1. Introduction
The construction industry is one of the sectors with the greatest environmental impact [
1], as well as being crucial for the development of a region’s social welfare and economy. Civil constructions contribute to the progress of a population and the economic development of a nation. Building such constructions is therefore essential, even if large amounts of materials are consumed and the environment is affected [
2,
3].
A high proportion of the materials consumed by the construction of civil infrastructure projects are natural aggregates from nearby quarries. Taken together, the stages of extracting these natural aggregates and the binder used, transporting them to the factory, and designing the asphalt mix, generate a significant emission of greenhouse gases and a high environmental cost. Given the critical importance of roads and the current need to build them, the main countries involved in such infrastructure development stipulate regulations to mitigate environmental impacts throughout a road’s life cycle [
4,
5].
The ideal solution—building high-quality structures while reducing environmental impact—requires techniques that are less damaging to the environment, including designing less-polluting processes for mixing the asphalt, and using waste from other industries in the development of road infrastructure [
6]. All of these ideas are inherent in the so-called “circular economy,” a strategy to reduce consumption of virgin materials, optimize industrial processes, and ultimately reduce waste. The circular economy enables industries to close economic and ecological flows of resources.
Based on the above, and following the principles of the circular economy, a trend toward less-polluting techniques with a similar quality of results is essential for preserving road infrastructure. One of the best solutions is the recycling of asphalt pavement with bitumen emulsion.
Road pavement made with an asphalt mix has good strength, adhesion, and comfort for drivers, but these characteristics can decrease significantly at the end of its useful life. However, the aggregates’ standardized and binding characteristics give the aged material quality for use in new asphalt mixes. Pavement aging is characterized by the formation of cracks of irregular shape and the loss of macroscopic adhesion for vehicles. Merely disposing of the aged pavement into landfill without any reuse wastes significant amounts of material, which is a strong negative environmental impact [
7,
8]. Ideally, mixtures would be developed that use this aged material to achieve the qualities required in the construction of the new infrastructure, reducing the use of new virgin materials in the construction of infrastructure, and of fossil fuels to produce and transport the new mixture [
9,
10]—in short, a lower emission of greenhouse gases and lower environmental impact. Some authors call this result sustainable pavement, thanks to the increase in the useful life of the infrastructure, and savings in terms of economic and environmental costs [
11,
12,
13].
Lack of sustainability is a problem in the construction sector, albeit one which may slightly be mitigated through the reclamation of aged pavement to create a new asphalt mix. Disposing of the aged layer in landfill and producing a new asphalt mix should be rejected as an idea, due to its high impact on the environment and the contemporary imperative to optimize resources.
Various techniques have been used in this process. Every technique has its advantages and disadvantages, but each use all or part of the milled and aged road material.
These techniques are classified into two main types: hot and cold, depending on whether or not the asphalt mix is heated. In hot in-plant recycling, the road’s aged asphalt mix is milled, transported to the manufacturing plant, mixed with virgin material, and manufactured at temperatures of 180 °C. It is then transported to the site of the infrastructure construction project, spread, and compacted. Unlike hot recycling, cold recycling is performed at room temperature, reducing the consumption of fossil fuels and the emission of CO
2 required in the heating of the mixture. Cold central plant pavement recycling-based processes follow implementation stages similar to those of hot recycling. One difference is the much lower temperature, cold in-place recycling does not require transportation of the milled mixture to a manufacturing plant, and the new mix is manufactured with 100% of the aged pavement reused in the new infrastructure [
14].
Cold in-place recycling, on which this study is based, has a number of obvious advantages over other techniques. Environmental advantages include the reduced transport by heavy vehicles, lower CO
2 emissions, and a lower consumption of fossil fuels. Operational advantages include [
15,
16] low traffic influence, the maintenance of road geometry, a high pace of construction, and safety. These advantages stem mainly from the efficient practices involved in the execution of all pavement manufacturing operations, from milling and mixing with emulsion, water, and other additives to spreading and compaction.
Based on the above, cold in-place recycling with bitumen emulsion decreases the environmental impact, mainly due to a reduced extraction of virgin materials, and less use of machinery in the transport and manufacture of the asphalt mix. These improvements significantly reduce the emission of greenhouse gases such as CO
2 and NO
X [
17].
Recycling pavement also has some disadvantages that must be taken into account during design. Firstly, not all pavements can be recycled; some pavements have suffered plastic deformation and are not recommended for regeneration, as the problems are likely to re-impact the new pavement created. Furthermore, since the new recycled pavement with bitumen emulsion is manufactured, curing time is required to achieve optimal mechanical properties. Therefore, even if it is permissible to open the road to traffic after the reclamation of the pavement, sufficient time is required before the final mechanical characteristics are obtained [
18]. It is therefore essential to choose a bitumen emulsion compatible with both the material to be treated, and the expected breaking and curing times.
Secondly, the difficulty of reproducing the final characteristics of the projected pavement in the laboratory [
19,
20], variability of materials, and the dependence on proper execution make it difficult to determine the final behavior of the cold in-place recycling mix in advance, thus limiting its use to low traffic-volume roads [
21].
In several cases, however, proper laboratory study and accurate execution of the technique has led to the creation of pavement with characteristics notably better than expected, producing a sustainable mix with good mechanical characteristics, even for high traffic [
22,
23,
24]. Additives such as cement [
25], and even industrial by-products such as fly ash from coal-fired thermal plants [
26], have been used with good results.
Based on the preceding research, obtaining optimal mechanical characteristics in cold in-place recycling with bitumen emulsion requires the incorporation of an additive with cementitious characteristics to achieve three goals: proper pavement strength during the curing time; granulometric adjustment of the reclaimed asphalt pavement; and material that maximizes final resistance of the mix. This project therefore uses ladle furnace slag as a grading corrector and additive to improve mechanical qualities in the short and long term.
The ladle furnace slag comes from the steel industry. It is a by-product of the process of obtaining quality steel from scrap steel—more specifically, from the refining stage. In the first stage of meltdown performed in an electric arc furnace, oxidation eliminates manganese and silicon and achieves dephosphorization, creating a foamed slag in which all the dross accumulates. These slags are called electric arc furnace slags. The subsequent refining stage is for the removal of metal oxides, desulfurization, and decarbonization of the steel [
27]. The main purpose of the refining stage is to obtain steel with a low oxygen and sulfur content, so the refining furnace or ladle furnace is fed with melted liquid from the previous stage and then covered with a reduction slag that is formed of lime, fluorspar, coke or graphite in appropriate amounts. Deoxidation is achieved by simple contact of the molten liquid with the slag. Full deoxidation occurs, however, through the addition of silicon and manganese ferroalloys, leading to liquid particles retained in the slag forming in the metal bath. Desulfurization minimizes the amount of sulfur in steel thanks to the presence of calcium oxide and carbon. This process produced the ladle furnace slag used in this project in a portion of 20–30 kg per final ton of steel. Although the proportion is lower than that obtained in the production of electric arc furnace slag, the landfill of ladle furnace slag produces serious environmental problems due to its chemical composition and small particle size.
Unlike electric arc furnace slags, with resistant characteristics, angularity, and hardness making them ideal substitutes for virgin aggregate in road infrastructure diversity (mainly in asphalt mix), ladle furnace slag has not been reused abundantly in the creation of new materials [
28,
29,
30,
31]. Ladle furnace slags have a fine grading which is suitable for various purposes [
32,
33]—among them, the addition to reclaimed asphalt pavements for the execution of cold in-place recycling with bitumen emulsion, the focus of this project. The presence of some metal oxides can cause volumetric expansion of the material when hydrated, however, and laboratory monitoring was required during the study [
34,
35].
Among the few applications of ladle furnace slag is its addition to cement [
36,
37], as a substitute for sand in cement mortars [
38,
39,
40,
41], as a replacement in concrete [
42], and as a stabilizer of clayey materials due either to its high lime content [
43] or its treatment of water [
44,
45]. Its appropriateness as a material with cementitious characteristics has been confirmed by the success stories involving its addition to cements, mortars, and concretes.
On the other hand, the use of ladle furnace slag in pavements has been limited, and only practiced at the research level. In the incorporation of the slags into low quality soils for its stabilization [
46], acceptable results were obtained, with no problems of expansiveness in the treated material, and an improved quality of the soil. In turn, ladle furnace slags were used for the manufacture of concrete pavements [
47], reflecting adequate strengths after testing, and even used as road bases, or subbases [
48]. In the field of hot mix asphalt, research has been carried out in which the filler was replaced by ladle furnace slag [
49], obtaining good properties of rigidity, tensile splitting strength and resistance to repeated loads. At the same time, the substitution of a high proportion of calcareous aggregates by slags in warm mix asphalt [
50] showed a considerable improvement in mechanical properties compared with a traditional bituminous mix. Finally, the development of porous asphalt with ladle furnace slag and bitumen [
51] showed excellent adhesion of the bitumen with the slag, resulting in good mechanical properties. However, there is no research referring to the use of ladle furnace slag in bituminous mixtures with bitumen emulsion and reclaimed asphalt pavements (RAP), the process developed in this research.
Based on the above, this study analyzed cold in-place recycling with bitumen emulsion and the incorporation of ladle furnace slag as an additive to improve grading and to provide special characteristics of resistance. The study therefore explored the use of industrial by-products as a substitute for virgin material, and also to lengthen the life cycle of a pavement. In addition to reducing the use of virgin materials in the formation of the asphalt mix, use of cold in-place techniques significantly decrease greenhouse gas emissions and fossil fuel consumption. This project sought to optimize the use of resources and manufacturing techniques, while reducing industrial waste. The study was therefore performed within the framework of a circular economy.
Regulations for studying the suitability of cold in-place recycling not only vary by country, but are somewhat inaccurate and depend on the empirical conditions of sampling, compaction, and testing [
52]. Given the proliferation of such techniques in Spain for over 30 years, and the success achieved in their implementation, this study follows the Spanish regulations outlined in Circular 8/2001 [
53], which provides a series of warnings concerning the treatment of materials and a series of standardized tests to be performed to achieve results that conform to the various minimum values established.
This regulation was applied for the in-place implementation of a bituminous mixture with bitumen emulsion, ladle furnace slag and milled pavement as the most superficial layer. Subsequently, a bituminous mixture reduced in thickness was applied on this pavement, which would improve the friction of a tyre with the road and provide a comfortable and safe wearing layer.
3. Results and Discussions
The following subsections present the results of the methodology described above.
3.1. Results of the Analysis of the Starting Materials
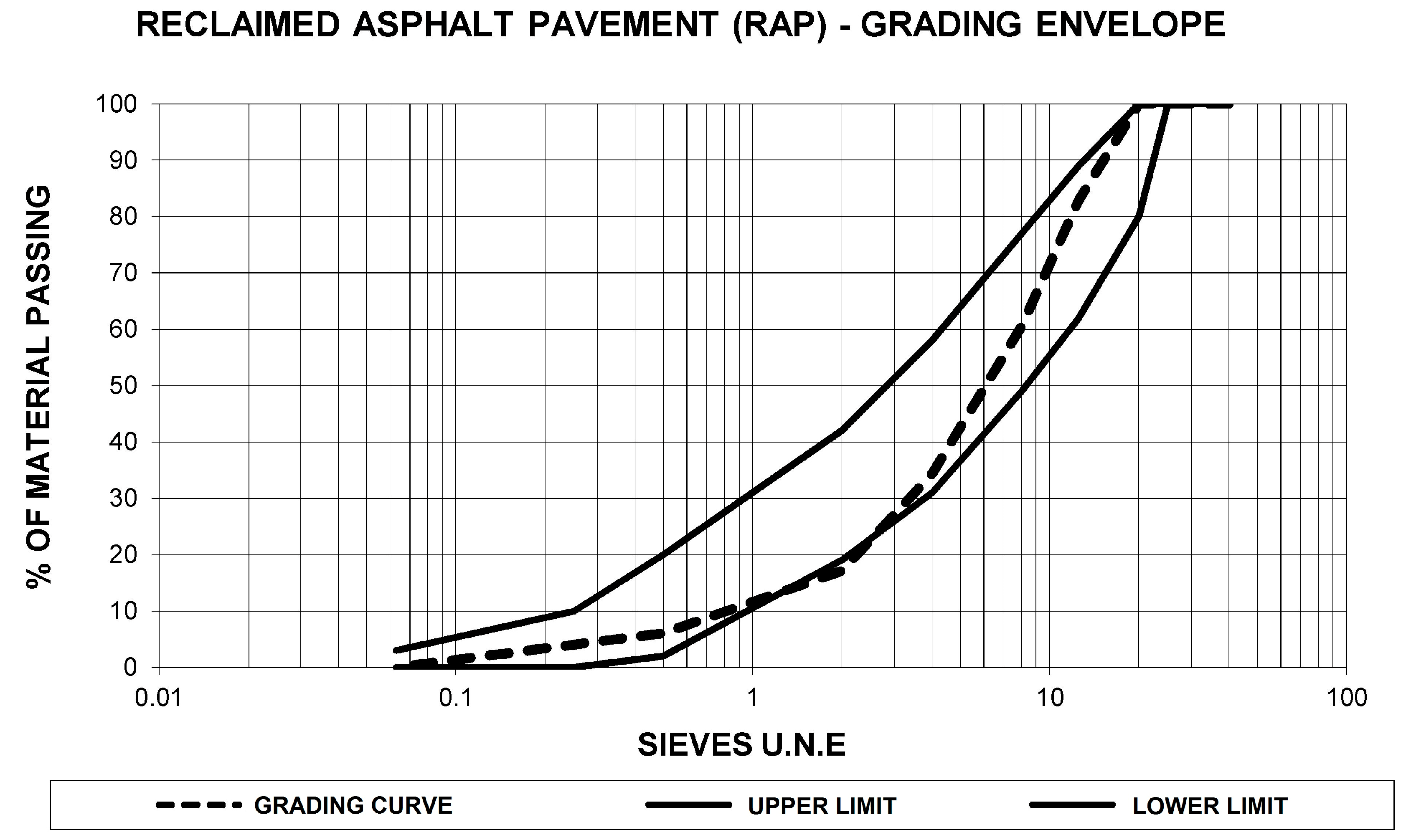
Particle size of the reclaimed asphalt pavement was analyzed to study its grading curve. This analysis enabled the adjustment of the percentage of ladle furnace slag added, to comply with the grading envelope established in the regulations.
Figure 1 displays the results of the particle size analysis and the correspondence of the particle size distribution obtained for the reclaimed asphalt pavement to the RE2 grading envelope stipulated by Circular 8/2001 [
53].
As
Figure 1 shows, the grading curve of the reclaimed asphalt pavement reflects a majority composition of coarse aggregate, with a maximum size of less than 20 mm. Furthermore, the low proportion of fine aggregate led to the addition of ladle furnace slag adjusting the grading curve to the established grading envelope, as well as to reveal its cementitious characteristics.
Once the binder was extracted from the reclaimed asphalt pavement, separation of the aggregate enabled determination of the existing amount of the binder in the aggregate as 4.3%. This percentage is common in semi-dense asphalt mix and continuous grading used for medium- or low-traffic roads. The extracted bitumen binder was then analyzed (see
Table 2 for results).
The results for penetration and softening point confirmed expectations. The pavement had aged by exhaustion, causing the binder to mostly lose its elasticity and become excessively hard. It should be noted that the hardness values were also influenced by the type of bitumen used in the area from which the pavement was reclaimed, where very hard bitumen (type B 40/50) is used due to the warm climate.
Moreover, the aggregate extracted from the pavement, unmilled to avoid alteration, was analyzed to confirm its suitability. The results of the tests are detailed in
Table 3.
The results shown in
Table 3 reflect a coarse aggregate of acceptable mechanical resistance and particle shape, more than adequate for use as aggregate in an asphalt mix for roads with intermediate traffic volume. The low plasticity index and sand equivalent value greater than 75 rule out the possible presence of clay particles that could cause problems due to expansiveness.
In line with the previous assumptions, reclaimed asphalt pavement can be classified as suitable for use in cold in-place recycling, but not without first correcting the grading through the addition of ladle furnace slag, and studying its compatibility with bitumen emulsion.
The ladle furnace slag was then analyzed elementally to detect its composition and to identify elements that could cause problems.
Table 4 presents the results of the X-ray fluorescence.
The results show that the ladle furnace slag’s composition derives directly from its nature and the production process, highlighting the percentages of calcium oxide so necessary for achieving primary resistance of the shaped mixture, and thus its suitability for supporting traffic. Percentages of silicon oxides are also necessary to achieve good cementitious characteristics over time.
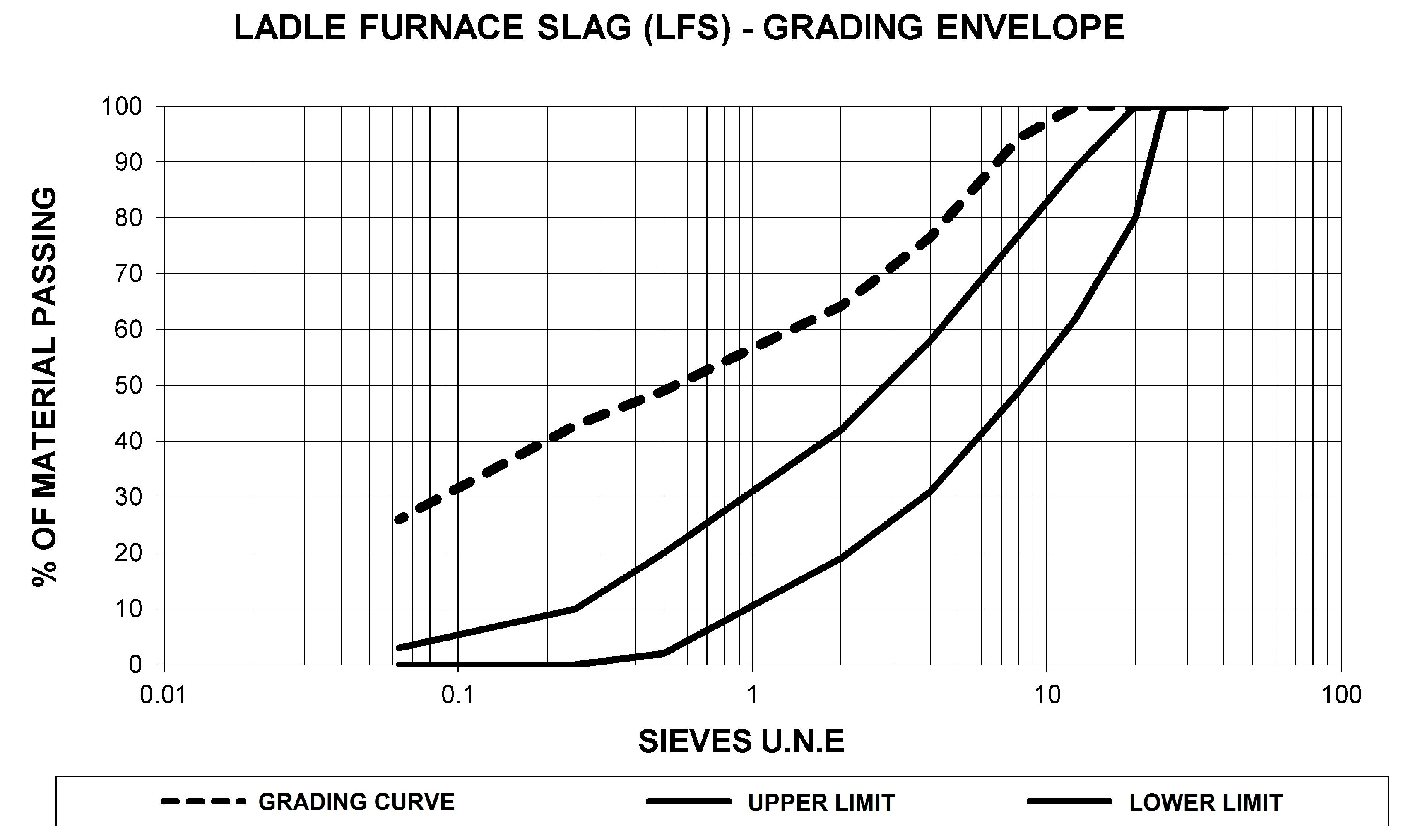
The grading of the ladle furnace slag obtained in the physical tests is presented in
Figure 2.
The results show a significant percentage of fine aggregates and a lower proportion of coarse aggregates, with a maximum aggregate size of 12.5 mm.
The remaining physical tests of density and plasticity for the fine portion of the ladle furnace slag are detailed in
Table 5.
Density values did not vary from those of typical virgin material filler; they showed a bulk density value of less than 0.8 t/m3, indicating non-pulverulent behavior that would not impair operability. Plasticity is clearly zero, as this material had a significant percentage of calcium oxide and silicon oxide.
Therefore, after the study of both materials, reclaimed asphalt pavement and ladle furnace slag, it can be concluded that both are suitable for use in new bituminous mixtures. The reclaimed asphalt pavement had aged bitumen, albeit with an acceptable quality of aggregate for its reuse, while the ladle furnace slag had a chemical composition suitable for the development of the expected cementitious characteristics, and a fine grain size ideal for combination with the reclaimed asphalt pavement.
3.2. Test Results of the Different Sample Families
Based on the particle size analysis of the reclaimed asphalt pavement and ladle furnace slag, the percentage of each element to be added was calculated to confirm achievement of the grading envelope stipulated in Circular 8/2001 [
53], and to incorporate an adequate percentage of ladle furnace slag to produce the cementitious characteristics that make the pavement resistant. The proportion of elements in the combination was 90% reclaimed asphalt pavement and 10% ladle furnace slag, a percentage chosen based on detailed adjustments.
Figure 3 displays the corresponding grading curve for the mixture of the two materials. In the following sections, aggregate will be used to indicate the combination of these materials in the percentages specified, with the bitumen emulsion and water percentages referring to the mass of the two together.
Once the percentage of the combined materials was determined, the Modified Proctor Compaction Test UNE 103,501 [
67] was performed to determine the optimal humidity to obtain maximum compaction density. Optimal humidity, also termed the Theoretical Content of Fluids (TCF), corresponds to precoating water plus emulsion.
The Modified Proctor Compaction Test was performed for water percentages of 0%, 2.5%, 5%, 7.5%, and 10% in the mixture, establishing a clear maximum density value (1.72 t/m
3) with a humidity of 5.9%. The results of the Proctor Test can be seen in
Figure 4.
After determining the Theoretical Content of Fluids (TCF) (5.9% to aggregate), Optimal Fluid Content (OFC) was calculated, starting with an essential test, the coating test NLT-196/84 [
68]. An emulsion percentage of 3% to aggregate (reclaimed asphalt pavement plus ladle furnace slag) was established, as well as increasing percentages of precoating water from TCF–2% to TCF—that is, 0.9%, 1.9%, and 2.9% water-to-aggregate.
Figure 5 presents images of adhesion of the emulsion with different percentages of precoating water.
Examination of the Coating Tests identified the best adhesion and coating of the emulsion, which occurred in the mix with 2.9% precoating water and 3% emulsion-to-aggregate, and was classified as good. This material’s good dry behavior was easily observable, as it coincided in this case with the Theoretical Content of Fluids (TCF). It should be noted that the wrapping times were less than 60 s, and the breaking times of the emulsion were less than 300 s, reliable proof of compatibility of the emulsion with the aggregate.
Once Optimal Fluid Content (OFC) was determined, the different families of samples were manufactured with increasing percentages of emulsion. Circular 8/2001 [
53] establishes a percentage of emulsion for cold in-place recycling of 2.5–4% to aggregate. To cover the entire possible range of combinations, therefore, three families were made, with increasing percentages of emulsion in increments of 0.5%, from 3% to 4% emulsion-to-aggregate. The 2.5% emulsion family was eliminated based on the assumption that this percentage of emulsion would be insufficient due to the large quantity of fine particles present. The precoating water for each family was calculated as the difference between Optimal Fluid Content (OFC) and the corresponding emulsion percentage. The percentage additions of precoating water and emulsion for each family are displayed in
Table 6.
In total, 12 specimens were manufactured for each group following the standard NLT-161/98 [
69]. After curing to a constant mass at a temperature of 50 ± 2 °C in a forced air stove, the specimens from each family were subdivided into two groups, which were subjected to different conditions. One group was immersed in water and the other kept dry, to assess the effect of water on the cohesion of the bituminous mixture.
Table 7 shows the average values of particle density, bulk density, void content, dry compressive strength, post-immersion compressive strength, and preserved resistance.
Based on the minimum values set forth in the Spanish regulations (3 MPa for dry resistance and 2.5 MPa for post-immersion compressive resistance), the values of 3% emulsion and 2.9% precoating water were acceptable in principle, as were 3.5% emulsion and 2.4% of precoating water-to-aggregate. The values obtained showed a clear decrease in the index of voids in the mixture with a higher percentage of emulsion, due to the compactability conditions provided by the emulsion. Based on dry compressive strength, the results identified an optimum point of 3–3.5% of emulsion-to-aggregate, as well as a decrease in post-immersion resistance with higher percentages of emulsion. The mathematically calculated optimal job mix formula provided maximum strength based on the results analyzed, showing the optimum combination of reclaimed asphalt pavement, ladle furnace slag, bitumen emulsion and water.
3.3. Optimal Job Mix Formula
Once the different specimen families were evaluated, the percentage of emulsion to obtain maximum resistance was studied mathematically. This percentage depended on the dry resistance and the points obtained from the different families. The maximum of this function, illustrated in
Figure 6, coincided with 3.3% emulsion-to-aggregate and 2.6% precoating water.
Using the maximum obtained mathematically, and the percentages of the different materials to be added, 12 specimens were manufactured to confirm the optimal properties obtained with this job mix formula.
The process of manufacturing, curing, and studying the effect of water was similar to that performed on the other families.
Table 8 presents the results of the trial for this optimal job mix formula.
The combination of 90% reclaimed asphalt pavement to 10% ladle furnace slag, plus 2.6% precoating water and 3.3% emulsion, produced results superior to those of the other families. The values for dry compressive strength, post-immersion compressive strength, and preserved resistance were higher than those required by the relevant regulations. The minimum values established by Circular 8/2001 [
53] are 3 MPa for dry compressive strength and 2.5 MPa for post-immersion compressive strength, with a Preserved Resistance Index maintained as greater than 75%.
The following should be highlighted: a high percentage of RAP was utilized. This percentage of 90% RAP would have been unacceptable in other techniques that do not use bitumen emulsion and just use bitumen (e.g., hot mixes asphalt). This percentage of RAP was adequate, as reflected in the compressive strength tests. These results were obtained thanks to its cementitious properties and by the addition of ladle furnace slag. Finally, it should be pointed out that the same milling equipment was used for the laboratory tests as would later be used in the execution of the bituminous mix, since otherwise the particle size distribution could vary.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}