Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design


 ,
,
Abstract
1. Introduction
2. Design and Experiment
2.1. Design of Porous Test Specimen
2.2. Experimental Equipment, Materials, and Processes
2.3. Mechanical Testing and Microstructure Analysis
3. Results
3.1. Lightweight Design Effect Analysis of the Test Specimens
3.2. Mechanical Behavior
3.2.1. Strength and Toughness Conforming to the Law of Linear Change
3.2.2. Basically Consistent in Toughness
3.2.3. Abrupt Changes in Toughness
4. Discussion
4.1. Prediction Model of Equivalent Young’s Modulus
4.2. Comparison of Mechanical Properties
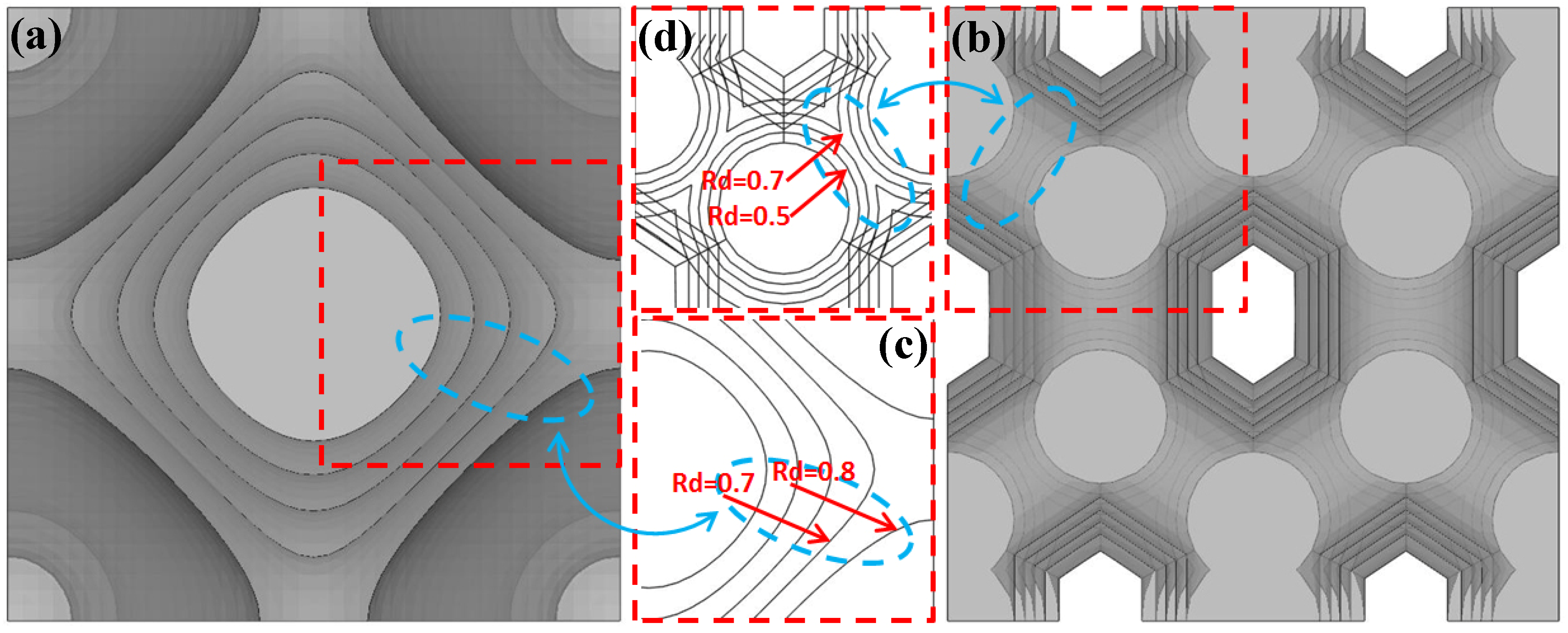
4.3. Analysis of Unit Cell Structure Characteristics
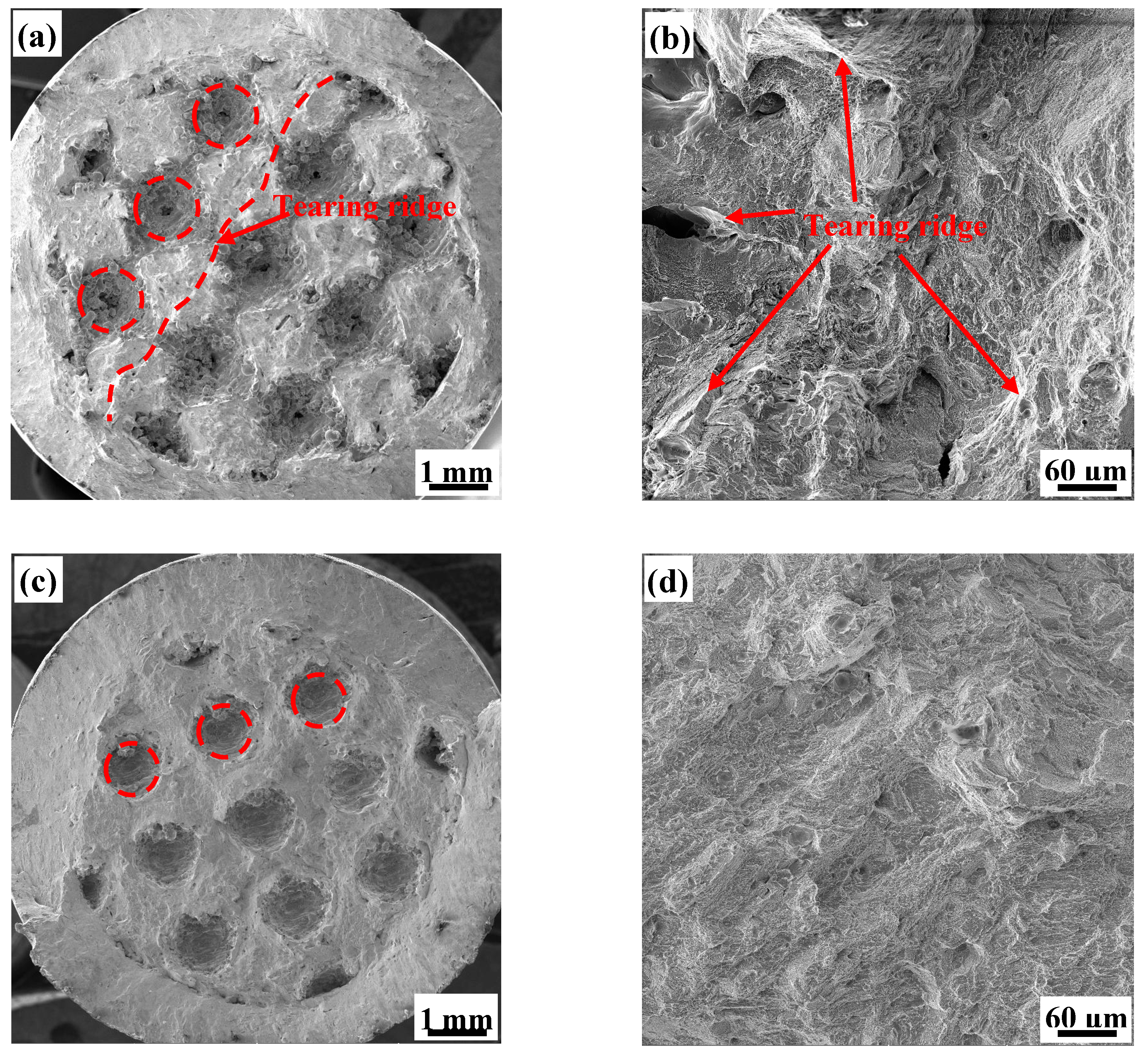
4.4. Fracture Analysis
5. Conclusions
- Ignoring the mass of the clamping ends at both ends of the test specimen, the mass reduction percentage of the porous test specimens at the different relative densities were as follows: 24.30% (40%), 20.25% (50%), 16.20% (60%), 12.15% (70%) and 8.10% (80%).
- The tensile strength of the BCC, BCCZ, gyroid, primitive, and I-WP test specimens showed proportional, linear relationships with relative density. However, the tensile strength of the honeycomb porous test specimen was the highest and remained unchanged when the relative density was higher than 60%. The difference in tensile strength between the honeycomb porous test specimen and that of the original specimen was 2.77% at 6H, 2.48% at 7H, and 3.29% at 8H.
- The elongation percentage of the I-WP test specimen showed a proportional, linear relationship with the relative density, while that of the BCC, BCCZ, and gyroid test specimens remained substantially uniform over ranges of 11–16%, 9–15% and 9–12%, respectively, at each relative density.
- Difference in the Young’s modulus of the different porous test specimens were more pronounced at lower relative densities, but the values become more similar as the relative density increased. The honeycomb porous test specimen also possessed the best stiffness among the test specimens evaluated and was least influenced by varying relative density. According to the range of the n exponent value and the deformation laws of the porous structures, we concluded that the porous structure exhibited a stretching-dominated deformation behavior when n < 0.3, a bending-dominated deformation behavior when n > 0.55, and a stretching-bending-dominated deformation behavior when 0.3 < n < 0.55.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, C.X.; Li, H.Y.; Zhang, Y.L.; Chen, X. The application of ZM6 casting magnesium alloy in the principal bearing structure of spacecraft. J. Ordnance Equip. Eng. 2018, 39, 36–40. [Google Scholar]
- Song, F.; Wen, W.D.; Cui, H.T. Structural shape optimization based on an improved ant colony algorithm. Acta Aeronaut. Astronaut. Sin. 2007, 28, 1110–1115. [Google Scholar]
- Yin, Y.Y.; Guo, H.D. Optimization of turbine disk based on particle swarm optimization and neural network. J. Aerosp. Power 2007, 22, 184–188. [Google Scholar]
- Dong, G.Y.; Tang, Y.L.; Zhao, Y.F. Simulation of elastic properties of solid-lattice hybrid structures fabricated by additive manufacturing. In Proceedings of the Procedia Manufacturing, 45th SME North American Manufacturing Research Conference, Namrc 45, Los Angeles, LA, USA, 4–8 June 2017; Elsevier: Amsterdam, The Netherlands, 2017; Volume 10, pp. 760–770. [Google Scholar]
- Kang, Z.; Liu, P.; Li, M. Topology optimization considering fracture mechanics behaviors at specified locations. Struct. Multidiscip. Optim. 2016, 55, 1847–1864. [Google Scholar] [CrossRef]
- Yan, X.L.; Xie, L.; Chen, J.W.; Hua, H.Y.; Huang, X.D. A density-constrained topology optimization method. Mech. Science Technol. Aerosp. Eng. 2020, 35, 56–62. [Google Scholar] [CrossRef]
- Ma, S.; Tang, Q.; Feng, Q.; Song, J.; Han, X.; Guo, F. Mechanical behaviours and mass transport properties of bone-mimicking scaffolds consisted of gyroid structures manufactured using selective laser melting. J. Mech. Behav. Biomed. Mater. 2019, 93, 158–169. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Design and optimization of solid lattice hybrid structures fabricated by additive manufacturing. Addit. Manuf. 2020, 33, 101116. [Google Scholar] [CrossRef]
- Wang, Z.; Shen, J.; Lu, G.; Zhao, L. Compressive behavior of closed-cell aluminum alloy foams at medium strain rates. Mater. Sci. Eng. A 2011, 528, 2326–2330. [Google Scholar] [CrossRef]
- Pham, M.S.; Liu, C.; Todd, I.; Lertthanasarn, J. Damage-tolerant architected materials inspired by crystal microstructure. Nat. Cell Biol. 2019, 565, 305–311. [Google Scholar] [CrossRef]
- Rajagopalan, S.; Robb, R.A. Schwarz meets schwann: Design and fabrication of biomorphic tissue engineering scaffolds. In Proceedings of the International Conference on Medical Image Computing and Computer-Assisted Intervention, Palm Springs, CA, USA, 26–29 October 2005; Volume 3749, pp. 794–801. [Google Scholar]
- Gumruk, R.; Mines, R.; Karadeniz, S. Static mechanical behaviours of stainless steel micro-lattice structures under different loading conditions. Mater. Sci. Eng. A 2013, 586, 392–406. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Maskery, I.; Sturm, L.; Aremu, A.; Panesar, A.; Williams, C.; Tuck, C.J.; Wildman, R.D.; Ashcroft, I.A.; Hague, R. Insights into the mechanical properties of several triply periodic minimal surface lattice structures made by polymer additive manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Beharic, A.; Egui, R.R.; Yang, L. Drop-weight impact characteristics of additively manufactured sandwich structures with different cellular designs. Mater. Des. 2018, 145, 122–134. [Google Scholar] [CrossRef]
- Yang, E.; Leary, M.; Lozanovski, B.; Downing, D.; Mazur, M.; Sarker, A.; Khorasani, A.; Jones, A.; Maconachie, T.; Bateman, S.; et al. Effect of geometry on the mechanical properties of Ti-6Al-4V Gyroid structures fabricated via SLM: A numerical study. Mater. Des. 2019, 184, 108165. [Google Scholar] [CrossRef]
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Yang, L.; A Harrysson, O.L.; A West, H.; Cormier, D. Mechanical properties of 3D re-entrant honeycomb auxetic structures realized via additive manufacturing. Int. J. Solids Struct. 2015, 69, 475–490. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Huang, X.; Rahman Rashid, R.A. Topology optimisation of additively manufactured lattice beams for three-point bending test. In Proceedings of the Solid Freeform Fabrication 2018, 29th Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Rashid, R.A.R.; Mallavarapu, J.; Palanisamy, S.; Masood, S.H. A comparative study of flexural properties of additively manufactured aluminium lattice structures. Mater. Today 2017, 4, 8597–8604. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Baicheng, Z.; Xiaohua, L.; Jiaming, B.; Junfeng, G.; Pan, W.; Chen-Nan, S.; Muiling, N.; Guojun, Q.; Jun, W. Study of selective laser melting (SLM) Inconel 718 part surface improvement by electrochemical polishing. Mater. Des. 2017, 116, 531–537. [Google Scholar] [CrossRef]
- Shi, G.; Guan, C.; Quan, D.; Wu, D.; Tang, L.; Gao, T. An aerospace bracket designed by thermo-elastic topology optimization and manufactured by additive manufacturing. Chin. J. Aeronaut. 2020, 33, 1252–1259. [Google Scholar] [CrossRef]
- Zhang, X.W. Application of metal additive manufacturing in aero-engine. J. Aerosp. Power 2016, 31, 18–24. [Google Scholar]
- Wang, D.; Wang, Y.; Yang, Y.; Lu, J.; Xu, Z.; Li, S.; Lin, K.; Zhang, D. Research on design optimization and manufacturing of coating pipes for automobile seal based on selective laser melting. J. Mater. Process. Technol. 2019, 273, 116227. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Zhou, X.; Zhang, M.; Zhang, P. Innovative design and additive manufacturing of regenerative cooling thermal protection system based on the triply periodic minimal surface porous structure. CMES-Comput. Modeling Eng. Sci. 2020, 123, 495–508. [Google Scholar] [CrossRef]
- ISO6892-1. Metallic Material-Tensile Testing-Part1: Method of Test at Room Temperature. 2009 MOD. Available online: http://www.doc88.com/p-9416967770012.html (accessed on 1 December 2011).
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Ashby, M.F. The properties of foams and lattices. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2005, 364, 15–30. [Google Scholar] [CrossRef] [PubMed]
- Deshpande, V.; Ashby, M.; Fleck, N. Foam topology: Bending versus stretching dominated architectures. Acta Mater. 2001, 49, 1035–1040. [Google Scholar] [CrossRef]
- Zhao, M.; Liu, F.; Fu, G.; Zhang, D.Z.; Zhang, T.; Zhou, H. Improved mechanical properties and energy absorption of BCC lattice structures with triply periodic minimal surfaces fabricated by SLM. Materials 2018, 11, 2411. [Google Scholar] [CrossRef] [PubMed]
- Deshpande, V.; Fleck, N.; Ashby, M. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–1769. [Google Scholar] [CrossRef]
- Liao, Q.C.; Sun, F.Y.; Lan, F.L. The essence of quasi-cleavage fracture. Acta Metall. Sin. 1979, 15, 267–278. [Google Scholar]
- Luo, Z.; Liu, R.; Wang, X.; Huang, M.X. The effect of deformation twins on the quasi-cleavage crack propagation in twinning-induced plasticity steels. Acta Mater. 2018, 150, 59–68. [Google Scholar] [CrossRef]
- Cui, H.; Zhou, K. Topology Optimization of truss-like structure with stress constraints under multiple-load cases. Acta Mech. Solida Sin. 2019, 33, 226–238. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Porosity Structure | 40% | 50% | 60% | 70% | 80% |
|---|---|---|---|---|---|
| BCC |  |  |  |  |  |
| BCCZ |  |  |  |  |  |
| Honeycomb |  |  |  |  |  |
| Gyroid |  |  |  |  |  |
| Primitive |  |  |  |  |  |
| I-WP |  |  |  |  |  |
| SLM Parameter | |
|---|---|
| Laser power | 285 W |
| Laser scan speed | 960 mm/s |
| Laser area width | 5 mm |
| Laser hatch spacing | 110 μm |
| Power deposition thickness | 30 μm |
| Spot diameter | 90 μm |
| Relative Density | Mass Reduction Value/g | Percentage Mass Reduction |
|---|---|---|
| 40% | 5.5915 | 24.30% |
| 50% | 4.6596 | 20.25% |
| 60% | 3.7277 | 16.20% |
| 70% | 2.7958 | 12.15% |
| 80% | 1.8638 | 8.10% |
| Lattice Type | C | n | Correlation Coefficient |
|---|---|---|---|
| BCC | 1.06 ± 0.02 | 1.06 ± 0.02 | 0.96 |
| BCCZ | 1.01 ± 0.04 | 1.01 ± 0.04 | 0.90 |
| Honeycomb | 0.94 ± 0.03 | 0.94 ± 0.03 | 0.94 |
| Gyroid | 1.05 ± 0.04 | 1.05 ± 0.04 | 0.99 |
| Primitive | 0.86 ± 0.02 | 0.86 ± 0.02 | 0.85 |
| I-WP | 0.98 ± 0.03 | 0.98 ± 0.03 | 0.95 |
| Lattice Type | 40% | 50% | 60% | 70% | 80% |
|---|---|---|---|---|---|
| Honeycomb | 824.4 ± 12.6 | 937.0 ± 8.4 | 1010.6 ± 7.2 | 1013.6 ± 12.2 | 1005.1 ± 4.6 |
| Gyroid | 888.6 ± 7.3 | 691.1 ± 11.8 | 626.1 ± 16.3 | 749.0 ± 6.3 | 816.1 ± 10.6 |
| Primitive | 577.4 ± 3.2 | 661.4 ± 3.3 | 738.3 ± 9.9 | 806.2 ± 8.4 | 919.4 ± 14.0 |
| I-WP | 639.5 ± 8.7 | 704.9 ± 3.4 | 794.5 ± 3.6 | 858.80 ± 9.6 | 940.7 ± 12.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Wang, C.; Zhou, X.; Wang, D.; Zhang, M.; Gao, Y.; Wang, L.; Zhang, P. Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials 2020, 13, 4786. https://doi.org/10.3390/ma13214786
Wang X, Wang C, Zhou X, Wang D, Zhang M, Gao Y, Wang L, Zhang P. Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials. 2020; 13(21):4786. https://doi.org/10.3390/ma13214786
Chicago/Turabian StyleWang, Xinglong, Cheng Wang, Xin Zhou, Di Wang, Mingkang Zhang, Yun Gao, Lei Wang, and Peiyu Zhang. 2020. "Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design" Materials 13, no. 21: 4786. https://doi.org/10.3390/ma13214786
APA StyleWang, X., Wang, C., Zhou, X., Wang, D., Zhang, M., Gao, Y., Wang, L., & Zhang, P. (2020). Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials, 13(21), 4786. https://doi.org/10.3390/ma13214786