Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Welded Joint with a Regeneration Technique
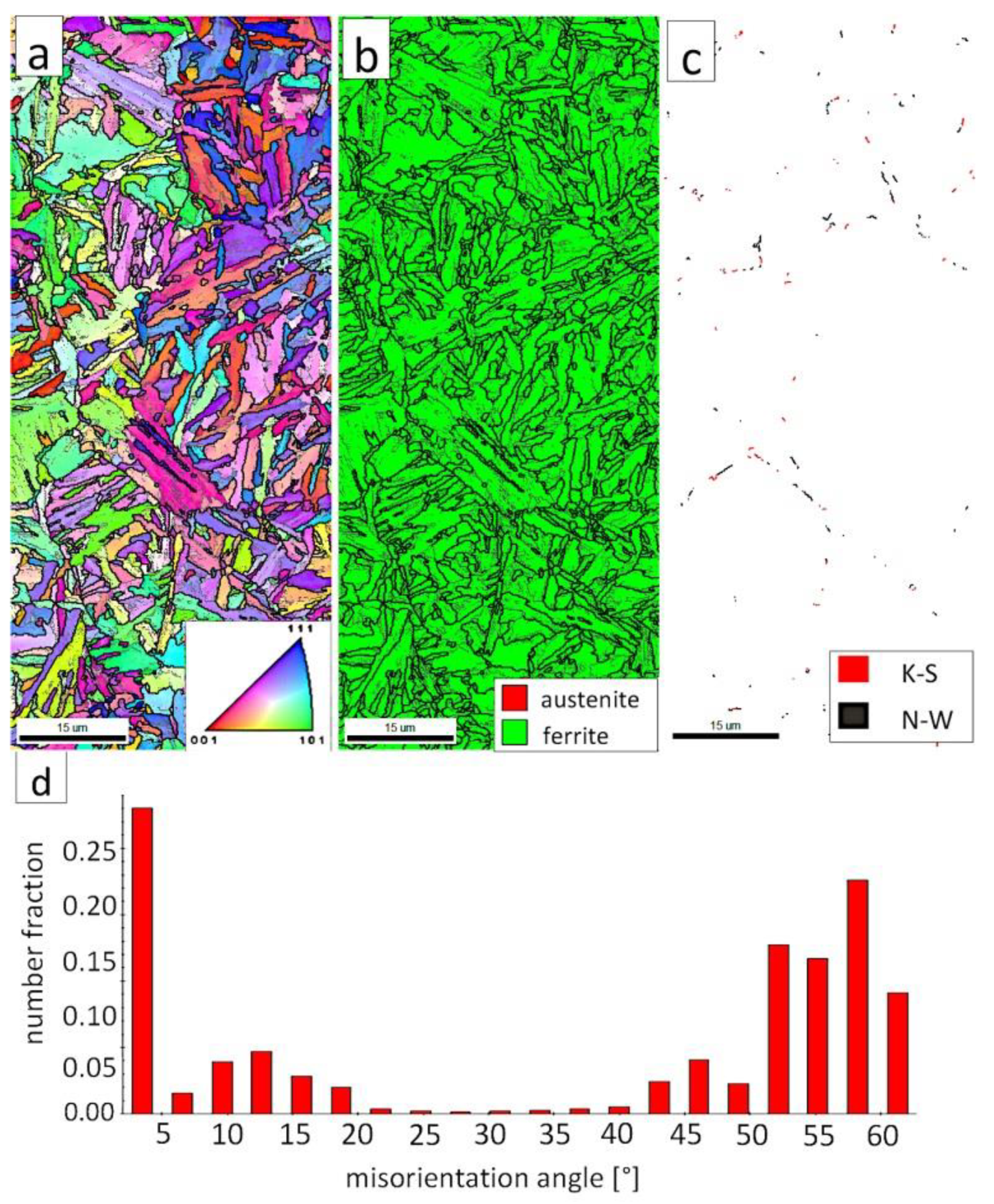
3.1.1. Fusion Zone Characterization
3.1.2. High-Temperature Heat-Affected Zone
3.1.3. Low-Temperature Heat-Affected Zone and Base Material
3.1.4. Comparision of Blocky Austenite Content
3.2. Welded Joint with Post Welding Heat Treatment
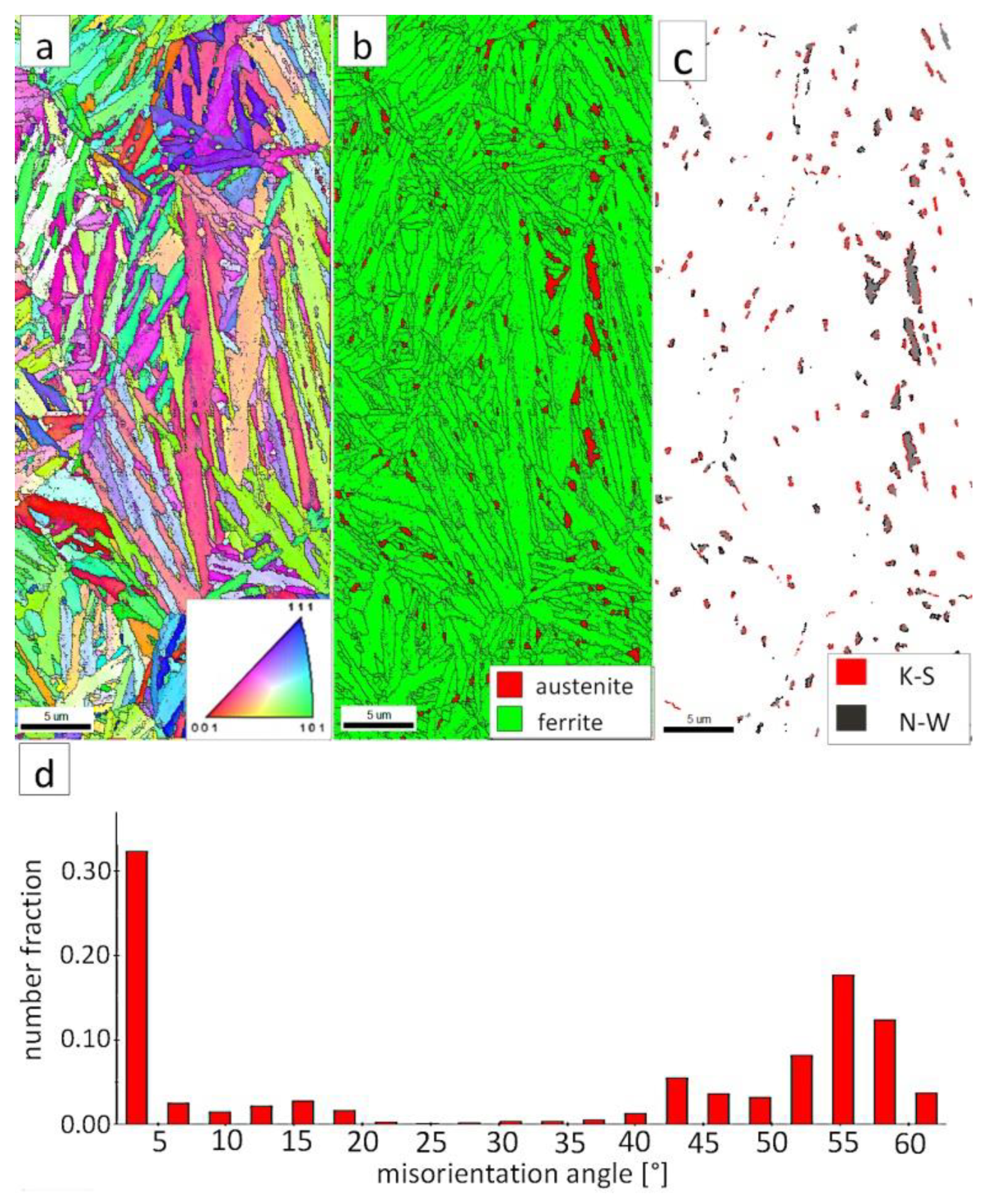
3.2.1. The Fusion Zone and Heat-Affected Zone
3.2.2. The Base Material
3.2.3. Comparison of Blocky Austenite Content
4. Discussion
5. Conclusions
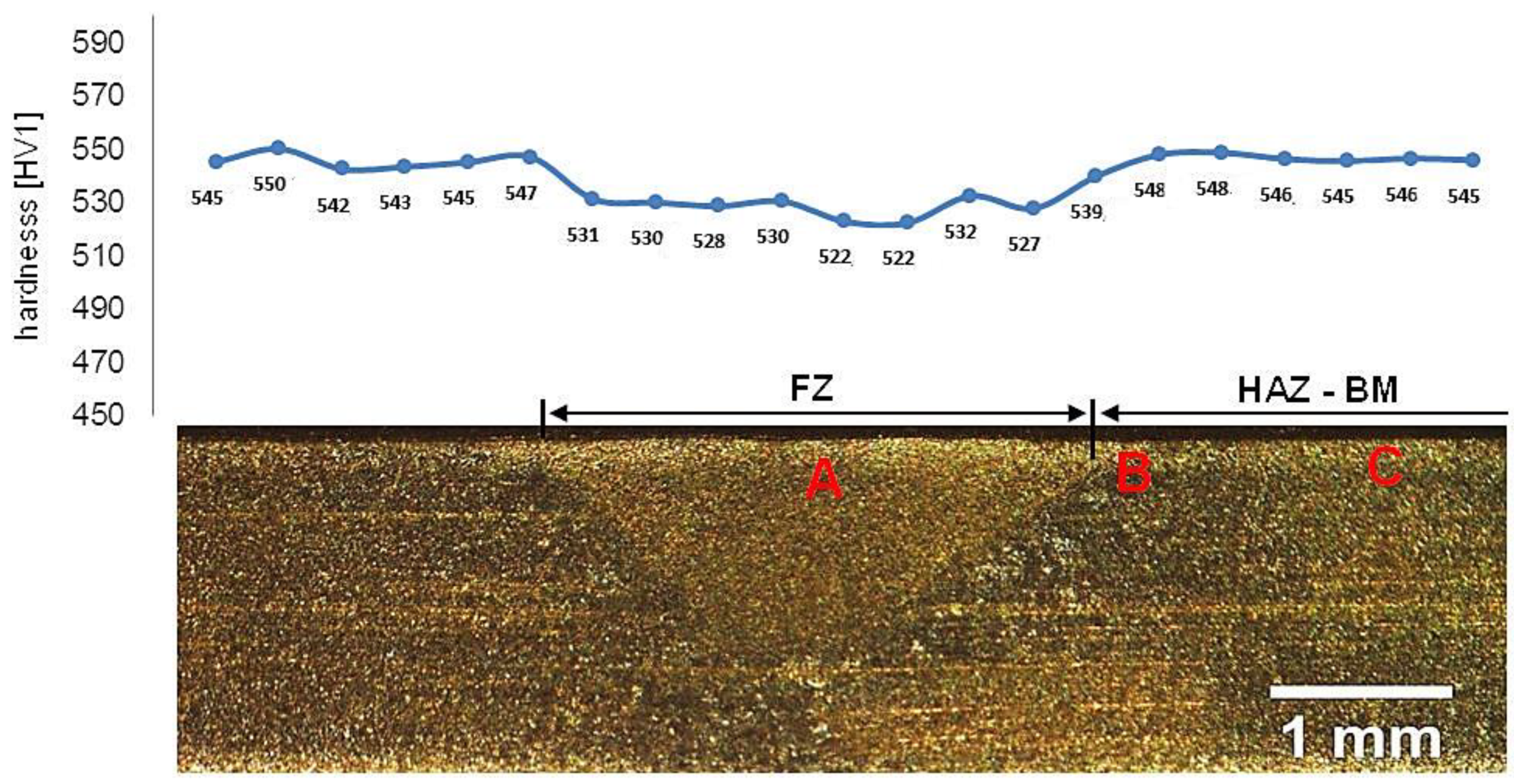
- The critical requirement for obtaining the welded joints of nanostructured bainitic steels with high mechanical properties (comparable to base materials) is the hardenability criterion. For low-manganese and low-chromium (among others 55Si7) steels, after the regeneration technique, the diffusion-type transformation products (fine-dispersive pearlite) occurred in the heat-affected zones. The presence of pearlite significantly reduces hardness in the heat-affected zones. Besides, the regeneration technique generally reduces the hardness of the welded joints compared to the base material without the welding processes. Hardness reduction is caused by the cementite precipitation processes and a decrease in bainitic ferrite reinforcement (relaxation of compressive stresses caused by low-temperature transformation before the welding process).
- After the welding process with the PWHT, the welded joint exhibited a bainitic structure (degenerated upper bainite, lower bainite, and a low fraction of blocky austenite). A slight reduction in hardness was noted in the weld zone (FZ), which is caused by the micro-segregation of the chemical composition in this zone.
- To maintain the high mechanical properties of 55Si7 welded joints, the PWHT should be used rather than a regeneration technique. To maximize the mechanical properties, austenitization of welded joints (with the PWHT) should be sufficiently long to dissolve the solidification structure. Preheating should also be used to avoid cold cracks.
- Generally, the K-S orientation of austenite (mainly block) and bainitic ferrite dominated for the applied heat treatment parameters (PWHT) and regeneration techniques.
- In the HTHAZs and the fusion zone after the welding process with the regeneration technique, a significant increase in the fraction of blocky austenite was found. On the other hand, the austenite decomposed completely (into cementite and ferrite) in the LTHAZ.
- The usage of EBSD methods and the SEM observations allow the identification of the bainite morphology in the welded joints. It needs to be highlighted that the SEM and EBSD methods should be used complementarily to ensure correct interpretation. On the other hand, the identification of highly refined phases (e.g., film-like austenite) should be aided by the TEM method.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of novel high strength bainitic steels: Part 1. Mater. Sci. Technol. 2001, 17, 512–516. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Nanostructured bainite. Proc. R. Soc. A Math. Phys. Eng. Sci. 2010, 466, 3–18. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Superbainite. A novel very strong bainitic microstructure. Rev. Metal. 2005, 41, 186–193. [Google Scholar]
- Bhadeshia, H.K.D.H. Case Study: Design of Bainitic Steels. 2000. Available online: http://www.msm.cam.ac.uk/phase-trans/2000/C9/C9-8.pdf (accessed on 26 April 2011).
- Garcia-Mateo, C.; Caballero, F.G. Design of carbide-free low-temperature ultra high strength bainitic steels. Int. J. Mater. Res. 2007, 98, 137–143. [Google Scholar] [CrossRef]
- Fang, K.; Yang, J.G.; Zhao, D.L.; Song, K.J.; Yan, Z.J.; Fang, H.Y. Review of Nanobainite Steel Welding. Adv. Mater. Res. 2012, 482, 2405–2408. [Google Scholar] [CrossRef]
- Królicka, A.; Ambroziak, A.; Zak, A. Welding Capabilities of Nanostructured Carbide-Free Bainite: Review of Welding Methods, Materials, Problems, and Perspectives. Appl. Sci. 2019, 9, 3798. [Google Scholar] [CrossRef]
- Caballero, F.G.; Garcia-Mateo, C.; Miller, M.K. Design of Novel Bainitic Steels: Moving from UltraFine to Nanoscale Structures. JOM 2014, 66, 747–755. [Google Scholar] [CrossRef]
- Kirbiš, P.; Vuherer, T.; Irgolič, T.; Anžel, I. Metallographic Analysis of Kinetically Activated Bainite (KAB) Welds. Metallogr. Microstruct. Anal. 2015, 4, 570–578. [Google Scholar] [CrossRef]
- Węglowski, M.S.; Grobosz, W.; Marcisz, J.; Garbarz, B. Characteristics of Fusion Welded and Friction Welded Joints Made in High-Carbon Nanobainitic Steels. Biul. Inst. Spaw. 2018, 2018, 7–15. [Google Scholar] [CrossRef]
- Fang, K.; Yang, J.G.; Liu, X.S.; Song, K.J.; Fang, H.Y.; Bhadeshia, H.K.D.H. Regeneration technique for welding nanostructured bainite. Mater. Des. 2013, 50, 38–43. [Google Scholar] [CrossRef]
- Fang, K.; Yang, J.G.; Song, K.J.; Liu, X.S.; Wang, J.J.; Fang, H.Y. Study on tempered zone in nanostructured bainitic steel welded joints with regeneration. Sci. Technol. Weld. Join. 2014, 19, 572–577. [Google Scholar] [CrossRef]
- Fang, K.; Yang, J.G.; Song, K.J.; Liu, X.S.; Dong, Z.B.; Fang, H.Y. Microstructure and mechanical properties of nanostructured bainite weld with regeneration. Met. Mater. Int. 2014, 20, 923–928. [Google Scholar] [CrossRef]
- Fang, K.; Yang, J.G.; Song, K.J.; Liu, X.S.; Fang, H.Y. Acceleration of regeneration treatment for nanostructured bainitic steel by rotary impacting trailed welding. J. Mater. Process. Technol. 2014, 214, 2935–2940. [Google Scholar] [CrossRef]
- Song, K.J.; Fang, K.; Yang, J.G.; Ma, R.; Liu, X.S.; Wang, J.J.; Fang, H.Y. Acceleration of regeneration treatment for nanostructured bainitic steel welding by static recrystallisation. Mater. Sci. Technol. 2015, 31, 835–842. [Google Scholar] [CrossRef]
- Ramakrishna, R.V.S.M.; Rao, K.B.S.; Reddy, G.M.; Gautam, J.P. Friction stir welding of advanced high strength (bainitic) steels for automotive applications. Mater. Today Proc. 2018, 5, 17139–17146. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of Low-temperature Bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Peet, M.; Caballero, F.G.; Bhadeshia, H.K.D.H. Tempering of hard mixture of bainitic ferrite and austenite. Mater. Sci. Technol. 2004, 20, 814–818. [Google Scholar] [CrossRef]
- Radwański, K. Structural characterization of low-carbon multiphase steels merging advanced research methods with light optical microscopy. Arch. Civ. Mech. Eng. 2016, 16, 282–293. [Google Scholar] [CrossRef]
- EN ISO 6507-1:2018 standard.
- Murthy, N.K.; Ram, G.D.J.; Murty, B.S.; Reddy, G.M.; Rao, T.J.P. Carbide-Free Bainitic Weld Metal: A New Concept in Welding of Armor Steels. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2014, 45, 2327–2337. [Google Scholar] [CrossRef]
- Bain, E.C. The nature of martensite. Trans. AIME Steel Div. 1924, 70, 23–25. [Google Scholar]
- Nishiyama, Z. X-ray investigation of the mechanism of the transformation from face-centerd cubic lattice to body-centerd cubic lattice. Sci. Rep. Res. Inst. Tohoku Univ. 1934, 23, 638. [Google Scholar]
- Kurdjumov, G.; Sachs, G. Over the mechanisms of steel hardening. Z. Phys. 1930, 64, 325–343. [Google Scholar]
- Greninger, A.B.; Troiano, A.R. The mechanism of Martensite formation. JOM 1949, 1, 590–598. [Google Scholar] [CrossRef]
- Beladi, H.; Tari, V.; Timokhina, I.B.; Cizek, P.; Rohrer, G.S.; Rollett, A.D.; Hodgson, P.D. On the crystallographic characteristics of nanobainitic steel. Acta Mater. 2017, 127, 426–437. [Google Scholar] [CrossRef]
- Beladi, H.; Adachi, Y.; Timokhina, I.; Hodgson, P.D. Crystallographic analysis of nanobainitic steels. Scr. Mater. 2009, 60, 455–458. [Google Scholar] [CrossRef]
- Gourgues, A.F.; Flower, H.M.; Lindley, T.C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar] [CrossRef]
- Beladi, H.; Rohrer, G.S.; Rollett, A.D.; Tari, V.; Hodgson, P.D. The distribution of intervariant crystallographic planes in a lath martensite using five macroscopic parameters. Acta Mater. 2014, 63, 86–98. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Ueda, M.; Tsuji, N.; Minamino, Y. Crystallographic analysis of plate martensite in Fe-28.5 at.% Ni by FE-SEM/EBSD. Mater. Charact. 2005, 54, 378–386. [Google Scholar] [CrossRef]
- Walentek, A.; Seefeld, M.; Verlinden, B.; Aeroudt, E.; van Houtte, P. Electron backscatter diffraction on pearlite structures in steel. J. Microsc. 2006, 224, 256–263. [Google Scholar] [CrossRef]
- Królicka, A.; Radwański, K.; Kuziak, R.; Zygmunt, T.; Ambroziak, A. Microstructure-based approach to the evaluation of welded joints of bainitic rails designed for high-speed railways. J. Constr. Steel Res. 2020, 175, 106372. [Google Scholar] [CrossRef]
- Suikkanen, P.P.; Cayron, C.; DeArdo, A.J.; Karjalainen, L.P. Crystallographic Analysis of Isothermally Transformed Bainite in 0.2C-2.0Mn-1.5Si-0.6Cr Steel Using EBSD. J. Mater. Sci. Technol. 2013, 29, 359–366. [Google Scholar] [CrossRef]
- Królicka, A.; Radwański, K.; Ambroziak, A.; Żak, A. Analysis of grain growth and morphology of bainite in medium-carbon spring steel. Mater. Sci. Eng. A 2019, 768, 138446. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Massone, J.M.; Boeri, R.E.; Speer, J.G. Effect of microsegregation on carbide-free bainitic transformation in a high-silicon cast steel. Mater. Sci. Technol. 2020, 36, 690–698. [Google Scholar] [CrossRef]
- Dong, B.; Hou, T.; Zhou, W.; Zhang, G.; Wu, K. The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature. Metals 2018, 8, 931. [Google Scholar] [CrossRef]
- Santajuana, M.A.; Rementeria, R.; Kuntz, M.; Jimenez, J.A.; Caballero, F.G.; Garcia-Mateo, C. Low-Temperature Bainite: A Thermal Stability Study. Metall. Mater. Trans. A 2018, 49, 2026–2036. [Google Scholar] [CrossRef]
- Podder, A.S.; Bhadeshia, H.K.D.H. Thermal stability of austenite retained in bainitic steels. Mater. Sci. Eng. A 2010, 527, 2121–2128. [Google Scholar] [CrossRef]
- Hulme-Smith, C.N.; Lonardelli, I.; Peet, M.J.; Dippel, A.C.; Bhadeshia, H.K.D.H. Enhanced thermal stability in nanostructured bainitic steel. Scr. Mater. 2013, 69, 191–194. [Google Scholar] [CrossRef]
- Podder, A.S.; Lonardelli, I.; Molinari, A.; Bhadeshia, H.K.D.H. Thermal stability of retained austenite in bainitic steel: An in situ study. Proc. R. Soc. A Math. Phys. Eng. Sci. 2011, 467, 3141–3156. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Sourmail, T.; Caballero, F.G.; Smanio, V.; Kuntz, M.; Ziegler, C.; Leiro, A.; Vuorinen, E.; Elvira, R.; Teeri, T. Nanostructured steel industrialisation: Plausible reality. Mater. Sci. Technol. 2014, 30, 1071–1078. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Ni | Mo | Fe |
| 0.57 | 0.69 | 1.89 | 0.15 | 0.19 | 0.02 | balance |
| State | Heat Treatment | Austenitization | Isothermal Annealing | Structure | Hardness (HV1) |
|---|---|---|---|---|---|
| as-delivered | softening annealing | - | - | spheroidite in the ferrite matrix, partially lamellar cementite | 252.3 ± 2.1 |
| heat treated | isothermal quenching | 950 °C/30 min | 300 °C/24 h | nanostructured bainite | 546.5 ± 2.5 |
| Welding Process by TIG Method | |||||||||
| State | Pre- Heating | Voltage (V) | Current (A) | Speed (mm/min) | Gas Flow (l/min) | Heat Input (kJ/mm) | Cooling/Regeneration | ||
| as-delivered | 300 °C | 18.5 | 85 | 400 | 15 | 0.142 | 300 °C/5 min/air | ||
| heat treated | 300 °C | 18.5 | 85 | 400 | 15 | 0.142 | 300 °C/10 h | ||
| Post Welding Heat Treatment | |||||||||
| State | Heating | Austenitization | Isothermal Annealing | ||||||
| as-delivered | stop: 650 °C/5 min | 950 °C/30 min | 300 °C/24 h | ||||||
| Orientation | Parallelism | Misorientation Angle | EBSD Analysis | Designation |
|---|---|---|---|---|
| Kurdijumov-Sachs | {111}γ║{110}α <110>γ║<111>α | 42.85° | 42–44° | red |
| Nishiyama-Wasserman | {111}γ║{110}α <112>γ║<011>α | 45.99° | 45–47° | black |
| Zone | Designation (Figure 16) | Austenite Fraction (%) | Ferrite Fraction (%) | N-W Fraction * (%) | K-S Fraction * (%) | Reference |
|---|---|---|---|---|---|---|
| Fusion Zone | A | 9.3 | 90.7 | 9.6 | 13.9 | Figure 7 |
| HTHAZ | B | 19.4 | 80.6 | 12.6 | 18.9 | Figure 10 |
| HTHAZ | C | 26.0 | 74.0 | 12.8 | 21.3 | Figure 11 |
| LTHAZ | D | 0.0 | 100 | 0.5 | 0.3 | Figure 14 |
| base material | E | 1.4 | 98.6 | 2.7 | 1.2 | Figure 15 |
| Zone | Designation (Figure 16) | Austenite Fraction (%) | Ferrite Fraction (%) | N-W Fraction * (%) | K-S Fraction * (%) | Reference |
|---|---|---|---|---|---|---|
| Fusion Zone | A | 3.8 | 96.2 | 4.0 | 4.9 | Figure 19 |
| Base Material | C | 3.1 | 96.9 | 2.3 | 3.6 | Figure 21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Królicka, A.; Radwański, K.; Janik, A.; Kustroń, P.; Ambroziak, A. Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment. Materials 2020, 13, 4841. https://doi.org/10.3390/ma13214841
Królicka A, Radwański K, Janik A, Kustroń P, Ambroziak A. Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment. Materials. 2020; 13(21):4841. https://doi.org/10.3390/ma13214841
Chicago/Turabian StyleKrólicka, Aleksandra, Krzysztof Radwański, Aleksandra Janik, Paweł Kustroń, and Andrzej Ambroziak. 2020. "Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment" Materials 13, no. 21: 4841. https://doi.org/10.3390/ma13214841
APA StyleKrólicka, A., Radwański, K., Janik, A., Kustroń, P., & Ambroziak, A. (2020). Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment. Materials, 13(21), 4841. https://doi.org/10.3390/ma13214841