Reconfigurable Multipoint Forming Using Waffle-Type Elastic Cushion and Variable Loading Profile





Abstract
1. Introduction
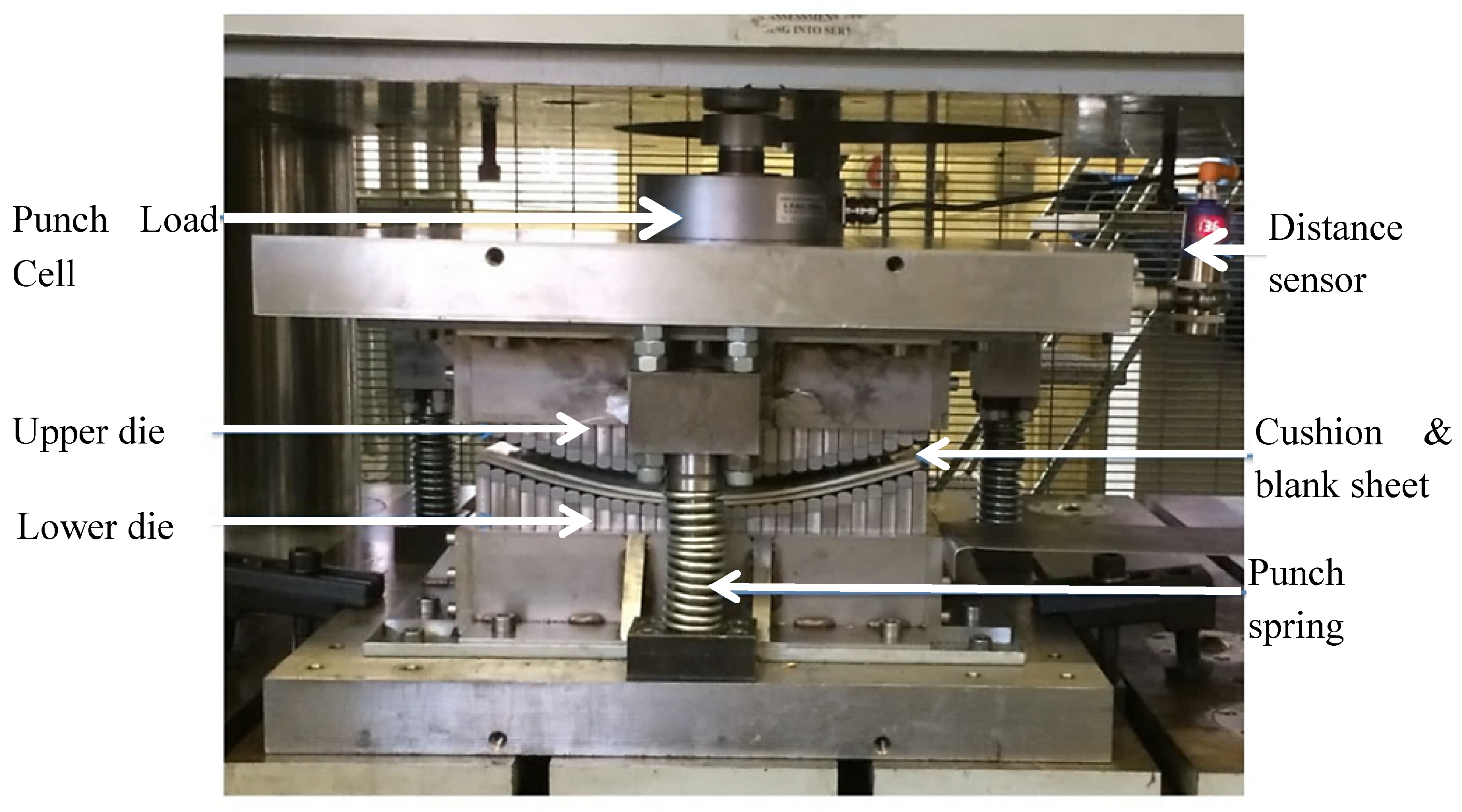
2. Experimental and Methods
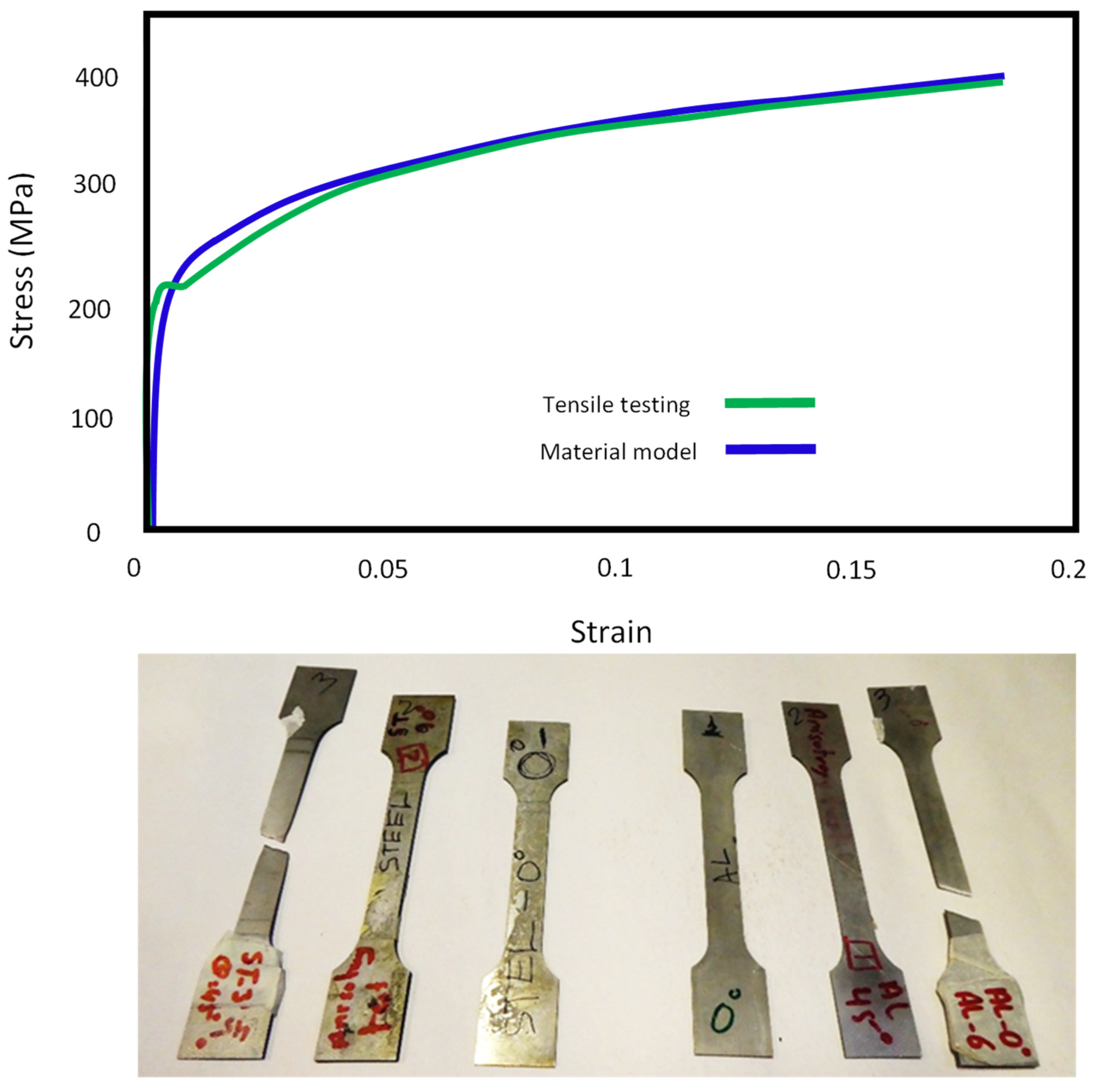
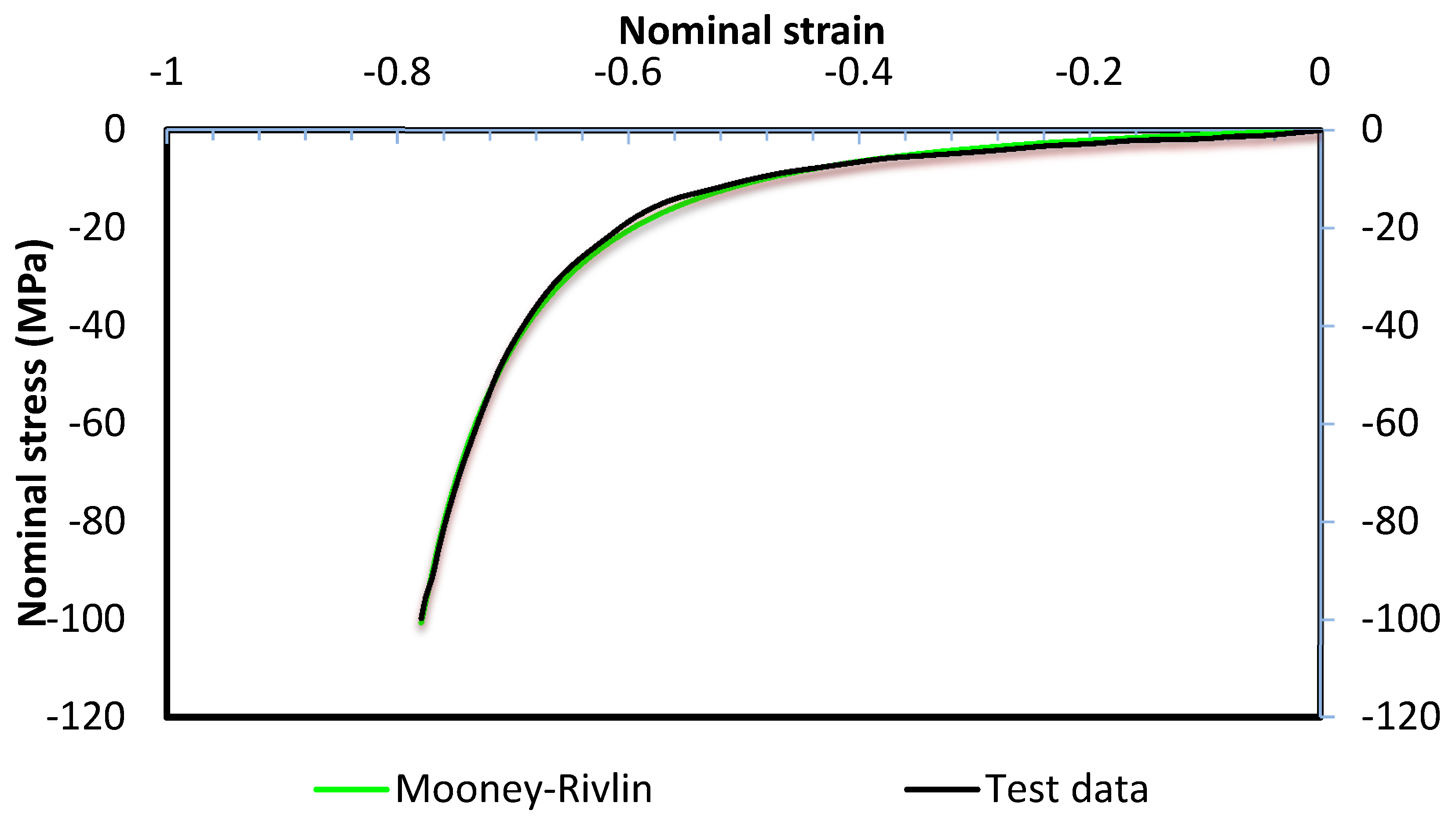
2.1. Materials Properties
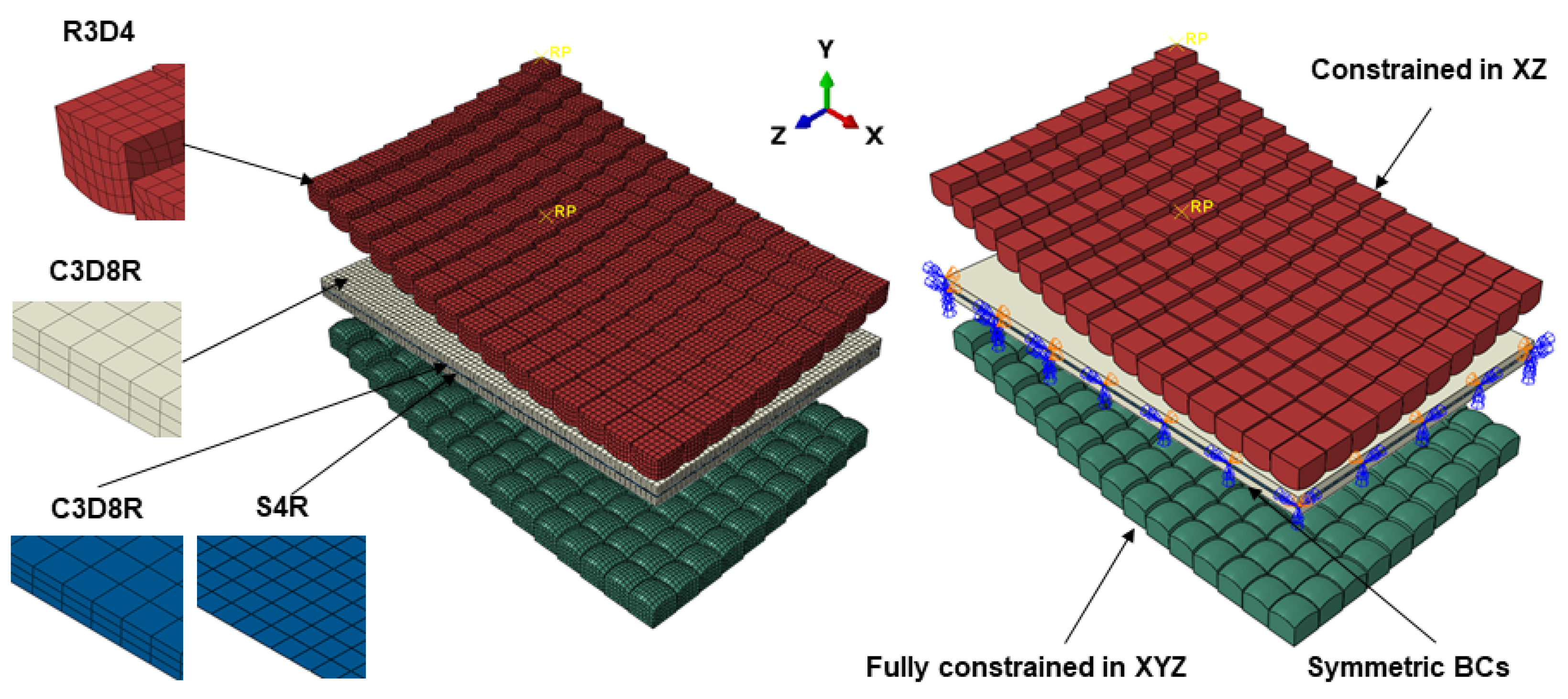
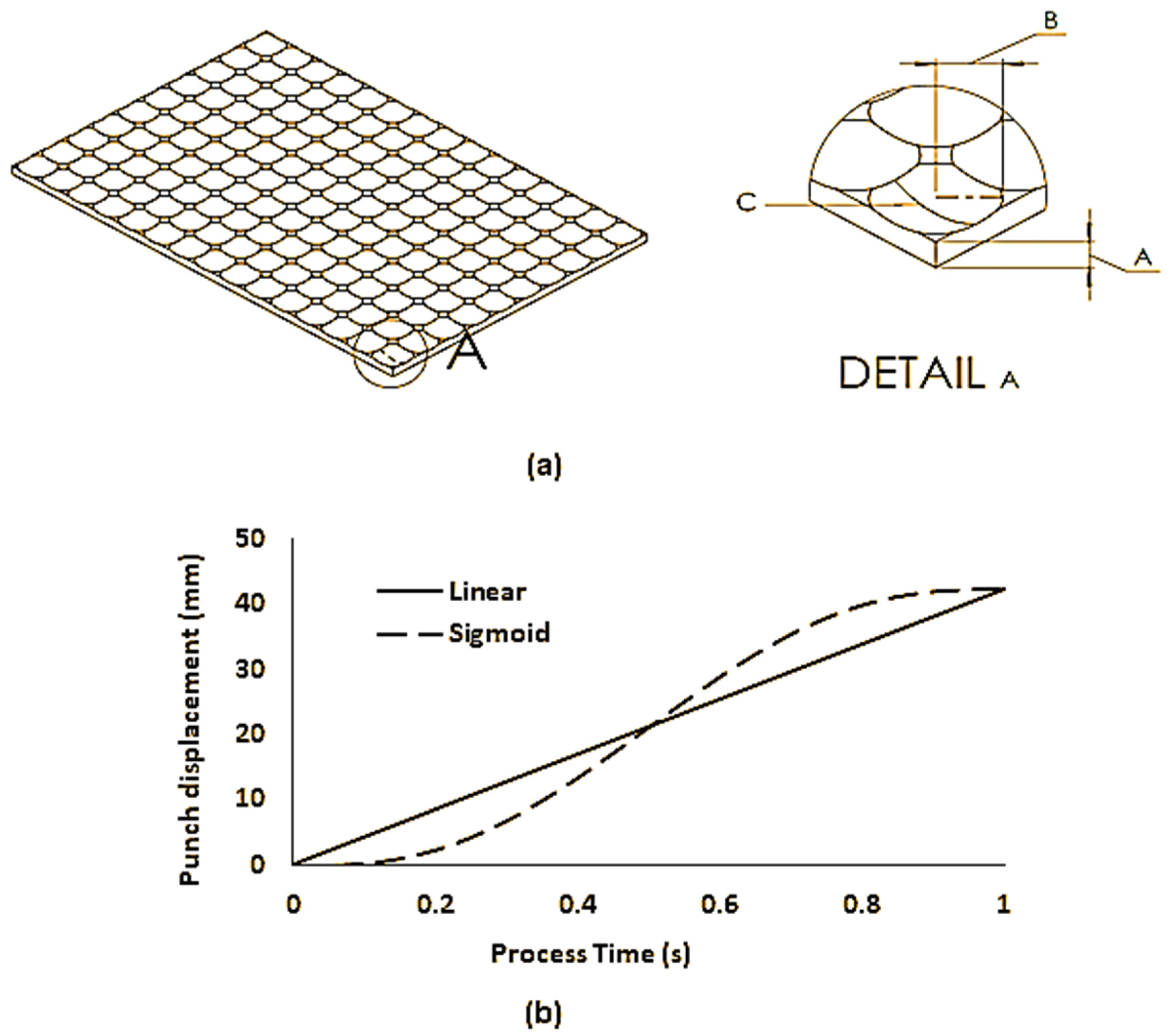
2.2. Numerical Modelling of Multi-Point Forming (MPF)
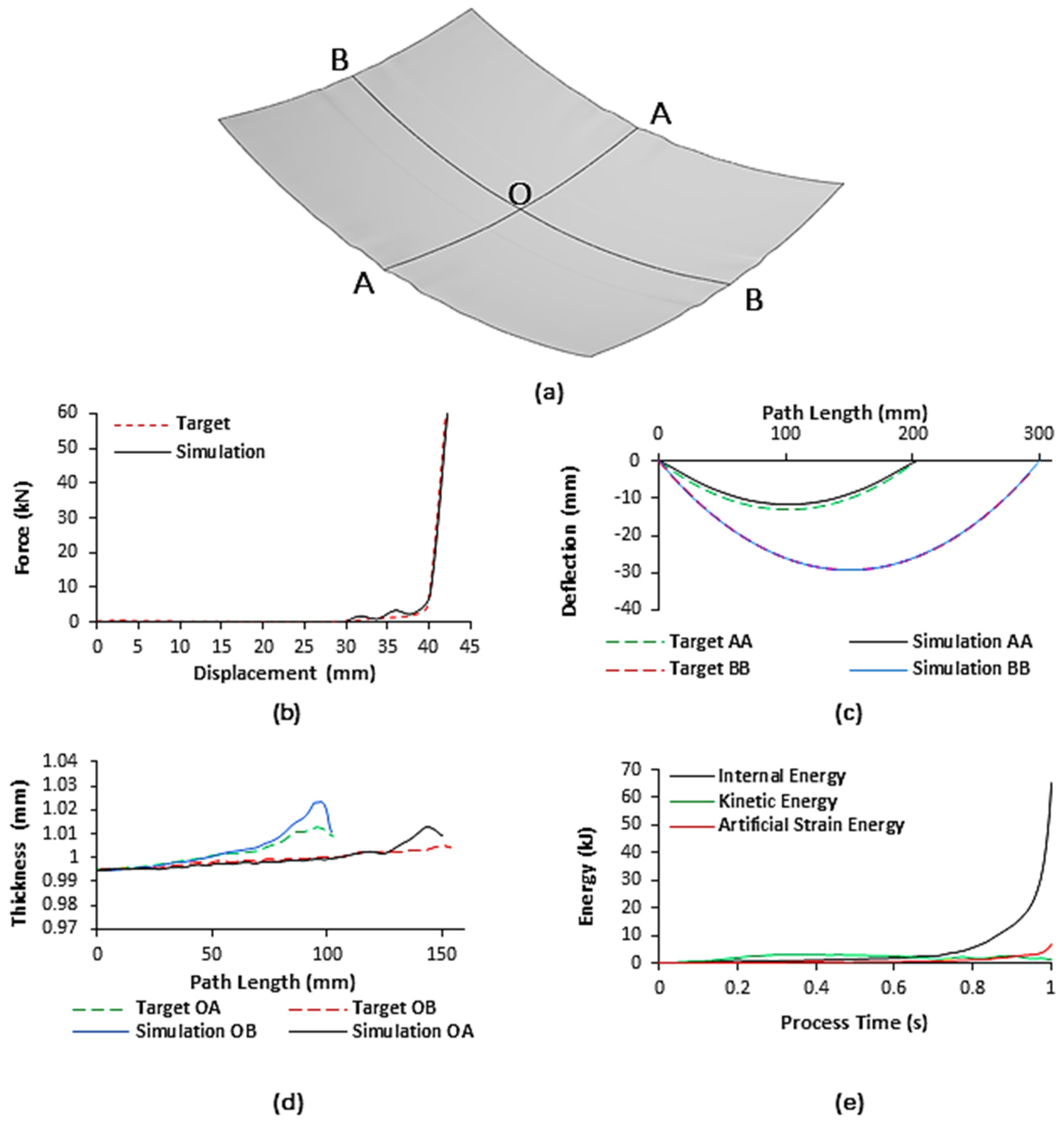
2.3. Model Validation
2.4. Statistical Validation
3. Results and Discussion
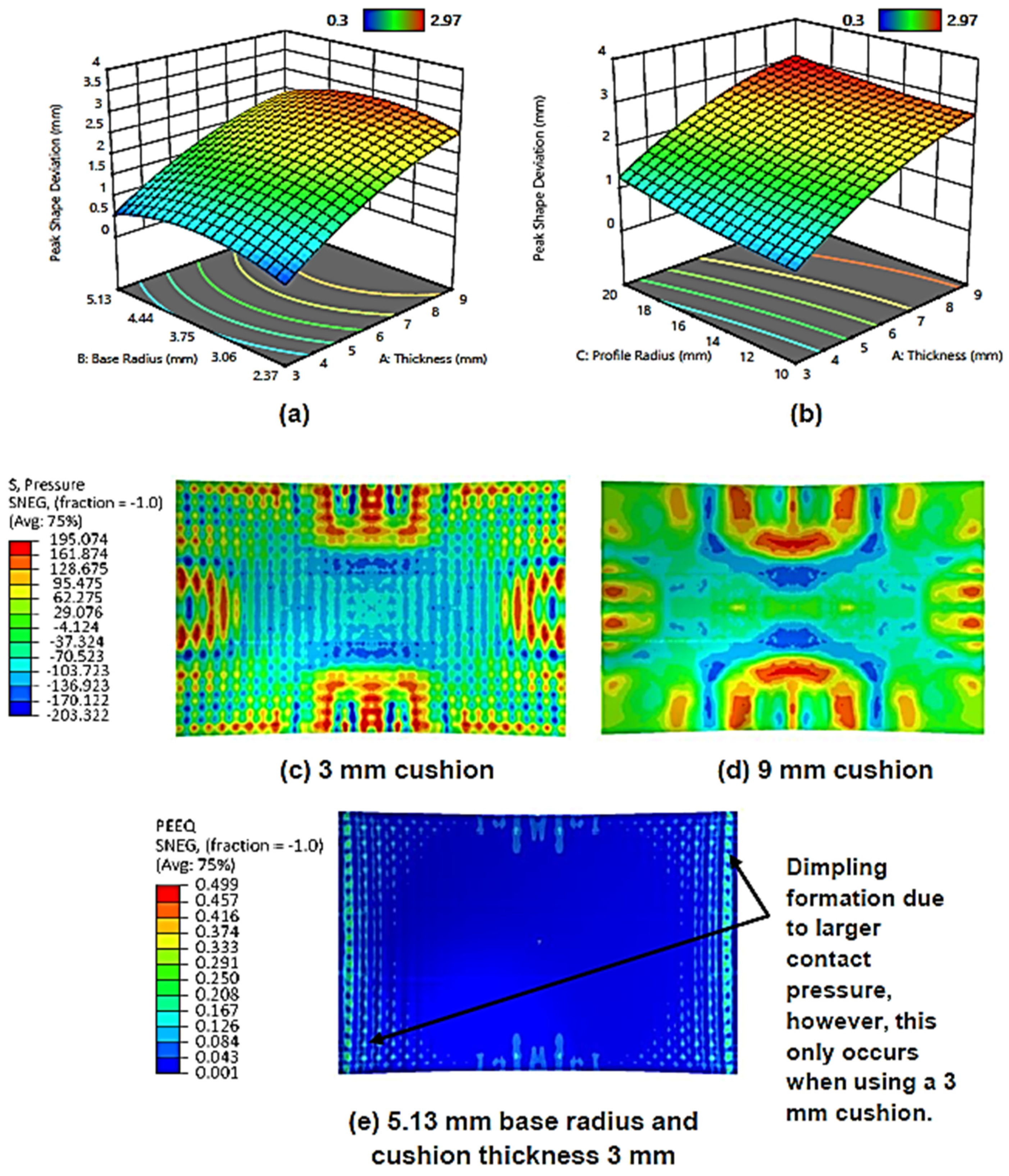
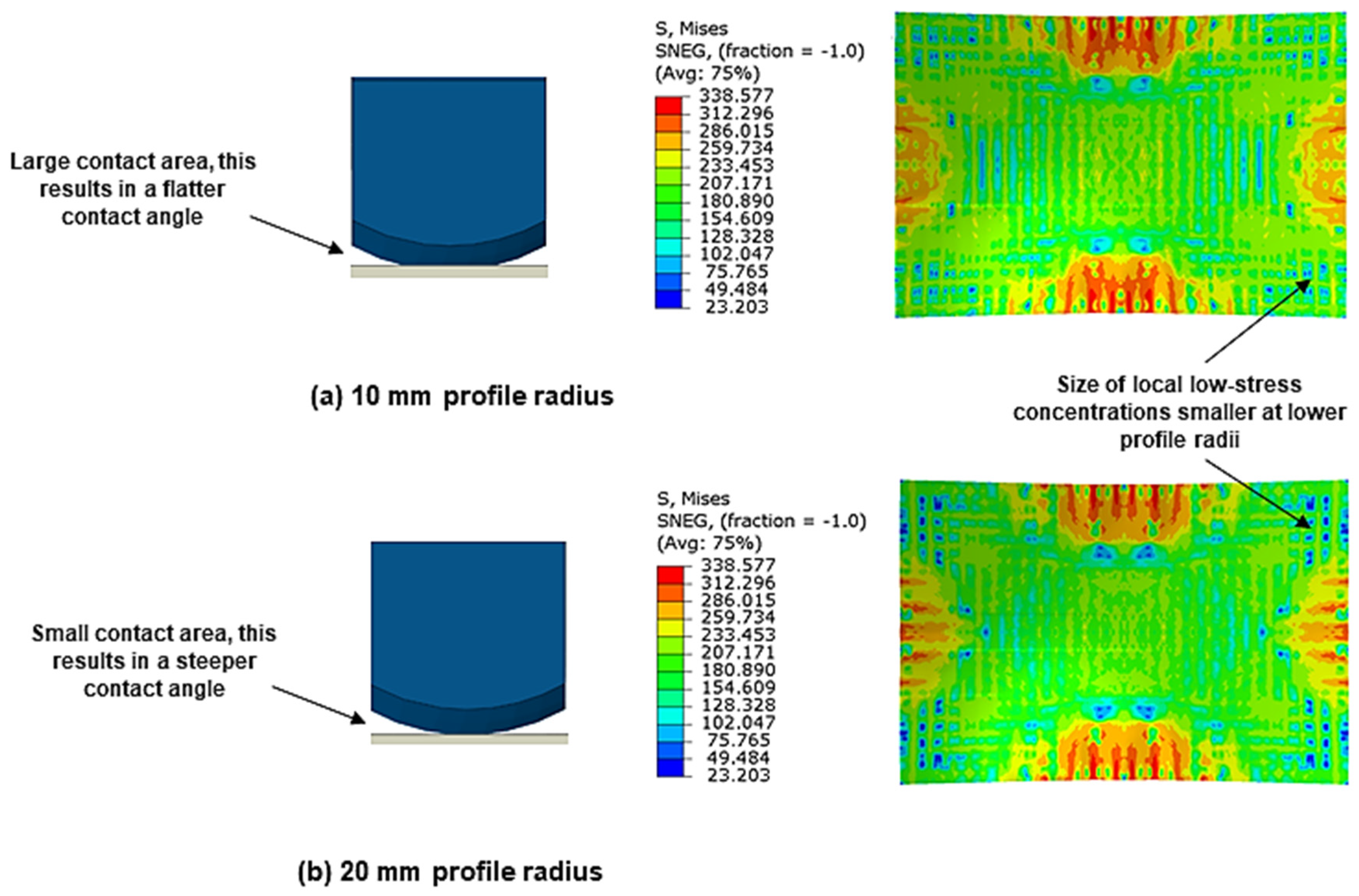
3.1. Peak Shape Deviation
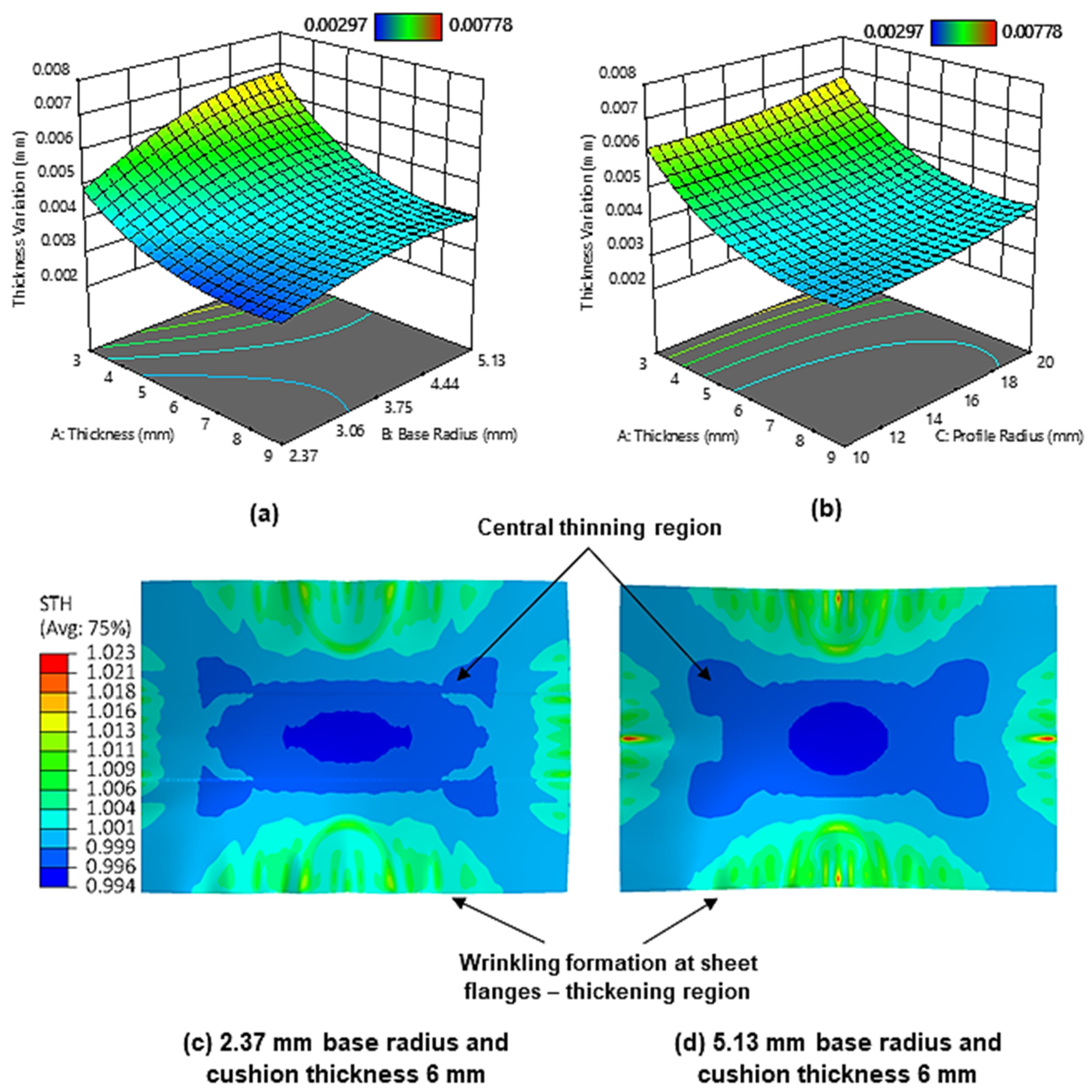
3.2. Sheet Metal Thickness Variation
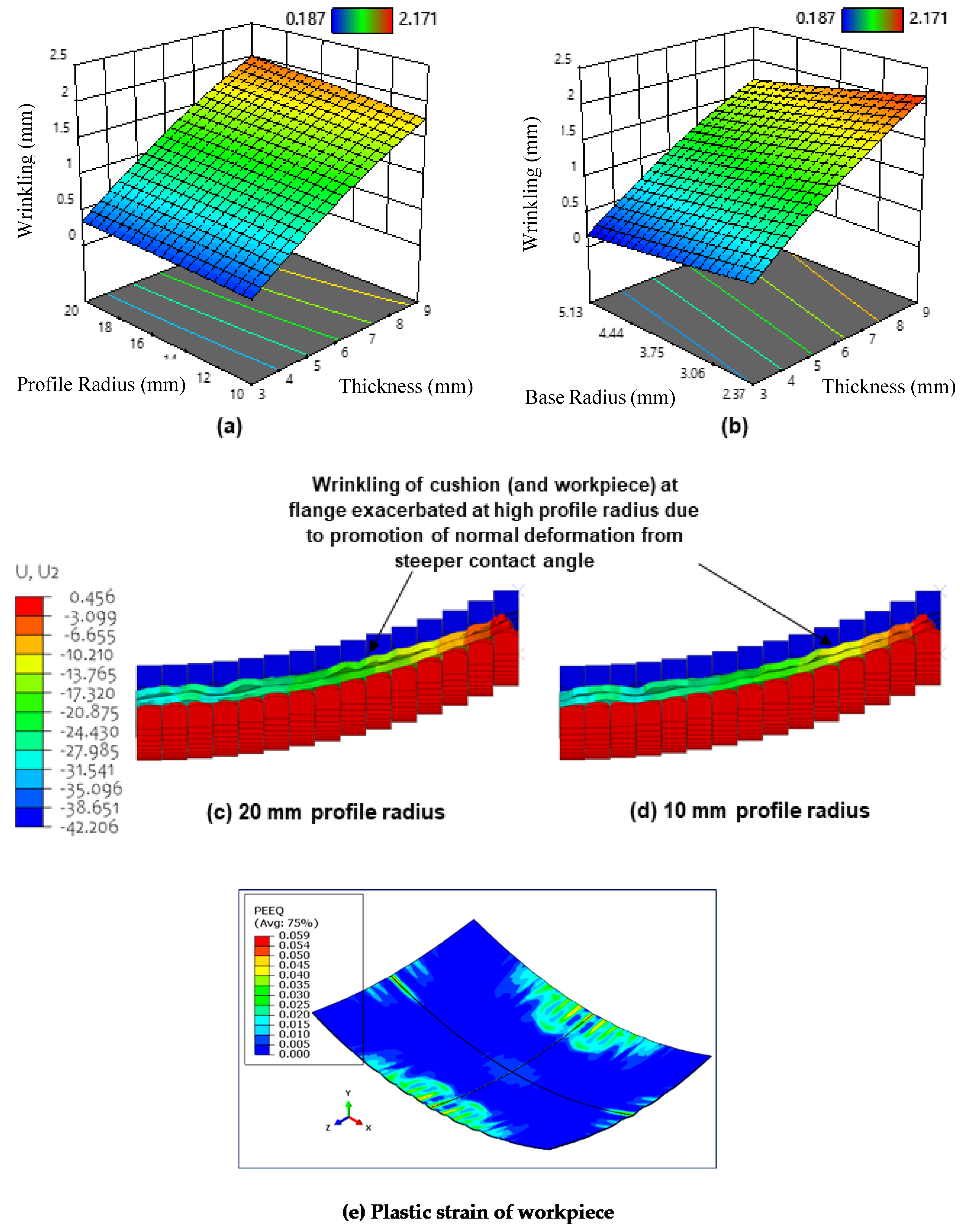
3.3. Flange Wrinkling
3.4. Optimisation of Process Parameters
4. Conclusions
- The maximum cushion thickness, cut-out base radius, and cut-out profile radius were all significant process parameters in their effects on peak shape deviation, wrinkling, and thickness variation. In terms of importance, maximum cushion thickness was the most significant followed by cut-out base radius and then by cut-out profile radius. The quadratic model was found to be the best fit for the response variables investigated.
- The type of punch-loading profile was deemed seemingly insignificant in all cases, but it is too early to completely discount it as rate and thermal effects were not considered in the FE model, thus further investigation is required.
- Two-way interactions between process parameters were insignificant in all cases.
- Maximum shape deviation was found to decrease with decreasing maximum cushion thickness and cut-out profile radius. For increasing the cut-out base radius, it was found to first increase then decrease.
- Thickness variation was found to decrease with increasing maximum cushion thickness, decreasing cut-out base radius, and decreasing cut-out profile radius.
- Wrinkling was found to decrease with decreasing maximum cushion thickness, decreasing cut-out profile radius, and increasing cut-out base radius.
- In all cases, the results indicate that a waffle-type elastic cushion can be used to minimise the defects associated with MPF with optimal process parameters being found. However, further experimental investigations are still required.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| MPF | Multi-point forming |
| IE | Internal Energy |
| SE | Strain Energy |
| DOE | Design of Experiments |
| RSM | Response Surface Methodology |
| ANOVA | Analysis of Variance |
| FEM | Finite Element Modelling |
| BHF | Blank Holder Force |
| DOF | Degrees of Freedom |
| Young’s Modulus | |
| True Stress | |
| True Strain | |
| Coefficient of Strength | |
| Strain Hardening Exponent | |
| Poisson’s Ratio | |
| Density | |
| Yield Strength | |
| Fracture Strength | |
| Strain Energy Density | |
| Deviatoric Response Coefficient | |
| Volumetric Response Coefficient | |
| Invariants of Deviatoric Strain Tensor | |
| Elastic-volume Ratio for Thermal Expansion | |
| Initial Bulk Modulus | |
| Initial Shear Modulus | |
| Response Variable | |
| Process Parameter | |
| β0 – β14 | Polynomial Response Coefficients |
| Random Process Error | |
| QC | Quality Characteristic |
| RSME | Root Mean Square Error |
| Amplitude of Wrinkle Wave | |
| Number of Wrinkling Waves | |
| Thickness Variation Given as a Standard Deviation | |
| Data Point | |
| Mean Thickness of Data Set | |
| Number of Points in Data Set | |
| Normalised Maximum Cushion Thickness | |
| Normalised Cushion Cut-out Base Radius | |
| Normalised Cushion Cut-out Profile Radius | |
| Normalised Punch Loading Profile | |
| Forecast Standard Deviation |
References
- Klippstein, H.; Hassanin, H.; Diaz De Cerio Sanchez, A.; Zweiri, Y.; Seneviratne, L. Additive Manufacturing of Porous Structures for Unmanned Aerial Vehicles Applications. Adv. Eng. Mater. 2018, 20, 1800290. [Google Scholar] [CrossRef]
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and testing of an additively manufactured monolithic catalyst bed for HTP thruster applications. Appl. Catal. A Gen. 2017, 542, 125–135. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Fabrication and characterization of stabilised zirconia micro parts via slip casting and soft moulding. Scr. Mater. 2013, 69, 433–436. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Functionally graded microceramic components. Microelectron. Eng. 2010, 87, 1610–1613. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Alumina composite suspension preparation for softlithography microfabrication. Microelectron. Eng. 2009, 86, 929–932. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Optimized process for the fabrication of zirconia micro parts. Microelectron. Eng. 2010, 87, 1617–1619. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Hassanin, H.; Attallah, M.M.; Essa, K. In-situ shelling via selective laser melting: Modelling and microstructural characterization. Mater. Des. 2015, 87, 845–853. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Z.; Huang, L.; Essa, K.; Bilotti, E.; Zhang, H.; Peijs, T.; Hao, L. Additive manufacturing high performance graphene-based composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105483. [Google Scholar] [CrossRef]
- Mohammed, A.; Elshaer, A.; Sareh, P.; Elsayed, M.; Hassanin, H. Additive Manufacturing Technologies for Drug Delivery Applications. Int. J. Pharm. 2020, 580, 119245. [Google Scholar] [CrossRef]
- Hassanin, H.; Abena, A.; Elsayed, M.A.; Essa, K. 4D Printing of NiTi Auxetic Structure with Improved Ballistic Performance. Micromachines 2020, 11, 745. [Google Scholar] [CrossRef]
- Sabouri, A.; Yetisen, A.K.; Sadigzade, R.; Hassanin, H.; Essa, K.; Butt, H. Three-Dimensional Microstructured Lattices for Oil Sensing. Energy Fuels 2017, 31, 2524–2529. [Google Scholar] [CrossRef]
- Klippstein, H.; Sanchez, A.D.D.C.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused Deposition Modeling for Unmanned Aerial Vehicles (UAVs): A Review. Adv. Eng. Mater. 2018, 20, 1700552. [Google Scholar] [CrossRef]
- Galatas, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Additive Manufactured Sandwich Composite/ABS Parts for Unmanned Aerial Vehicle Applications. Polymers 2018, 10, 1262. [Google Scholar] [CrossRef] [PubMed]
- Hassanin, H.; Modica, F.; El-Sayed, M.A.; Liu, J.; Essa, K. Manufacturing of Ti–6Al–4V Micro-Implantable Parts Using Hybrid Selective Laser Melting and Micro-Electrical Discharge Machining. Adv. Eng. Mater. 2016, 18, 1544–1549. [Google Scholar] [CrossRef]
- Abosaf, M. Finite element modelling of multi-point forming. Ph.D. Thesis, The University of Birmingham, Birmingham, UK, July 2017. [Google Scholar]
- Li, M.Z.; Cai, Z.Y.; Sui, Z.; Yan, Q.G. Multi-point forming technology for sheet metal. J. Mater. Process. Technol. 2002, 129, 333–338. [Google Scholar] [CrossRef]
- Nakajima, N. A Newly Developed Technique to Fabricate Complicated Dies and Electrodes with Wires. Bull. JSME 1969, 12, 1546–1554. [Google Scholar] [CrossRef]
- Elghawail, A.; Essa, K.; Abosaf, M.; Tolipov, A.; Su, S.; Pham, D. Low-cost metal-forming process using an elastic punch and a reconfigurable multi-pin die. Int. J. Mater. Form. 2019, 12, 391–401. [Google Scholar] [CrossRef]
- Finckenstein, E.V.; Kleiner, M. Flexible Numerically Controlled Tool System for Hydro-Mechanical Deep Drawing. CIRP Ann. 1991, 40, 311–314. [Google Scholar] [CrossRef]
- Amini, M.; Bakhshi, M.; Fesharaki, J.J. Design, fabrication, and use of a new reconfigurable discrete die for forming tubular parts. Int. J. Adv. Manuf. Technol. 2014, 75, 1055–1063. [Google Scholar] [CrossRef]
- Schuh, G.; Bergweiler, G.; Fiedler, F.; Bickendorf, P.; Colag, C. A Review on Flexible Forming of Sheet Metal Parts. In Proceedings of the 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 15–18 December 2019. [Google Scholar]
- Walczyk, D.F.; Hardt, D.E. Design and analysis of reconfigurable discrete dies for sheet metal forming. J. Manuf. Syst. 1998, 17, 436–454. [Google Scholar] [CrossRef]
- Park, J.-W.; Kim, J.; Kang, B.-S. Development on a Prediction Model for Experimental Condition of Flexibly Reconfigurable Roll Forming Process. Metals 2019, 9, 896. [Google Scholar] [CrossRef]
- Paunoiu, V.; Cekan, P.; Gavan, E.; Nicoara, D. Numerical Simulations in Reconfigurable Multipoint Forming. Int. J. Mater. Form. 2008, 1, 181–184. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Ku, T.-W.; Kang, B.-S. Improvement of formability for multi-point bending process of AZ31B sheet material using elastic cushion. Int. J. Precis. Eng. Manuf. 2011, 12, 1023–1030. [Google Scholar] [CrossRef]
- Gorji, M.B.; Manopulo, N.; Hora, P.; Barlat, F. Numerical investigation of the post-necking behavior of aluminum sheets in the presence of geometrical and material inhomogeneities. Int. J. Solids Struct. 2016, 102–103, 56–65. [Google Scholar] [CrossRef]
- Cai, Z.-Y.; Wang, S.-H.; Li, M.-Z. Numerical investigation of multi-point forming process for sheet metal: Wrinkling, dimpling and springback. Int. J. Adv. Manuf. Technol. 2008, 37, 927–936. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Ju, F. Research on the process of flexible blank holder in multi-point forming for spherical surface parts. Int. J. Adv. Manuf. Technol. 2017, 89, 2315–2322. [Google Scholar] [CrossRef]
- Qu, E.; Li, M.; Li, R. Deformation behavior in multi-point forming using a strip steel pad. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1775–1785. [Google Scholar] [CrossRef]
- Zareh–Desari, B.; Davoodi, B.; Vedaei-Sabegh, A. Investigation of deep drawing concept of multi-point forming process in terms of prevalent defects. Int. J. Mater. Form. 2017, 10, 193–203. [Google Scholar] [CrossRef]
- Essa, K.; Hartley, P. Optimization of conventional spinning process parameters by means of numerical simulation and statistical analysis. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1691–1705. [Google Scholar] [CrossRef]
- Hussain, G.; Gao, L.; Hayat, N. Empirical modelling of the influence of operating parameters on the spifability of a titanium sheet using response surface methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 73–81. [Google Scholar] [CrossRef]
- Majagi, S.; Chandramohan, G.; Krishna, M. Optimization of Incremental Sheet Metal Forming Parameters by Design of Experiments. Appl. Mech. Mater. 2014, 527, 111–116. [Google Scholar] [CrossRef]
- Elghawail, A.; Essa, K.; Abosaf, M.; Tolipov, A.; Su, S.; Pham, D. Prediction of springback in multi-point forming. Cogent Eng. 2017, 4, 1400507. [Google Scholar] [CrossRef]
- American Society for Testing Materials. In Standard Test Methods for Tension Testing of Metallic Materials; ASTM E8, ASTM International: West Conshohocken, PA, USA, 2018.
- Tolipov, A.; Elghawail, A.; Abosaf, M.; Pham, D.; Hassanin, H.; Essa, K. Multipoint forming using mesh-type elastic cushion: Modelling and experimentation. Int. J. Adv. Manuf. Technol. 2019, 103, 2079–2090. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Hassanin, H.; Essa, K. Effect of casting practice on the reliability of Al cast alloys. Int. J. Cast Met. Res. 2016, 29, 350–354. [Google Scholar] [CrossRef]
- Essa, K.; Khan, R.; Hassanin, H.; Attallah, M.M.; Reed, R. An iterative approach of hot isostatic pressing tooling design for net-shape IN718 superalloy parts. Int. J. Adv. Manuf. Technol. 2016, 83, 1835–1845. [Google Scholar] [CrossRef]
- Abosaf, M.; Essa, K.; Alghawail, A.; Tolipov, A.; Su, S.; Pham, D. Optimisation of multi-point forming process parameters. Int. J. Adv. Manuf. Technol. 2017, 92, 1849–1859. [Google Scholar] [CrossRef]
- Abosaf, M.; Elghawail, A.; Pham, D.; Essa, K.; Tolipov, A.; Su, S. Effect of overhang between die and blank holder on thickness distribution in multi-point forming. In Proceedings of the 39th International MATADOR Conference on Advanced Manufacturing, Manchester, UK, 5–7 July 2017. [Google Scholar]
- Bai, Q.; Yang, H.; Zhan, M. Finite element modeling of power spinning of thin-walled shell with hoop inner rib. Trans. Nonferrous Met. Soc. China 2008, 18, 6–13. [Google Scholar] [CrossRef]
- Essa, K.; Hartley, P. Numerical simulation of single and dual pass conventional spinning processes. Int. J. Mater. Form. 2009, 2, 271. [Google Scholar] [CrossRef]
- Huang, L.; Yang, H.; Zhan, M.; Hu, L.-J. Numerical simulation of influence of material parameters on splitting spinning of aluminum alloy. Trans. Nonferrous Met. Soc. China 2008, 18, 674–681. [Google Scholar] [CrossRef]
- Tolipov, A.A.; Elghawail, A.; Shushing, S.; Pham, D.; Essa, K. Experimental research and numerical optimisation of multi-point sheet metal forming implementation using a solid elastic cushion system. J. Phys. Conf. Ser. 2017, 896, 012120. [Google Scholar] [CrossRef]
- Rusinek, A.; Zaera, R.; Klepaczko, J.R. Constitutive relations in 3-D for a wide range of strain rates and temperatures–Application to mild steels. Int. J. Solids Struct. 2007, 44, 5611–5634. [Google Scholar] [CrossRef]
- Campbell, J.D.; Ferguson, W.G. The temperature and strain-rate dependence of the shear strength of mild steel. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1970, 21, 63–82. [Google Scholar] [CrossRef]
- Abebe, M.; Lee, K.; Kang, B.-S. Surrogate-based multi-point forming process optimization for dimpling and wrinkling reduction. Int. J. Adv. Manuf. Technol. 2016, 85, 391–403. [Google Scholar] [CrossRef]
- Alfaidi, M.F.; Li, X.; Nwir, M.A. Effect of rubber pad on forming quality in multi point forming process. In Proceedings of the 2010 The 2nd International Conference on Computer and Automation Engineering (ICCAE), Singapore, 26–28 February 2010; pp. 728–731. [Google Scholar]
- Budrikis, Z.; Sellerio, A.L.; Bertalan, Z.; Zapperi, S. Wrinkle motifs in thin films. Sci. Rep. 2015, 5, 8938. [Google Scholar] [CrossRef]
- Zhou, B.-J.; Xu, Y.-C. The effect of upper sheet on wrinkling and thickness distribution of formed sheet part using double-layer sheet hydroforming. Int. J. Adv. Manuf. Technol. 2018, 99, 1175–1182. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mn | C | P | S | Fe |
|---|---|---|---|---|---|
| % | 0.35 | 0.06 | 0.03 | 0.03 | Balance |
| DC05 Steel—Property | Value |
|---|---|
| Young’s Modulus, | 220 GPa |
| Density, | 7870 kg/m3 |
| Yield Stress, | 200.6 MPa |
| Poisson’s ratio, | 0.3 |
| Fracture Strain, | 0.181 |
| Strength Coefficient, | 527.13 MPa |
| Hardening Exponent, | 0.17 |
| Parameter | Unit | Level | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Maximum Cushion Thickness | mm | 3.00 | 6.00 | 9.00 |
| Cut–out Base Radius | mm | 2.37 | 3.75 | 5.13 |
| Cut–out Profile Radius | mm | 10 | 15 | 20 |
| Punch Loading Profile | - | - | Linear/Sigmoid | - |
| Std | Run | Max. Cushion Thickness (mm) | Cut-out Profile Radius (mm) | Cut-out Base Radius (mm) | Punch Loading Profile (–) | Peak Shape Deviation (mm) | Thickness Variation (mm) | Wrinkling (mm) | Dimpling (-) |
|---|---|---|---|---|---|---|---|---|---|
| 13 | 1 | 6 | 3.75 | 10 | Linear | 2.19 | 0.00446 | 1.159 | No |
| 20 | 2 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 5 | 3 | 3 | 2.37 | 20 | Linear | 1.06 | 0.00522 | 0.497 | No |
| 23 | 4 | 3 | 5.13 | 10 | Sigmoid | 0.45 | 0.00612 | 0.373 | Yes |
| 14 | 5 | 6 | 3.75 | 20 | Linear | 2.38 | 0.00511 | 1.353 | No |
| 27 | 6 | 3 | 5.13 | 20 | Sigmoid | 0.81 | 0.00695 | 0.251 | No |
| 29 | 7 | 3 | 3.75 | 15 | Sigmoid | 0.91 | 0.00778 | 0.276 | No |
| 21 | 8 | 3 | 2.37 | 10 | Sigmoid | 0.50 | 0.00546 | 0.372 | No |
| 38 | 9 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 1 | 10 | 3 | 2.37 | 10 | Linear | 0.30 | 0.00495 | 0.426 | No |
| 33 | 11 | 6 | 3.75 | 10 | Sigmoid | 2.22 | 0.00412 | 1.218 | No |
| 39 | 12 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 25 | 13 | 3 | 2.37 | 20 | Sigmoid | 1.20 | 0.00555 | 0.652 | No |
| 35 | 14 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 7 | 15 | 3 | 5.13 | 20 | Linear | 0.88 | 0.00699 | 0.299 | No |
| 6 | 16 | 9 | 2.37 | 20 | Linear | 2.97 | 0.00395 | 2.031 | No |
| 9 | 17 | 3 | 3.75 | 15 | Linear | 1.07 | 0.00574 | 0.334 | No |
| 30 | 18 | 9 | 3.75 | 15 | Sigmoid | 2.74 | 0.00422 | 1.922 | No |
| 15 | 19 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 11 | 20 | 6 | 2.37 | 15 | Linear | 0.88 | 0.00297 | 1.573 | No |
| 22 | 21 | 9 | 2.37 | 10 | Sigmoid | 2.24 | 0.00335 | 1.818 | No |
| 31 | 22 | 6 | 2.37 | 15 | Sigmoid | 2.11 | 0.00391 | 1.415 | No |
| 26 | 23 | 9 | 2.37 | 20 | Sigmoid | 2.62 | 0.00396 | 2.005 | No |
| 36 | 24 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 19 | 25 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 37 | 26 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 12 | 27 | 6 | 5.13 | 15 | Linear | 2.16 | 0.00536 | 1.012 | No |
| 16 | 28 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 40 | 29 | 6 | 3.75 | 15 | Sigmoid | 2.22 | 0.00417 | 1.283 | No |
| 34 | 30 | 6 | 3.75 | 20 | Sigmoid | 2.33 | 0.00466 | 1.315 | No |
| 18 | 31 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 4 | 32 | 9 | 5.13 | 10 | Linear | 1.89 | 0.00353 | 1.414 | No |
| 8 | 33 | 9 | 5.13 | 20 | Linear | 2.60 | 0.00410 | 1.909 | No |
| 17 | 34 | 6 | 3.75 | 15 | Linear | 2.17 | 0.00431 | 1.159 | No |
| 32 | 35 | 6 | 5.13 | 15 | Sigmoid | 2.16 | 0.00438 | 1.135 | No |
| 10 | 36 | 9 | 3.75 | 15 | Linear | 2.94 | 0.00390 | 2.102 | No |
| 3 | 37 | 3 | 5.13 | 10 | Linear | 0.34 | 0.00645 | 0.187 | Yes |
| 2 | 38 | 9 | 2.37 | 10 | Linear | 2.84 | 0.00320 | 2.171 | No |
| 28 | 39 | 9 | 5.13 | 20 | Sigmoid | 2.56 | 0.00409 | 2.012 | No |
| 24 | 40 | 9 | 5.13 | 10 | Sigmoid | 2.30 | 0.00397 | 1.505 | No |
| Process Parameter | Units | Response Factors | |||||
|---|---|---|---|---|---|---|---|
| Peak Shape Deviation | Thickness Variation | Wrinkling | |||||
| Cushion Thickness (A) | mm | < 0.0001 | < 0.0001 | < 0.0001 | |||
| Cut-out Base Radius (B) | mm | 0.6395 | < 0.0001 | < 0.0001 | |||
| Cut-out Profile Radius (C) | mm | 0.0020 | 0.0049 | 0.0022 | |||
| Punch Loading Profile (D) | - | 0.5813 | 0.4919 | 0.4418 | |||
| Quadratic Terms | - | A2 = 0.0169 B2 = 0.0027 C2 = 0.5341 | A2 ≤ 0.0001 B2 = 0.0127 C2 = 0.4261 | A2 = 0.0230 B2 = 0.8117 C2 = 0.8147 | |||
| Two-Factor Interactions | - | AB = 0.4976 AC = 0.4208 AD = 0.4133 | BC = 0.9267 BD = 0.8627 CD = 0.6991 | AB = 0.0913 AC = 0.3867 AD = 0.6508 | BC = 0.8513 BD = 0.0895 CD = 0.6447 | AB = 0.4383 AC = 0.1214 AD = 0.2795 | BC = 0.1907 BD = 0.0831 CD = 0.6643 |
| Polynomial Coefficient | Response Variable | ||
|---|---|---|---|
| Peak Shape Deviation (mm) | Thickness Variation (log10(mm)) | Wrinkling (mm) | |
| 2.20 | −2.36 | 1.24 | |
| 0.9090 | −0.1007 | 0.7611 | |
| −0.0285 | 0.0421 | −0.1432 | |
| 0.2070 | 0.0237 | 0.0840 | |
| 0.0238 | 0.0038 | 0.0136 | |
| −0.0463 | −0.0152 | −0.0218 | |
| −0.0550 | 0.0076 | 0.0443 | |
| 0.0500 | −0.0035 | −0.0273 | |
| −0.0063 | −0.0016 | 0.0371 | |
| −0.0105 | −0.0136 | 0.0446 | |
| −0.0260 | −0.0036 | 0.0109 | |
| −0.2927 | 0.0682 | −0.1139 | |
| −0.3802 | −0.0395 | 0.0113 | |
| 0.0723 | 0.0119 | −0.0112 | |
| 0 | 0 | 0 | |
| Condition | Max. Cushion Thickness (mm) | Cut-out Base Radius (mm) | Cut-out Profile Radius (mm) | Loading Profile (-) |
|---|---|---|---|---|
| Optimal | 3.01 | 2.37 | 10 | Linear |
| Results | Peak Shape Deviation (mm) | Thickness Variation (mm) | Wrinkling (mm) |
|---|---|---|---|
| Predicted | 0.30 ± 1.96 (0.27) | 0.00475 ± 1.96 (0.00038) | 0.503 ± 1.96 (0.111) |
| Measured | 0.50 | 0.00515 | 0.425 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moheen, M.; Abdel-Wahab, A.; Hassanin, H.; Essa, K. Reconfigurable Multipoint Forming Using Waffle-Type Elastic Cushion and Variable Loading Profile. Materials 2020, 13, 4506. https://doi.org/10.3390/ma13204506
Moheen M, Abdel-Wahab A, Hassanin H, Essa K. Reconfigurable Multipoint Forming Using Waffle-Type Elastic Cushion and Variable Loading Profile. Materials. 2020; 13(20):4506. https://doi.org/10.3390/ma13204506
Chicago/Turabian StyleMoheen, Mohammed, Adel Abdel-Wahab, Hany Hassanin, and Khamis Essa. 2020. "Reconfigurable Multipoint Forming Using Waffle-Type Elastic Cushion and Variable Loading Profile" Materials 13, no. 20: 4506. https://doi.org/10.3390/ma13204506
APA StyleMoheen, M., Abdel-Wahab, A., Hassanin, H., & Essa, K. (2020). Reconfigurable Multipoint Forming Using Waffle-Type Elastic Cushion and Variable Loading Profile. Materials, 13(20), 4506. https://doi.org/10.3390/ma13204506