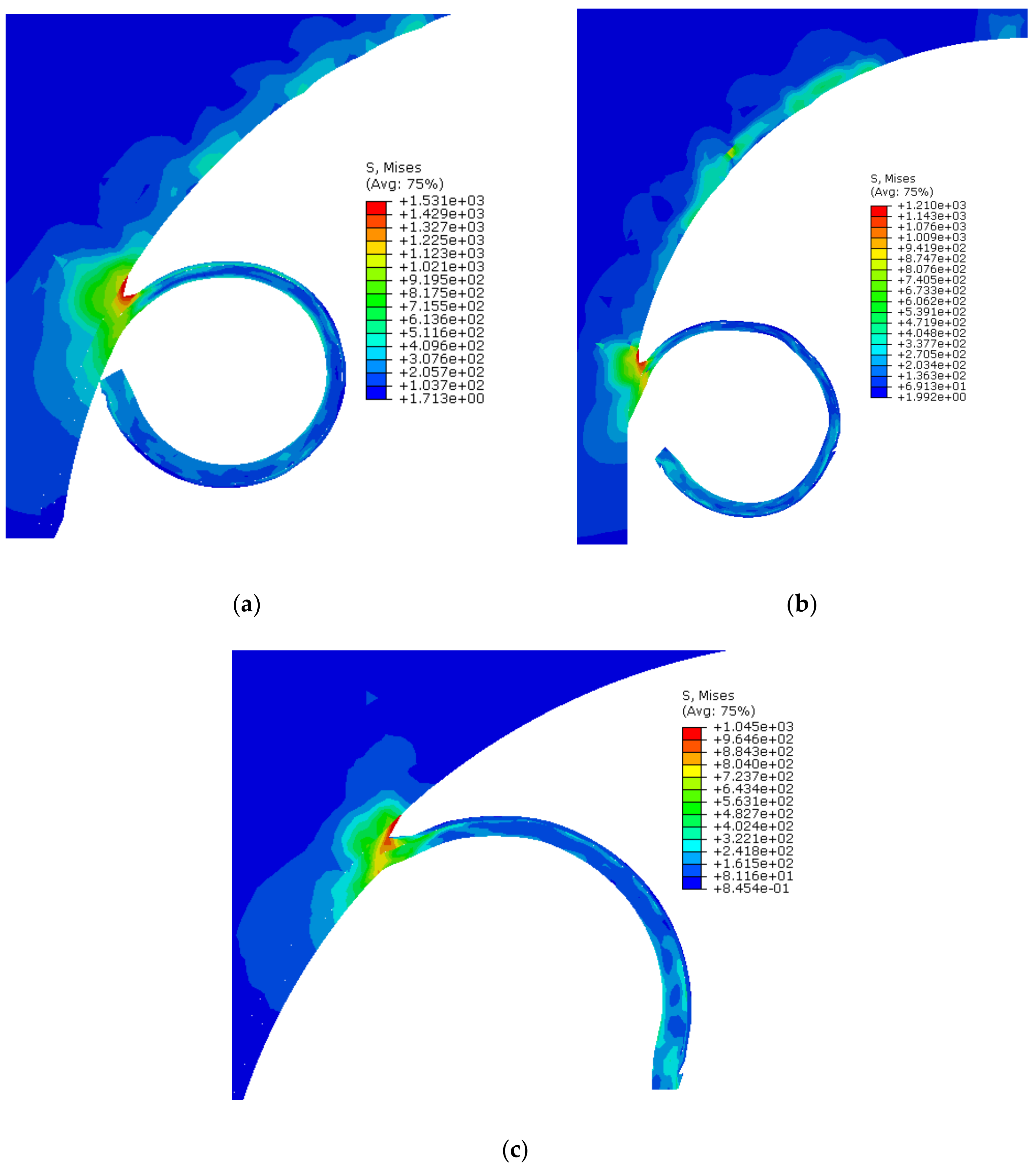
3.1.2. Chip Flow Stress
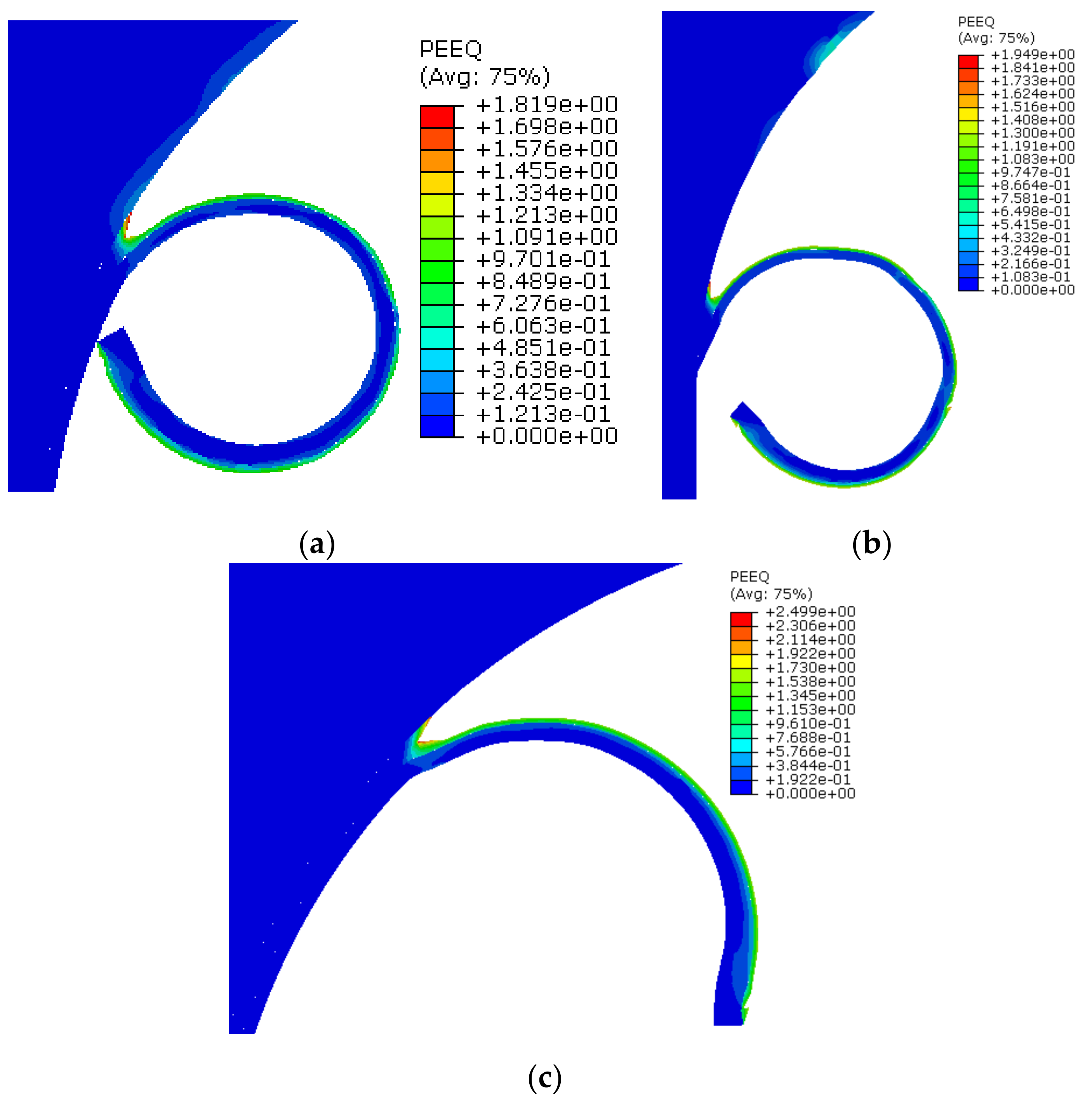
3.1.3. Equivalent Plastic Strain
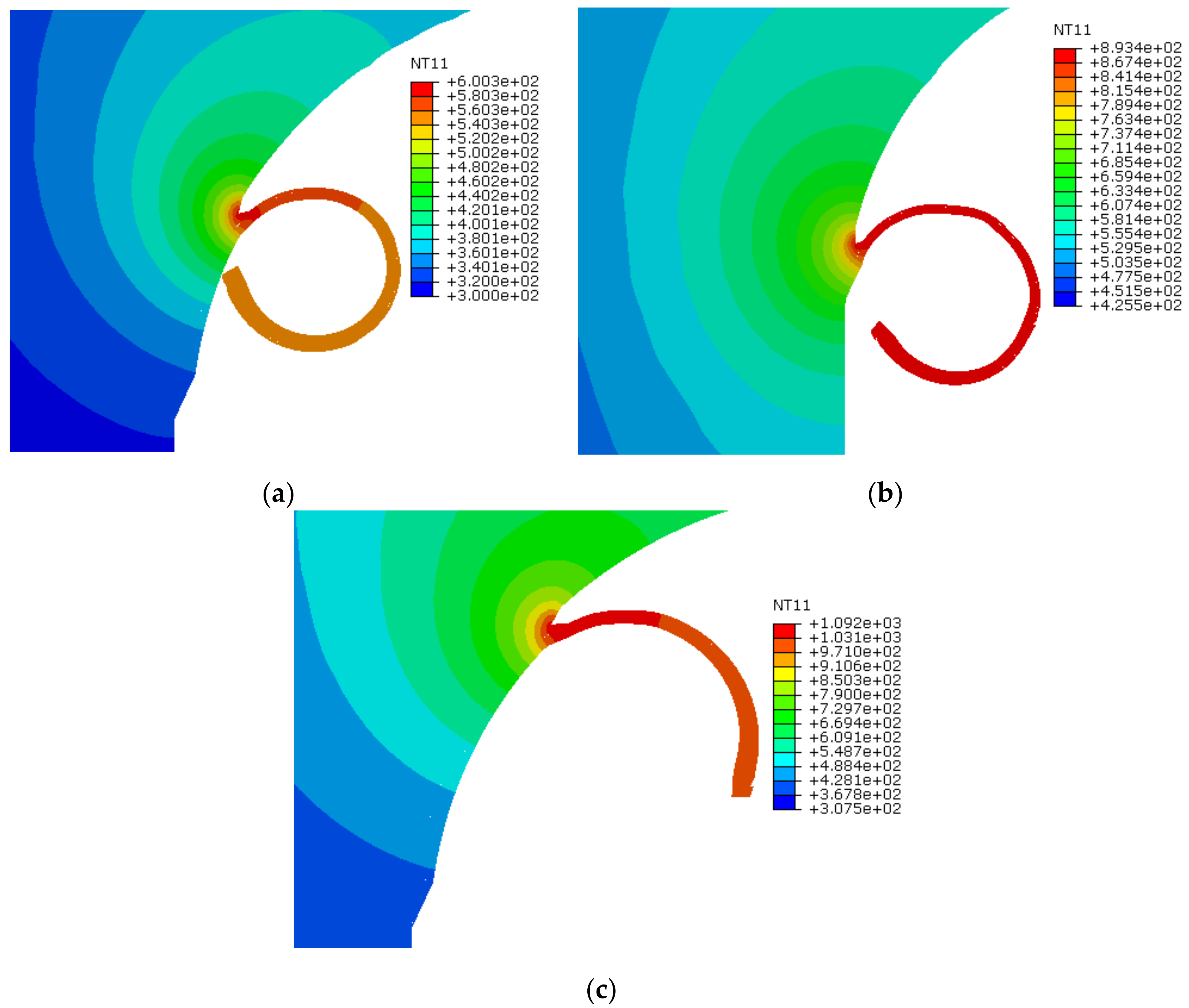
3.1.4. Temperature at Chip-Tool Interface
4. Conclusions
- The predicted cutting reaction force pattern demonstrates that the cutting reaction force stabilizes, and then reduces, with an increase in cutting speed. This is because of the steady cutting conditions. However, it is important to sustain a suitable depth of cut while increasing the speed. The predicted cutting forces correlate very well with the experimental data. The small deviations between simulated and experimental data are due to the limitations of the numerical model, which do not incorporate factors such as cutter vibrations, tool wear, and tool-spindle run-out effect. Furthermore, small inaccuracies are introduced due to the approximated trochoidal trajectory path.
- This study also demonstrates that due to its low thermal conductivity, the Ti6Al4V alloy promotes heat concentration on the cutting tool with very high temperature increases in the tooltip area. This greatly impacts the surface integrity of the workpiece. In future research, the study of surface integrity and tribological properties will be implemented by undertaking the influence of different cooling and lubrication techniques [72,73]. The uniformity of predicted results at different cutting speeds validates the numerical cutting scheme, material properties applied, and constitutive relations selected for the Ti6Al4V alloy.
- With an increase in cutting speeds, consistent trends were observed, allowing for accurate evaluations of the deformed chip, as well as the Von Mises stresses at the micro-chip zone, the resultant plastic strains, and the temperature distribution at the shearing zone.
- The various outputs from the simulations can be combined in a manner that allows for estimates of the quality of the surface integrity for the workpiece. Consequently, this numerical model can contribute in defining the ultimate manufacturing production parameters for the machining of medical implants and devices.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Axinte, D.; Guo, Y.; Liao, Z.; Shih, A.J.; M’Saoubi, R.; Sugita, N. Machining of biocompatible materials—Recent advances. CIRP Ann. 2019, 68, 629–652. [Google Scholar] [CrossRef]
- Bruschi, S.; Bertolini, R.; Medeossi, F.; Ghiotti, A.; Savio, E.; Shivpuri, R. Case study: The application of machining-conditioning to improve the wear resistance of Ti6Al4V surfaces for human hip implants. Wear 2018, 394–395, 134–142. [Google Scholar] [CrossRef]
- Sadik, M.I.; Isakson, S.; Malakizadi, A.; Nyborg, L. Influence of Coolant Flow Rate on Tool Life and Wear Development in Cryogenic and Wet Milling of Ti-6Al-4V. Procedia CIRP 2016, 46, 91–94. [Google Scholar] [CrossRef]
- Krolczyk, G.; Gajek, M.; Legutko, S. Predicting the tool life in the dry machining of duplex stainless steel. Eksploat. Niezawodn. 2013, 15, 62–65. [Google Scholar]
- Liisa, T.K. Introduction to Biomedical Engineering. In Biomedical Engineering, 2nd ed.; Elsevier Academic Press: Burlington, VT, USA, 2005; pp. 255–312. [Google Scholar]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R Rep. 2004, 47, 49–121. [Google Scholar] [CrossRef]
- Rahman, M.M. Modeling of machining input variables of Ti-6Al-4V for electric discharge machining: A neural network approach. Sci. Res. Essays 2012, 7, 881–890. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C.; Barnes, J. Machinability improvement of titanium alloy (Ti–6Al–4V) via LAM and hybrid machining. Int. J. Mach. Tools Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Wennerberg, A.; Albrektsson, T. Effects of titanium surface topography on bone integration: A systematic review. Clin. Oral Implants Res. 2009, 20, 172–184. [Google Scholar] [CrossRef]
- Dadgari, A.; Huo, D.; Swailes, D. Investigation on tool wear and tool life prediction in micro-milling of Ti-6Al-4V. Nanotechnol. Precis. Eng. 2018, 1, 218–225. [Google Scholar] [CrossRef]
- Denkena, B.; Biermann, D. Cutting edge geometries. CIRP Ann. 2014, 63, 631–653. [Google Scholar] [CrossRef]
- Chen, L.; El-Wardany, T.I.; Harris, W.C. Modelling the Effects of Flank Wear Land and Chip Formation on Residual Stresses. CIRP Ann. 2004, 53, 95–98. [Google Scholar] [CrossRef]
- Alokesh, P.; Guy, L. Machining of titanium alloy (Ti-6Al-4V)—Theory to application. Mach. Sci. Technol. 2015, 19, 2015. [Google Scholar]
- Venugopal, K.A.; Paul, S.; Chattopadhyay, A.B. Growth of tool wear in turning of Ti-6Al-4V alloy under cryogenic cooling. Wear 2007, 262, 1071–1078. [Google Scholar] [CrossRef]
- Harzallah, M.; Pottier, T.; Gilblas, R.; Landon, Y.; Mousseigne, M.; Senatore, J. A coupled in-situ measurement of temperature and kinematic fields in Ti-6Al-4V serrated chip formation at micro-scale. Int. J. Mach. Tools Manuf. 2018, 130–131, 20–35. [Google Scholar] [CrossRef]
- Zhang, Y.; Outeiro, J.C.; Mabrouki, T. On the selection of Johnson-Cook constitutive model parameters for Ti-6Al-4V using three types of numerical models of orthogonal cutting. Procedia CIRP 2015, 31, 112–117. [Google Scholar] [CrossRef]
- Ayed, Y.; Germain, G.; Ben Salem, W.; Hamdi, H. Experimental and numerical study of laser-assisted machining of Ti6Al4V titanium alloy. Finite Elem. Anal. Des. 2014, 92, 72–79. [Google Scholar] [CrossRef]
- Bermingham, M.; Palanisamy, S.; Kent, D.K.; Dargusch, M. A comparison of cryogenic and high pressure emulsion cooling technologies on tool life and chip morphology in Ti–6Al–4V cutting. J. Mater. Process. Technol. 2012, 212, 752–765. [Google Scholar] [CrossRef]
- Khan, B.; Davis, R.; Singh, A. Effect of input variables and cryogenic treatment in wire electric discharge machining of Ti-6Al-4V alloy for biomedical applications. Mater. Today Proc. 2020, 27, 2503–2507. [Google Scholar] [CrossRef]
- Yadav, A.K.; Bajpai, V.; Singh, N.K.; Singh, R.K. FE modeling of burr size in high-speed micro-milling of Ti6Al4V. Precis. Eng. 2017, 49, 287–292. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Samsudeensadham, S.; Sindhumathi, R.; Kuppan, P. A study on High Speed End Milling of Titanium Alloy. Procedia Eng. 2014, 97, 251–257. [Google Scholar] [CrossRef]
- Hoyne, A.C.; Nath, C.; Kapoor, S.G. On cutting temperature measurement during titanium machining with an atomization-based cutting fluid spray system. J. Manuf. Sci. Eng. 2015, 137, 024502. [Google Scholar] [CrossRef]
- Ramana, M.V.; Rao, G.K.; Rao, D.H. Chip morphology in turning of Ti-6Al-4V alloy under different machining conditions. J. Prod. Eng. 2014, 17, 27–32. [Google Scholar]
- Ye, G.G.; Chen, Y.; Xue, S.F.; Dai, L.H. Critical cutting speed for onset of serrated chip flow in high speed machining. Int. J. Mach. Tools Manuf. 2014, 86, 18–33. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y. A new multi-view approach to characterize 3D chip morphology and properties in end milling titanium Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2008, 48, 1486–1494. [Google Scholar] [CrossRef]
- Zhang, X.P.; Shivpuri, R.; Srivastava, A.K. Role of phase transformation in chip segmentation during high speed machining of dual phase titanium alloys. J. Mater. Process. Technol. 2014, 214, 3048–3066. [Google Scholar] [CrossRef]
- Oxley, P.L.B. The Mechanics of Machining: An Analytical Approach to Assessing Machinability; Ellis Horwood: Chichester, UK, 1989. [Google Scholar]
- Man, X.; Ren, D.; Usui, S.; Johnson, C.; Marusich, T.D. Validation of Finite Element Cutting Force Prediction for End Milling. Procedia CIRP 2012, 1, 663–668. [Google Scholar] [CrossRef]
- Katsuhiro, M.; Takahiro, S.; Eiji, U. Flow stress of low carbon steel at high temperature and strain rate. II: Flow stress under variable temperature and variable strain rate. Bull. Jpn. Soc. Precis. Eng. 1983, 17, 167–172. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Sutter, G.; List, G. Very high speed cutting of Ti–6Al–4V titanium alloy—Change in morphology and mechanism of chip formation. Int. J. Mach. Tools Manuf. 2013, 66, 37–43. [Google Scholar] [CrossRef]
- Molinari, A.; Musquar, C.; Sutter, G. Adiabatic shear banding in high speed machining of Ti–6Al–4V: Experiments and modeling. Int. J. Plast. 2002, 18, 443–459. [Google Scholar] [CrossRef]
- Ducobu, F.; Riviere-Lorphevre, E.; Filippi, E. Numerical contribution to the comprehension of saw-toothed Ti6Al4V chip formation in orthogonal cutting. Int. J. Mech. Sci. 2014, 81, 77–87. [Google Scholar] [CrossRef]
- Harzallah, M.; Pottier, T.; Senatore, J.; Mousseigne, M.; Germain, G.; Landon, Y. Numerical and experimental investigations of Ti-6Al-4V chip generation and thermo-mechanical couplings in orthogonal cutting. Int. J. Mech. Sci. 2017, 134, 189–202. [Google Scholar] [CrossRef]
- Shivpuri, R.; Hua, J.; Mittal, P.; Srivastava, A.; Lahoti, G. Microstructure-Mechanics Interactions in Modeling Chip Segmentation during Titanium Machining. CIRP Ann. 2002, 51, 71–74. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. On the importance of the choice of the parameters of the Johnson-Cook constitutive model and their influence on the results of a Ti6Al4V orthogonal cutting model. Int. J. Mech. Sci. 2017, 122, 143–155. [Google Scholar] [CrossRef]
- Hua, J.; Shivpuri, R. Prediction of chip morphology and segmentation during the machining of titanium alloys. J. Mater. Process. Technol. 2004, 150, 124–133. [Google Scholar] [CrossRef]
- Aydın, M.; Koklu, U. Analysis of flat-end milling forces considering chip formation process in high-speed cutting of Ti6Al4V titanium alloy. Simul. Model. Pract. Theory 2020, 100, 102039. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.; Yang, X.; Jin, X.; Guo, T. Finite element simulation of high-speed machining of titanium alloy (Ti–6Al–4V) based on ductile failure model. Int. J. Adv. Manuf. Technol. 2014, 75, 1065–1076. [Google Scholar] [CrossRef]
- Kugalur-Palanisamya, N.; Riviere-Lorphevrea, E.; Ducobua, F.; Arrazola, P.J. Influence of the Choice of the Parameters on Constitutive Models and their Effects on the Results of Ti6Al4V Orthogonal Cutting Simulation. Procedia Manuf. 2020, 47, 458–465. [Google Scholar] [CrossRef]
- Hou, X.; Liu, Z.; Wang, B.; Lv, W.; Liang, X.; Hua, Y. Stress-Strain Curves and Modified Material Constitutive Model for Ti-6Al-4V over the Wide Ranges of Strain Rate and Temperature. Materials 2018, 11, 938. [Google Scholar] [CrossRef]
- Asad, M.; Mabrouki, T.; Girardin, F.; Zhang, Y.; Rigal, J.-F. Towards a physical comprehension of material strengthening factors during macro to micro-scale milling. Mechanika 2011, 17, 97–104. [Google Scholar] [CrossRef]
- Asad, M.; Mabrouki, T. On the modelling of an aluminium alloy milling: 3D FEM approach. Mechanika 2013, 19, 588–592. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Ozel, T.; Umbrello, D.; Davies, M.; Jawahir, I.S. Recent advances in modelling of metal machining processes. Ann. CIRP Manuf. Technol. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Anand, R.S.; Patra, K. Modeling and simulation of mechanical micro-machining—A review. Mach. Sci. Technol. 2014, 18, 323–347. [Google Scholar] [CrossRef]
- Shunmugam, M.S. Machining challenges: Macro to micro cutting. J. Inst. Eng. India Ser. C 2016, 97, 223–241. [Google Scholar] [CrossRef]
- Saleem, W.; Ijaz, H.; Alzahrani, A.; Asad, M.; Zhang, J. Numerical modeling and simulation of macro- to microscale chip considering size effect for optimum milling characteristics of AA2024T351. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 337. [Google Scholar] [CrossRef]
- Li, C.; Lai, X.; Li, H.; Ni, J. Modeling of three-dimensional cutting forces in micro-end-milling. J. Micromech. Microeng. 2007, 17, 671–678. [Google Scholar] [CrossRef]
- Newby, G.; Venkatachalam, S.; Liang, S.Y. Empirical analysis of cutting force constants in micro-end-milling operations. J. Mater. Process. Technol. 2007, 2, 41–47. [Google Scholar] [CrossRef]
- Lai, X.; Li, H.; Li, C.; Lin, Z.; Ni, J. Modelling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. Int. J. Mach. Tools Manuf. 2008, 48, 1–14. [Google Scholar] [CrossRef]
- Yang, K.; Liang, Y.-C.; Zheng, K.-N.; Bai, Q.; Chen, W.-Q. Tool edge radius effect on cutting temperature in micro-end-milling process. Int. J. Adv. Manuf. Technol. 2010, 52, 905–912. [Google Scholar] [CrossRef]
- Karla, P.M.; Aldo, A.; Elisabetta, C.; Héctor, R.S.; Nicolas, J.H.; Claudio, G. Evaluation of Superficial and Dimensional Quality Features in Metallic Micro-Channels. Materials 2013, 6, 1434–1451. [Google Scholar]
- Aslantas, K.; Danish, M.; Hasçelik, A.; Mia, M.; Gupta, M.K.; Ginta, T.; Ijaz, H. Investigations on Surface Roughness and Tool Wear Characteristics in Micro-Turning of Ti-6Al-4V Alloy. Materials 2020, 13, 2998. [Google Scholar] [CrossRef]
- Lu, X.; Wang, F.; Wang, X.; Si, L. Modelling and optimisation of cutting parameters on surface roughness in micro-milling Inconel 718 using response surface methodology and genetic algorithm. Int. J. Nanomanuf. 2018, 14, 34–50. [Google Scholar] [CrossRef]
- Hossain, S.J. Cutting Parameter Optimization for End Milling OpeRation Using Advanced Metaheuristic Algorithms. Int. J. Adv. Robot. Autom. 2017, 2, 1–12. [Google Scholar] [CrossRef]
- Saleem, W.; Zain-ul-abdein, M.; Ijaz, H.; Salmeen Bin Mahfouz, A.; Ahmed, A.; Asad, M.; Mabrouki, T. Computational analysis and artificial neural network optimization of dry turning parameters-AA2024-T351. Appl. Sci. 2017, 7, 642. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Wang, F.; Li, G.; Si, L.; Gao, L. Model of the instantaneous undeformed chip thickness in micro-milling based on tooth trajectory. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 226–239. [Google Scholar] [CrossRef]
- Yanda, H.; Ghani, J.; Haron, C.H.C. Effect of Rake Angle on Stress, Strain and Temperature on the Edge of Carbide Cutting Tool in Orthogonal Cutting Using FEM Simulation. ITB J. Eng. Sci. 2010, 42, 179–194. [Google Scholar] [CrossRef]
- Daoud, M.; Jomaa, W.; Chatelain, J.F.; Bouzid, A. A machining-based methodology to identify material constitutive law for finite element simulation. Int. J. Adv. Manuf. Technol. 2015, 77, 2019–2033. [Google Scholar] [CrossRef]
- Hillerborg, A.; Modéer, M.; Petersson, P.E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–782. [Google Scholar] [CrossRef]
- Baker, M. Finite element investigation of the flow stress dependence of chip formation. J. Mater. Process. Technol. 2005, 167, 1–13. [Google Scholar] [CrossRef]
- Tvergaard, V. Effect of pure mode I, II or III loading or mode mixity on crack growth in a homogeneous solid. Int. J. Solids Struct. 2010, 47, 1611–1617. [Google Scholar] [CrossRef]
- Asad, M. Elaboration of Concepts and Methodologies to Study Peripheral Down-Cut Milling Process from Macro-to-Micro Scales. Ph.D. Thesis, INSA, Lyon, France, 2010. [Google Scholar]
- Ijaz, H.; Zain-Ul-Abdein, M.; Saleem, W.; Asad, M.; Mabrouki, T. Numerical simulation of the effects of elastic anisotropy and grain size upon the machining of AA2024. Mach. Sci. Technol. 2018, 22, 522–542. [Google Scholar] [CrossRef]
- Aydın, M.; Koklu, U. Identification and modeling of cutting forces in ball-end milling based on two different finite element models with arbitrary Lagrangian Eulerian technique. Int. J. Adv. Manuf. Technol. 2017, 92, 1465–1480. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Li, J.; Ma, L.; Wei, L.; Hu, Y.; Huang, W. Finite element analysis and experimental validation of the thermomechanical behavior in laser solid forming of Ti-6Al-4V. Addit. Manuf. 2018, 21, 30–40. [Google Scholar] [CrossRef]
- Lesuer, D.R. Experiment Investigations of Material Models for Ti–6Al–4V Titanium and 2024-T3 Aluminum; DOT/FAA/AR-00/25; U.S. Department of Transportation: Washington, DC, USA, 2000. [Google Scholar]
- Subbiah, S.; Melkote, S.N. Effect of finite edge radius on ductile fracture ahead of the cutting tool edge in micro-cutting of Al2024-T3. Mater. Sci. Eng. A 2008, 474, 283–300. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivierelorphevre, E.; Filippi, E. Experimental contribution to the study of the Ti6Al4V chip formation in orthogonal cutting on a milling machine. Int. J. Mater. Form. 2014, 8, 455–468. [Google Scholar] [CrossRef]
- Pradhan, S.; Singh, S.; Prakash, C.; Królczyk, G.; Pramanik, A.; Pruncu, C.I. Investigation of machining characteristics of hard-to-machine Ti-6Al-4V-ELI alloy for biomedical applications. J. Mater. Res. Technol. 2019, 8, 4849–4862. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Mabrouki, T.; Nelias, D.; Gong, Y.D. Chip formation in orthogonal cutting considering interface limiting shear stress and damage evolution based on fracture energy approach. Finite Elem. Anal. Des. 2011, 47, 850–863. [Google Scholar] [CrossRef]
- Maruda, R.W.; Legutko, S.; Krolczyk, G.M.; Raos, P. Influence of cooling conditions on the machining process under MQCL and MQL conditions. Teh. Vjesn. 2015, 22, 965–970. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Powalka, B.; Klos, S.; Szczotkarz, N.; Khanna, N. Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol. Int. 2020, 1, 106334. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Workpiece | Cutting Tool (Tungsten Carbide) | |||||
|---|---|---|---|---|---|---|---|
| Density ρ (kg/m3) | 4430 | 14500 | |||||
| Elastic modulus E (GPa) | 110 | 540 | |||||
| Poisson ratio ν | 0.33 | 0.227 | |||||
| Thermal Conductivity (W/(m·K)) | See below | 84 (at 20°C), 63 (at 1000 °C) | |||||
| Specific Heat Cp (JKg−1 °C−1) | See below | 220 | |||||
| Material expansion coefficient α (µm/m−1 °C−1) | 9 | 5.8 | |||||
| Tmelt (°C) | 1630 | - | |||||
| Troom (°C) | 25 | 25 | |||||
| Temperature-dependent properties (°C) [66] | |||||||
| Temperature | 20 | 500 | 995 | 1100 | 1200 | 1600 | 1700 |
| Material Thermal conductivity λ (W/m−1 °C−1) | 7 | 12.6 | 22.7 | 19.3 | 21 | 25.8 | 83.5 |
| Material Specific heat Cp (JKg−1 °C−1) | 546 | 651 | 753 | 641 | 660 | 732 | 831 |
| A (MPa) | B (MPa) | n | C | m | D1 | D2 | D3 | D4 | D5 |
|---|---|---|---|---|---|---|---|---|---|
| 1098 | 1092 | 0.93 | 0.014 | 1.1 | −0.09 | 0.25 | −0.5 | 0.014 | 3.87 |
| Speed (V) m/min | μ | Cutting Force Avg (N) | Temperature (°C) | Chip Stress (MPa) | PEEQ Avg 75% |
|---|---|---|---|---|---|
| 21 | 0.2 | 387 | 600.3 | 1531 | 1.81 |
| 30 | 0.3 | 401 | 893.4 | 1210 | 1.94 |
| 50 | 0.3 | 374 | 1092 | 1045 | 2.49 |
| Time Step | Appx Cutter Position | Time | RF_V21_µ0.2 | Time | RF_V30_µ0.3 | Time | RF_V50_µ0.3 |
|---|---|---|---|---|---|---|---|
| 0 | 0 | 0.00000 | 0.005 | 0.00000 | 0.010 | 0.00000 | 0.027 |
| 1 | 4.5 | 0.00090 | 386.255 | 0.00070 | 465.004 | 0.00050 | 473.117 |
| 2 | 9 | 0.00180 | 369.599 | 0.00140 | 417.819 | 0.00100 | 422.312 |
| 3 | 13.5 | 0.00270 | 377.587 | 0.00210 | 379.486 | 0.00150 | 389.114 |
| 4 | 18 | 0.00360 | 405.505 | 0.00280 | 377.515 | 0.00200 | 397.512 |
| 5 | 22.5 | 0.00450 | 426.608 | 0.00350 | 376.450 | 0.00250 | 353.158 |
| 6 | 27 | 0.00540 | 383.301 | 0.00420 | 362.578 | 0.00300 | 329.536 |
| 7 | 31.5 | 0.00630 | 369.926 | 0.00490 | 472.197 | 0.00350 | 352.602 |
| 8 | 36 | 0.00720 | 384.778 | 0.00560 | 483.518 | 0.00400 | 361.417 |
| 9 | 40.5 | 0.00810 | 431.720 | 0.00630 | 393.827 | 0.00450 | 403.442 |
| 10 | 45 | 0.00900 | 302.955 | 0.00700 | 439.350 | 0.00500 | 374.224 |
| 11 | 49.5 | 0.00990 | 386.552 | 0.00770 | 485.474 | 0.00550 | 356.232 |
| 12 | 54 | 0.01080 | 368.700 | 0.00840 | 486.897 | 0.00600 | 374.998 |
| 13 | 58.5 | 0.01170 | 397.946 | 0.00910 | 327.058 | 0.00650 | 398.374 |
| 14 | 63 | 0.01260 | 421.719 | 0.00980 | 353.592 | 0.00700 | 424.472 |
| 15 | 67.5 | 0.01350 | 448.239 | 0.01050 | 439.376 | 0.00750 | 416.095 |
| 16 | 72 | 0.01440 | 472.954 | 0.01120 | 481.315 | 0.00800 | 446.659 |
| 17 | 76.5 | 0.01530 | 480.196 | 0.01190 | 437.673 | 0.00850 | 414.637 |
| 18 | 81 | 0.01620 | 405.807 | 0.01260 | 397.299 | 0.00900 | 417.390 |
| 19 | 85.5 | 0.01710 | 424.362 | 0.01330 | 453.786 | 0.00950 | 361.062 |
| 20 | 90 | 0.01800 | 482.547 | 0.01400 | 406.628 | 0.01000 | 390.120 |
| Avg | 387.012 | 401.755 | 374.119 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saleem, W.; Salah, B.; Velay, X.; Ahmad, R.; Khan, R.; Pruncu, C.I. Numerical Modeling and Analysis of Ti6Al4V Alloy Chip for Biomedical Applications. Materials 2020, 13, 5236. https://doi.org/10.3390/ma13225236
Saleem W, Salah B, Velay X, Ahmad R, Khan R, Pruncu CI. Numerical Modeling and Analysis of Ti6Al4V Alloy Chip for Biomedical Applications. Materials. 2020; 13(22):5236. https://doi.org/10.3390/ma13225236
Chicago/Turabian StyleSaleem, Waqas, Bashir Salah, Xavier Velay, Rafiq Ahmad, Razaullah Khan, and Catalin I. Pruncu. 2020. "Numerical Modeling and Analysis of Ti6Al4V Alloy Chip for Biomedical Applications" Materials 13, no. 22: 5236. https://doi.org/10.3390/ma13225236
APA StyleSaleem, W., Salah, B., Velay, X., Ahmad, R., Khan, R., & Pruncu, C. I. (2020). Numerical Modeling and Analysis of Ti6Al4V Alloy Chip for Biomedical Applications. Materials, 13(22), 5236. https://doi.org/10.3390/ma13225236