Effect of Post-Weld Annealing on Microstructure and Growth Behavior of Copper/Aluminum Friction Stir Welded Joint


Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Macroscopic Morphology of the Cu-Al Interface
3.2. Interface Micro-Morphology of Cu-Al
3.2.1. Microstructure of Cu-Al Interface before Heat Treatment
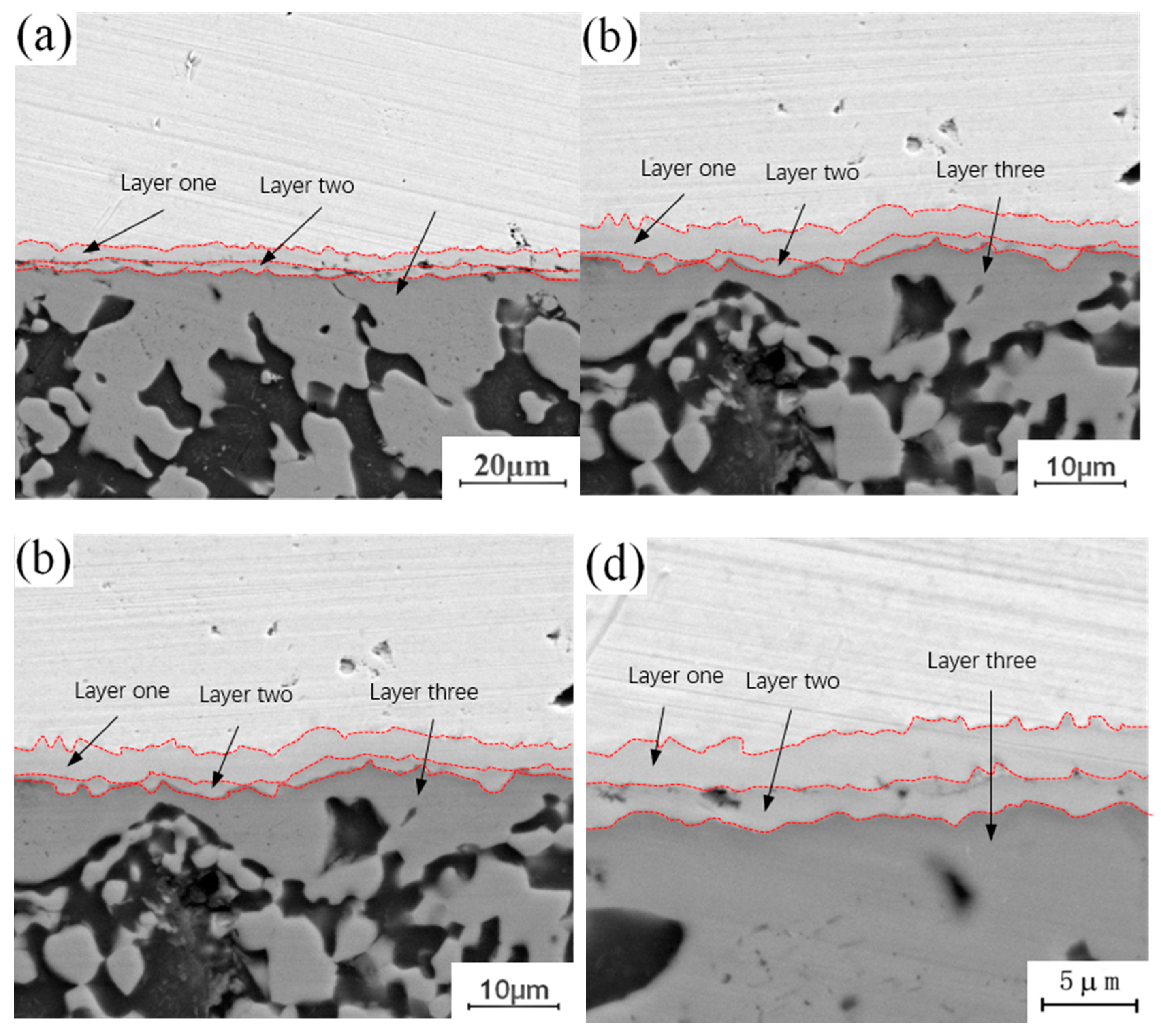
3.2.2. Microstructure of Cu-Al Interface after Heat Treatment
3.3. Mechanical Properties and Fracture Analysis
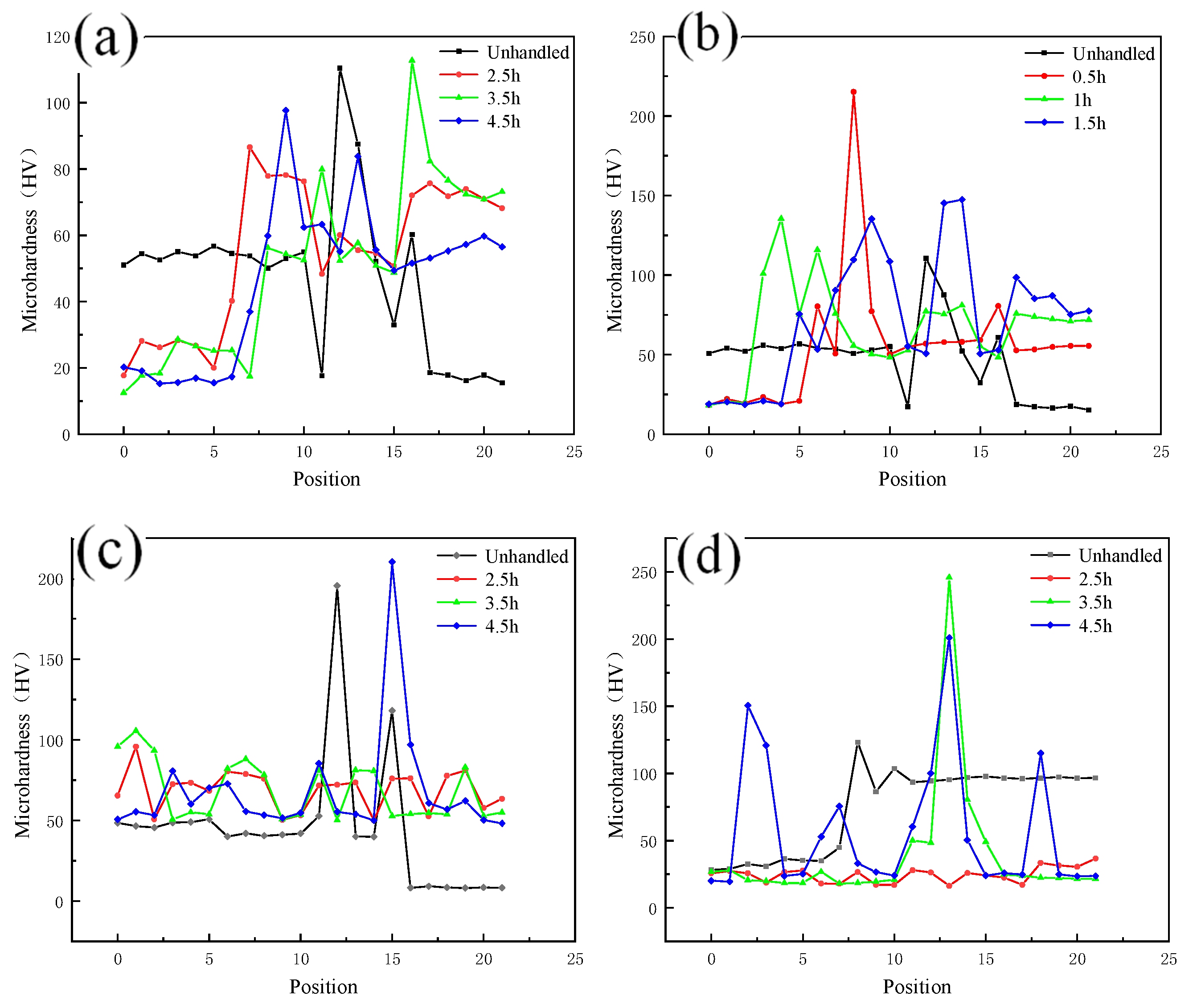
3.3.1. Microhardness
3.3.2. Tensile Strength and Fracture Behavior
4. Conclusions
- (1)
- The microstructure characteristics of Cu-Al lap joints after annealing were studied. Annealing treatment can promote the re-growth of intermetallic compounds (IMCs) in the joint. When the annealing temperature is lower and the holding time is short, only the thickness of the intermetallic compound (IMC) layer increases. When the annealing temperature and holding time are increased, the thickness of the intermetallic compound (IMC) layer increases and a new layered structure appears in the middle of the original intermetallic compound (IMC) layer.
- (2)
- The effect of the intermetallic compound (IMC) layer on the properties of lap joints was studied. Within a certain range, the performance of the joint can be improved by increasing the holding time of the annealing process and increasing the thickness of the intermetallic compound (IMC) layer.
- (3)
- By analyzing the proportion of copper and aluminum elements in different layered structures in intermetallic compounds (IMCs), the intermetallic compound (IMC) composition of different layered structures was determined.
- (4)
- The growth process of intermetallic compounds (IMCs) and the reason for the formation of new structures during annealing were revealed. The annealing process is able to increase the activity of atoms and promote the diffusion of atoms. In the process of diffusion, the proportion of copper and aluminum atoms in some regions is different from the initial state. A new layered structure is finally formed under the action of suitable temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Saeid, T.; Abdollah-Zadeh, A.; Sazgari, B. Weldability and mechanical properties of dissimilar aluminum–copper lap joints made by friction stir welding. J. Alloys Compd. 2010, 490, 652–655. [Google Scholar] [CrossRef]
- Galvão, I.; Loureiro, A.; Rodrigues, D.M. Critical review on friction stir welding of aluminium to copper. Sci. Technol. Weld. Join. 2016, 21, 523–546. [Google Scholar] [CrossRef]
- Abdollah-Zadeh, A.; Saeid, T.; Sazgari, B. Microstructural and mechanical properties of friction stir welded aluminum/copper lap joints. J. Alloys Compd. 2007, 460, 535–538. [Google Scholar] [CrossRef]
- Zhang, C.; Shirzadi, A.A. Measurement of residual stresses in dissimilar friction stir-welded aluminium and copper plates using the contour method. Sci. Technol. Weld. Join. 2017, 23, 394–399. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Kumar, N.; Kuriachen, B. Parametric effect on dissimilar friction stir welded steel-magnesium alloys joints: A review. Sci. Technol. Weld. Join. 2019, 24, 653–684. [Google Scholar] [CrossRef]
- Alvarez, P.; Janeiro, G.; Da Silva, A.A.M.; Aldanondo, E.; Echeverría, A. Material flow and mixing patterns during dissimilar FSW. Sci. Technol. Weld. Join. 2013, 15, 648–653. [Google Scholar] [CrossRef]
- Carvalho, G.; Galvão, I.; Mendes, R.; Leal, R.; Loureiro, A. Influence of base material properties on copper and aluminium–copper explosive welds. Sci. Technol. Weld. Join. 2017, 23, 501–507. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C.; Tian, W. Effect of ultrasonic vibration on the intermetallic compound layer formation in Al/Cu friction stir weld joints. J. Alloys Compd. 2019, 785, 512–522. [Google Scholar] [CrossRef]
- Kuang, B.; Shen, Y.; Chen, W.; Yao, X.; Xu, H.; Gao, J.; Zhang, J. The dissimilar friction stir lap welding of 1A99 Al to pure Cu using Zn as filler metal with “pinless” tool configuration. Mater. Des. 2015, 68, 54–62. [Google Scholar] [CrossRef]
- Hou, W.; Shah, L.H.A.; Huang, G.; Shen, Y.; Gerlich, A.P. The role of tool offset on the microstructure and mechanical properties of Al/Cu friction stir welded joints. J. Alloys Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Manohar, M.S.; Mahadevan, K. Prediction on Mechanical and Microstructural Behaviour of Friction Stir Welded Thin Gauge Aluminium-Copper Sheets; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 2214–7853. [Google Scholar] [CrossRef]
- Khojastehnezhad, V.M.; Pourasl, H.H. Microstructural characterization and mechanical properties of aluminum 6061-T6 plates welded with copper insert plate (Al/Cu/Al) using friction stir welding. Trans. Nonferrous Met. Soc. China 2018, 28, 415–426. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, S.; Jin, Y.; Chen, Y. Microstructural characterization and mechanical performance of Al–Cu–Li alloy electron beam welded joint. Aerosp. Sci. Technol. 2018, 82–83, 61–69. [Google Scholar] [CrossRef]
- Uyyala, S.B.; Pathri, S. Investigation of tensile strength on friction stir welded joints of dissimilar aluminum alloys. Mater. Today Proc. 2020, 23, 469–473. [Google Scholar] [CrossRef]
- Xu, Y.; Li, W.Y.; Yang, X.; Gu, Y. Evolution of grain structure, γ’ precipitate and hardness in friction welding and post weld heat treatment of a new Ni-Fe based superalloy. Mater. Sci. Eng. A 2020, 788, 139596. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Significance of tool offset and copper interlayer during friction stir welding of aluminum to titanium. Int. J. Adv. Manuf. Technol. 2019, 100, 435–443. [Google Scholar] [CrossRef]
- Elrefaey, A.; Takahashi, M.; Ikeuchi, K. Preliminary Investigation of Friction Stir Welding Aluminium/Copper Lap Joints. Weld. World 2005, 49, 93–101. [Google Scholar] [CrossRef]
- Shankar, S.; Chattopadhyaya, S. Friction stir welding of commercially pure copper and 1050 aluminum alloys. Mater. Today Proc. 2020, 25, 664–667. [Google Scholar] [CrossRef]
- Zhang, Z.; He, C.; Li, Y.; Yu, L.; Zhao, S.; Zhao, X. Effects of ultrasonic assisted friction stir welding on flow behavior, microstructure and mechanical properties of 7N01-T4 aluminum alloy joints. J. Mater. Sci. Technol. 2020, 43, 1–13. [Google Scholar] [CrossRef]
- Akbari, M.; Behnagh, R.A. Dissimilar Friction-Stir Lap Joining of 5083 Aluminum Alloy to CuZn34 Brass. Met. Mater. Trans. A 2012, 43, 1177–1186. [Google Scholar] [CrossRef]
- Zhang, G.J.; Xiao, C.Y.; Ojo, O.O. Dissimilar friction stir spot welding of AA2024-T3/AA7075-T6 aluminum alloys under different welding parameters and media. In Defence Technology; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 2214–2291. [Google Scholar] [CrossRef]
- Mahto, R.P.; Kumar, R.; Pal, S.K. Characterizations of weld defects, intermetallic compounds and mechanical properties of friction stir lap welded dissimilar alloys. Mater. Charact. 2020, 160, 110115. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.N.; Racineux, G.; Debeugny, L.; Taillard, R. Microstructural characterization and mechanical performance of an AA2024 aluminium alloy—Pure copper joint obtained by linear friction welding. Mater. Design 2016, 98, 305–318. [Google Scholar] [CrossRef]
- Shankar, S.; Vilaça, P.; Dash, P.; Chattopadhyaya, S.; Hloch, S. Joint strength evaluation of friction stir welded Al-Cu dissimilar alloys. Measurement 2019, 146, 892–902. [Google Scholar] [CrossRef]
- Lee, W.-B.; Bang, K.-S.; Jung, S.-B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloys Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Lee, J.; Bae, D.; Chung, W.; Kim, K.; Cho, Y.-R.; Lee, J. Effects of annealing on the mechanical and interface properties of stainless steel/aluminum/copper clad-metal sheets. J. Mater. Process. Technol. 2007, 187–188, 546–549. [Google Scholar] [CrossRef]
- Ying, L.; Huihui, Z.; Dan, Z.; Kui, X.; Yuhuan, Y. Micro Friction Stir Welding Technology Research of Aluminum/Copper Ultra Thin Plate with Zero Tile Angle. Adv. Av. Weld. Tech. 2017, 12, 53–56. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Zn | Fe | Ni | Al | P | Si | Mn |
|---|---|---|---|---|---|---|---|---|
| Content | 99.97 | 0.003 | 0.004 | 0.006 | 0.009 | 0.007 | 0.002 | 0.001 |
| Element | Cu | Mn | Mg | Zn | V | Ti | Si | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.05 | 0.03 | 0.03 | 0.05 | 0.05 | 0.03 | 0.25 | 0.35 | 99.60 |
| Element | Cu | Al |
|---|---|---|
| b-1 | 44.7 | 51.1 |
| b-2 | 42.6 | 57.4 |
| b-3 | 11.5 | 88.5 |
| c-1 | 35.1 | 64.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Y.; Wu, B.; Lu, X.; Xing, Y.; Zhou, Z. Effect of Post-Weld Annealing on Microstructure and Growth Behavior of Copper/Aluminum Friction Stir Welded Joint. Materials 2020, 13, 4591. https://doi.org/10.3390/ma13204591
Jin Y, Wu B, Lu X, Xing Y, Zhou Z. Effect of Post-Weld Annealing on Microstructure and Growth Behavior of Copper/Aluminum Friction Stir Welded Joint. Materials. 2020; 13(20):4591. https://doi.org/10.3390/ma13204591
Chicago/Turabian StyleJin, Yuhua, Bo Wu, Xuetian Lu, Yichu Xing, and Zizheng Zhou. 2020. "Effect of Post-Weld Annealing on Microstructure and Growth Behavior of Copper/Aluminum Friction Stir Welded Joint" Materials 13, no. 20: 4591. https://doi.org/10.3390/ma13204591
APA StyleJin, Y., Wu, B., Lu, X., Xing, Y., & Zhou, Z. (2020). Effect of Post-Weld Annealing on Microstructure and Growth Behavior of Copper/Aluminum Friction Stir Welded Joint. Materials, 13(20), 4591. https://doi.org/10.3390/ma13204591