Modeling and Experimental Verification of Material Welding Characteristics for Low Current Switching Devices



Abstract
1. Introduction
2. Mathematical Model
2.1. Threshold Welding Current
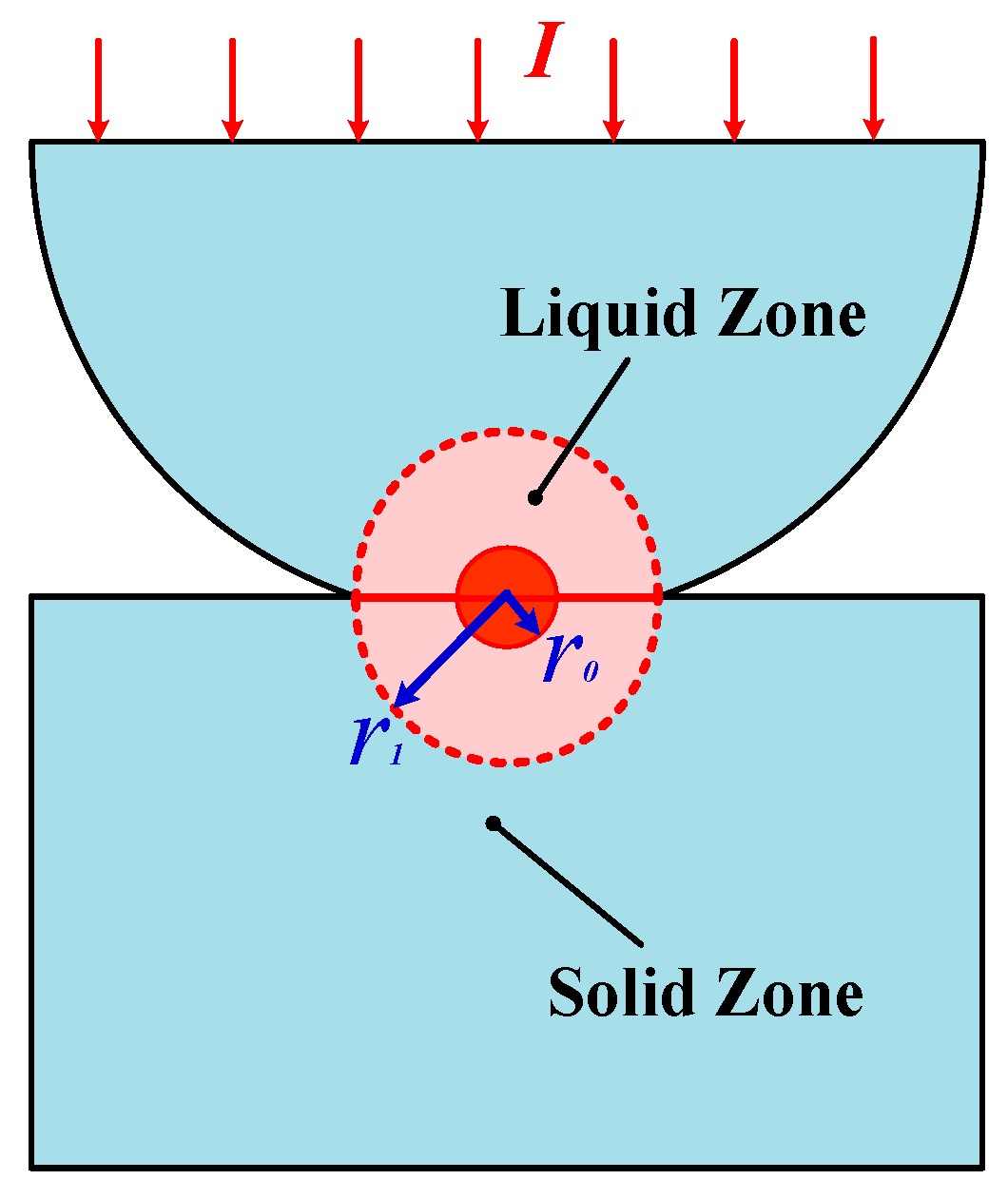
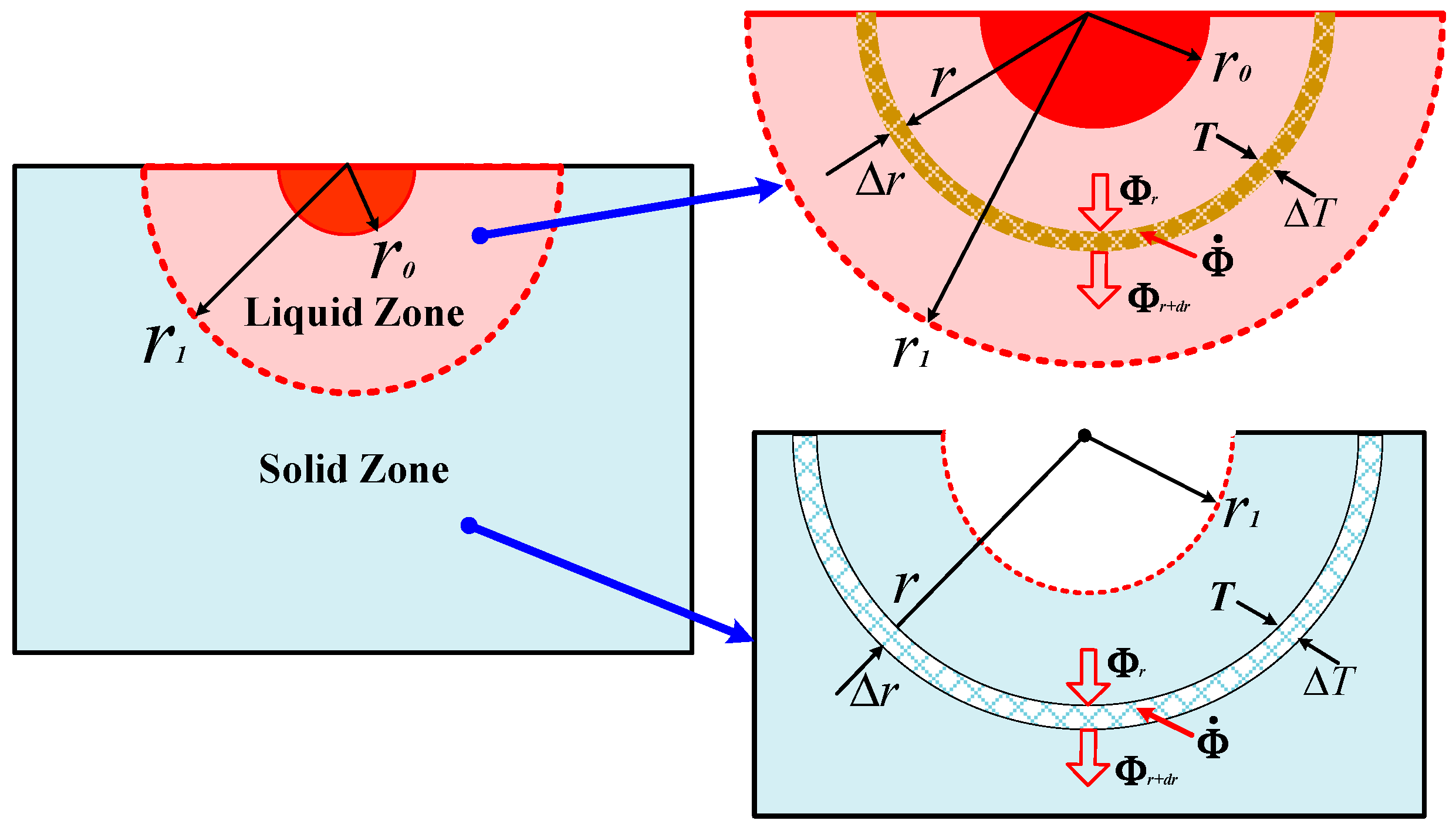
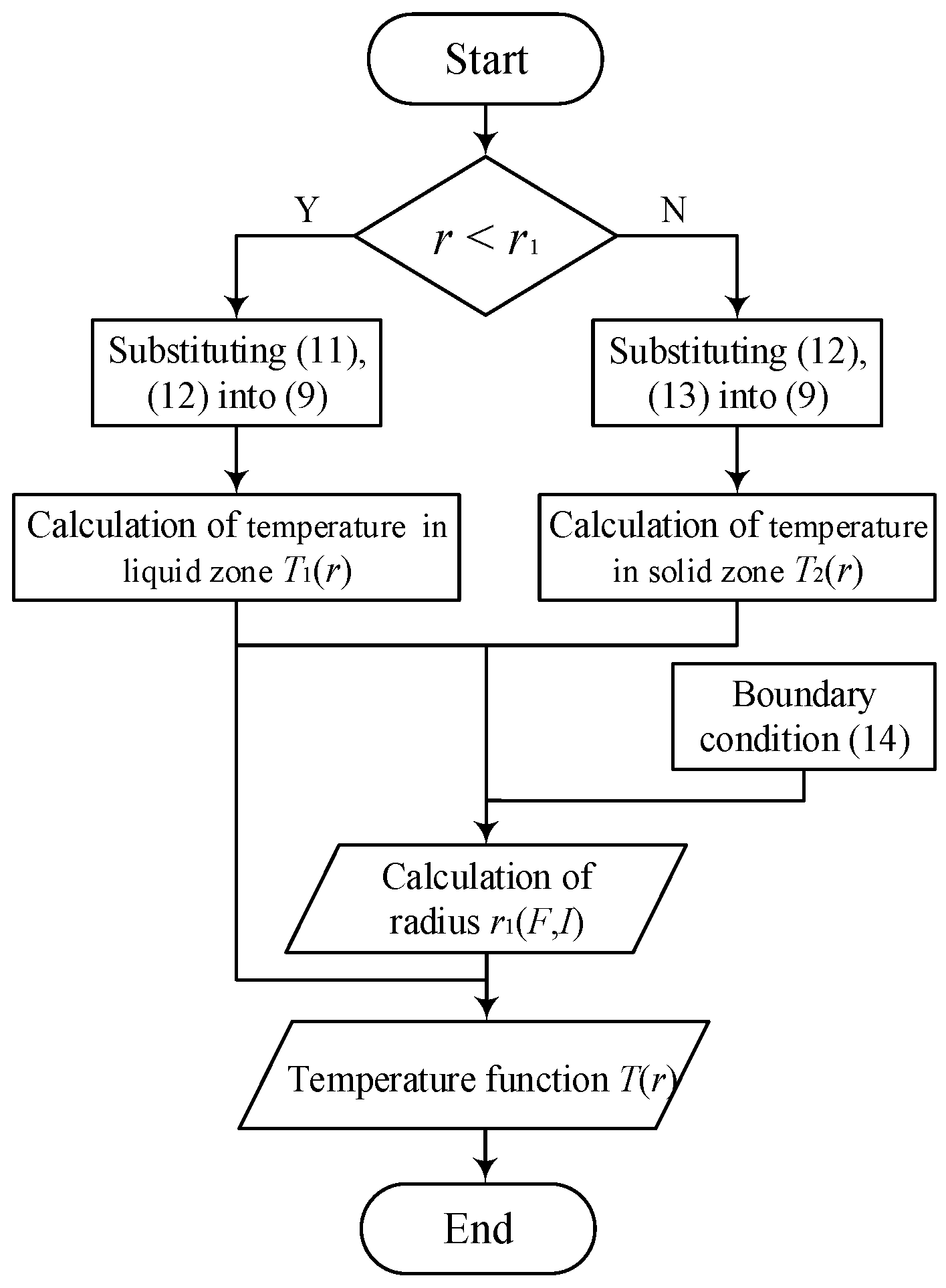
2.2. Heat Conduction Model
3. Calculation Results and Discussion
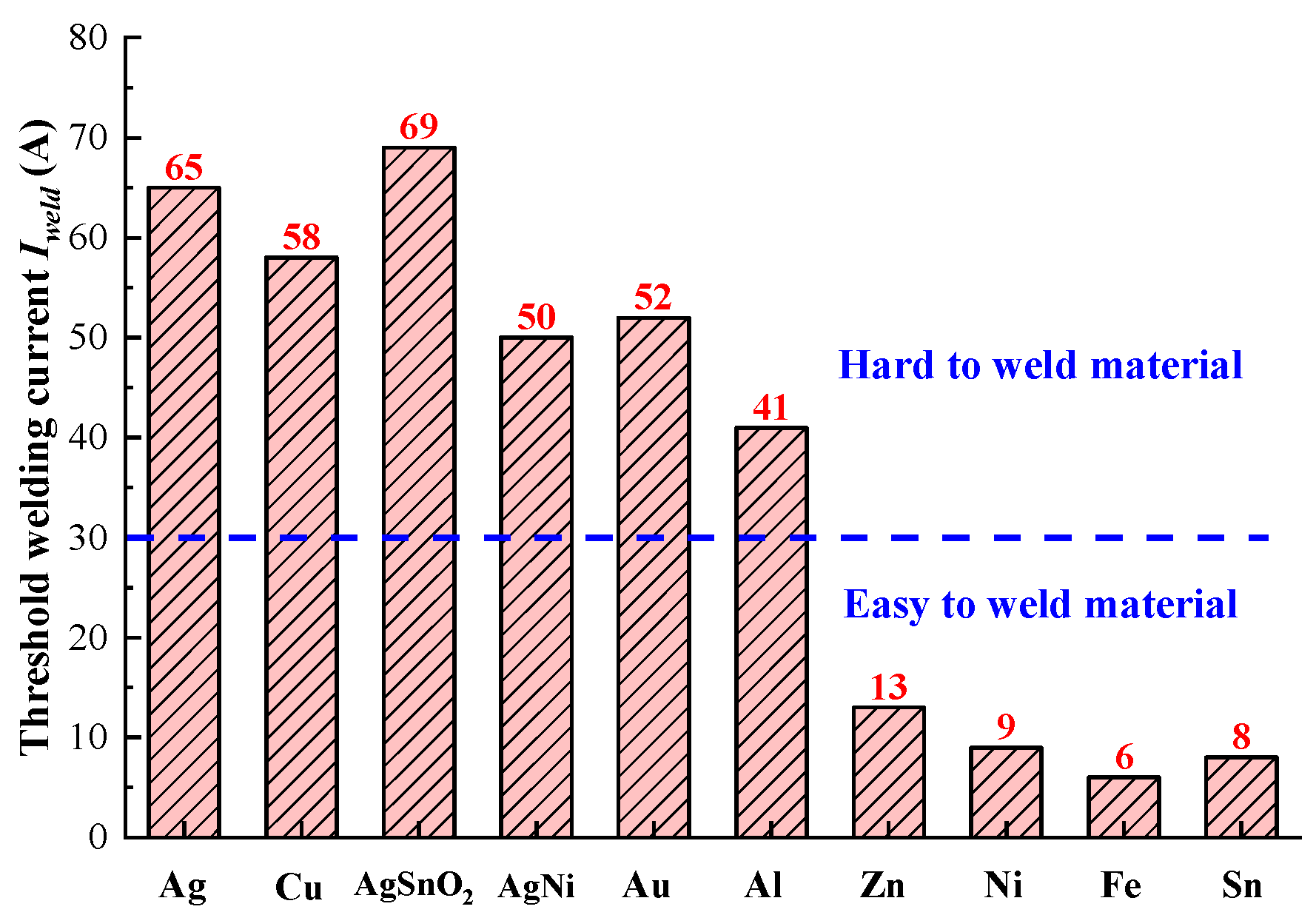
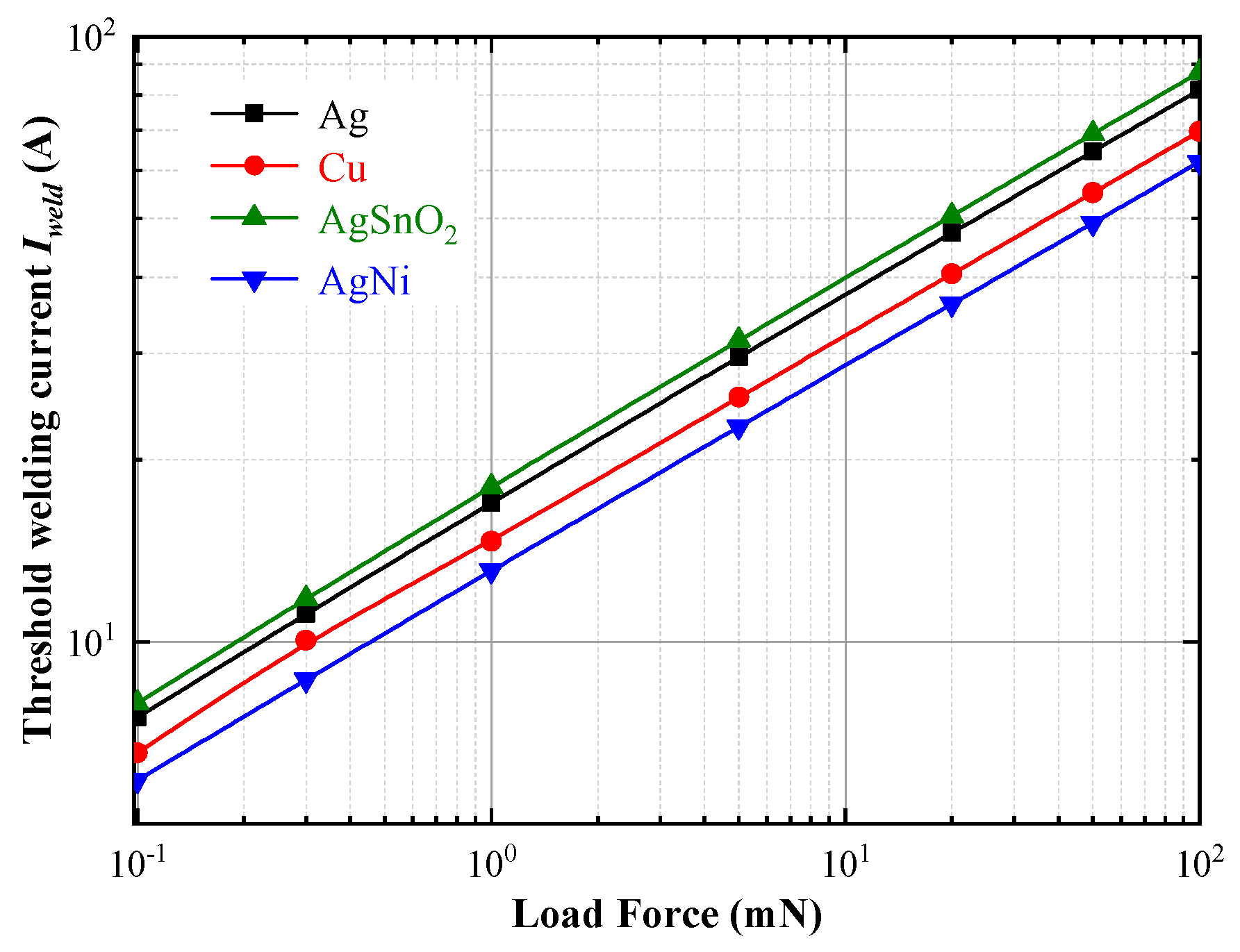
3.1. Threshold Welding Current
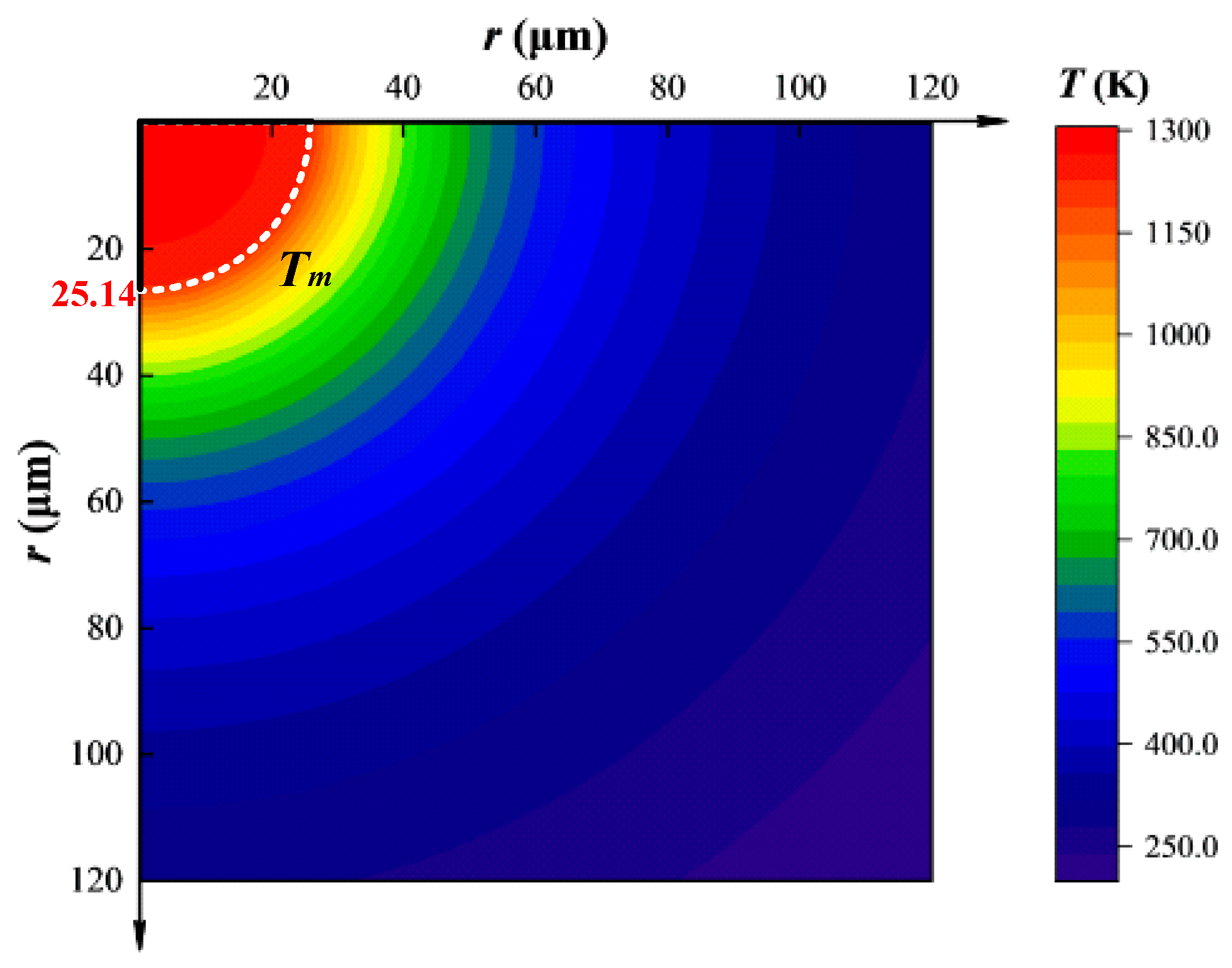
3.2. Temperature Distribution
4. Model Validation
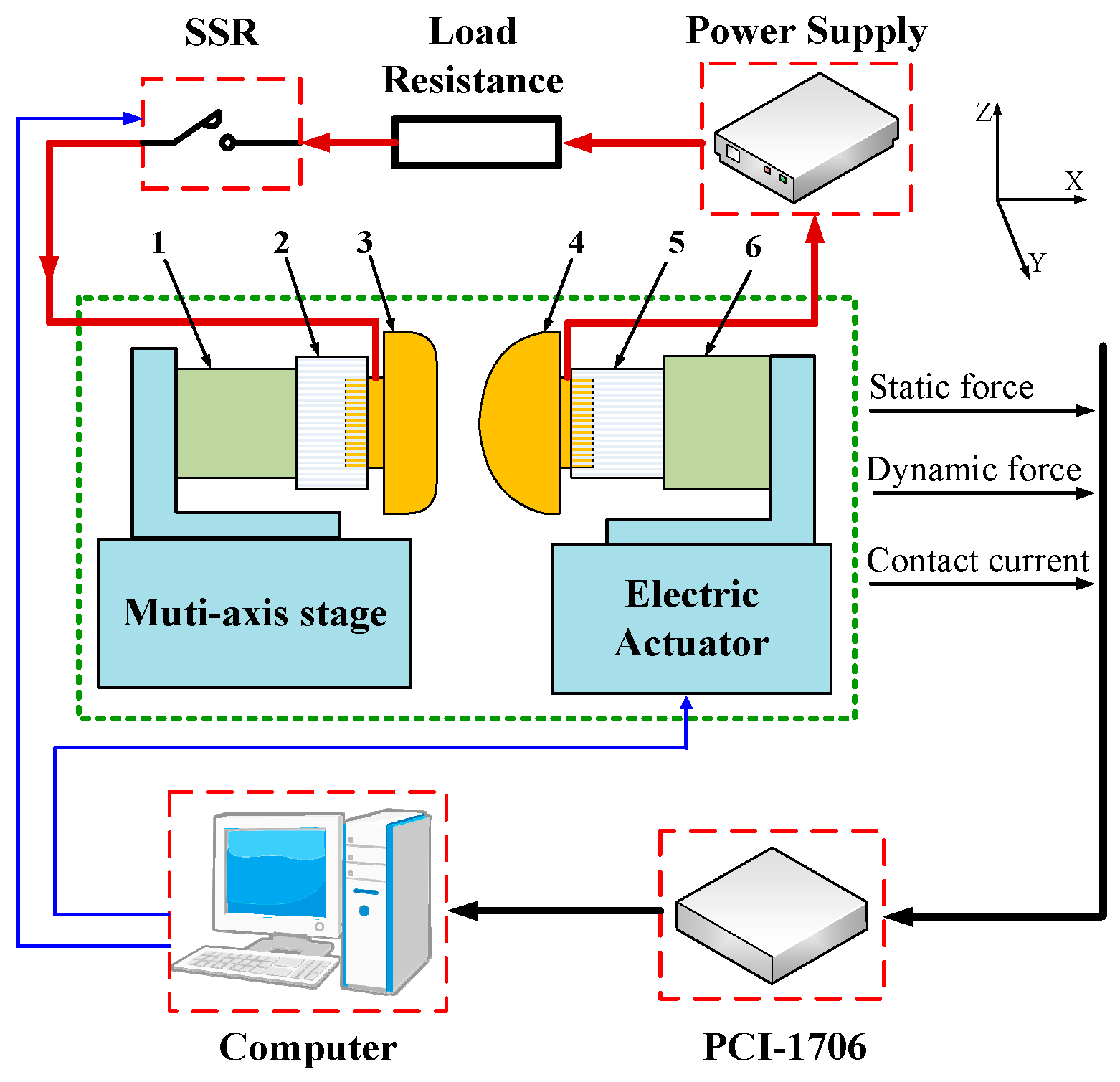
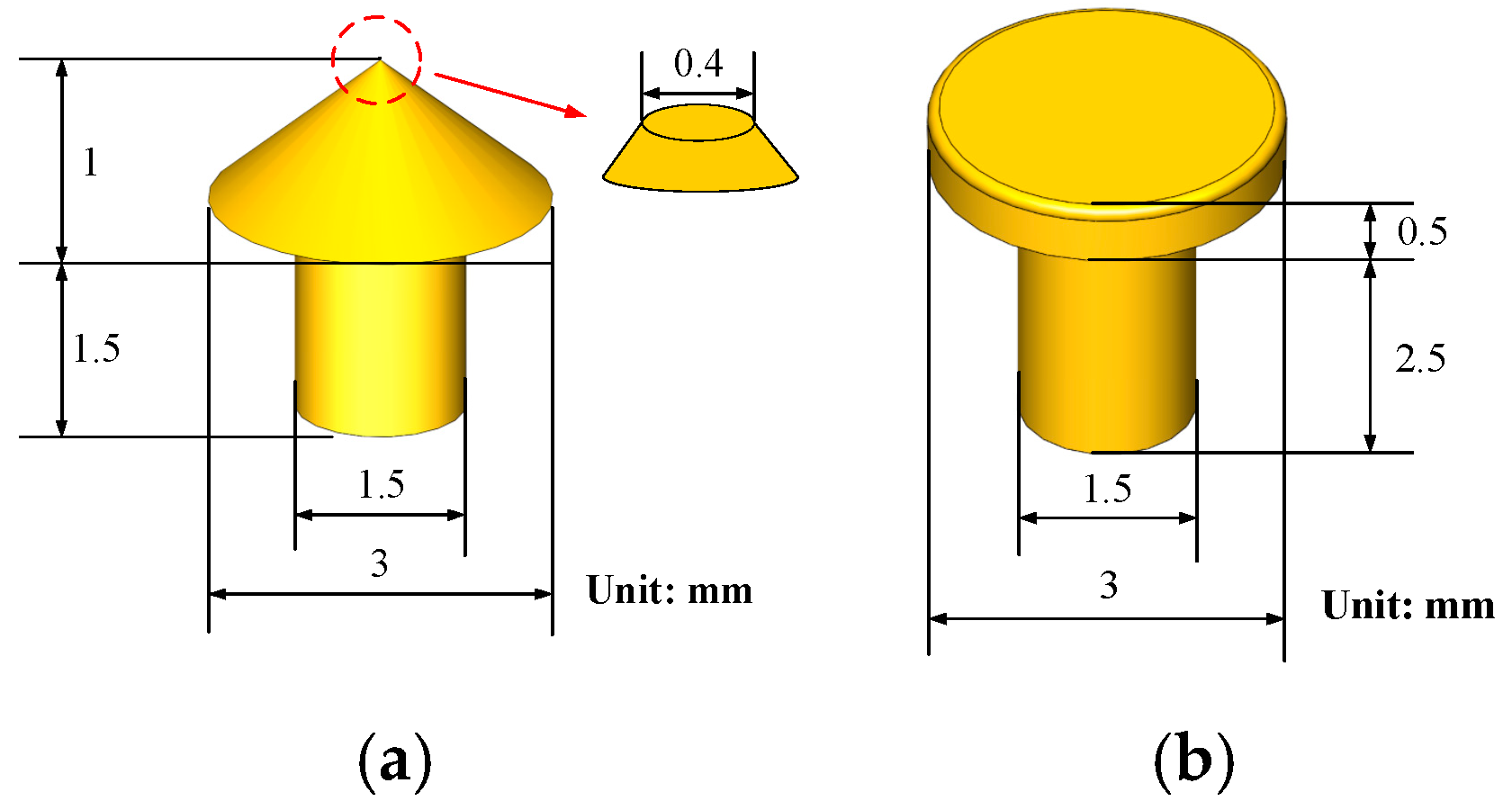
4.1. Experimental Conditions
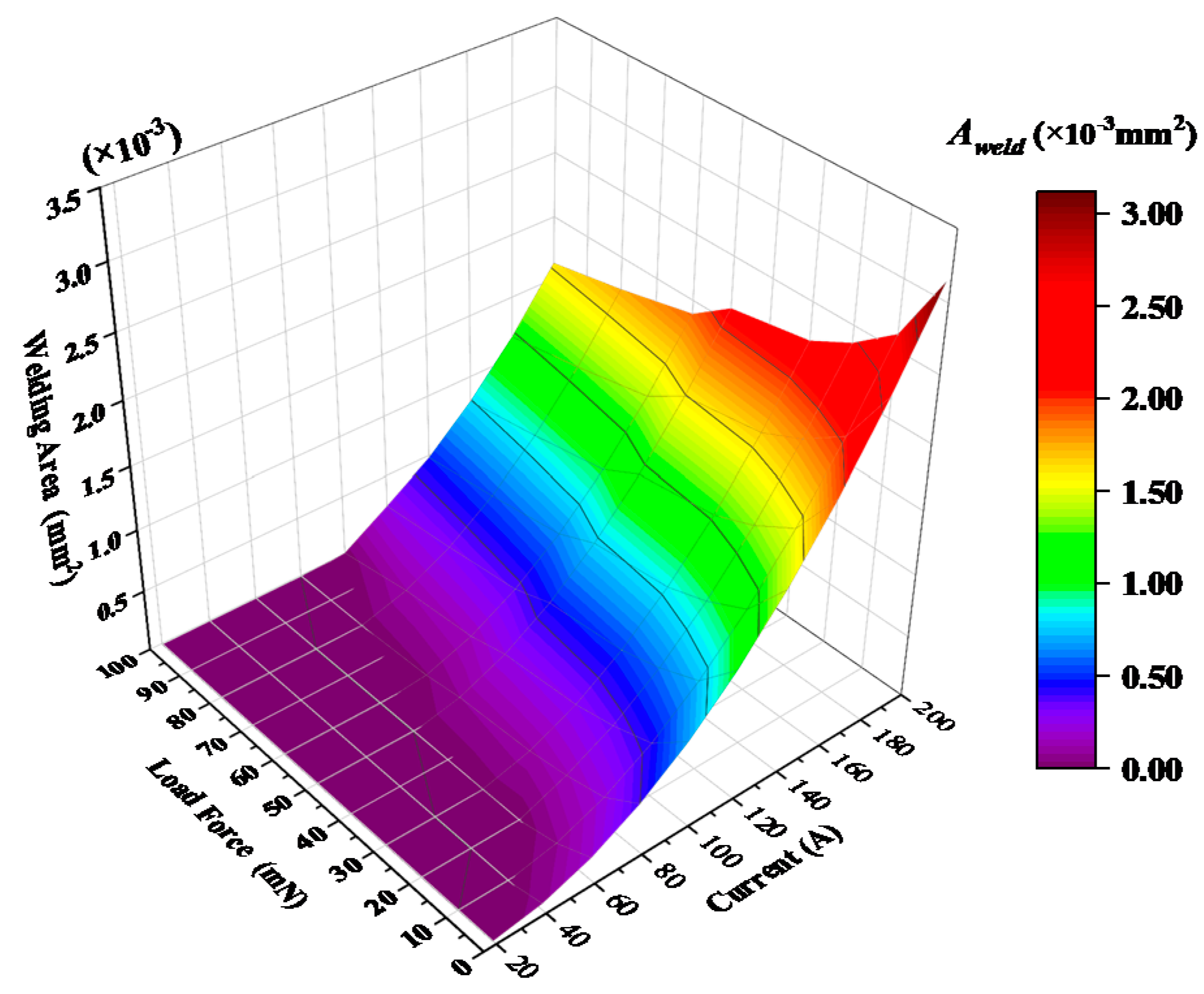
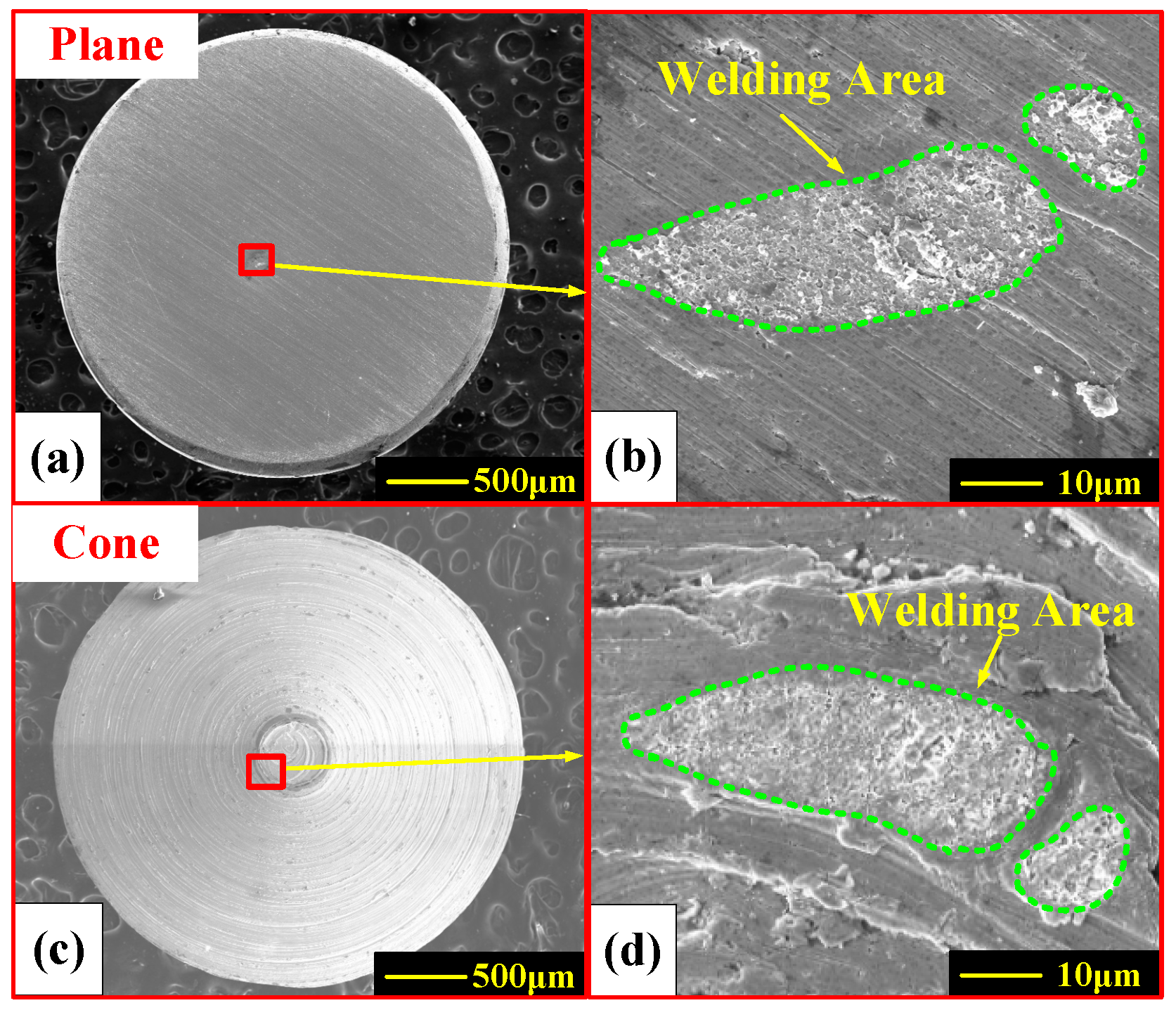
4.2. Welding Trace and Associated Area
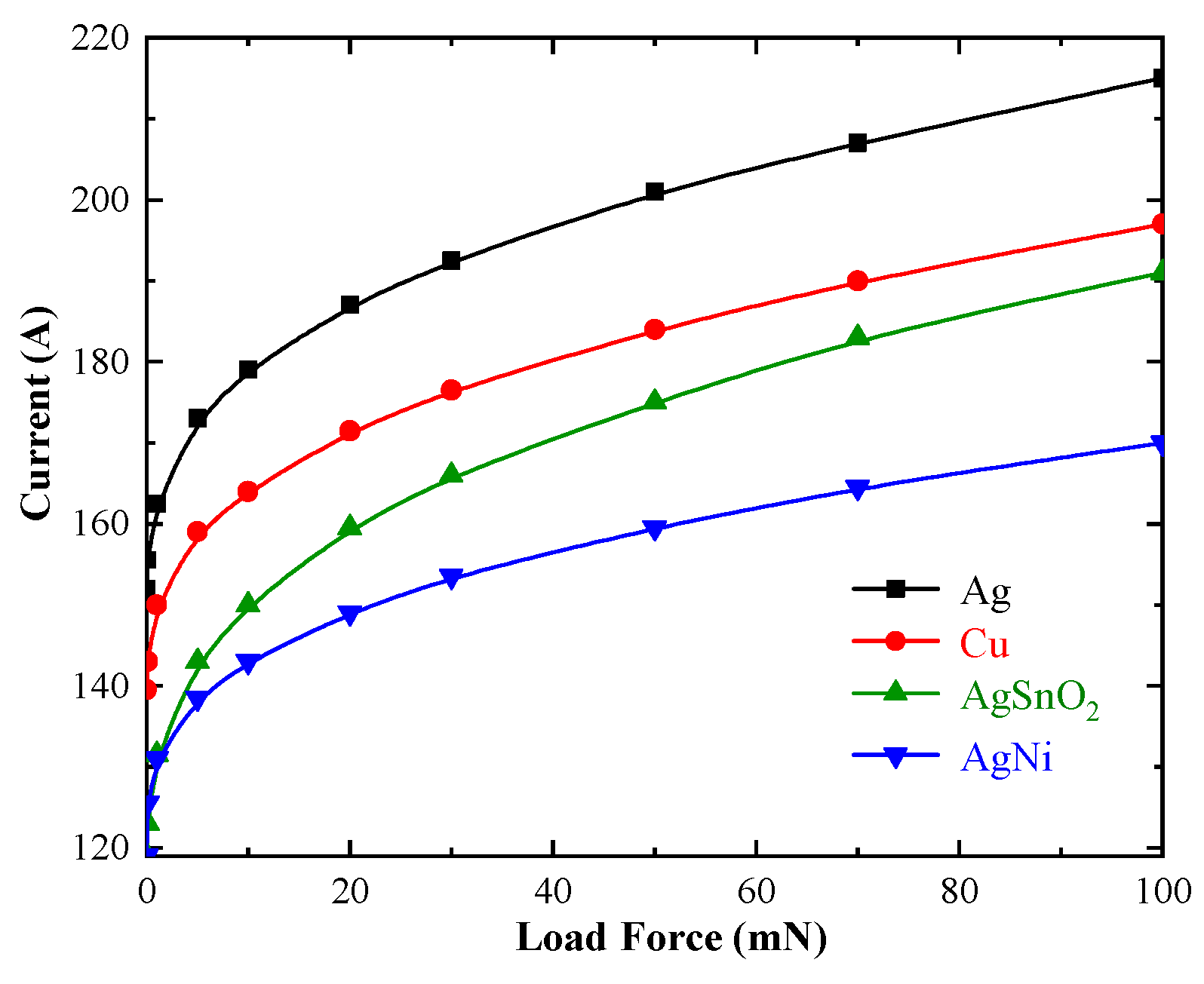
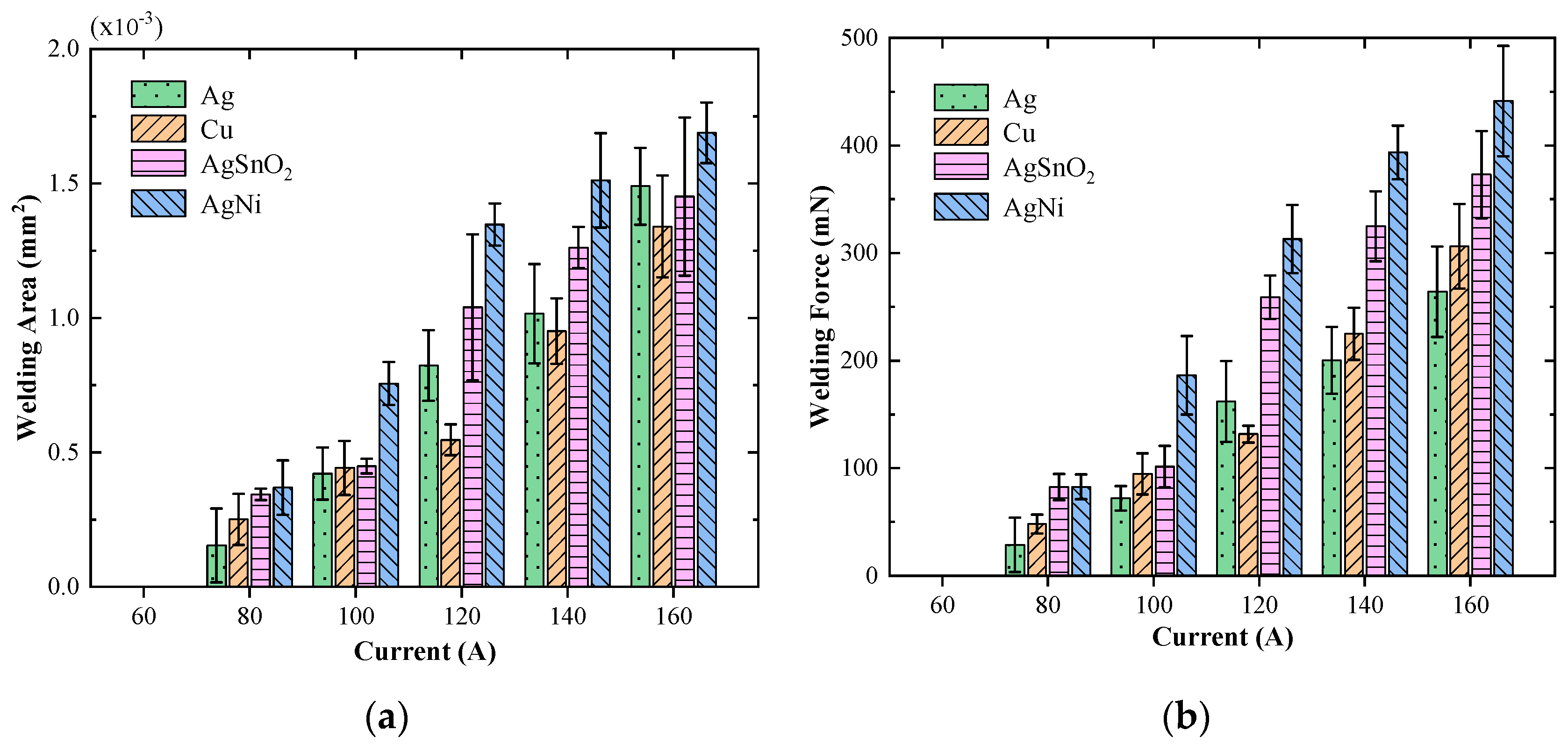
4.3. Experimental Results
4.4. Validity of Calculation Model
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ramirez-Laboreo, E.; Sagues, C.; Llorente, S. A New Run-to-Run Approach for Reducing Contact Bounce in Electromagnetic Switches. IEEE Trans. Ind. Electron. 2017, 64, 535–543. [Google Scholar] [CrossRef]
- Fernandez, M.; Perpina, X.; Rebollo, J. Solid-State Relay Solutions for Induction Cooking Applications Based on Advanced Power Semiconductor Devices. IEEE Trans. Ind. Electron. 2019, 66, 1832–1841. [Google Scholar] [CrossRef]
- Volm, D.; Winkler, F. Development of a Compact Relay for High Voltage Switching of up to 1000 V and 40 A. In Proceedings of the 27th International Conference on Electrical Contacts, Dresden, Germany, 22–26 June 2014; pp. 144–148. [Google Scholar]
- Eriksson, G.; Johansson, E. Controlling the repulsive Holm force between fixed and moving contact members in a low voltage switching device. In Proceedings of the 27th International Conference on Electrical Contacts, Dresden, Germany, 22–26 June 2014; pp. 301–306. [Google Scholar]
- Slade, P.G. Electrical Contacts Principles and Applications, 2nd ed.; CRC: New York, NY, USA, 2014. [Google Scholar]
- Podrzaj, P.; Simoncic, S. Welding Force as a Variable in Resistance Spot Welding Control. In Proceedings of the 2nd International Conference on Measurement, Information and Control, Harbin, China, 16–18 August 2013. [Google Scholar]
- Kharin, S.N.; Nouri, H.; Davies, T. The Mathematical Models of Welding Dynamics in Closed and Switching Electrical Contacts. In Proceedings of the 49th IEEE Holm Conference on Electrical Contacts, Washington, DC, USA, 8–10 September 2003. [Google Scholar]
- Chen, Z.; Witter, G. Electrical Contacts for Automotive Applications A Review. IEICE Trans. Electron. 2004, E87C, 1248–1254. [Google Scholar]
- Zhang, X.; Ren, W.; Zheng, Z.; Wang, S. Effect of electrical load on contact welding failure of silver tin oxide material used in DC electromechanical relays. IEEE Access 2019, 7, 133079–133089. [Google Scholar] [CrossRef]
- Rieder, W.F.; Neuhaus, A.R. Contact welding influenced by anode arc and cathode arc, respectively. In Proceedings of the 50th IEEE Holm Conference on Electrical Contacts, Seattle, WA, USA, 20–23 September 2004; pp. 378–381. [Google Scholar]
- Hammerschmidt, M.; Neuhaus, A.R.; Rieder, W.F. The Effects of Material Transfer in Relays Diagnosed by Force and/or Voltage Measurement. IEEE Trans. Compon. Packag. Technol. 2004, 27, 12–18. [Google Scholar] [CrossRef]
- Slade, P.G.; Taylor, E.D.; Haskins, R.E. Effect of short circuit current duration on the welding of closed contacts in vacuum. In Proceedings of the 51st IEEE Holm Conference on Electrical Contacts, Chicago, IL, USA, 26–28 September 2005. [Google Scholar]
- Slade, P.G. An investigation into the factors contributing to welding of contact electrodes in high vacuum. IEEE Trans. Parts. Mater. Pack. 1971, 7, 23–33. [Google Scholar] [CrossRef]
- Yashasaki, H.; Ishii, T. An estimation of closing current of electrical contacts for power switches. In Proceedings of the 30th Holm Conference on Electrical Contacts, Chicago, IL, USA, 17–21 September 1984; pp. 281–288. [Google Scholar]
- Slade, P.G. The Current Level to Weld Closed Contacts. In Proceedings of the 59th IEEE Holm Conference on Electrical Contacts, Newport, RI, USA, 22–25 September 2013. [Google Scholar]
- Kharin, S.N.; Sarsengeldin, M.M.; Kassabek, S. The Model of Melting and Welding of Closed Electrical Contacts with Softening Contact Zone. In Proceedings of the 64th IEEE Holm Conference on Electrical Contacts, Albuquerque, NM, USA, 14–18 October 2018. [Google Scholar]
- Tslaf, A. A Thermophysical Criterion for the Weldability of Electric Contact Material in a Steady-State Regime. IEEE Trans. Compon. Hybrids. Manuf. Technol. 1982, 5, 147–152. [Google Scholar] [CrossRef]
- Borkowski, P.; Walczuk, E. Computerized measurement stands for testing static and dynamic electrical contact welding. Measurement 2011, 44, 1618–1627. [Google Scholar] [CrossRef]
- Chalyi, A.M.; Dmitriev, V.A.; Pavleino, M.A. On Peculiarities of Welding and Destruction of the Surface of High-Current Layered Contacts by Pulsed Currents. Surf. Eng. Appl. Electrochem. 2018, 54, 96–102. [Google Scholar] [CrossRef]
- Kharin, S.N. Comparison of Spherical and Axisymmetric Models of Electrical Contact Heating and the Conditions of their Application. In Proceedings of the 63rd IEEE Holm Conference on Electrical Contacts, Denver, CO, USA, 10–13 September 2017. [Google Scholar]
- Vinaricky, E.; Horn, G.; Behrens, V. Doduco Data Book of Electrical Contact; Stieglitz Verlag: Mühlacker, Germany, 2012. [Google Scholar]
- Yoshioka, Y. A study of welding phenomena on models and real contacts. Electr. Eng. Jpn. 1967, 87, 12–23. [Google Scholar]
- Kohlrausch, F. Ueber den stationaren Temperaturzustand eines elektrisch geheizten Leiters. Ann. Phys. 1900, 306, 132–158. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Um (V) | ρ0 (μΩ·cm) | α (10−3/K) | λ (W/m·K) | T1 (K) | E (GPa) | |
|---|---|---|---|---|---|---|
| Ag | 0.37 | 1.59 | 4.1 | 419 | 1234 | 79 |
| Cu | 0.44 | 1.65 | 4.3 | 394 | 1356 | 115 |
| AgSnO2 | 0.57 | 2.7 | 3.1 | 325 | 1233 | 86 |
| AgNi | 0.37 | 2.3 | 3.5 | 310 | 1233 | 84 |
| Au | 0.43 | 2.19 | 4 | 297 | 1336 | 80 |
| Al | 0.3 | 2.65 | 4.6 | 222 | 933 | 65 |
| Zn | 0.17 | 5.92 | 4.2 | 113 | 693 | 96 |
| Ni | 0.65 | 6.84 | 6.8 | 92 | 1726 | 216 |
| Fe | 0.6 | 9.72 | 6.6 | 75 | 1810 | 208 |
| Sn | 0.13 | 11.6 | 4.6 | 63 | 505 | 47 |
| Environment | Ambient Temperature |
|---|---|
| Electrode Material | Ag, Cu, AgSnO2, AgNi |
| Load Current | 60–160 A |
| Load Force | 50 mN |
| Resistance | 0.1 Ω |
| RSS | COS | |
|---|---|---|
| Ag | 3.47 × 10−7 | 0.994 |
| Cu | 0.68 × 10−7 | 0.992 |
| AgSnO2 | 4.75 × 10−7 | 0.96 |
| AgNi | 3.88 × 10−7 | 0.974 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Ren, W. Modeling and Experimental Verification of Material Welding Characteristics for Low Current Switching Devices. Materials 2020, 13, 3666. https://doi.org/10.3390/ma13173666
Zhang X, Ren W. Modeling and Experimental Verification of Material Welding Characteristics for Low Current Switching Devices. Materials. 2020; 13(17):3666. https://doi.org/10.3390/ma13173666
Chicago/Turabian StyleZhang, Xu, and Wanbin Ren. 2020. "Modeling and Experimental Verification of Material Welding Characteristics for Low Current Switching Devices" Materials 13, no. 17: 3666. https://doi.org/10.3390/ma13173666
APA StyleZhang, X., & Ren, W. (2020). Modeling and Experimental Verification of Material Welding Characteristics for Low Current Switching Devices. Materials, 13(17), 3666. https://doi.org/10.3390/ma13173666