Comparative Evaluation of Surface Quality, Tool Wear, and Specific Cutting Energy for Wiper and Conventional Carbide Inserts in Hard Turning of AISI 4340 Alloy Steel

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
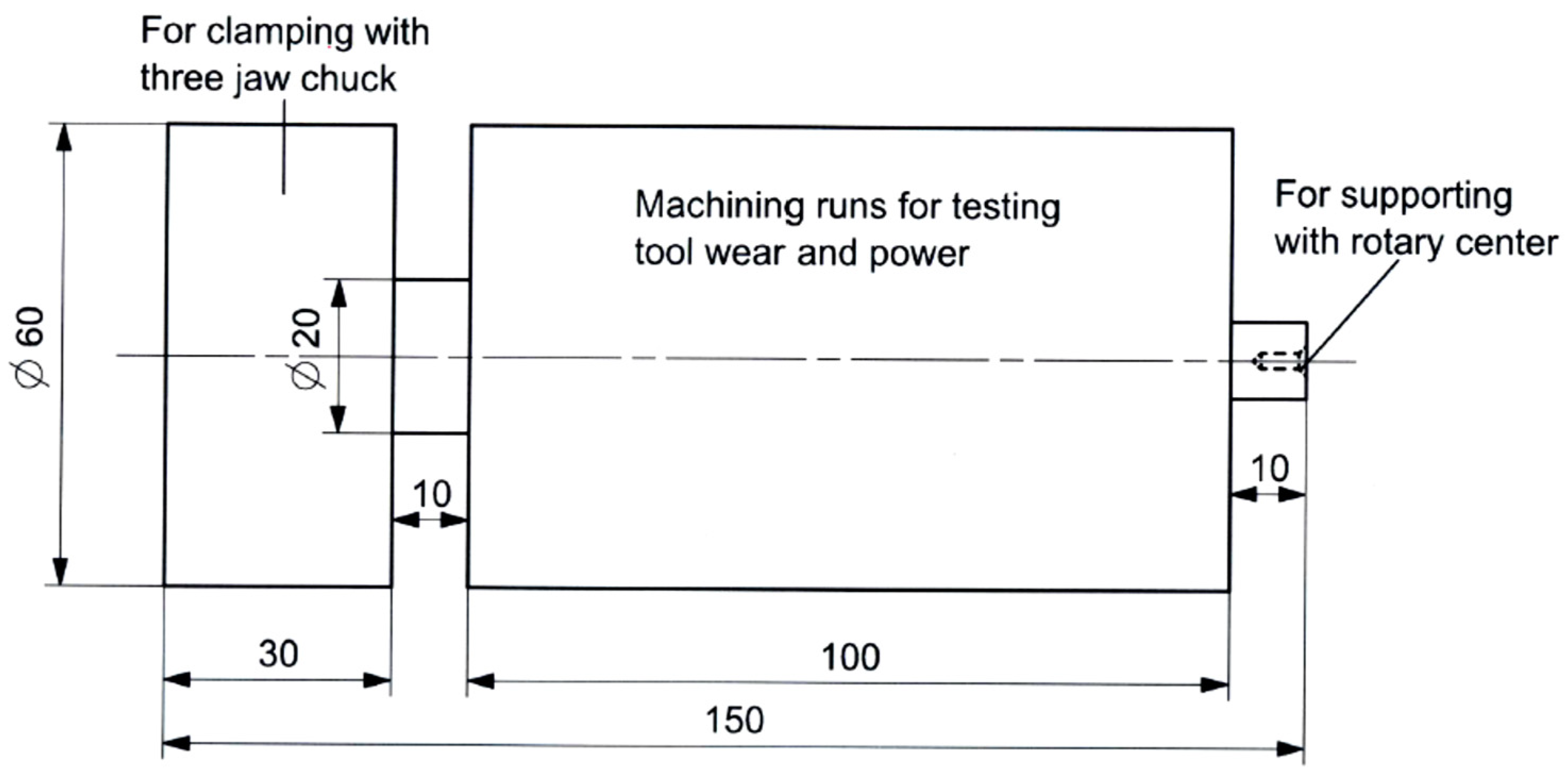
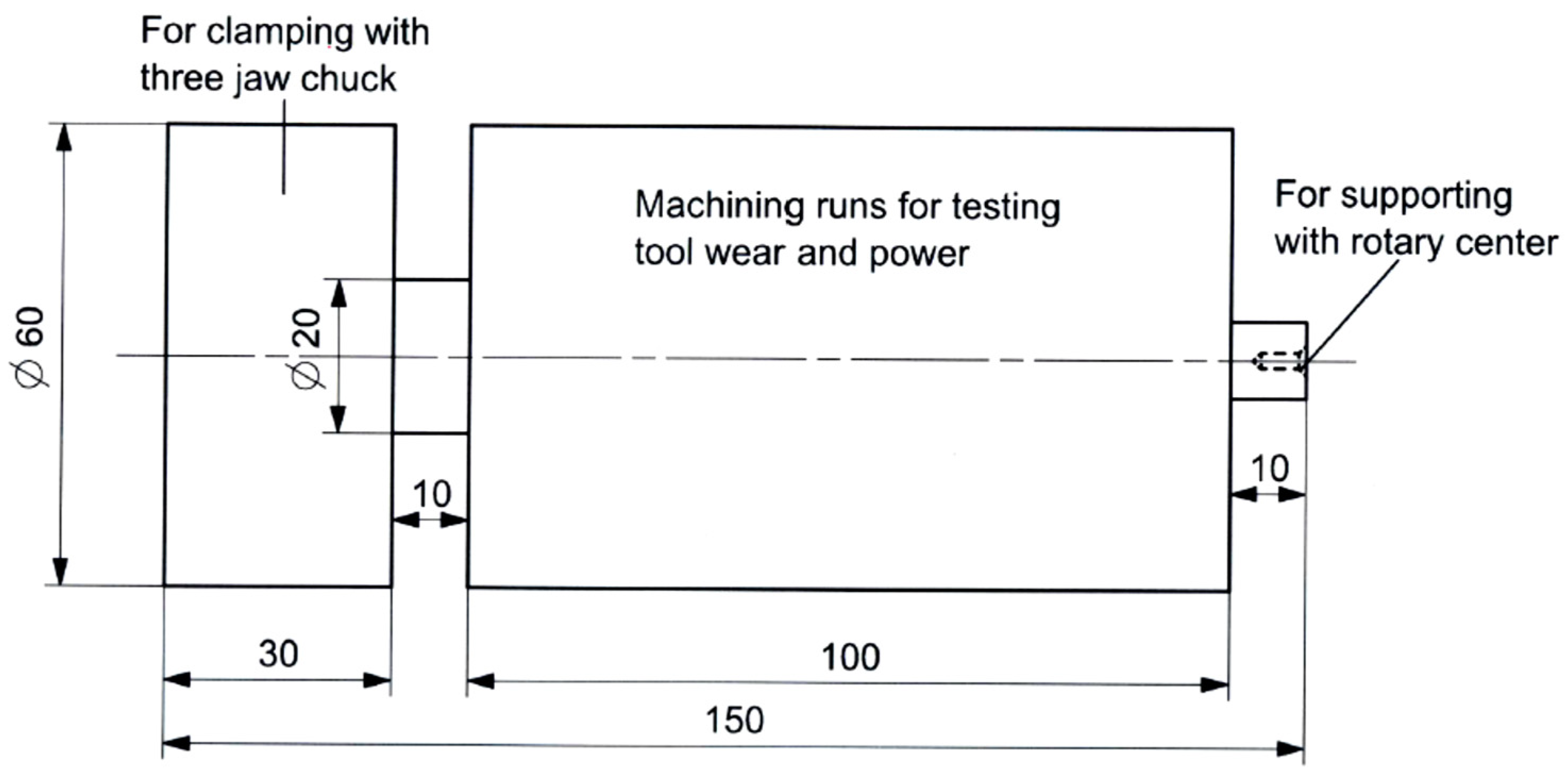
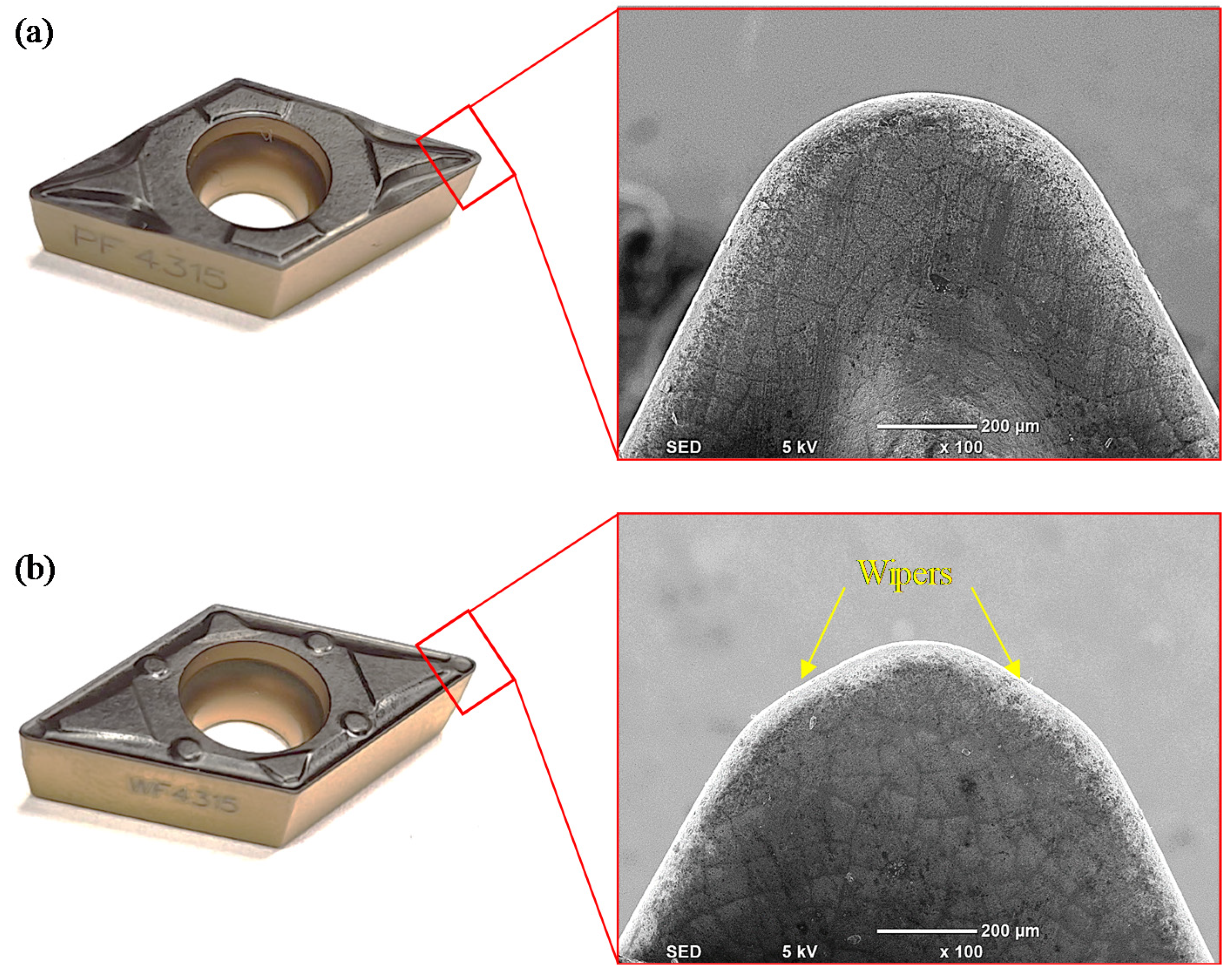
2. Materials and Methods
3. Results and Discussion
4. Conclusions and Future Work
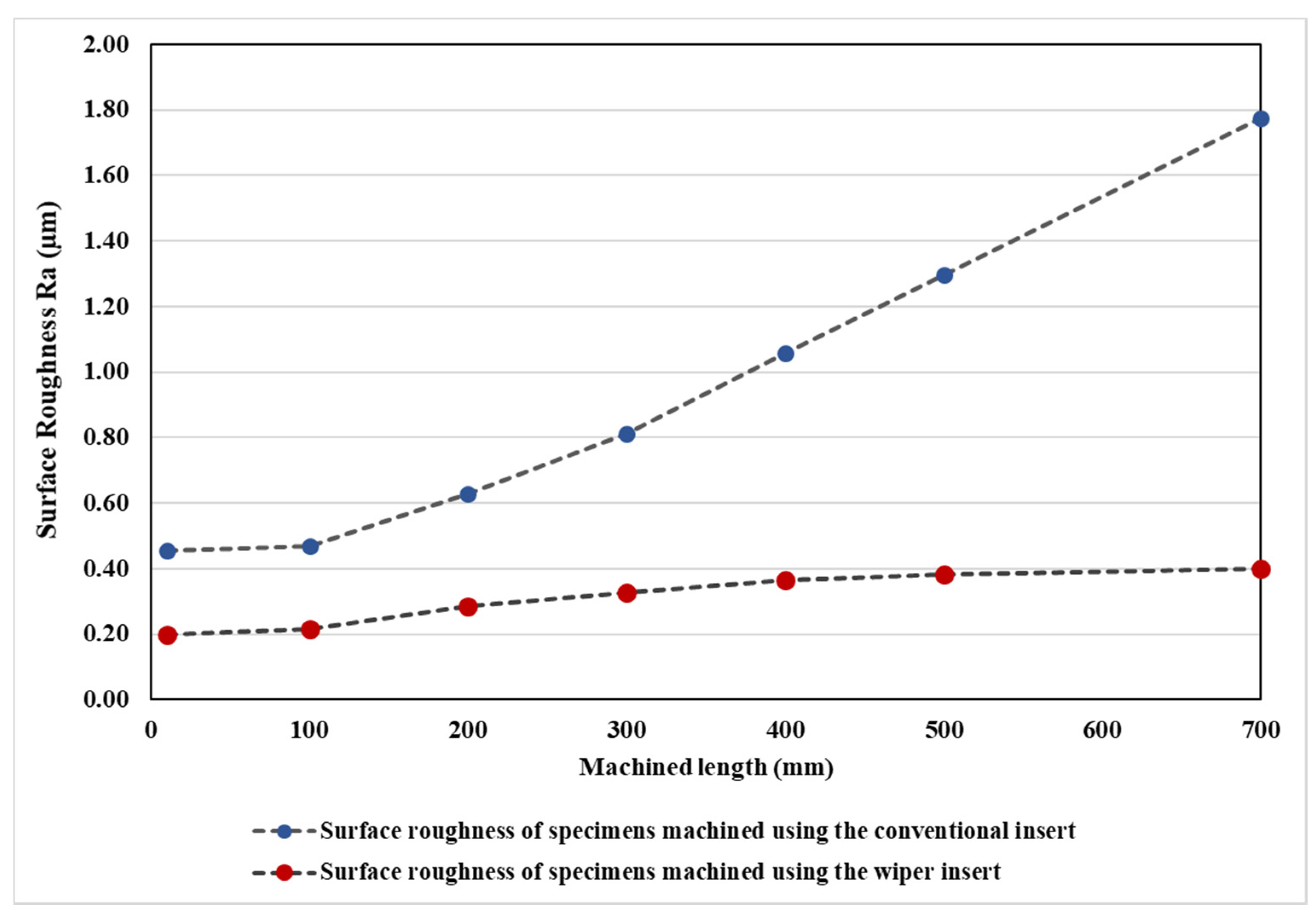
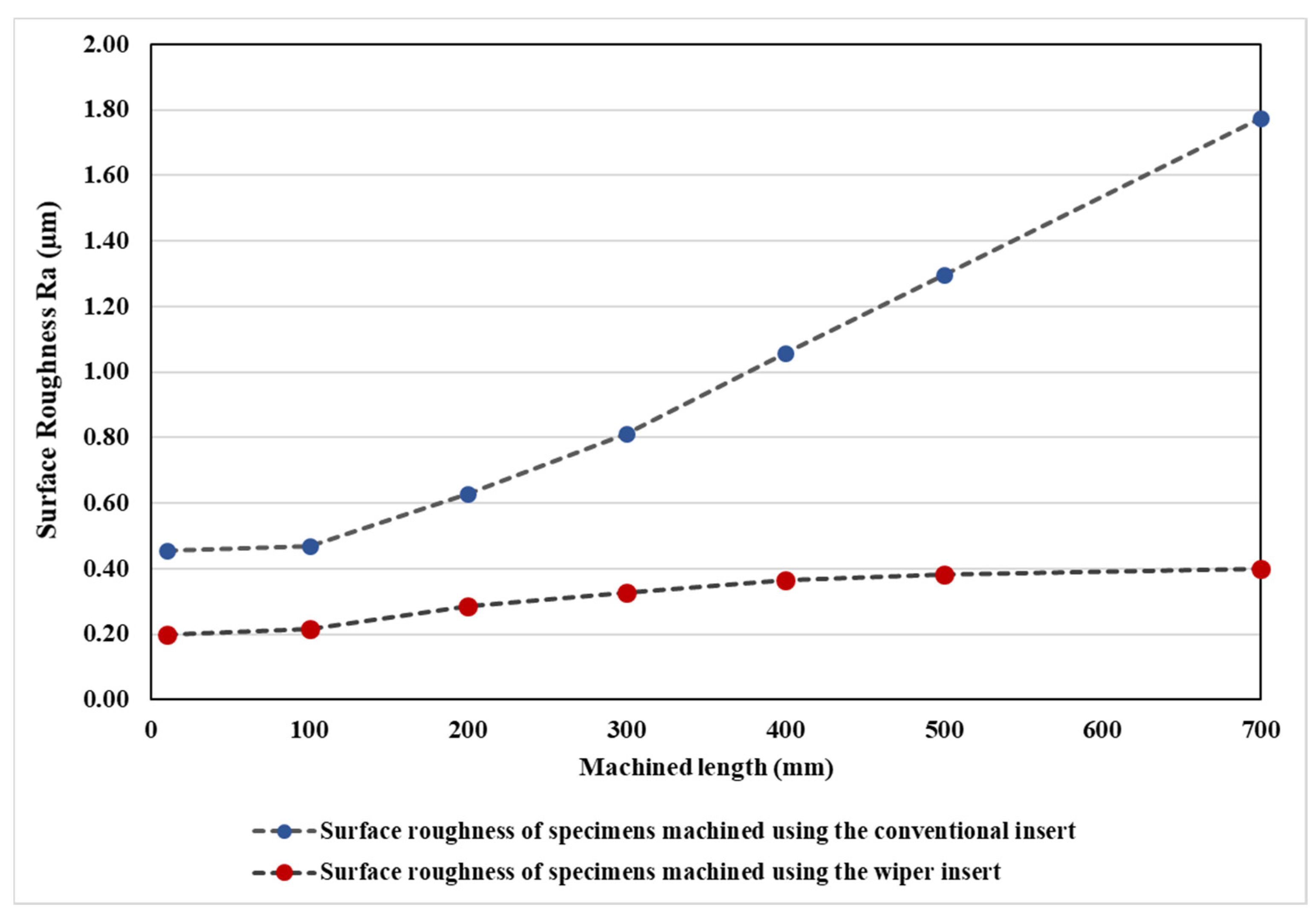
- With both inserts operating at their optimal cutting parameters, a dramatic reduction in the machined surface roughness of the AISI 4340 steel was obtained when using wiper inserts rather than conventional inserts for the examined range of lengths machined.
- The longer the length machined, the greater the surface roughness with both inserts, though there was a smaller increase for wiper inserts than for conventional inserts.
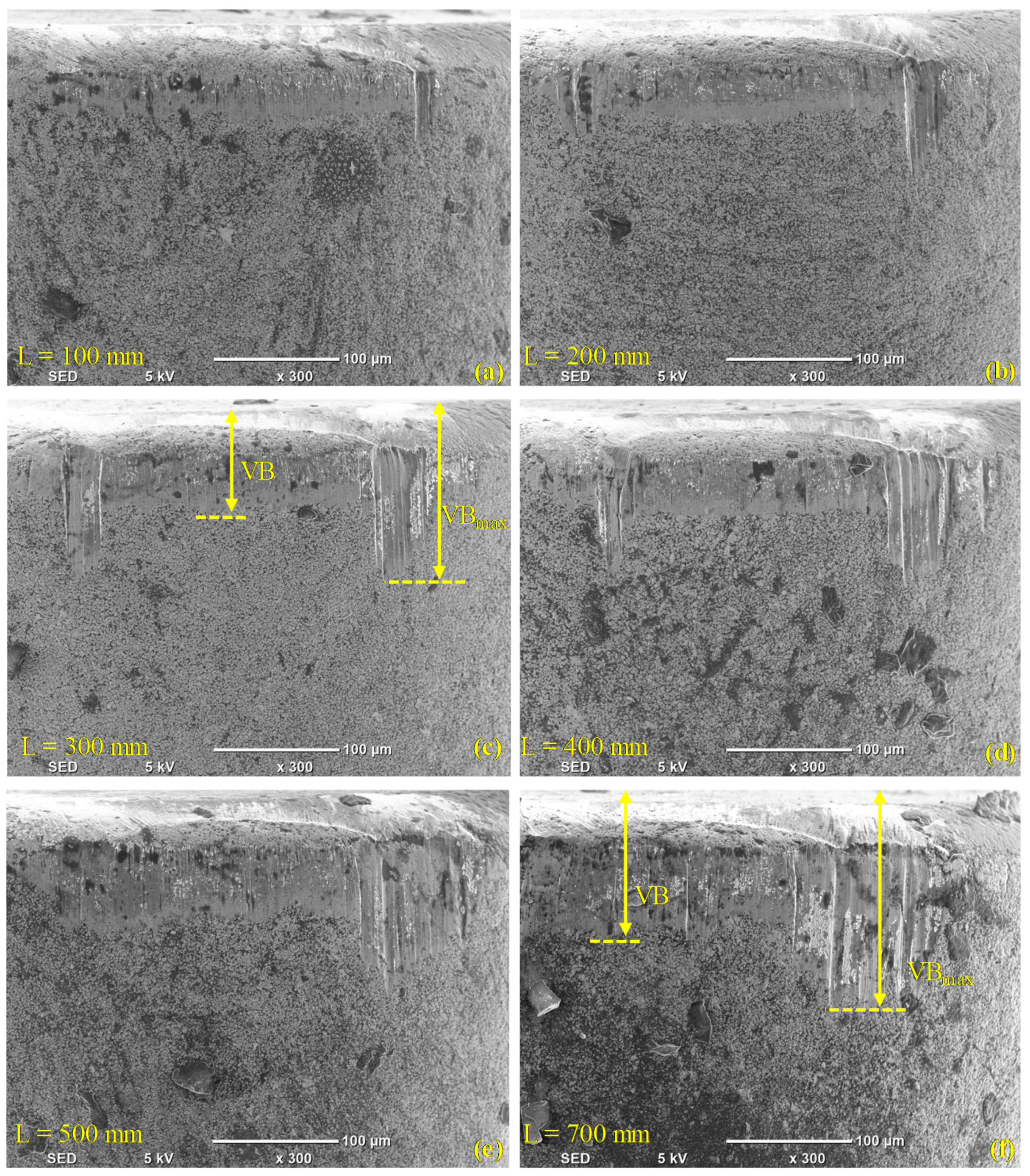
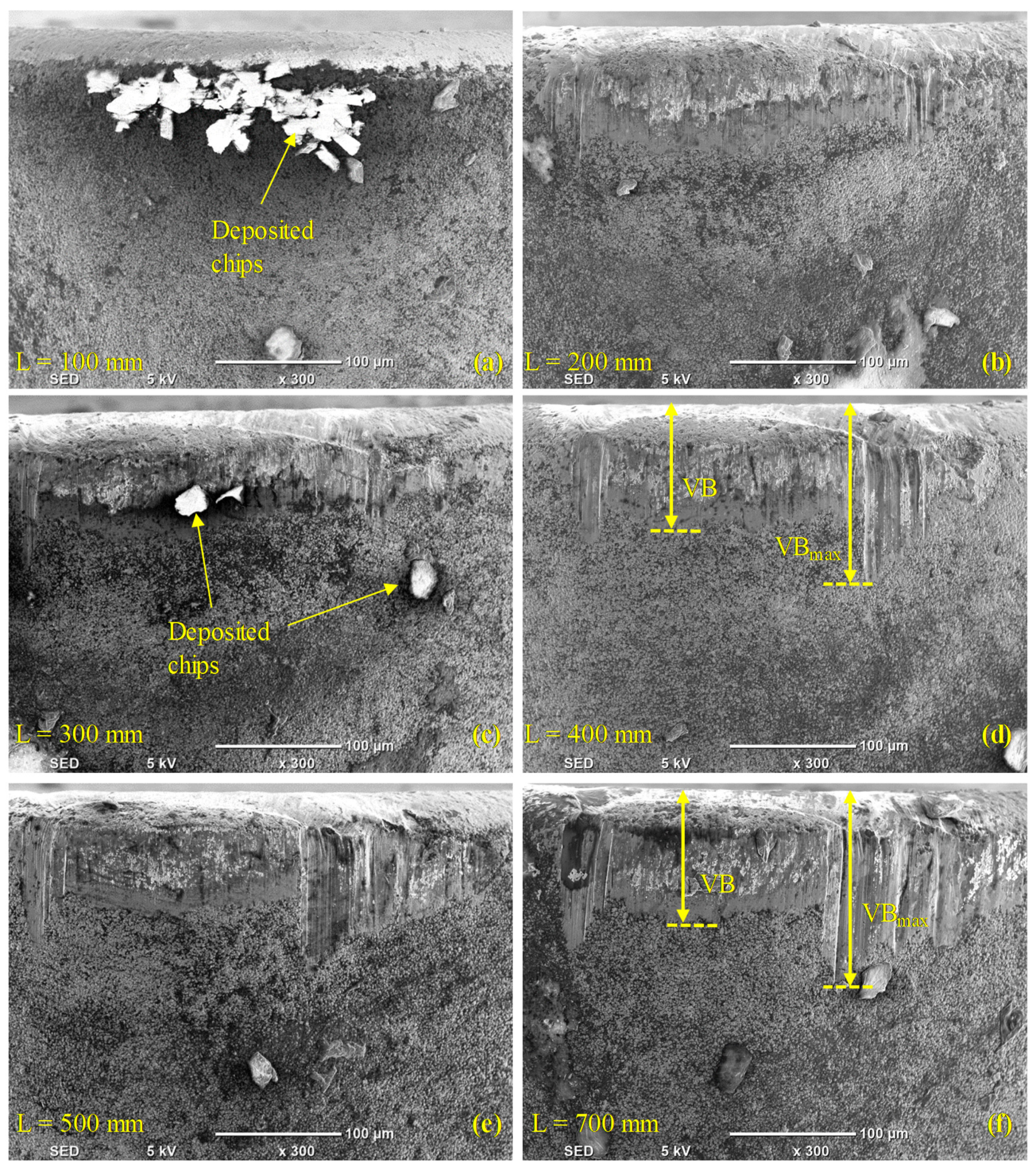
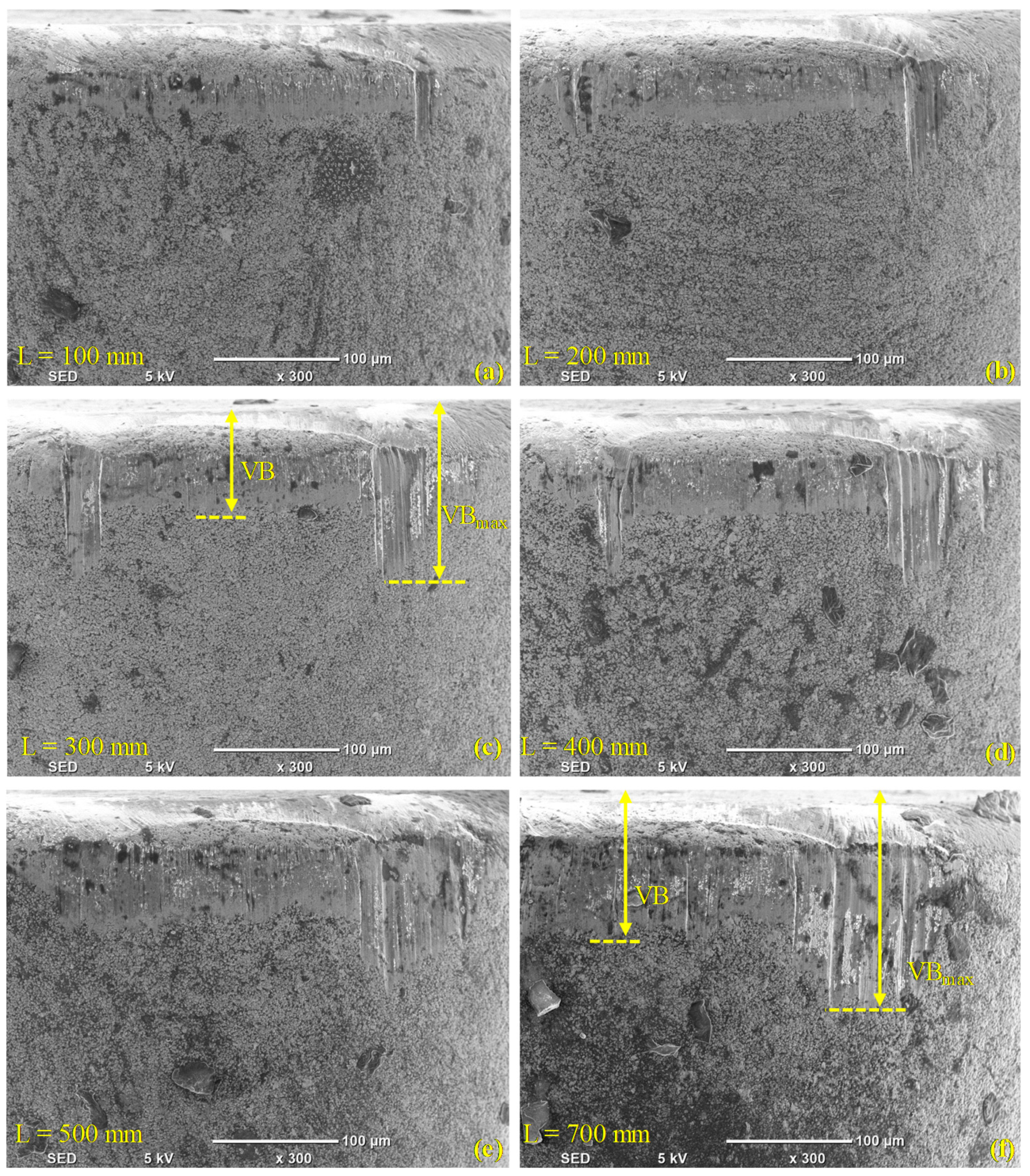
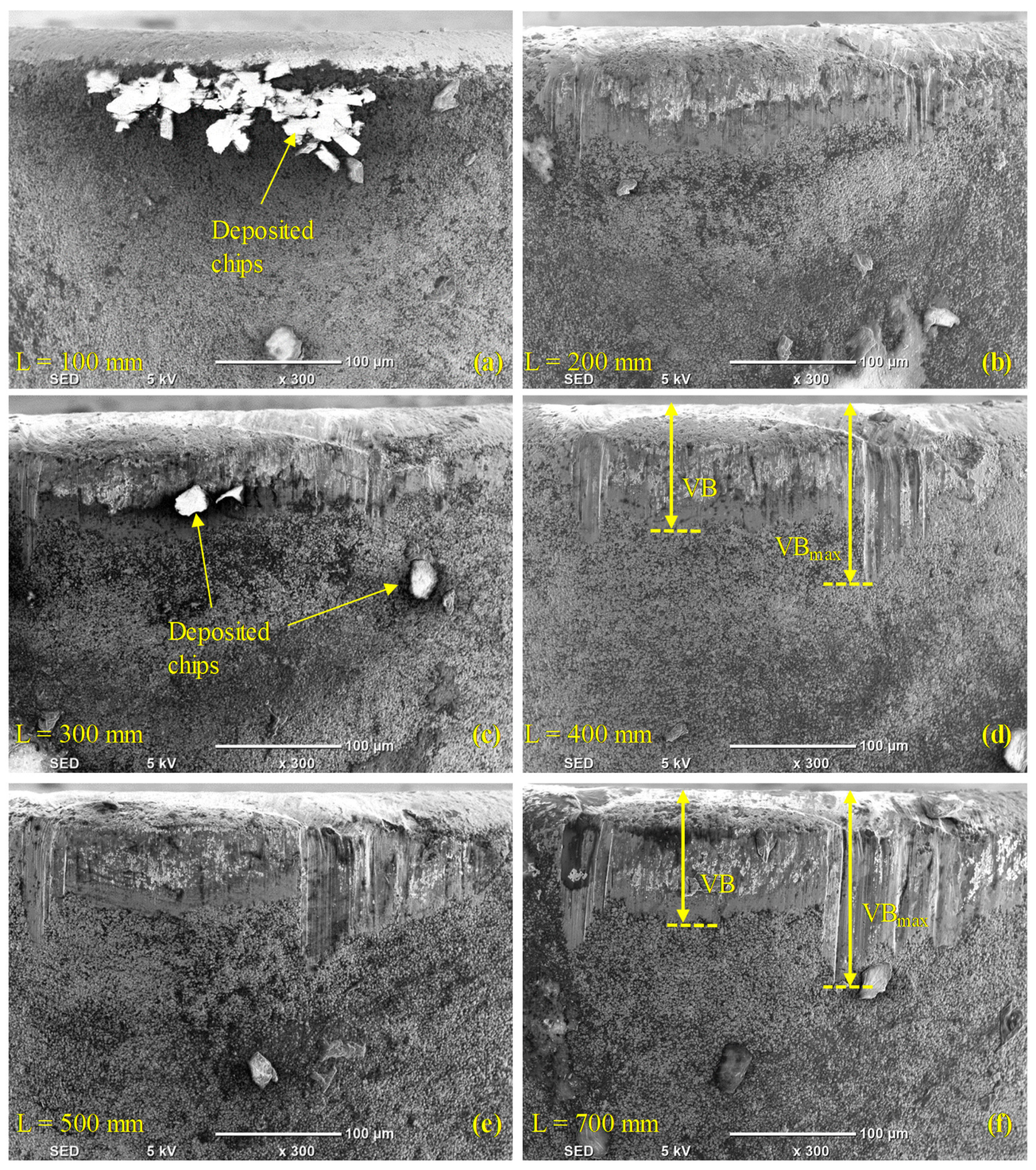
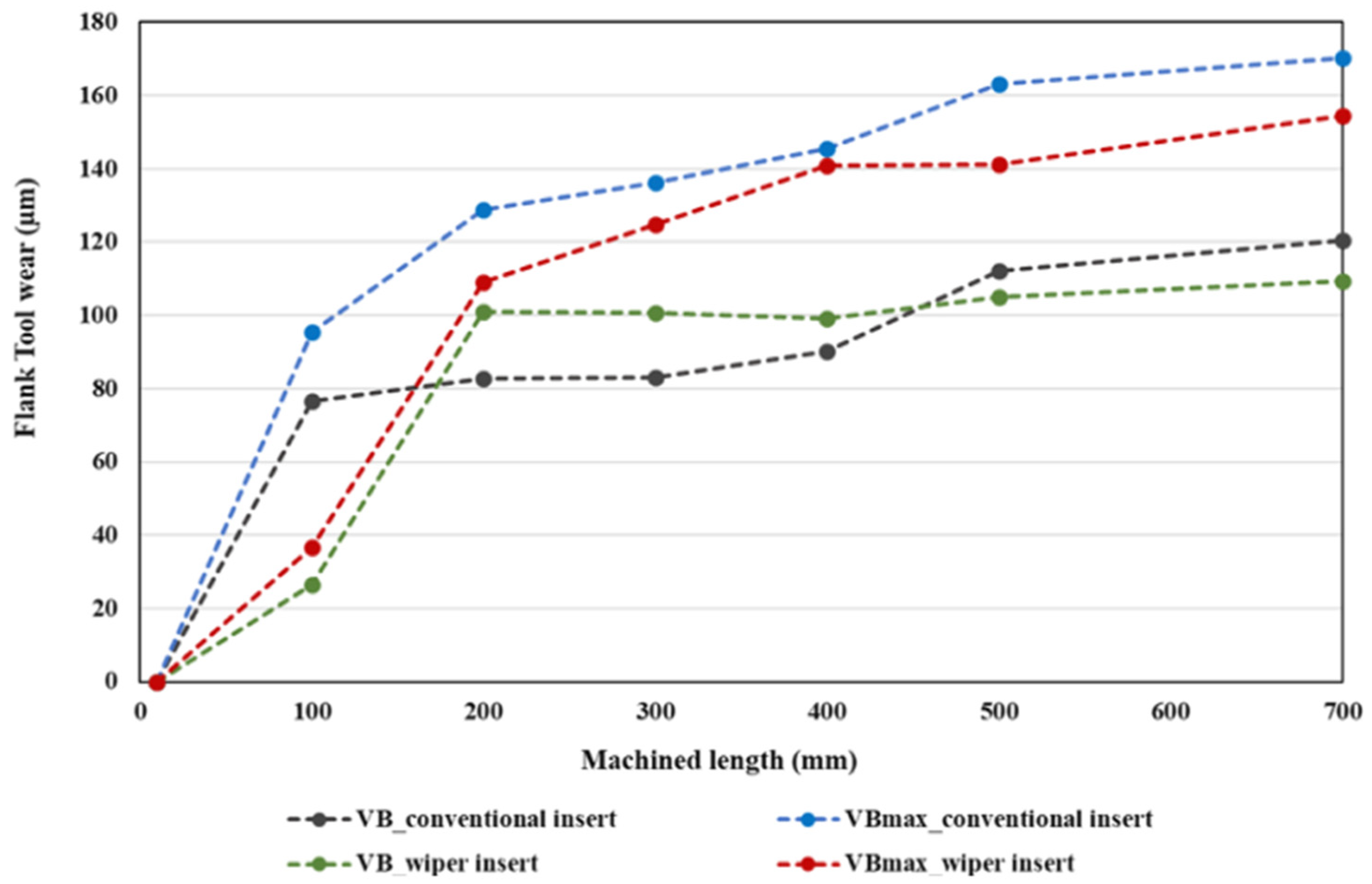
- Conventional inserts always exhibited higher values of maximum flank wear than wiper inserts for all cutting lengths. Regarding the average flank wear, again, the conventional inserts showed higher wear, with an exemption for cutting lengths of L = 200–400 mm, where wiper inserts gave higher values of average flank wear than conventional inserts.
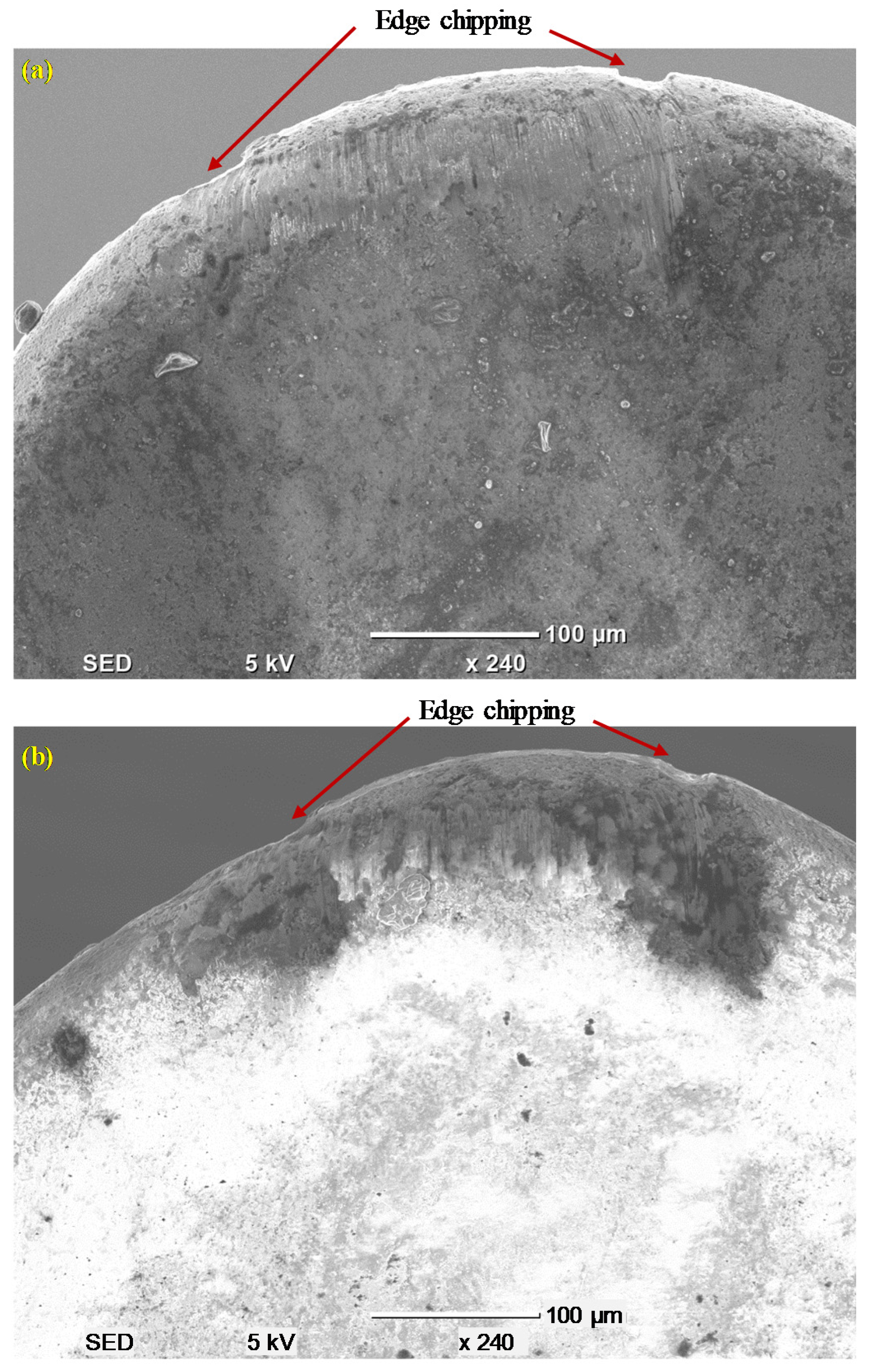
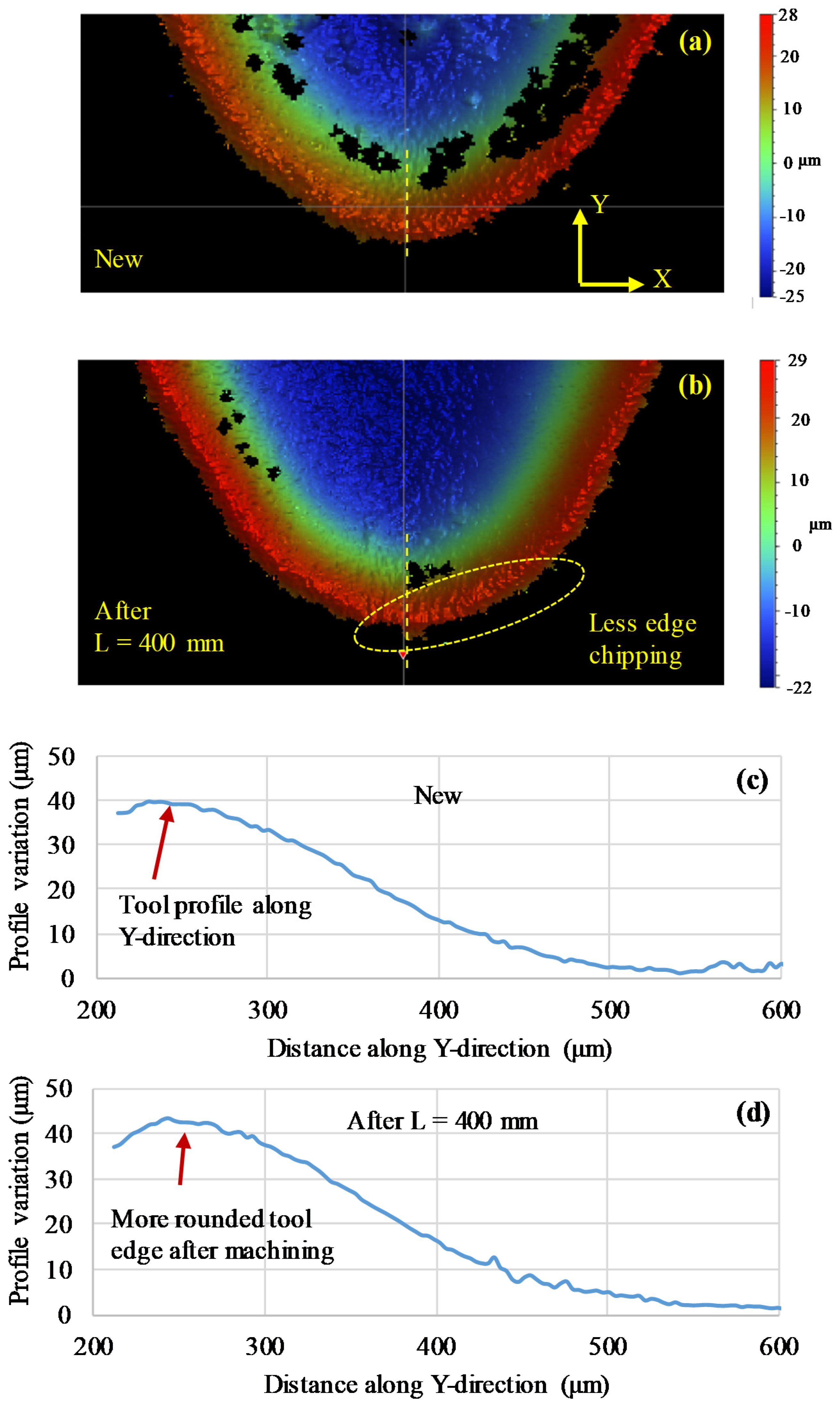
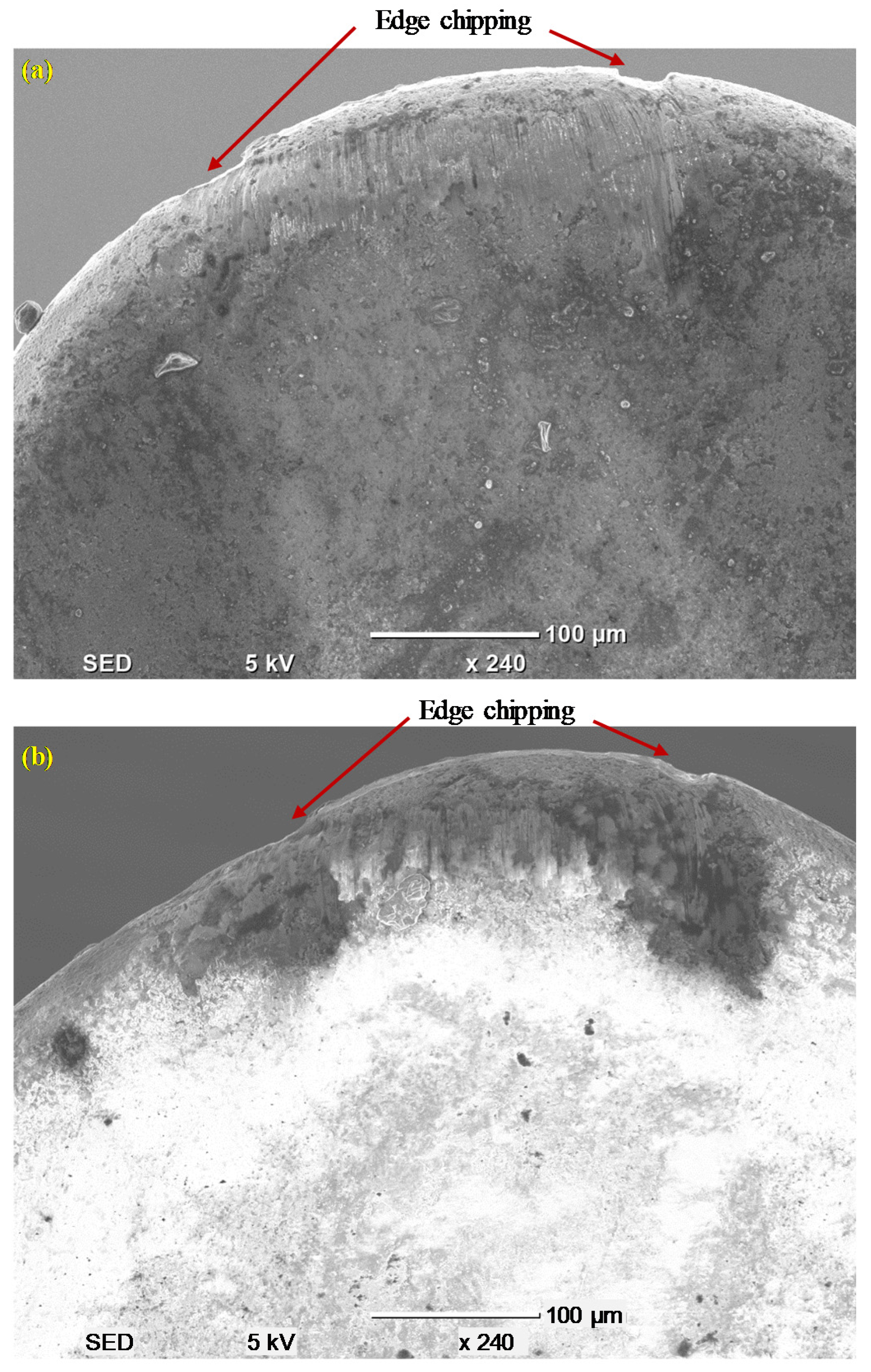
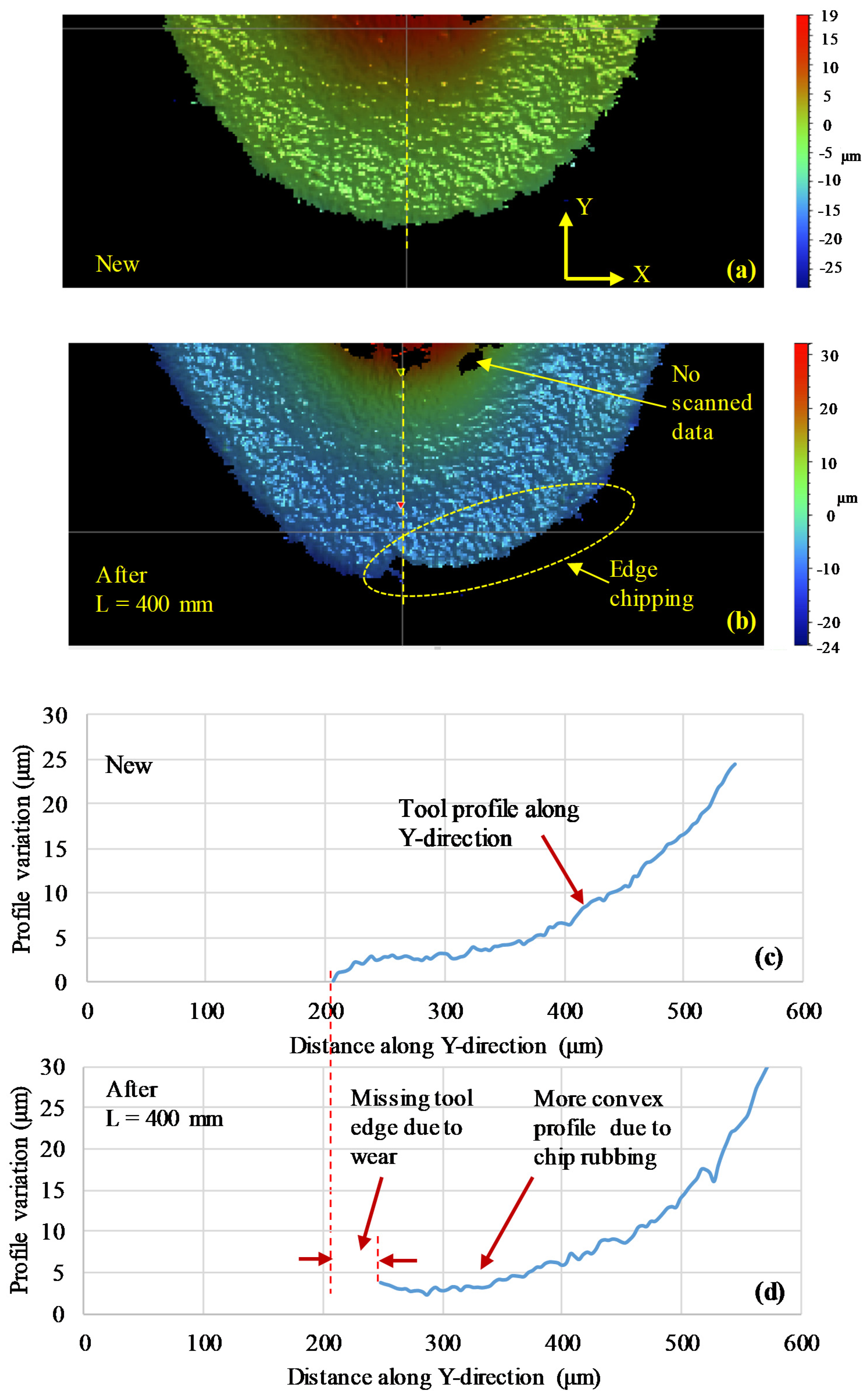
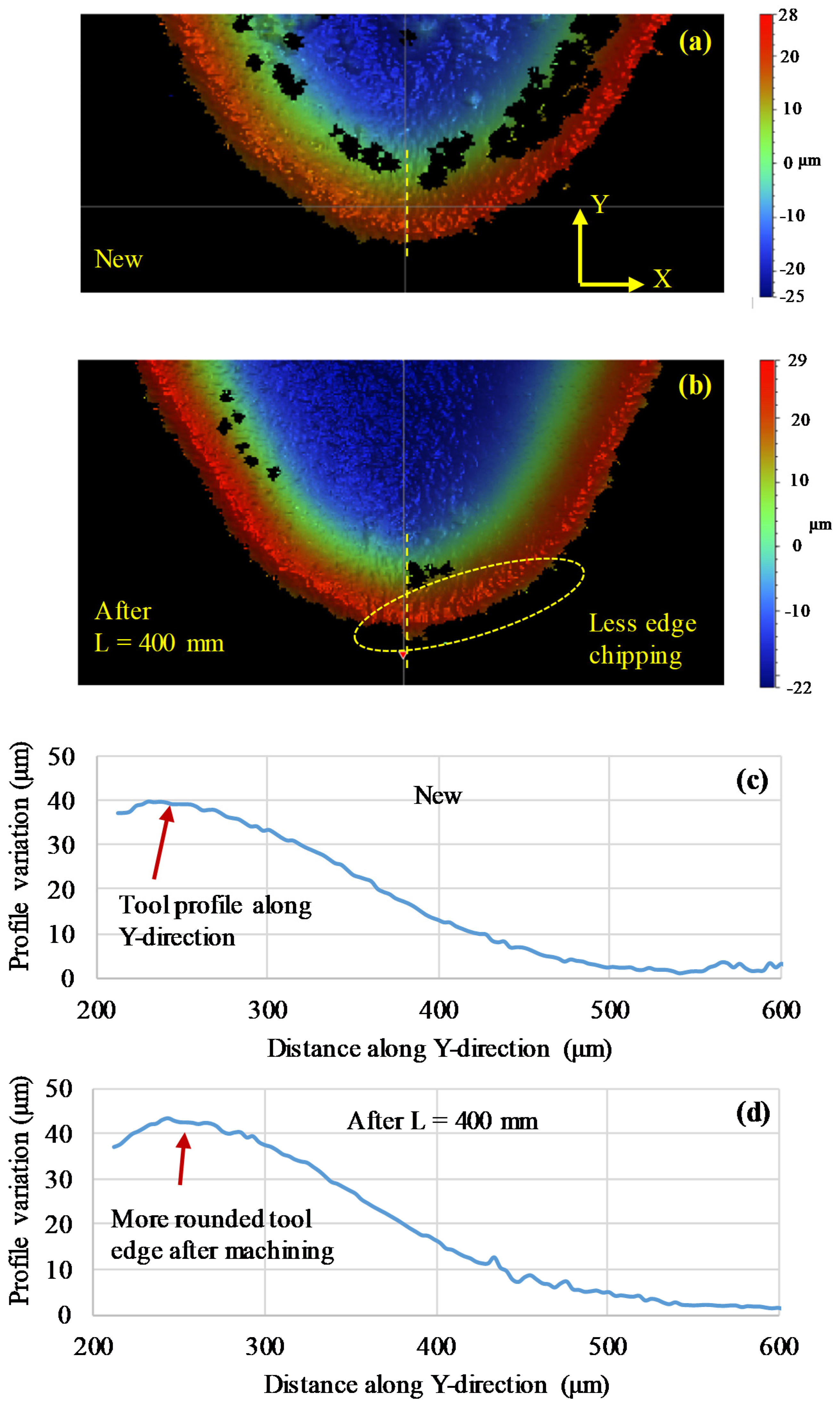
- It was shown that edge chipping was a major tool wear mechanism on the rake face for both the inserts, with more edge chipping observed with conventional inserts than wiper inserts. However, there was negligible evidence of crater wear for both types of inserts.
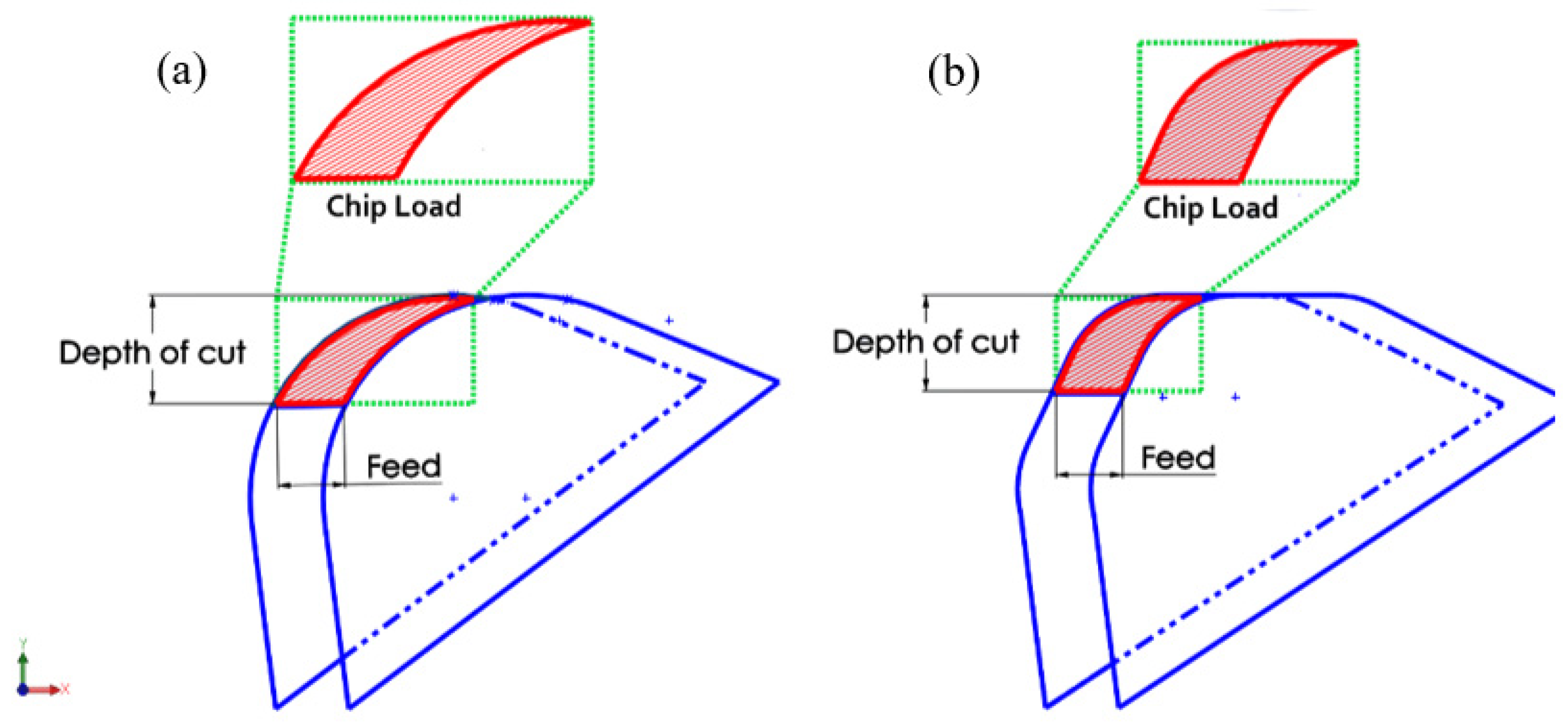
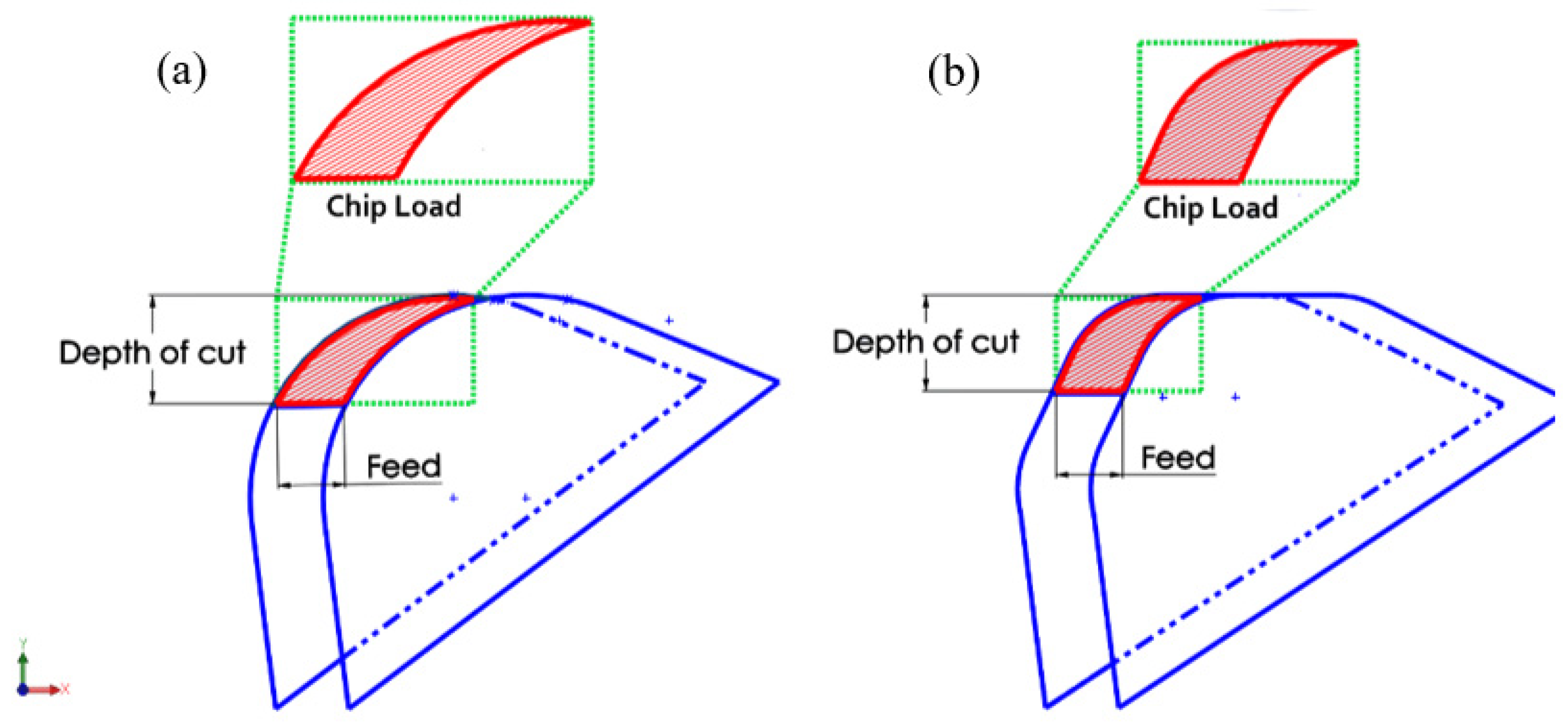
- Higher levels of deposited chip accumulation were observed on the flank face of the wiper inserts compared to the conventional inserts, which could be attributed to the thicker chip load for the wiper inserts.
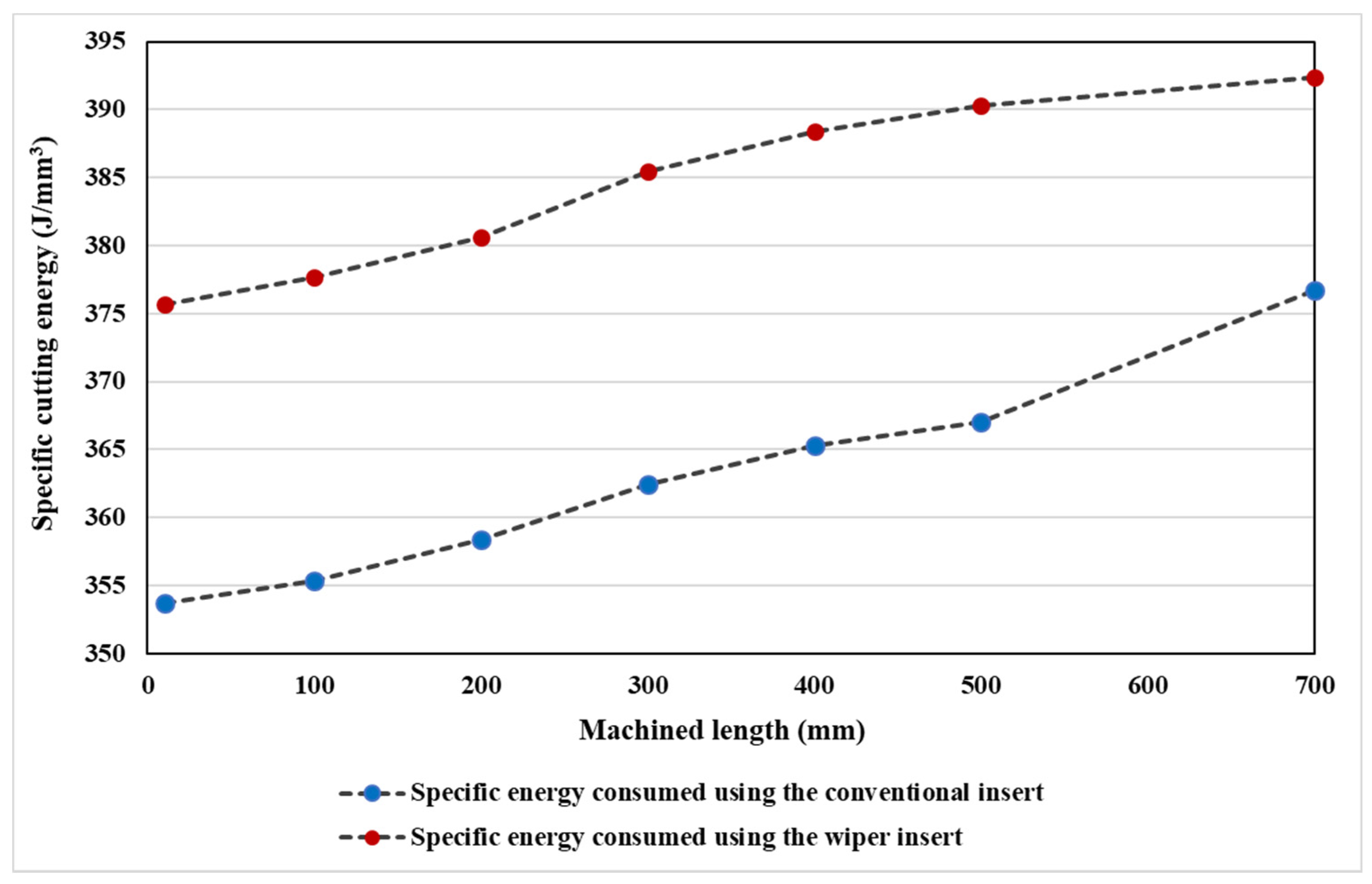
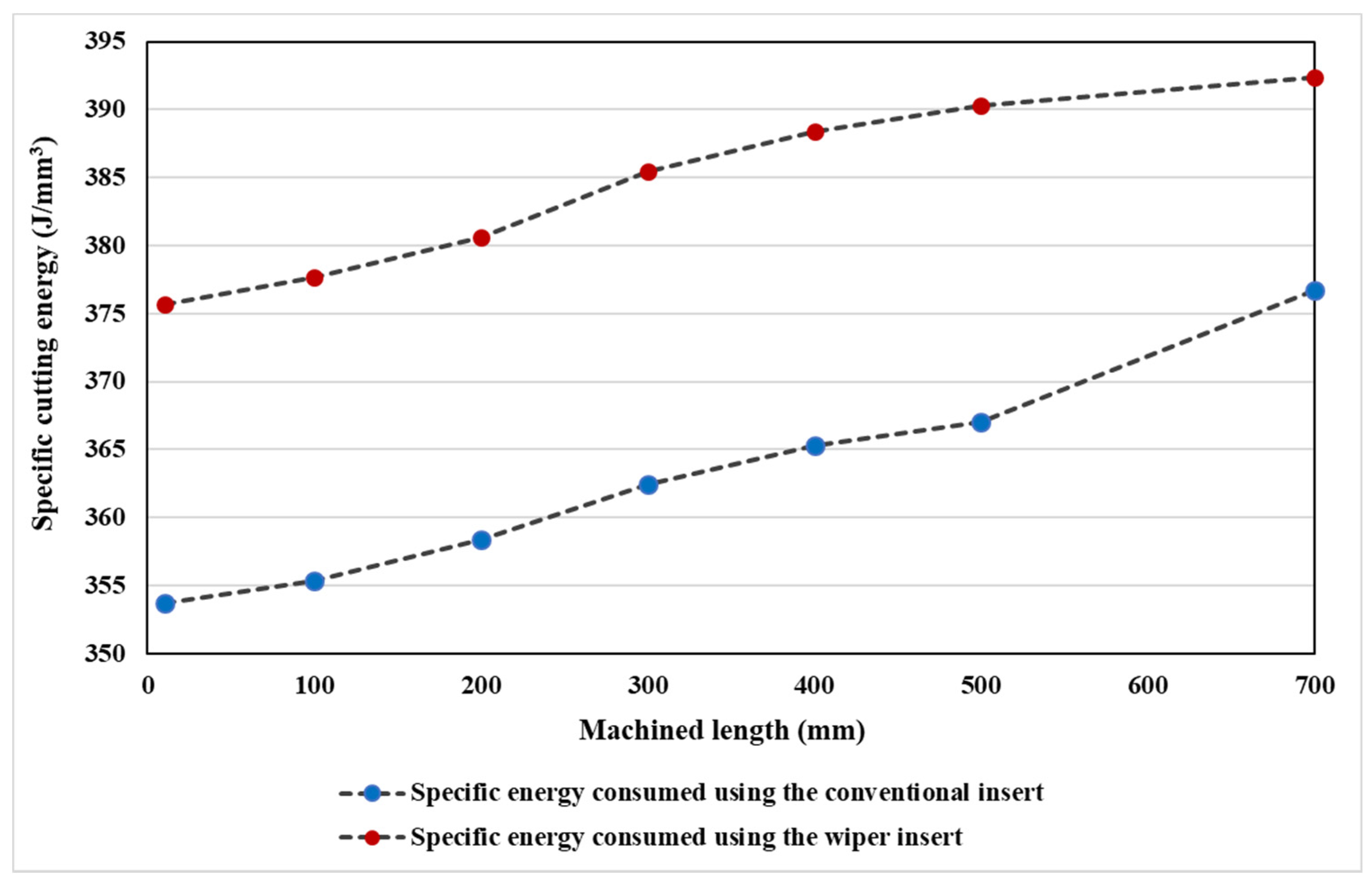
- Due to its irregular geometry compared to the conventional round nose, and the higher tendency of chip accumulation, the wiper inserts required a higher specific cutting energy when compared with the conventional inserts.
- In future work, multi-objective optimization of the turning process of AISI 4340 steel using wiper inserts will be conducted for multi-criterion decision-making. In particular, optimal process conditions for high surface quality, low tool wear, and low specific cutting energy will be identified for a more robust and sustainable turning process.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schmitz, F.; Winter, S.; Clausmeyer, T.; Wagner, M.F.-X.; Tekkaya, E. Adiabatic blanking of advanced high-strength steels. CIRP Ann. 2020, 69, 269–272. [Google Scholar] [CrossRef]
- Qudeiri, J.; Zaiout, A.; Mourad, A.-H.; Abidi, M.H.; Elkaseer, A.M.A. Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels. Appl. Sci. 2020, 10, 2082. [Google Scholar] [CrossRef] [Green Version]
- Militzer, M.; Garcin, T. Microstructure Engineering of High-Performance Steels. In Advanced. High Strength Steel; Roy, T., Bhattacharya, B., Ghosh, C., Ajmani, S., Eds.; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 11–19. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.; Erdakov, I.N.; Mikolajczyk, T.; El Danaf, E.A.; Taha, M.A. Minimization of turning time for high-strength steel with a given surface roughness using the Edgeworth–Pareto optimization method. Int. J. Adv. Manuf. Technol. 2017, 93, 2375–2392. [Google Scholar] [CrossRef]
- Cascón, I.; Sarasua, J.A.; Elkaseer, A.M.A. Tailored Chip Breaker Development for Polycrystalline Diamond Inserts: FEM-based Design and Validation. Appl. Sci. 2019, 9, 4117. [Google Scholar] [CrossRef] [Green Version]
- De Wit, F.M.; Poulis, J. Joining technologies for automotive components. In Advanced Materials in Automotive Engineering; Rowe, J., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 315–329. [Google Scholar]
- Buckley, M.; Norman, D. Validation of a virtual method for fracture prediction in the automotive body structure: A key enabler for light weight vehicles. In Innovations in Fuel Economy and Sustainable Road Transport; Woodhead Publishing: Cambridge, UK, 2011. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Sahoo, K.R.; Kumar, R. A Perspective Review on Surface Integrity and Its Machining Behavior of AISI 4340 Hardened Alloy Steel. Mater. Today Proc. 2019, 18, 3532–3538. [Google Scholar] [CrossRef]
- Shome, M.; Tumuluru, M. Introduction to welding and joining of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Woodhead Publishing: Cambridge, UK, 2015; Chapter 1; pp. 1–8. [Google Scholar]
- Chen, M.; Xu, J.; Liu, Z.; An, Q.L. Machinability Study on Hard Milling of Ultra-High Strength Steel 30Cr3SiNiMoVA. Adv. Mater. Res. 2012, 565, 496–502. [Google Scholar] [CrossRef]
- Abbas, A.T.; El Rayes, M.M.; Luqman, M.; Naeim, N.; Hegab, H.; Elkaseer, A.M.A. On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts. Materials 2020, 13, 2036. [Google Scholar] [CrossRef]
- Zlatin, N.; Nienaber, L.A. Conventional Machining of High Strength Alloys and Exotic Materials. SAE Tech. Pap. Ser. 1964, 73, 207–219. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, D. Finite-element-analysis of the effect of different wiper tool edge geometries during the hard turning of AISI 4340 steel. Simul. Model. Pract. Theory 2019, 94, 250–263. [Google Scholar] [CrossRef]
- Kim, S.; Lee, D.; Kang, M.; Kim, J. Evaluation of machinability by cutting environments in high-speed milling of difficult-to-cut materials. J. Mater. Process. Technol. 2001, 111, 256–260. [Google Scholar] [CrossRef]
- Bailey, J.A.; Becker, S.E. On Microchip Formation During Machining of a High Strength Steel. J. Eng. Mater. Technol. 1974, 96, 163–167. [Google Scholar] [CrossRef]
- Xu, Q.; Zhao, J.; Ai, X.; Huang, W.; Wang, G. Optimum selection of tool materials for machining of high-strength steels based on fuzzy comprehensive evaluation method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 233, 145–153. [Google Scholar] [CrossRef]
- Guddat, J.; M’Saoubi, R.; Alm, P.; Meyer, D. Hard turning of AISI 52100 using PCBN wiper geometry inserts and the resulting surface integrity. Procedia Eng. 2011, 19, 118–124. [Google Scholar] [CrossRef] [Green Version]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.; Samuel, G. Machinability investigations on hardened AISI 4340 steel using coated carbide insert. Int. J. Refract. Met. Hard Mater. 2012, 33, 75–86. [Google Scholar] [CrossRef]
- Elkaseer, A.M.A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef] [Green Version]
- Khan, P.L.; Bhivsane, S. Experimental Analysis and Investigation of Machining Parameters in Finish Hard Turning of AISI 4340 Steel. Procedia Manuf. 2018, 20, 265–270. [Google Scholar] [CrossRef]
- Abbas, A.T.; Benyahia, F.; El Rayes, M.M.; Pruncu, C.; Taha, M.A.; Hegab, H. Towards Optimization of Machining Performance and Sustainability Aspects when Turning AISI 1045 Steel under Different Cooling and Lubrication Strategies. Materials 2019, 12, 3023. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Peklenik, J. Chip Curl, Chip Breaking and Chip Control of the Difficult-to-Cut Materials. CIRP Ann. 1980, 29, 79–83. [Google Scholar] [CrossRef]
- Yan, L.; Yuan, S.M.; Liu, Q. Effect of Cutting Parameters on Minimum Quantity Lubrication Machining of High Strength Steel. Mater. Sci. Forum 2009, 626, 387–392. [Google Scholar] [CrossRef]
- Li, S.J.; Hu, Y.K.; Jiang, X.; Du, J. Experimental Study on Cryogenic Cutting of High-Strength Steel with Liquid Nitrogen Cooling. Adv. Mater. Res. 2011, 328, 470–473. [Google Scholar] [CrossRef]
- Shihab, S.K.; Khan, Z.A.; Mohammad, A.; Siddiquee, A.N. A review of turning of hard steels used in bearing and automotive applications. Prod. Manuf. Res. 2014, 2, 24–49. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharyya, B.; Doloi, B. Chapter Six—Hybrid machining technology. In Modern Machining Technology; Academic Press: Cambridge, MA, USA, 2020; pp. 461–591. [Google Scholar]
- Venkatesan, K.; Ramanujam, R.; Kuppan, P. Laser Assisted Machining of Difficult to Cut Materials: Research Opportunities and Future Directions—A Comprehensive Review. Procedia Eng. 2014, 97, 1626–1636. [Google Scholar] [CrossRef] [Green Version]
- Tsai, M.Y.; Chang, C.T.; Ho, J.K. The Machining of Hard Mold Steel by Ultrasonic Assisted End Milling. Appl. Sci. 2016, 6, 373. [Google Scholar] [CrossRef] [Green Version]
- García, L.C.F.; Rojas, H.A.G.; Egea, A.J.S. Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method. Materials 2020, 13, 567. [Google Scholar] [CrossRef] [Green Version]
- Patwari, A.U.; Mahmood, M.; Noor, S.; Shovon, Z.H.; Patwari, M.A. Investigation of Machinability Responses During Magnetic Field Assisted Turning Process of Preheated Mild Steel. Procedia Eng. 2013, 56, 713–718. [Google Scholar] [CrossRef] [Green Version]
- Aouici, H.; Elbah, M.; Yallese, M.A.; Fnides, B.; Meddour, I.; Benlahmidi, S. Performance comparison of wiper and conventional ceramic inserts in hard turning of AISI 4140 steel: Analysis of machining forces and flank wear. Int. J. Adv. Manuf. Technol. 2016, 87, 2221–2244. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Modeling and prediction for 3D surface topography in finish turning with conventional and wiper inserts. Measurement 2016, 94, 37–45. [Google Scholar] [CrossRef]
- Allu, V.P.; Raju, D.L.; Ramakrishna, S. Performance investigation of surface roughness in hard turning of AISI 52100 steel—RSM approach. Mater. Today Proc. 2019, 18, 261–269. [Google Scholar] [CrossRef]
- Elbah, M.; Yallese, M.A.; Aouici, H.; Mabrouki, T.; Rigal, J.-F. Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 2013, 46, 3041–3056. [Google Scholar] [CrossRef]
- Rocha, L.C.S.; De Paiva, A.P.; Junior, P.R.; Balestrassi, P.P.; Campos, P.H.D.S.; Davim, J.P. Robust weighting applied to optimization of AISI H13 hardened-steel turning process with ceramic wiper tool: A diversity-based approach. Precis. Eng. 2017, 50, 235–247. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J. Analysis of Surface Roughness in Hard Turning Using Wiper Insert Geometry. Procedia CIRP 2016, 41, 841–846. [Google Scholar] [CrossRef]
- Subbaiah, K.; Raju, C.; Pawade, R.S.; Suresh, C. Machinability investigation with Wiper Ceramic Insert and Optimization during the Hard Turning of AISI 4340 Steel. Mater. Today Proc. 2019, 18, 445–454. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z.; Guo, Y. Machinability for dry turning of laser cladded parts with conventional vs. wiper insert. J. Manuf. Process. 2017, 28, 494–499. [Google Scholar] [CrossRef]
- Khan, S.A.; Umar, M.; Saleem, M.Q.; Mufti, N.A.; Raza, S.F. Experimental investigations on wiper inserts’ edge preparation, workpiece hardness and operating parameters in hard turning of AISI D2 steel. J. Manuf. Process. 2018, 34, 187–196. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y.; Figueira, L.; Davim, J.P. Modelling of surface finish and tool flank wear in turning of AISI D2 steel with ceramic wiper inserts. J. Mater. Process. Technol. 2007, 189, 192–198. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Figueira, L.; Davim, J.P. Machinability investigations in hard turning of AISI D2 cold work tool steel with conventional and wiper ceramic inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 754–763. [Google Scholar] [CrossRef]
- Correia, A.E.; Davim, J.P. Surface roughness measurement in turning carbon steel AISI 1045 using wiper inserts. Measurement 2011, 44, 1000–1005. [Google Scholar] [CrossRef]
- He, X.; Wu, S.; Hubert, K. Forces in hard turning of 51CrV4 with wiper cutting tool. Tsinghua Sci. Technol. 2006, 11, 501–506. [Google Scholar] [CrossRef]
- Abbas, A.T.; Abubakr, M.; Elkaseer, A.; El Rayes, M.M.; Mohammed, M.L.; Hegab, H. Towards an Adaptive Design of Quality, Productivity and Economic Aspects When Machining AISI 4340 Steel with Wiper Inserts. IEEE Access 2020, 8, 159206–159219. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.K.; Das, R.K.; Panda, A.; Mishra, P.C. Modelling of Flank wear, Surface roughness and Cutting Temperature in Sustainable Hard Turning of AISI D2 Steel. Procedia Manuf. 2018, 20, 406–413. [Google Scholar] [CrossRef]
- ASTM. Standard Test Methods for Tension Testing of Metallic Materials; E8/E8M-16a; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Mo | V | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.36 | 0.12 | 0.50 | 2.89 | 0.96 | 0.41 | 0.09 | 0.08 | Balance |
| Properties | Value |
|---|---|
| Ultimate tensile strength (MPa) | 1195 |
| 0.2% yield strength (MPa) | 1114 |
| Elastic modulus, E (GPa) | 206 |
| Reduction in area (%) | 59 |
| Elongation (%) | 9.3 |
| # Test Run | Edge Type | Cutting Length (mm) | Average Surface Roughness, Ra (μm) | Tool Wear | Specific Cutting Energy (J/mm3) | |
|---|---|---|---|---|---|---|
| Average Flank Wear, VB (μm) | Maximum Flank Wear, VBmax (μm) | |||||
| 1 | Conventional Inserts | 10 | 0.455 | 0.000 | 0.000 | 353.707 |
| 2 | 100 | 0.469 | 76.446 | 95.455 | 355.317 | |
| 3 | 200 | 0.628 | 82.636 | 128.912 | 358.390 | |
| 4 | 300 | 0.811 | 83.049 | 136.350 | 362.488 | |
| 5 | 400 | 1.057 | 90.073 | 145.440 | 365.268 | |
| 6 | 500 | 1.295 | 111.972 | 163.206 | 367.024 | |
| 7 | 700 | 1.776 | 120.588 | 170.168 | 376.683 | |
| # Test Run | Edge Type | Cutting Length (mm) | Average Surface Roughness, Ra (μm) | Tool Wear | Specific Cutting Energy (J/mm3) | |
|---|---|---|---|---|---|---|
| Average Flank Wear, VB (μm) | Maximum Flank Wear, VBmax (μm) | |||||
| 1 | Wiper Inserts | 10 | 0.197 | 0.000 | 0.000 | 375.659 |
| 2 | 100 | 0.215 | 26.444 | 36.782 | 377.707 | |
| 3 | 200 | 0.285 | 100.919 | 109.080 | 380.634 | |
| 4 | 300 | 0.326 | 100.816 | 124.780 | 385.463 | |
| 5 | 400 | 0.365 | 99.163 | 140.895 | 388.390 | |
| 6 | 500 | 0.381 | 104.948 | 141.308 | 390.293 | |
| 7 | 700 | 0.401 | 109.283 | 154.430 | 392.341 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, A.T.; Anwar, S.; Hegab, H.; Benyahia, F.; Ali, H.; Elkaseer, A. Comparative Evaluation of Surface Quality, Tool Wear, and Specific Cutting Energy for Wiper and Conventional Carbide Inserts in Hard Turning of AISI 4340 Alloy Steel. Materials 2020, 13, 5233. https://doi.org/10.3390/ma13225233
Abbas AT, Anwar S, Hegab H, Benyahia F, Ali H, Elkaseer A. Comparative Evaluation of Surface Quality, Tool Wear, and Specific Cutting Energy for Wiper and Conventional Carbide Inserts in Hard Turning of AISI 4340 Alloy Steel. Materials. 2020; 13(22):5233. https://doi.org/10.3390/ma13225233
Chicago/Turabian StyleAbbas, Adel T., Saqib Anwar, Hussien Hegab, Faycal Benyahia, Hazem Ali, and Ahmed Elkaseer. 2020. "Comparative Evaluation of Surface Quality, Tool Wear, and Specific Cutting Energy for Wiper and Conventional Carbide Inserts in Hard Turning of AISI 4340 Alloy Steel" Materials 13, no. 22: 5233. https://doi.org/10.3390/ma13225233
APA StyleAbbas, A. T., Anwar, S., Hegab, H., Benyahia, F., Ali, H., & Elkaseer, A. (2020). Comparative Evaluation of Surface Quality, Tool Wear, and Specific Cutting Energy for Wiper and Conventional Carbide Inserts in Hard Turning of AISI 4340 Alloy Steel. Materials, 13(22), 5233. https://doi.org/10.3390/ma13225233